
Abstract
A new technology used to reduce the temperature of olive paste was applied to the extra virgin olive oil (EVOO) mechanical extraction process. The performance of a cooling crusher that was able to counteract the thermal increase that occurs during olive fruit grinding was analyzed to evaluate the effects on the development of volatile compounds and the concentration of hydrophilic phenols in the final product. The volatile profiles and phenolic fraction of EVOOs extracted from three different cultivars (Coratina, Peranzana, and Moresca) were positively affected by the use of lower temperatures during the crushing phase. The volatile fractions showed increases in the total aldehydes, mainly related to the concentrations of (E)-2-hexenal, and reductions in the total alcohols, mainly due to 1-penten-3-ol, 1-hexanol and (Z)-3-hexen-1-ol contents. The use of a lower temperature reduced the level of oxidative processes, protecting the phenolic compounds in the Moresca and Peranzana EVOOs by 17.8 and 12.1%, respectively.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The sensory characteristics of extra virgin olive oil (EVOO) as well as its healthy properties have made it a favorite of consumers in Mediterranean countries for centuries and now throughout the world. Olive oil consumption has been constantly increasing on a global basis for the last 30 years. The final quality of EVOO is due to many factors, such as the genetic background, growing area, agronomic practices, cultivar, climatic conditions, and harvesting period of the olives (Caporaso, 2016). The improvement of EVOO quality is also influenced by mechanical extraction process and related technological parameters (Cecchi et al., 2019; Iqdiam et al., 2019; Kalogianni et al., 2019; Manganiello et al., 2021; Polari et al., 2019; Servili et al., 2015, 2019; Tamborrino et al., 2021; Taticchi et al., 2019, 2021; Veneziani et al., 2017). In particular, the study of new EVOO technologies is aimed at improving the content of phenolic compounds and the EVOO flavor improving the organoleptic and bioactive properties. A high phenol content in EVOO improves its quality due to several beneficial properties for human health and to its antioxidant effects (Hashim et al., 2005; Marx et al., 2020; Pantano et al., 2017; Servili et al., 2014; Tripoli et al., 2005). The volatile compounds responsible for EVOO flavors are generated through the lipoxygenase (LOX) pathway, whereas molecules that are responsible for EVOO off-flavors are generated from oxidation phenomena, conversion of some amino acids, fermentation process, or fatty acid metabolism. The volatile compounds responsible for positive sensory notes are mainly represented by C5 and C6 saturated and unsaturated aldehydes, alcohols, and esters, associated with green, leaf-like, and fruity sensory notes (Kalua et al., 2007).
The new challenge of the olive oil sector concerns the control of the temperature during the extraction process, mainly during crushing and malaxation steps, to extract EVOOs of higher quality. The management of olive or olive paste temperatures interferes with the different enzymatic activities, such as those of polyphenol oxidase (PPO), peroxidase (POD), and LOX, which regulate the development and the quantitative and qualitative compositions of volatile and phenolic compounds. Temperature is one of the most important process parameters that can be adjusted accordingly to the characteristics of the different genetic origins of olives, playing a basic role in the definition of the final quality of oils (Gómez-Rico et al., 2009; Leone et al., 2018a; Lukić et al., 2017; Selvaggini et al., 2014, Veneziani et al., 2015).
Accordingly, several studies have recently focused on the reduction of processing temperature by thermal conditioning of crushed olive paste using heat exchangers (Veneziani et al., 2017). The technological innovation, carried out with the use of a tubular thermal exchanger, was used for a rapid cooling treatment of the olive paste. The rapid cooling of the raw material results in an increase in the phenolic concentrations in the EVOOs. The higher phenolic content is probably due to the inhibition of PPO activity that results from the high value of temperature for the optimal oxidization process (Taticchi et al., 2013). These results were obtained without altering the legal quality parameters of EVOO, and with modifications of the volatile profile characterized by a significant increase of the total aldehydes due to the different LOX activities that characterized different olive cultivars (Veneziani et al., 2018).
The use of low temperatures can represent an alternative approach to modulate volatile compounds and preserve a higher concentration of hydrophilic phenols (Plasquy et al., 2021b; Veneziani et al., 2021). Alternative techniques to the regulation of the temperature of olives, such as the use of cold rooms to stabilize the temperature of fruits during the storage period (Guerrini et al., 2021; Morales-Sillero et al., 2017; Plasquy et al., 2021a; Taluri et al., 2019; Yousfi et al., 2012), the application of dry ice to cool the olives during the crushing phase (Veneziani et al., 2017; Zinnai et al., 2016), or the reduction of fruit temperature before processing by means of cold water (Dourou et al., 2020), were also tested to assess the impacts on EVOO quality.
The cooling of olives in refrigerated cells for a short period of storage can both delay the oxidation of phenolic compounds and increase the production of LOX pathway compounds, reducing off-flavor development (Guerrini et al., 2021). For a long storage time, the best performance is obtained only with healthy fruits. The integrity of olives is usually related to the harvesting system, in particular the mechanical system, which can have a significant impact on olives and their corresponding oils (Yousfi et al., 2012). In fact, in the event that the drupes are highly damaged and it is not possible to implement a control of their temperature, to avoid unwanted fermentation, the only solution is the rapid processing of the fruits (Morales-Sillero et al., 2017). However, fruit cold storage represents a way to reduce the undesirable effects on quality characteristics and improve the oxidative stability of the product (Morales-Sillero et al., 2017; Yousfi et al., 2012).
Another method involves the use of solid carbon dioxide during the crushing step. The treatment would cause cooling of the olives, partial solidification of fruit water, and breakage of the olive cell walls, resulting in an increased extraction yield and enhancing the quality parameters related to the content of vitamin E and phenols. In addition, the significant amount of gas that is generated due to the interaction between solid CO2 (−78 °C at atmospheric pressure) and olives/olive paste (initially at room temperature) would induce the formation of a sort of inert protective layer on the processed olives. This gaseous layer would be able to prevent oxidation and thus reduce the loss of antioxidants, such as phenols, without compromising the formation of aromas responsible for the main sensory notes of the oil (Zinnai et al., 2016).
In comparison to the use of dry ice or climatic cells, heat exchangers seem to be more efficient from an operating point of view, less costly, environmentally sustainable, and able to guarantee a high-quality standard for the final product. However, independent of the cooling method of olives or olive pastes, a key factor to achieve high-quality EVOO is temperature monitoring. In a recent lab-scale study, a slight lowering of fruit temperature just before crushing, using a bath of cold water, resulted in a decrease in oil off-flavors, whereas it enhanced the levels of green and fresh sensory notes of EVOO, highlighting the possibility of modulating the production of volatile compounds. The inner temperature showed a significant impact on the volatile profile due to the enzymes of the LOX pathway being able to produce higher amounts of the C6 aldehydes responsible for herbal/green olfactory traits of the final product at lower temperatures (Dourou et al., 2020). The LOX pathway starts to generate the main volatile compounds immediately when the fruits are crushed and the substrates are available for the different enzymatic activities involved in EVOO flavor development. The best operative conditions to improve LOX activity during the first steps of the EVOO extraction process, including the use of low temperature, should be maintained to increase positive effects on the generation of the volatile fraction (Padilla et al., 2012; Salas & Sanchez, 1999; Veneziani et al., 2021).
Accordingly, this study aimed to evaluate the performance of a new cooling crusher that is able to reduce the temperature of olive paste just during the crushing phase. The main quality parameters related to health and sensory properties, such as volatile compounds and phenolic content of EVOO extracted from different cultivars, were analyzed to assess the impact of reducing the olive paste temperature during the first step of the EVOO mechanical extraction process with regard to the different genetic origins of the raw material.
Materials and Methods
Materials
Oleacein (3,4-DHPEA-EDA), oleocanthal (p-HPEA-EDA), oleuropein aglycone (3,4-DHPEA-EA), ligstroside aglycone (p-HPEA-EA), (+)-1-acetoxypinoresinol, and (+)-pinoresinol were obtained from VOO following the method described by Selvaggini et al. (2014). Phenyl alcohols (tyrosol and hydroxytyrosol) were purchased from Cabru S.A.S. (Arcore, Milan, Italy) and Fluka (Milan, Italy), respectively. The other solvents and chemical compounds were supplied by Merck (Merck KGaA, Darmstadt, Germany). The chemical compounds studied in this article were the following: 3,4-DHPEA-EDA (PubChem CID: 18684078); p-HPEA-EDA (PubChem CID: 16681728); 3,4-DHPEA-EA (PubChem CID: 124202093); p-HPEA (PubChem CID: 10393); 3,4-DHPEA (PubChem CID:82755); (E)-2-hexenal (PubChem CID: 5281168); hexanal (PubChem CID: 6184); 1-penten-3-ol (PubChem CID: 12020); 1-hexanol (PubChem CID: 8103); (Z)-3-hexen-1-ol (PubChem CID: 5281167).
EVOO Mechanical Extraction Process
The trials were carried out during three different olive oil production seasons: 2018/2019, 2019/2020, and 2020/2021. The tests related to 2018/2019 and 2019/2020 were performed by processing Coratina and Peranzana olives, respectively. Both cultivars were harvested in the Apulia region in the first week of November (Peranzana) and in the last week of November (Coratina). The extraction plant was located in Monte Schiavo (Ancona, Marche, Italy) and equipped with the following machines produced by Pieralisi MAIP SpA (Jesi, Ancona, Italy): a new crusher with a cooling system, “Simplex” (0.6 ton) malaxers, “DMF 4” decanter (2 ton/h), and “Bravo” vertical centrifugal separator. The trials performed in the olive oil production season of 2020/2021 were carried out with the Moresca cultivar harvested during the first week of October and processed at Frantoio Covato (Ragusa, Sicily, Italy). The Covato’s extraction plant was equipped with the following pieces of equipment produced by Pieralisi MAIP SpA (Jesi, Ancona, Italy): a new crusher with a cooling system, “Molinova ORO” malaxers (0.6 ton), “DMF 6” decanter (2.5 ton/h), and “Marte” vertical centrifuge separator.
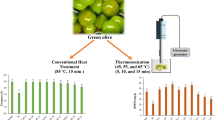
The new cooling crusher is a hammer crusher with a cooled cover and an Archimedes screw with a cooled spiral and a cooled screw housing channel. Cold conditioning of the chilled parts of the crusher takes place by means of the circulation of cold water generated by a chiller unit, which is used as a source of cooling for the thermal group of the olive mill. Thanks to the cooling system described above, it was possible to compensate for the thermal increase during fruit grinding and to reduce the temperature of olive paste by approximately 6 ± 2 °C compared to the control tests.
The control trials were performed with the same extraction plants described above processing the olives but with the cooling system of the crusher deactivated. The malaxation phase was carried out for 20 min at 25 °C for both control and experimental tests. Two bottles of three independent extractions both for control and experimental tests were collected and rapidly analyzed. All the data are expressed as the mean value of the three independent EVOO extractions.
VOO Chemical Analysis
Legal Quality Parameters
Legal quality parameter analysis was carried out for the product classification of olive oils. Acidity, peroxide value, and spectrophotometric constants (K232, K270, and ΔK) were detected according to the methods presented in Regulation (UE) 2015/1830 (OJEC, 2015).
Phenolic Compounds
The phenolic fraction was extracted from the EVOOs by a liquid–liquid extraction method, mixing the EVOO sample with a methanol/water solution (80/20 v/v) as described by Taticchi et al. (2021). The quantitative concentration and qualitative composition of EVOO samples were determined using high-performance liquid chromatography (HPLC) by Agilent Technologies MOD. 1100 controlled by ChemStation (Agilent Technologies, Palo Alto, CA USA). The device was equipped with the following components: vacuum degasser system; a quaternary pump; an autosampler; a thermostated compartment for the column, and finally a diode array detector (DAD) and a fluorescence detector (FLD). Phenolic acids, tyrosol, hydroxytyrosol, and the other aglycone derivatives of oleuropein and ligstroside were detected by using the DAD with a wavelength of 278 nm, whereas the flavonoids were detected at 330 nm. The extraction methods and chromatographic tests were carried out according to the method described by Selvaggini et al. (2006). The quantitative and qualitative compositions of hydrophilic phenols, separated by using a Spherisorb ODS1 (5 μm, 4.6 mm × 250 mm, Waters, Milford, MA, USA) column, were elaborated by ChemStation software (Agilent Technologies, Palo Alto, CA, USA) and expressed in mg/kg of EVOO.
Volatile Compounds
The evaluation of EVOO volatile compounds was performed by headspace-solid phase microextraction followed by gas chromatography–mass spectrometry (HS-SPME-GC/MS). The chromatographic analysis of aldehydes, alcohols, and esters was carried out by using an Agilent Technologies GC 7890B instrument equipped with a “Multimode Injector” (MMI) 7693A (Agilent Technologies, Santa Clara, CA, USA). The operating parameters of GC–MS analysis for the identification, detection, and quantification of EVOO volatile compounds were performed according to the method reported by Taticchi et al. (2021). The volatile molecules were identified using the spectra of authentic reference compounds and with those in the NIST 2014 mass spectral library and quantified using the calibration curves for each compound by internal standard calculations. The data are expressed in µg/kg of EVOO.
Statistical Analysis
The results obtained from the analysis of EVOOs were analyzed using SigmaPlot Software 12.3 (Systat Software Inc., San Jose, CA, USA) which employed t test analyses with a rejection p value of 0.05 of samples extracted with and without the use of a cooling crusher.
Results and Discussion
The main aim of this study was to evaluate the impact of the temperature reduction of olive paste during the crushing step on some of the main EVOO quality characteristics, i.e., hydrophilic phenols, volatile compounds, and quality indices. The cooling process of olive paste was recently studied, mainly with regard to the use of heat exchangers applied after the crusher (Veneziani et al., 2017, 2018) and the cooling of olive fruits before their processing using climatic chambers or refrigerated water (Dourou et al., 2020; Guerrini et al., 2021; Morales-Sillero et al., 2017; Yousfi et al., 2012). In contrast, during this study, the analysis concerned the use of an innovative crusher equipped with a rapid cooling system that was able to compensate for the thermal increase during fruit grinding and reduce the temperature of olive paste during the crushing step. The possibility of controlling the temperature during the crushing phase allows us to determine the optimal conditions for some of the enzymes of the LOX pathway that showed higher activity levels at lower temperatures. The best performance of LOX enzymes was obtained with temperatures ≤ 20 °C, mainly due to the optimal activity of hydroperoxide lyase (HPL) for the conversion of 13-hydroperoxides into C5 and C6 aldehydes (Padilla et al., 2012; Salas & Sanchez, 1999; Veneziani et al., 2021).
Regarding legal quality parameters, the data did not show any significant variation in any of the EVOOs extracted from the three different cultivars. The free acidity and peroxide values and the specific extinction coefficients (K232, K270, and ΔK) were not modified by the use of lower temperature during the crushing phase compared to the control samples (Table 1).
The new cooling crusher showed a significant impact on the phenolic fraction, probably due to the inhibition of enzymatic activities responsible for the degradation of phenolic compounds at lower temperatures, which were able to reduce the efficiencies of PPO and POD activities typically characterized by high optimal temperatures over 40 °C (Taticchi et al., 2013). The data of hydrophilic phenols showed a significant improvement in the total phenols of the Moresca and Peranzana cultivars processed with the cooling crusher, with increases of 17.8 and 12.1% when compared with the control trials, respectively (Table 2). The improvement in phenolic concentration was quantitatively and qualitatively due to an increase in oleuropein derivatives 3,4-DHPEA-EDA, 3,4-DHPEA-EA, and 3,4-DHPEA, even if the data also showed a significant increase in p-HPEA-EDA, mainly in the EVOOs of the Peranzana cultivar (+19.6 mg/kg). The results confirmed the data obtained by other authors that showed a positive impact on EVOO phenolic concentrations by the use of lower temperature both when applied before (Dourou et al., 2020; Guerrini et al., 2021) or just after (Veneziani et al., 2017, 2018) the crushing step for different cultivars, highlighting a common reduction in the oxidative process of phenols. The concentrations of Coratina phenolic compounds, with values often very high (over 1000 mg/kg) and probably close to the upper limits of solubilization into the oily phase, confirmed the results of previous analysis (Veneziani et al., 2017), showing a moderate increase that was not statistically significant (Table 2). This trend was often demonstrated when new technologies were introduced in the mechanical extraction process and generated a general increase in the hydrophilic phenols of oils extracted from different cultivars that is usually more moderate in the oils genetically characterized by a high content of phenolic molecules, such as the Coratina cultivar (Leone et al., 2018b; Manganiello et al., 2021).
The reduction in the thermal increase of olive paste during the traditional crushing process, due to the use of the new cooling crusher, had a positive influence on the volatile fraction of EVOOs. The oils extracted from all the cultivars showed a significant improvement in EVOO flavor due to the increase in total aldehydes and reduction in alcohols, molecules that are strictly related to herbal/green and ripe fruity sensory notes, respectively (Table 3). The results are in agreement with the data shown by other authors who analyzed the impact of lower temperatures compared to the control tests before or immediately after the crushing step (Dourou et al., 2020; Guerrini et al., 2021; Veneziani et al., 2017, 2018). The data confirmed a significant influence on the HPL activity of different cultivars with a consequent development of higher amounts of (E)-2-hexenal and hexanal and lower amounts of alcohols due to the minor activity of alcohol dehydrogenase (ADH) that showed an optimal level at higher temperatures near 30 °C (Ridolfi et al., 2002; Salas & Sanchez, 1999). The Coratina EVOO showed an increase in total aldehydes of 4637 µg/kg (9.4%), mainly due to the concentration of (E)-2-hexenal, and a reduction in total alcohols of 287 µg/kg (4.0%) compared to control tests. Regarding the Moresca cultivar, the EVOOs showed a higher increase in C6 aldehydes (18.4%) and a decrease in total alcohol of 7.1% due to the reduction of 1-penten-3-ol, 1-hexanol, and (Z)-3-hexen-1-ol content in the EVOO extracted with the cooling crusher. EVOO obtained by processing Peranzana fruits showed the highest impact on total aldehydes, with an increase of 29.6%, and on the reduction of C5 and C6 saturated and unsaturated alcohols, with a decrease of 31.0%. In contrast, the concentration of esters (hexyl acetate and (Z)-3-hexenyl acetate) did not show any significant variation in all the cultivars. The effect of the cooling crusher on the volatile fraction was not influenced by the different genetic origins of the olive fruits, showing the same impact on the activities of the enzymes of the LOX pathway with a common trend resulting in the development of volatile compounds in all the EVOOs. The reduction in temperature directly during the crushing step has had a uniform effect on the regulation of LOX activities in different cultivars. This effect is not confirmed when low temperatures are used immediately after the crushing phase (Veneziani et al., 2017, 2018, 2021), showing a higher influence of the cultivars and their specific enzyme activity load (Sánchez-Ortiz et al., 2012; Tomé-Rodríguez et al., 2021). The effects on EVOO phenolic and volatile compounds of different cultivars can be very different from both quantitative and qualitative points of view, as evaluated by several studies related to new extraction technologies and the control of process parameters (Kalogianni et al., 2019; Pérez et al., 2021; Selvaggini et al., 2014; Taticchi et al., 2019, 2021; Veneziani et al., 2021). The influence on the final concentration of health and sensory molecules was always more uniform for the phenolic fraction and less stable for the volatile concentration, which was highly influenced by the genetic origin of the raw material due to a different level of overall enzymatic activity for the LOX pathway that induced a differentiated response on the production of aldehydes, alcohols, and esters. For the first time, a new technology seems to be able to modulate, in the same way, the production of different classes of volatile compounds of different cultivars, showing variability only quantitatively, not qualitatively. However, further studies on different cultivars are required to confirm the improvement of aldehyde content and the decrease in the concentration of alcohols able to enhance the flavor of the final product.
Conclusions
The use of a new cooling technology was able to compensate for the thermal impact of the crushing step on olive paste, reducing its temperature. The processing of olives at lower temperatures had significant effects on EVOO quality compared to the control samples. The improvement of quality characteristics is associated with the concentration of hydrophilic phenols and volatile compounds involved in the main health and sensory properties of the final product. As supposed during the design of the cooling crusher, the new technology mainly had a significant effect on the enzymes belonging to the LOX pathway, showing a common positive impact independent of the cultivar. The reduction in temperature during the crushing phase highlighted a uniform trend in the development of the volatile molecules. Total aldehydes increased mainly due to the improvement of the concentration of (E)-2-hexenal, and total alcohols decreased mainly due to the reduction of 1-penten-3-ol, 1-hexanol, and (Z)-3-hexen-1-ol content without any significant alterations in the amount of esters. In contrast, the impact of the cultivars was significant from a quantitative point of view, showing increases and decreases ranging from +9.4 to +29.6% for the concentration of aldehydes and from −4.0 to −31.0% for the alcohol content, respectively. The increase in aldehydes, linked to green sensory notes, and the reduction in alcohols, responsible for ripe fruit sensory notes, were more significant for the cultivars characterized by the lowest concentrations of total volatile compounds. The new technology also had a positive impact on the EVOO phenolic fractions of the Moresca and Peranzana cultivars, whereas Coratina EVOOs did not show any significant increase of total phenols. The cooling crusher represents a new technology that is able to modulate the development of volatile compounds and protect the phenolic fraction from oxidative processes to improve the quality standard of the final product.
Availability of Data and Material
The datasets generated during the current study are available from the corresponding author on reasonable request.
References
Caporaso, N. (2016). Virgin olive oils: Environmental conditions, agronomical factors and processing technology affecting the chemistry of flavor profile. Journal of Food Chemistry & Nanotechnology, 2, 21–31. https://doi.org/10.17756/jfcn.2016-007
Cecchi, L., Bellumori, M., Corbo, F., Milani, G., Clodoveo, M. L., & Mulinacci, N. (2019). Implementation of the sono-heat-exchanger in the extra virgin olive oil extraction process: End-user validation and analytical evaluation. Molecules, 24, 2379–2391. https://doi.org/10.3390/molecules24132379
Dourou, A. M., Brizzolara, S., Meoni, G., Tenori, L., Famiani, F., Luchinat, C., & Tonutti, P. (2020). The inner temperature of the olives (cv. Leccino) before processing affects the volatile profile and the composition of the oil. Food Research International, 129, 108861. https://doi.org/10.1016/j.foodres.2019.108861
Gómez-Rico, A., Inarejos-García, A. M., Salvador, M. D., & Fregapane, G. (2009). Effect of malaxation conditions on phenol and volatile profiles in olive paste and the corresponding virgin olive oils (Olea europaea L. Cv. Cornicabra). Journal of Agricultural and Food Chemistry, 57, 3587–3595. https://doi.org/10.1021/jf803505w
Guerrini, L., Corti, F., Cecchi, L., Mulinacci, N., Calamai, L., Masella, P., Angeloni, G., Spadi, A., & Parenti, A. (2021). Use of refrigerated cells for olive cooling and short-term storage: Qualitative effects on extra virgin olive oil. International Journal of Refrigeration, 127, 59–68. https://doi.org/10.1016/j.ijrefrig.2021.03.002
Hashim, Y.Z.H.-Y., Eng, M., Gill, C. I. R., McGlynn, H., & Rowland, I. R. (2005). Components of olive oil and chemoprevention of colorectal cancer. Nutrition Reviews, 63(11), 374–386. https://doi.org/10.1111/j.1753-4887.2005.tb00374.x
Iqdiam, B. M., Abuagela, M. O., Marshall, S. M., Yagiz, Y., Goodrich-Schneider, R., Baker, G. L., Welt, B. A., & Marshall, M. R. (2019). Combining high power ultrasound pre-treatment with malaxation oxygen control to improve quantity and quality of extra virgin olive oil. Journal of Food Engineering, 244, 1–10. https://doi.org/10.1016/j.jfoodeng.2018.09.013
Kalogianni, E. P., Georgiou, D., & Hasanov, J. H. (2019). Olive oil processing: Current knowledge, literature gaps, and future perspectives. Journal of the American Oil Chemists Society, 68, 332–336. https://doi.org/10.1002/aocs.12207
Kalua, C. M., Allen, M. S., Bedgood, D. R., Bishop, A. G., Prenzler, P. D., & Robards, K. (2007). Olive oil volatile compounds, flavour development and quality: A critical review. Food Chemistry, 100, 273–286. https://doi.org/10.1016/j.foodchem.2005.09.059
Leone, A., Romaniello, R., Juliano, P., & Tamborrino, A. (2018a). Use of a mixing-coil heat exchanger combined with microwave and ultrasound technology in an olive oil extraction process Innovative. Food Science and Emerging Technologies, 50, 66–72. https://doi.org/10.1016/j.ifset.2018.09.005
Leone, A., Romaniello, R., Tamborrino, A., Urbani, S., Servili, M., Amarillo, M., Grompone, M. A., Gambaro, A., & Juliano, P. (2018b). Application of microwaves and megasound to olive paste in an industrial olive oil extraction plant: Impact on virgin olive oil quality and composition. European Journal of Lipid Science and Technology, 120, 1700261–1700269. https://doi.org/10.1002/ejlt.201700261
Lukić, I., Žanetić, M., Špika, M. J., Lukić, M., Koprivnjak, O., & Brkić Bubola, K. (2017). Complex interactive effects of ripening degree, malaxation duration and temperature on Oblica cv. virgin olive oil phenols, volatiles and sensory quality. Food Chemistry, 232, 610–620. https://doi.org/10.1016/j.foodchem.2017.04.047
Manganiello, R., Pagano, M., Nucciarelli, D., Ciccoritti, R., Tomasone, R., Di Serio, M. G., Giansante, L., Del Re, P., Servili, M., & Veneziani, G. (2021). Effects of ultrasound technology on the qualitative properties of Italian extra virgin olive oil. Foods, 10, 2884. https://doi.org/10.3390/foods10112884
Marx, W., George, E. S., Mayr, H. L., Thomas, C. J., Sarapis, K., Moschonis, G., Kennedy, G., Pipingas, A., Willcox, J. C., Prendergast, L. A., & Itsiopoulos, C. (2020). Effect of high polyphenol extra virgin olive oil on markers of cardiovascular disease risk in healthy Australian adults (OLIVAUS): A protocol for a double-blind randomised, controlled, cross-over study. Nutrition & Dietetics, 77(5), 523–528. https://doi.org/10.1111/1747-0080.12531
Morales-Sillero, A., Pérez, A. G., Casanova, L., & García, J. M. (2017). Cold storage of ‘Manzanilla de Sevilla’ and ‘Manzanilla Cacereña’ mill olives from super-high density orchards. Food Chemistry, 237, 1216–1225. https://doi.org/10.1016/j.foodchem.2017.06.073
OJEC-Commission Delegated Regulation (EU). (2015). 2015/1830 of 8 July 2015 amending Regulation (EEC) No 2568/91 on the characteristics of olive oil and olive-residue oil and on the relevant methods of analysis. Official Journal of the European Union, 266, 9–13. https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex:32015R1830. Accessed 8 July 2015.
Padilla, M. N., Martínez-Rivas, J. M., Pérez, A. G., & Sanz, C. (2012). Thermal inactivation kinetics of recombinant proteins of the lipoxygenase pathway related to the synthesis of virgin olive oil volatile compounds. Journal of Agricultural and Food Chemistry, 60, 6477–6482. https://doi.org/10.1021/jf3016738
Pantano, D., Luccarini, I., Nardiello, P., Servili, M., Stefani, M., & Casamenti, F. (2017). Oleuropein aglycone and polyphenols from olive mill waste water ameliorate cognitive deficits and neuropathology. British Journal of Clinical Pharmacology, 83(1), 54–62. https://doi.org/10.1111/bcp.12993
Pérez, M., López-Yerena, A., Lozano-Castellón, J., Olmo-Cunillera, A., Lamuela-Raventós, R. M., Martin-Belloso, O., & Vallverdú-Queralt, A. (2021). Impact of novel technologies on virgin olive oil processing, consumer acceptance, and the valorization of olive mill wastes. Antioxidants, 10, 417. https://doi.org/10.3390/antiox10030417
Plasquy, E., García, J. M., Florido, M. C., & Sola-Guirado, R. R. (2021a). Estimation of the cooling rate of six olive cultivars using thermal imaging. Agriculture, 11, 164. https://doi.org/10.3390/agriculture11020164
Plasquy, E., García, J. M., Florido, M. C., Sola-Guirado, R. R., & García, J. F. (2021b). Cold storage and temperature management of olive fruit: The impact on fruit physiology and olive oil quality–A review. Processes, 9, 1543. https://doi.org/10.3390/pr9091543
Polari, J. J., Garcí-Aguirre, D., Olmo-García, L., Carrasco-Pancorbo, A., & Wang, S. C. (2019). Impact of industrial hammer mill rotor speed on extraction efficiency and quality of extra virgin olive oil. Food Chemistry, 242, 362–368. https://doi.org/10.1016/j.foodchem.2017.09.003
Ridolfi, M., Terenziani, S., Patumi, M., & Fontanazza, G. (2002). Characterization of the lipoxygenases in some olive cultivars and determination of their role in volatile compounds formation. Journal of Agricultural and Food Chemistry, 50, 835–839. https://doi.org/10.1021/jf0109118
Salas, J. J., & Sanchez, J. (1999). The decrease of virgin olive oil flavor produced by high malaxation temperature is due to inactivation of hydroperoxide lyase. Journal of Agricultural and Food Chemistry, 47, 809–812. https://doi.org/10.1021/jf981261j
Sánchez-Ortiz, A., Romero-Segura, C., Sanz, C., & Pérez, A. G. (2012). Synthesis of volatile compounds of virgin olive oil is limited by the lipoxygenase activity load during the oil extraction process. Journal of Agricultural and Food Chemistry, 60, 812–822. https://doi.org/10.1021/jf204241e
Selvaggini, R., Esposto, S., Taticchi, A., Urbani, S., Veneziani, G., Di Maio, I., Sordini, B., & Servili, M. (2014). Optimization of the temperature and oxygen concentration conditions in the malaxation during the oil mechanical extraction process of four Italian olive cultivars. Journal of Agricultural and Food Chemistry, 62, 3813–3822. https://doi.org/10.1021/jf405753c
Selvaggini, R., Servili, M., Urbani, S., Esposto, S., Taticchi, A., & Montedoro, G. F. (2006). Evaluation of phenolic compounds in virgin olive oil by direct injection in high-performance liquid chromatography with fluorometric detection. Journal of Agricultural and Food Chemistry, 54, 2832–2838.
Servili, M., Sordini, B., Esposto, S., Urbani, S., Veneziani, G., Di Maio, I., Selvaggini, R., & Taticchi, A. (2014). Biological activities of phenolic compounds of extra virgin olive oil. Antioxidants, 3(1), 1–23. https://doi.org/10.3390/antiox3010001
Servili, M., Esposto, S., Taticchi, A., Urbani, S., Di Maio, I., Veneziani, G., & Selvaggini, R. (2015). New approaches to virgin olive oil quality, technology, and by products valorization. European Journal of Lipid Science and Technology, 117, 1882–1892. https://doi.org/10.1002/ejlt.201500138
Servili, M., Veneziani, G., Taticchi, A., Romaniello, R., Tamborrino, A., & Leone, A. (2019). Low-frequency, high-power ultrasound treatment at different pressures for olive paste: Effects on olive oil yield and quality. Ultrasonic - Sonochemistry, 59, 104747. https://doi.org/10.1016/j.ultsonch.2019.104747
Taluri, S. S., Jafari, S. M., & Bahrami, A. (2019). Evaluation of changes in the quality of extracted oil from olive fruits stored under different temperatures and time intervals. Scientific Reports, 9, 19688. https://doi.org/10.1038/s41598-019-54088-z
Tamborrino, A., Veneziani, G., Romaniello, R., Perone, C., Urbani, S., Leone, A., & Servili, M. (2021). Development of an innovative rotating spiral heat exchanger with integrated microwave module for the olive oil industry. LWT - Food Science and Technology, 147, 111622. https://doi.org/10.1016/j.lwt.2021.111622
Tomé-Rodríguez, S., Ledesma-Escobar, C. A., Penco-Valenzuela, J. M., & Priego-Capote, F. (2021). Cultivar influence on the volatile components of olive oil formed in the lipoxygenase pathway. LWT - Food Science and Technology, 147, 111485. https://doi.org/10.1016/j.lwt.2021.111485
Tripoli, E., Giammanco, M., Tabacchi, G., Di Majo, D., Giammanco, S., & La Guardia, M. (2005). The phenolic compounds of olive oil: Structure, biological activity and beneficial effects on human health. Nutrition Research Reviews, 18, 98–112. https://doi.org/10.1079/NRR200495
Taticchi, A., Esposto, S., Veneziani, G., Urbani, S., Selvaggini, R., & Servili, M. (2013). The influence of the malaxation temperature on the activity of polyphenoloxidase and peroxidase and on the phenolic composition of virgin olive oil. Food Chemistry, 136, 975–983. https://doi.org/10.1016/j.foodchem.2012.08.071
Taticchi, A., Selvaggini, R., Esposto, S., Sordini, B., Veneziani, G., & Servili, M. (2019). Physicochemical characterization of virgin olive oil obtained using an ultrasound-assisted extraction at an industrial scale: Influence of olive maturity index and malaxation time. Food Chemistry, 289, 7–15. https://doi.org/10.1016/j.foodchem.2019.03.041
Taticchi, A., Esposto, S., Veneziani, G., Minnocci, A., Urbani, S., Selvaggini, R., Sordini, B., Daidone, L., Sebastiani, L., & Servili, M. (2021). High vacuum-assisted extraction affects virgin olive oil quality: Impact on phenolic and volatile compounds. Food Chemistry, 342, 128369. https://doi.org/10.1016/j.foodchem.2020.128369
Veneziani, G., Esposto, S., Taticchi, A., Selvaggini, R., Urbani, S., Di Maio, I., Sordini, B., & Servili, M. (2015). Flash thermal conditioning of olive pastes during the oil mechanical extraction process: Cultivar impact on the phenolic and volatile composition of virgin olive oil. Journal of Agricultural and Food Chemistry, 63, 6066–6074. https://doi.org/10.1021/acs.jafc.5b01666
Veneziani, G., Esposto, S., Taticchi, A., Urbani, S., Selvaggini, R., Sordini, B., & Servili, M. (2017). Cooling treatment of olive paste during the oil processing: Impact on the yield and extra virgin olive oil quality. Food Chemistry, 221, 107–113. https://doi.org/10.1016/j.foodchem.2016.10.067
Veneziani, G., Esposto, S., Taticchi, A., Urbani, S., Selvaggini, R., Sordini, B., & Servili, M. (2018). Characterization of phenolic and volatile composition of extra virgin olive oil extracted from six Italian cultivars using a cooling treatment of olive paste. LWT - Food Science and Technology, 87, 523–528. https://doi.org/10.1016/j.lwt.2017.09.034
Veneziani, G., Nucciarelli, D., Taticchi, A., Esposto, S., Selvaggini, R., Tomasone, R., Pagano, M., & Servili, M. (2021). Application of low temperature during the malaxation phase of virgin olive oil mechanical extraction processes of three different Italian cultivars. Foods, 2021(10), 1578. https://doi.org/10.3390/foods10071578
Yousfi, K., Weiland, C. M., & García, J. M. (2012). Effect of harvesting system and fruit cold storage on virgin olive oil chemical composition and quality of superin- tensive cultivated arbequina olives. Journal of Agricultural and Food Chemistry, 60, 4743–4750. https://doi.org/10.1021/jf300331q
Zinnai, A., Venturi, F., Quartaccia, M. F., Sanmartin, C., Favati, F., & Andrich, G. (2016). Solid carbon dioxide to promote the extraction of extra-virgin olive oil. Grasas y Aceites, 67(1), e121. https://doi.org/10.3989/gya.0493151
Acknowledgements
This study was kindly supported by Pieralisi MAIP SpA (Jesi, Ancona, Italy). We thank Roberto Santibacci and Michele Giglioni (University of Perugia) for technical assistance on olive oil mechanical extraction process and EVOO analysis.
Funding
Open access funding provided by Università degli Studi di Perugia within the CRUI-CARE Agreement. This study was financially supported by Ministero delle politiche agricole alimentari forestali (Mipaaf)–research project OLIVENEWTECH – ID 04 (D.M. n. 18200).
Author information
Authors and Affiliations
Contributions
Gianluca Veneziani: conceptualization, investigation, writing–original draft, writing- reviewing and editing; Davide Nucciarelli: conceptualization, investigation, writing–original draft; Sonia Esposto: conceptualization, investigation; Luigi Daidone: methodology, validation, formal analysis, investigation, writing–original draft; Stefania Urbani: methodology, validation, formal analysis, investigation; Roberto Selvaggini: methodology, validation, formal analysis, investigation; Agnese Taticchi: conceptualization, visualization; Maurizio Servili: supervision, project administration, funding acquisition.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nucciarelli, D., Esposto, S., Veneziani, G. et al. The Use of a Cooling Crusher to Reduce the Temperature of Olive Paste and Improve EVOO Quality of Coratina, Peranzana, and Moresca Cultivars: Impact on Phenolic and Volatile Compounds. Food Bioprocess Technol 15, 1988–1996 (2022). https://doi.org/10.1007/s11947-022-02862-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11947-022-02862-9