
Abstract
The tapping process of submerged arc furnaces, like the Mn-ferroalloy production process, is when you drain the liquid metal and slag from the furnace. The optimal tapping process is when slag and metal is drained from the furnace at the same rate as it is produced, and the slag and metal is being separated in the post-tap hole process. Industrially, this is not always the case. Based on published articles, this paper discusses the total tapping process that contains the consecutive steps of flow from back electrodes to the tap electrode and flow from the tap electrode through the tap hole and runner, and into the ladle system. It focuses on an overall summary of which elements may affect the tapping; however, it should be noted that this is not a mathematical model. The main information is regarding materials and zones in the furnaces, as well as knowledge from computational fluid dynamics (CFD) modeling work.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The tapping process of submerged arc furnaces, like e.g., the Mn-ferroalloy production process, is when you drain the liquid metal and slag from the furnace. The liquid metal will either be refined in a subsequent process step or be directly solidified and crushed into saleable products. The slag will be solidified and either discarded or be used as raw material in other processes. An example of the latter is when 30–40%MnO slag from the Mn-ferroalloy process is used as a raw material in the SiMn production process, as shown in Fig. 1.

Flow sheet of typical duplex operation. Reprinted with permission.1
The tapping process in the Mn-ferroalloy production is typically a discontinuous process, where the tap hole is closed and opened on a regular basis. The tapping frequency is dependent on the size of the furnace in MW versus the size of the post-tap hole equipment, as well as the slag to metal ratio. The volume of the metal in the furnace is typically quite low compared to the slag volume, and, if the slag is not tapped frequently enough, it can go into the cold furnace zones and solidify, creating operational problems. Some furnaces have bi-level tap holes, which means that the slag is coming out from the top tap hole and the metal from the lower tap hole. More typical are one-level tap holes, where the slag and metal are tapped simultaneously from the furnace. The liquid metal and slag leave the furnace through the tap hole on a runner, and will be separated either by a skimmer or by cascade tapping, according to Fig. 2. In this paper, we assume cascade tapping and will hence use the related terminology. The main principles will, however, also be similar in the use of skimmers.

Schematic of slag and metal tapping and the separation of the two liquids, showing on the left the use of skimmers and on the right the cascade tapping. Reprinted with permission.1
The optimal tapping process is when the slag and metal are drained from the furnace at the same rate as it is produced, and are being separated in the post-tap hole process. One is typically more concerned about deviations in the slag tapping, as it will be more detrimental to the process if this is not tapped than for the metal. Hence we will be focusing on slag tapping. As mentioned earlier, slag accumulated in the furnace may lead to operational problems in the furnace. Additionally, when the slag is finally being tapped, a high amount of slag can be detrimental both to the equipment and to people. It may also disturb the logistics at the plant.
The separation of slag and metal is also important for the economy of the process. If metal is lost in the slag, the cost, the energy consumption, and the emissions will increase accordingly per ton of metal sold. Metal droplets in the slag may follow the slag into the slag ladle.1 A large metal loss in an industrial slag ladle is illustrated in Fig. 3, where metal droplets with an average size of 0.7 mm were reported.2

Metal droplets in slag taken from an industrial slag ladle; left overall picture, right SEM micrograph. Reprinted with permission.2
There are several papers describing fluid dynamics modeling, laboratory-scale experiments, and industrial measurements and observations that may affect the tapping and slag–metal separation. This paper will discuss, on a summary level, some of the various phenomena that may affect the tapping from Mn-ferroalloy furnaces. The goal is that this is a step towards a conceptual model that can be used by both the operators and the management. Although there is plenty of industrial experience within this theme, we will here limit ourselves to published results.
Tapping
One way to view the tapping process is to divide it into consecutive steps. The slag and metal will mainly be produced close to the electrodes. The slag and metal from the back electrodes must hence flow towards the tap electrode during the tapping process. From the tap electrode, the slag and metal will flow towards the tap hole, and the properties of the materials close to the tap hole is hence important for the flow. Finally, the liquids will flow through the tap hole, into the runner, and into the metal ladle.
From the Back Electrodes to the Tap Electrode
There are several ways by which the slag and metal may flow from the back electrodes to the tap electrode, as illustrated in Fig. 4. The first obvious way is of course the shortest possible way, that is the direct route, as indicated by (a). If there are no semi-permeable hindrances, and if the temperature is high and constant in most of the furnace, this would be the path of the slag.3 The second possible way, indicated by (b), would be that the slag follows the high-temperature area, that is the electrode circle, when flowing from the back electrodes to the tap electrode. The third option, indicated by (c), would be the high-pressure route. In the silicon/ferrosilicon production process, a dense layer of condensates will fill the top part of the burden. This means that the producing gas will increase the overall pressure in the electrode tip area, and hence the slag and metal will be pushed towards the periphery of the furnace, and then follow the lining towards the tap hole.4,5 As the charge in the Mn-ferroalloy process should, most of the time, be quite permeable, it is not believed that one have an overpressure in the Mn-furnace in the same manner as in the Si/FeSi furnaces. In extreme cases, where the burden is very dense, this could, however, also happen in the Mn-ferroalloy process. Due to the high density of the metal, it will probably only be the slag that will be pushed outwards into the colder outer zones, and hence solidify. Generally, one assumes that the tap flow from the back electrodes will hence be a mixture of the high-temperature route and the direct route, marked (a) and (b) in Fig. 4.

Possible routes for the slag: (a) direct route, (b) high-temperature route. and (c) high-pressure route; both figure parts illustrate tapping from the left tap hole.
Factors determining the slag from the back electrodes to the tap electrode according to the tap electrode will mainly be determined by (1) the stagnant materials in the furnace and (2) the temperature profile in the furnace. It will of course also be determined by the viscosity of the slag, which will determine all the steps. The stagnant materials are here a term that describes highly viscous materials that change in much longer time steps than the slag and metal flow. The most obvious stagnant materials are inactive zones and coke beds Fig. 5.

Inactive zones in Mn-ferroalloy furnaces have been found during industrial excavations,6,7,8,9,10,11,12,13 and they vary according to the FeMn versus SiMn process. Both may have cold charge materials close to the lining that have been sintered over a long time at low temperatures. In SiMn furnaces, large inactive zones of slag and carbides (SiC/TiC), graphite, nitrides, and oxynitrides have been reported.12,13,14,15 As more than 10%Ti has been found in the inactive zones close to the lining, it is believed that the titanium has been accumulated over time. Typically, the carbide-rich zones have not been seen in front of the tap hole, but mainly form a clover leaf-shaped space for the production process, as indicated in Fig. 6. If this is the case, the main effect of the carbide zones will be that the active area will be smaller, hence giving a higher metal and slag layer in the furnace, and hence a higher hydrodynamic pressure during tapping. A graphite/SiC zone has also been found underneath the electrode tip, substituting the coke bed.14,15 In this case, the slag and metal must flow around this zone, and hence may enter a colder area.

Clover leaf-shaped process area limited by Inactive carbide zones. Reprinted with permission.13
In FeMn furnaces, inactive zones have been found throughout the periphery of the furnace, as shown in Fig. 7. In the middle of the furnace, a large metal salamander can be seen, surrounded by a MnO layer. As the melting point of MnO is above 1800 °C, one can assume that this layer is more or less solid during operation. A MnO layer was also previously reported by Barcza et al.11 When one comes to the lower part of the furnaces, the material zones are not easily recognized during excavations, and hence the uncertainty of the drawings is greater. Zones of graphite are also discussed in FeMn furnaces, as graphite will be precipitated during cooling of the metal.16 With larger inactive zones in the periphery, the metal and slag are again contained in a smaller area, and they will hence give a higher hydrodynamic pressure and produce a higher liquid flow.

Excavation results from a FeMn furnace. (a) overview over metal salamander and MnO-slag zone indicating planes of (b) and (c); (b) plane through the center, (c) plane through the B electrode in (a).
From Fig. 7, one can also see an inactive zone in the middle of the furnace, which in this case is made up of partly sintered raw materials. If this inactive zone is resting on the metal salamander, it will affect the slag flow from the back electrodes to the tap electrode. The slag can then not take the shortest path but will follow the high-temperature path, as indicated in Fig. 4. If the metal is collected in a salamander, the flow of metal may take the shortest path from the back electrodes to the tap electrode.
One important matter that is not easily evaluated during excavations is the temperature profile in the furnace. The temperature profile can hence be discussed based on the coke bed size. If we define the coke bed as the area where the electrical current flows, the coke bed should hold a high temperature where the slag has a relatively low viscosity. It also means that, outside the area, the temperature will be lower with a partly solid, or at least higher viscosity, slag. For the tapping, one could consider an optimal coke bed where the coke beds just touch each other. The electrical current paths will still be distributed equally in the coke bed, and at the same time the slag will flow easily in the high-temperature zone from the back electrodes to the tap electrode. For smaller coke beds, where the coke beds do not touch, there will be three furnaces in a single furnace, and it may be difficult for the slag to flow from the back electrodes to the tap electrode through a low-temperature area between the coke beds. If, on the other hand, the coke beds are large and overlap, the electrical current paths will mainly go between the electrodes. The coke bed will still be warm in the high-temperature area, and the slag may flow from the back electrodes to the tap electrode. As we will discuss later, it may, however, be a problem for the slag to run from the coke bed to the tap hole; this will be discussed in the next section.
Flow from Tap Electrode to Tap Hole
The flow from the tap electrode towards the tap hole will be dependent on the temperature in the area between the tap electrode and the tap hole, as well as the stagnant materials in the same area. One will either have a coke bed in front of the tap hole for the slag to run through, or it could be a tapping channel due to a graphite-, carbide- or MnO-zone in front of the tap hole. As seen in Fig. 8, clay mushrooms may also be present between the tap electrode and the tap hole. While extended tapping channels has been seen on Si furnaces,17 coke beds have been seen in SiMn furnaces,18 as shown in Fig. 8.

The coke bed in front of the tap hole, with a clay mushroom on the inside of the coke bed. Reprinted with permission.18
If extended tapping channels through inactive zones are present, the tapping channel could be filled with coke as well as slag, or the coke may be stopped before it enters the tapping channel. In some drawings of the industrial furnace, a liquid slag layer is indicated between the coke bed and the metal layer. This has, however, not been seen during dig-outs, and it is believed that the coke bed will be pushed into the slag due to the weights of the charge on top of it. Even in excavations of pilot furnaces, a pure slag layer is not seen, and hence this demonstrates that, even in small furnaces, the charge layer will be heavy enough to press the coke bed into the slag.
Tapping of slag and metal from a ferromanganese or silicomanganese furnace is driven by the hydrodynamic pressure caused by gravity, and hence more slag and metal will give larger tapping rates. The gas pressure does not significantly affect the tapping of manganese alloys as it does in ferrosilicon furnaces.5 Although both a coke bed and/or an inactive zone may be present in front of the tap hole, let us discuss the modeling work that has assumed a coke bed in front of the tap hole. As the slag and metal flow towards the tap hole, they have to drain through the particle bed, which exerts a resistance to the flow. This resistance is higher for smaller particles and for more densely packed particle beds. This links to the permeability which can be expressed by the particle size, particle shape, and void fraction of the particle bed. Since the burden consists of particles of different shapes and sizes which are not packed uniformly, the permeability varies in the burden, and thus the flow of metal and slag is most likely nonuniform. Note that the ability to flow through a packed bed of particles is proportional to the liquid viscosity. Due to its high viscosity, slag is more difficult to drain than metal and may accumulate in the furnace, especially in cold zones.
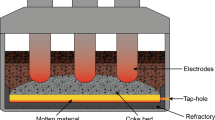
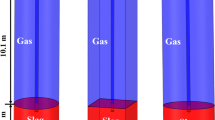
The tapping rates of both metal and slag are particularly sensitive to the conditions close to the tap hole entrance.19 This is where the flow of metal and slag converges into the tap hole. This causes the flow to accelerate, which increases its sensitivity to the particle bed configuration, which, close to the tap hole entrance, will vary significantly. Some possible configurations are illustrated in Fig. 9. Here, cavity is a term used for a volume where no particles are present. Close to the tap hole entrance this might appear in a dome-shaped fashion, as this is a structure which can form a stable bridge, interlocking the particles close to the tap hole. With computational fluid dynamics (CFD), it is possible to compare the tapping behavior between different configurations. In Fig. 10, the tapping rate is seen for an idealized particle bed configuration (no cavity) and a configuration with a cavity shortly after the tap hole is opened. The tapping rate is higher for larger particle sizes, since the particle bed resistance is higher for the smaller particles. With a cavity, there is less particle resistance at the tap hole entrance, and thus tapping is faster with a cavity. Note also that metal taps faster than slag at the beginning of the tapping. This is caused by the higher viscosity of the slag and because metal covers more of the tap hole level at the beginning of the tap. This is consistent with most furnace observations, but sometimes it is also observed that the slag is tapped first. This has not found an explanation during CFD modeling.

Conditions near the tap hole with a particle bed, ramming paste, and refractory bricks: (a) an ideal tap hole where the furnace materials align with the lining; (b) and (c) the case where during opening the coke particles are pushed into the furnace, creating a void; (d) a worn tap hole where the tapping channel is extended.

Amount of tapped material (kg) in the first 5 min after the tap hole is opened for different particle sizes and particle bed configurations (no cavity vs. cavity); left the metal tapped and right the slag.
The CFD calculation mentioned above19 shows that tapping is sensitive to the particle bed configuration close to the tap hole entrance. If we acknowledge that closing and opening the tap hole exerts a significant force on the particles close to its entrance, we can assume that the particle bed close the tap hole changes between every tap. By establishing that the particle bed changes and that the tapping rate is sensitive to this, we can deduce that the tapping rate will naturally vary between taps, and that the tapping operation is inherently inconsistent.
Most ferromanganese or silicomanganese furnaces operate with discontinuous (batch) tapping, where a single level tap hole is opened at a given interval, typically every 1–2 h, to tap the metal and slag for about 15–30 min into a ladle. As long as the tapping frequency is not too low and the tapping time is not too short, simulations show that the interface between the metal and the slag (i.e., the level of the metal) tends to fluctuate around the height of the tap hole. This is seen in Fig. 11 with a CFD calculation for a typical FeMn furnace with a tapping frequency of 60 min and a tapping time of 15 min, where a different configuration for each tap is assumed. If for some reason tapping is slow, the levels in the furnace will increase. This causes a higher hydrodynamic pressure which again increases the tapping. Thus, the tapping rate and liquid levels are almost self-regulating, and the metal level seemingly adjusts itself around the level of the tap hole. Note how the amount of metal and slag tapped in each tap varies between taps. This is due to the variations in particle bed configurations between each tap.

Tapping mass (top) and liquid levels (bottom) for 20 consecutive taps. This figure shows an example of tonnage tapped and metal- and slag-levels in a furnace by adding various restrictions at some random taps.
Mathematical modeling of tapping systems has been explored using reduced-order models (ROM), which are derived from fundamental mass conservation and fluid pressure–balance relationships, combined with observations from empirical data and high-fidelity models.20 The lightweight nature of ROMs makes it easier to perform tasks such as sensitivity analysis and fitting/comparison to industrial data. In particular, ROMs tailored to specific industrial furnace operations have been shown to work reasonably well for the prediction of measured tap masses.21 It therefore seems likely that such models, especially when combined with modern data-driven methods,22 will see future applications in the development of digital twins and soft sensors, providing operators with additional insight into furnace state and process conditions. ROMs have also demonstrated that attempting to control the tapping duration according to either the volume of material tapped, a minimum tapping flow rate, or a minimum level of slag in the first (metal) ladle, can give some improvements in the metal losses to the second (slag) ladle, but this often comes at a cost to furnace stability or increased variability in total tap masses and tapping flow rates.23
If there is not a coke bed behind the tap hole, but a more or less solid inactive zone like a carbide zone or a MnO zone, the slag must be tapped through the tapping channel in the inactive zone. This may be experience as a solid wall for the tappers. If the metal and slag are flowing in the tapping channel, the overall correlations will still be valid, that a low slag layer and a high slag viscosity will decrease the flow rate.
Often, it is not a question of a high or low flow rate, but rather “to be or not to be” getting the slag out of the furnace. This means that either the tap channel is above the slag, or that the slag is stopped by solid or high-viscosity hindrance. This could be larger particles (graphite, SiC, TiC, nitrides or oxynitrides) clogging the tapping channel, or it could be due to a high-viscosity slag due to temperature or due to a low reduction extent. As discussed above, a too small or too large coke bed could lead to colder tapping areas. A too high coke bed will have current paths between the electrodes, and hence the outer periphery of the furnace will be cold. A too small coke bed will not have the electrical current paths towards the tapping channel either, and again this will lead to a cold area close to the tap hole. The distance from the electrodes to the tap hole is of course also an important question when it comes to the temperatures close to the tap hole. This will be a discussion when it comes to the design of the furnace but will not be further discussed here.
Metal–slag Separation: Flow through Tap Hole, Runner, and into the Ladles
When the metal and slag are tapped together through the same tap hole, they have to be separated post-tap hole. This is often done in cascade tapping, where slag is supposed to flow over from the metal ladle to the slag ladle, as illustrated in Fig. 12. It has been a discussion whether the metal droplets are entrained in the slag inside the furnace, or whether the entrainment is happening during the tapping. The answer to this may be very dependent on the furnace operation. Unstable operation often leads to higher metal losses in the slag, which could be due to instability inside the furnace. However, it could also be due to the fact that unstable furnace operation is often correlated to bad tapping conditions. However, industrial data, as well as CFD modeling, from normal tapping operations show that there are more metal droplets in the slag in the ladle freeboard than in the runner. This shows that, under normal operation, the metal is entrained in the slag as the metal and slag are flowing into the ladle. Due to the impact of the impinging jet of metal and slag from the tap hole, metal and slag droplets are formed, which are entrained in the opposite liquid phases. Some metal droplets are carried over to the slag ladle which constitutes a loss of metal which should be minimized.

A modeling study by CFD was carried out to investigate factors affecting the amount of metal loss.24 The study focused on the metal droplets created when the liquid level in the metal ladle was high enough such that slag and entrained metal was flowing to the slag ladle (see Fig. 11). The results showed that increased slag density greatly increased the metal loss, whereas interfacial tension had a smaller impact. The settling of droplets created when the liquid levels was lower in the ladle was not considered. This might be more sensitive to interfacial tension.
It is seen by modelling24,25 that shifting the position of the slag ladle relative to the metal ladle could greatly reduce the metal loss, and this has also been seen industrially for FeCr production. The main purpose is to avoid a direct flow from the impinging jet over to the slag ladle. If this can be avoided, the dispersed metal in the slag has more time to separate from the slag. Also, the thickness of the slag layer on top of the ladle should exceed 20 cm. When the layer becomes thinner than 20 cm, tapping should stop to avoid significant metal losses.26
A low interfacial tension between the slag and the metal means that the metal droplets will be less spherical as they are descending in the slag. This again gives a lower terminal velocity, and hence the metal droplets will be more easily trapped in the slag. A higher S content and a lower basicity of the slag have both been found to give a lower interfacial tension.27
Conclusion
Tapping is the process in which slag and metal are drained from the back electrodes to the tap electrodes, from the tap electrodes to the tap hole, and through the tap hole into a ladle, typically the first ladle in a cascade tapping setup. This paper has focused on the flow of the slag and metal inside of the furnace, as well as the slag/metal separation in the cascade tapping. The description of the tapping can best be done using CFD modeling, where the solid/semi-solid materials can be modeled as stagnant materials. By using CFD modeling, one can see how the flow of the slag and metal is dependent on the hydrostatic pressure and on properties like viscosities and density. Dense inactive zones, like the carbide zones in the SiMn furnace, or the MnO zones in FeMn furnaces, will decrease the active area and hence increase the hydrostatic pressure, leading to higher flow rates. The dense inactive zones can of course also completely stop the flow. Slag and metal can also flow through a coke bed zone, both under the electrodes and in front of the tap hole. The permeability given by the particle size, void fraction, and viscosity of the liquid material affects the flow. The configuration just inside the tap hole also affects the flow to a great extent; voids in the particle bed will ease the flow, and hence give a higher flow rate.
Under normal furnace operation, it can be seen that metal droplets will be entrained in the slag as the metal and slag jet hits the ladle. It has been seen that the amount of metal droplets in the runner is smaller compared to the slag in the freeboard in the ladle. Important parameters affecting the slag/metal separation are the properties of the slag, like viscosity and density, as well as the flow parameters such as ladle configuration and slag layer thickness.
References
E.G. Hoel, Structures and Phase Relations in Silicomanganese Alloys (Norwegian University of Science and Technology, PhD, 1998).
P. A. Eidem, I. Solheim, E. Ringdalen, K. Tang, and B. Ravary, Forteenth Int. Ferroalloy Congr. May 31-June 4, Kiev, Ukraine, 190 (2015).
V. Loomba, Infacon XVI Int. Ferroalloy Congr. Trondheim Norway. September, (2021)
M. Kadkhodabeigi, Modeling of Tapping Processes in Submerged Arc Furnaces, PhD-thesis, NTNU, 2011.
J.E. Olsen, M. Ksiazek, and M. Tangstad, in Furn. Tapping 2022, 109–119. (2022).
S. E. Olsen and M. Tangstad, In InfaconX (Cape Town, South Africa, 2004), pp. 231–238.
E. Ringdalen and M. Tangstad, In Infacon XIII, Almaty, Kazakhstan (2013).
E. Ringdalen and I.Solheim, in Infacon XV, Cape Town, South Africa, February (2018).
M. Tangstad, The High Carbon Ferromanganese Process - Coke Bed Relations, PhD, NTH, 1996.
M. Tangstad, B.Heiland, S.E.Olsen, R.Tronstad, In: Infacon IX, Quebec City, Canada, June (1998).
N. A. Barcza, AIME 19 (1979).
E. A. Nordbø, S. Øvrelid, and E. Gridset, Proc. 16th Int. Ferro-Alloy Congr. INFACON XVI (2021).
Ringdalen, Eli and M. Ksiazek, Furn. Tapping Proc. SAIMM Kruger National Park, South Africa, 167 (2018).
J. D. Steenkamp, C. J. Hockaday, J. P. Gous, W. Clark, and A. Corfield, JOM 69, 2666 (2017).
Joalet Dalene Steenkamp, Johan Petrus Gous, Wiebke Grote, Robert Cromarty, and Helgard Johan Gous. Extraction Ottawa Ontario Canada. Springer: Cham 639–651 (2018).
J. E. Davidsen, MSc thesis, Norwegian University of Science and Technology (2011).
M. Ksiazek, E. Ringdalen, and M. Tangstad, presentation at SFI Fall meeting November (2018).
J.D. Steenkamp, Chemical Wear of Carbon-Based Refractory Materials in a Silicomanganese Furnace Tap-Hole (University of Pretoria, PhD, 2014).
J.E.Olsen, Infacon XVI Int. Ferroalloy Congr. Trondheim Nor (2021).
J.E. Olsen, and Q.G. Reynolds, Metall. Mater. Trans. B 51, 1750. (2020).
Q.G. Reynolds, and J.D. Steenkamp, J. Sutherland, in Furn. Tapping 2022. ed. by J.D. Steenkamp, D. Gregurek, Q.G. Reynolds, G. Alvear Flores, H. Joubert, and P.J. Mackey (Springer International Publishing, Cham, 2022), pp. 121–130.
A.V. Cherkaev, K. Rampyapedi, and Q.G. Reynolds, J. D. Steenkamp, in Furn. Tapping 2022. ed. by J.D. Steenkamp, D. Gregurek, Q.G. Reynolds, G. Alvear Flores, H. Joubert, and P.J. Mackey (Springer International Publishing, Cham, 2022), pp. 131–144.
Q. G. Reynolds, J. E. Olsen, and J. D. Steenkamp, in Proc. Sixt. Int. Ferroalloys Congr. SINTEF Academic Press, Trondheim, Norway, 2021.
Q. Reynolds and J.E. Olsen, TMS 2022 Furn. Tapping (2022).
S.T. Johansen and E. Ringdalen, In Furnace Tapping (Kruger National Park, South Africa, 2018).
S. Bublik, J.E. Olsen, V. Loomba, Q.G. Reynolds, and K.E. Einarsrud, Metall. Mater. Trans. B 52, 2038. (2021).
S. Bublik, S. Bao, M. Tangstad, and Einarsrud, Kristian Etienne. In: Proc. Liq. Met. Process. Cast. Conf. 2019 (The Minerals, Metals & Materials Society (TMS), 2019), pp. 375–384.
Funding
Open access funding provided by NTNU Norwegian University of Science and Technology (incl St. Olavs Hospital - Trondheim University Hospital).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Tangstad, M., Olsen, J.E., Ringdalen, E. et al. Conceptual Tapping Model of Mn-Ferroalloy Furnaces. JOM 74, 3962–3970 (2022). https://doi.org/10.1007/s11837-022-05474-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-022-05474-y