
Abstract
For robust grasping of workpieces with complex surface geometries such as the plugs of electrical connectors (ECs), individually designed gripper jaws are commonly required. The manual design of the latter is time-consuming, iterative, expensive, and requires expert knowledge. Therefore, automating the design process offers the potential to increase efficiency and reduce costs. However, the plugs of ECs often involve interference contours which pose a high risk for a grasp to fail. Thus, this paper introduces an approach for the automated design of gripper jaws that considers complex surface geometries with interference contours. Thereby, expected geometric uncertainties in the relative pose between a plug and a gripper system can be parameterized by a user. The key steps of our approach are to automatically simulate collision volumes between the gripper jaws and the workpiece to map geometric uncertainties in software for computer-aided design (CAD) and to adapt the gripper jaws accordingly within minutes and without manual design. The results of the experimental validation using three different high-voltage plugs show that the presented approach is suitable for robust grasping of such workpieces. In summary, our work intends to contribute to a more efficient design process of gripper systems for workpieces with complex surface geometries such as plugs of ECs.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Designing suitable gripper jaws for robotic applications is an iterative [1], time-consuming [1, 2], complex, and expensive [2] process. Approaches to solving this problem have been presented decades ago, such as the computer-aided approach by Pham and Yeo [3], introduced in 1985, for designing gripper jaws for cylindrical workpieces. The approach by Velasco and Newman [4] from 1998 is also to be mentioned, which aims to use rapid prototyping for gripper jaws. Although promising approaches [2, 5,6,7,8,9,10,11,12,13] and patents from gripper manufacturers [14] have been developed in the meantime, the topic is an ongoing subject of research for numerous categories of workpieces. Examples are the plugs of electrical connectors (ECs). For instance, they are used with high-voltage cables to interconnect battery modules in electric vehicles [15]. Due to the predicted substantial annual increase in the number of electric vehicles [16], handling plugs with cables during the production of electric vehicles is gaining importance. However, plugs usually feature grasping surfaces with high geometric complexity and interference contours [17]. For automated handling, it is thus crucial to consider these features within the gripper system design. For an economical use of robots to automate the mounting of workpieces like plugs with cables, an efficient solution to design suitable gripper systems is required. Therefore, we introduce an approach for a rapid CAD-based, automated design of gripper jaws for plugs with the following key contributions:
-
1.
suitability for non-planar and complex surface geometries with inbuilt interference contours that lead to a high risk of grasp failure
-
2.
parameterizable expected geometric uncertainties in the relative pose between the workpiece and the gripper jaws
2 State of the art
The following section provides an overview of related works. First, a classification for design automation of gripper jaws is presented. Second, key approaches are each described and reviewed in relation to the applicability for plugs. Third, gripper systems for the handling of plugs are depicted. Last, a summarized evaluation is carried out.
2.1 Classification
According to Honarpardaz et al. [1], gripper jaw design methods can be divided into modular, re-configurable, and customized approaches. In modular procedures, the workpieces are usually approximated as primitive geometries and suitable gripper jaws are thus selected from a database [1]. For re-configurable approaches, the configuration of gripper jaw locations, commonly simple pins, at the workpieces is automatically determined [1]. In contrast, the shape of the gripper jaws is individually adapted to a workpiece for customized designs [1].
Plugs commonly feature grasping surfaces with high geometric complexity, interference contours [17], and frequently non-planarity. In addition, a stable and precise grasp is required for the subsequent mating to the socket of the EC—even under geometric uncertainties occuring within a realistic assembly scenario. Consequently, geometry approximations conducted in modular approaches and using pins for the force and torque transmission as in re-configurable approaches are not permissible. By contrast, a specific adaptation of the gripper jaws to the non-planar, complex geometry of the plugs can provide stability and precision as long as the interference contours are considered. Thus, we rely on a customized solution and limit the subsequently presented key approaches to these.
2.2 Key approaches
In the following, the related works for customized gripper jaw design automation are each briefly described and then evaluated in terms of their applicability to the requirements for grasping of plugs as introduced above. Some approaches are interrelated or build on each other, in which case the works are described and evaluated collectively.
In [5], a comprehensive work for an automated gripper jaw design is introduced and advanced in [18] focusing on reducing the computation time. During an initial grasp synthesis, a set of possible grasps is determined. Thereby, geometric inaccuracies are considered by applying Gaussian noise to simulated grasp poses. Following the grasp synthesis, gripper jaws are automatically generated for suitable grasps by imitating the surface of the workpiece at the grasp location for the jaw tips and using sweep features to create the jaw bodies. The work considers non-planar grasping surfaces since the effective surface mimics the workpiece’s outer geometry. However, the Gaussian noise limits the practical applicability concerning a specification of single or multiple geometric uncertainties in different directions or orientations.
In [7], the approaches introduced in [5, 6] are refined. Thereby, prior to the automated gripper jaw design, two steps are carried out. First, a geometry analysis and second, a grasp planning and analysis. During the latter, a genetic algorithm is applied to determine optimal grasps. A comprehensive case study is conducted for multiple workpieces, whereby the results are compared to [5, 6] in terms of design process time, grasp quality and stability, and performance. Since pose uncertainties of the workpiece to be grasped are not considered [7], the suitability for plugs is severely limited due to their interference contours that pose a high risk of collisions when grasping under pose uncertainties.
Wolniakowski et al. [19] present an approach to optimize predefined target parameters of two-jaw parallel grippers and their jaws for specific tasks. Examples of these target parameters are the cut depth and cut angle to grasp a cylindrical workpiece. The novelty lies in combining the optimization with a grasping simulation, which evaluates gripper designs. This entails RobWorkSim [20], which is based on the ODE physics engine. For the optimization, different grasp quality metrics are combined. These include the grasp-wrench-space measure introduced by Ferrari and Canny [21] or self-defined metrics to describe a grasp’s robustness. However, the definition of the optimization target parameters depends on the specific workpiece and task and has to be defined in advance.
The work introduced in [19] is further developed in [22], focusing on the integration of geometric uncertainties. The main source of the latter is an image processing system for the pose estimation of the workpiece to be grasped. The translational and rotational pose uncertainties of the image processing system are determined experimentally for each workpiece. During the optimization, an individual cutout shape is generated for each workpiece. The functionality is demonstrated using four different assembly workpieces.
An extension of the approaches [19, 22] is shown in [23]. Thereby, grasp planning is integrated, i.e., the automatic generation of possible grasping points on the workpieces. Subsequently, the grasping process is simulated and evaluated using the grasp quality metrics. Last, a user can either select a gripper design based on the evaluated grasps or improve it by a proposed optimization. However, a user must directly specify topological features, e.g., which affect the operating surface of the gripper jaw. These in turn depend on the shape of the workpiece. Moreover, in [22], the parameters to be optimized for the shape of the gripper jaws are predefined and contained within so-called primitive geometry cutouts, which are prismatic, round, and trapezoid shapes. For instance, a round shape includes the parameters diameter, depth, and offset of the tool center point. Although the authors state in [19, 23] that the parameters are transferable to other features in the jaws, the work is applied to basic geometry features such as chamfers and cutouts. For non-planar grasping surfaces with different types of interference contours in multiple geometric dimensions, the transferability is expected to require a high number of parameters to be predefined, which can have mutual dependencies and have to be solved by the optimization.
Kapilavai et al. [24] compare two alignment quality indices for the approach of parameterizable cutouts of imprints of the grasped object. Grasp dynamics simulation is also used. However, the evaluation is solely performed in simulation and only two translational tolerances for the cutouts in the gripper finger are considered.
Based on [19], the work of Schwartz et al. [25] aims to reduce the required time for manual user input by determining parameterized cutout profiles based on the imprint of the objects to be grasped. Thereby, the parameters describe the shape of the cutout profile. The cutouts are added to increase the robustness to geometric uncertainties. However, it is not discussed in detail how exactly the shape of the cutouts is established. Again, the target criteria formulated in [23] are used for optimization. The work further explicitly investigates the extent to which pose inaccuracies affect the grasp success. However, this is carried out exclusively simulatively using a physics simulation. In addition, the geometric uncertainties are not superimposed but only investigated in isolation and the computation time is about 12 h.
The core aspect presented by Hagelskjar et al. [26] is the combined optimization of gripper jaw design and vision algorithms for pose estimation of workpieces. The approach is divided into three phases: automated gripper design, object detection, and combined optimization. The automated gripper design is based on the recently presented approach [25]. The combined optimization considers the parameters that define the shape of the gripper jaws and the pose estimation. Pose inaccuracies originate from the image processing system. However, the gripper jaw parameters for the imprint-based design only consider two translational tolerances for the cutout profile as degrees of freedom (DOF). The core of the approach presented by Ramasubramanian et al. [2] is the automatic, iterative improvement and validation of an initial gripper jaw design by backpropagating gripper results from a physics simulation. Thereby, the gripper jaw design is parametrically envisaged. The work is implemented in CoppeliaSim Footnote 1 with Vortex serving as the physics engine. However, an initial gripper jaw design by an expert is required. In addition, the applicability of this parametric approach to non-planar surfaces with complex geometries and integrated interference contours remains unclear. If applicable, the effect of the design improvement has to be investigated due to the high quantity of parameters that would be required to describe a suitable gripper jaw geometry. Moreover, the experimental validation of the approach is performed for one gripper jaw parameter—one extrusion length of the gripper jaw.
Ha et al. [11] introduce Fit2Form, a machine-learning-based gripper jaw design. First, a fitness network is trained in simulation to predict a score for pre-defined design objectives. Second, a 3D generator network creates a three-dimensional gripper jaw design. Thereby, the parameters that describe the 3D generator network are optimized to maximize the predicted score of the fitness network. However, specifying defined surface contacts does not seem to be possible. In contrast, learning is carried out using the entire workpiece.
2.3 Gripper systems for handling plugs and cables
Hereinafter, gripper systems for the handling of plugs and cables are described. The use case, the process steps considered, and the gripper system are explained for each work.
Haraguchi et al. [27] work on automated cable handling within electronics manufacturing for, e.g., circuit boards. One robot is used for grasping cables from bulk and subsequently kitting, and a second for mating the plugs, among others. The gripper system used appears to be a customized two-jaw gripper.
The approach introduced in [28] considers the mating of universal serial bus (USB) plugs for testing the associated sockets of electronic products. A plug that is grasped at the beginning is mated using visual servoing and impedance control and subsequently dismounted. The gripper jaws seem to be customized for the USB plug.
Song et al. [29] examine the mating of a plug to a socket, that is supplied on an assembly line via a conveyor belt within electronics manufacturing. The novelty lies in a funnel-like cable supply system. Starting from this, the cables are grasped by the plug and mated. As a gripper system, a customized design with alignment functionality is used, tailored to the supply system.
An approach for product quality testing is presented in [30]. This involves the mating of a circular plug with multiple pins. In their study, the authors focus on the multi-stage mating. A customized design with form-fit for the considered circular plug is used as a gripper system.
Yumbla et al. [31] do not consider a specific use case, but focus on the manipulation of ribbon cables within the gripper. A customized design is presented that uses a vibration plate to convey and re-align ribbon cables.
The system introduced in [32] does not address a specific use case either. The core is following the contour of a grasped cable until the plug at the end is reached and can thus be mated. It is based on a customized design of a two-jaw gripper with tactile sensors integrated within the gripper jaws.
2.4 Summary
Despite the quantity of existing works for the design automation of gripper jaws, there are still drawbacks regarding applicability and efficiency for complex workpieces such as plugs. Most approaches use complex and computationally intensive physics simulations. As described in [2], most physics engines have the disadvantage that the shape of the workpieces is approximated, which limits the accuracy of the simulation and can represent the real grasping process to a limited extent. In addition, the suitability is limited for workpieces that simultaneously show inbuilt interference contours on non-planar and complex grasping surfaces, are supplied under geometric uncertainties, and must ensure a stable and precise grasp for subsequent process steps. Thus, the applicability of existing approaches for plugs and workpieces with similar features is only partially fulfilled. Furthermore, the parameterization possibilities of expected geometric uncertainties have not been considered in detail so far.
Beyond that, gripper systems of existing approaches for handling of plugs and cables [27,28,29,30,31,32] are mainly manually customized designs.
3 Methodology
3.1 Objectives
In Sect. 2.1, process- and product related requirements have been described for a design automation of gripper jaws for plugs. These are the consideration of grasping surfaces with high geometry complexity, inbuilt interference contours, and non-planarity as well as the need for a secure and precise grasp under geometric uncertainties occurring within assembly. As summarized in Sect. 2.4, the current state of the art lacks an approach fulfilling the combination of these requirements. Thus, the following objectives are derived for the methodology presented:
-
1.
Surface contact: To enable a secure and precise grasp, surface contacts are to be established between the gripper jaws to be designed and the grasping surfaces of the plug. These serve the robust transmission of forces and torques and the re-alignment of the plug within the gripper jaws.
-
2.
Gripper jaw parameterization: Given real assembly conditions with geometric uncertainties, surface contacts can only be reliably established if clearance is provided between the gripper jaws and the grasping surfaces of a plug due to its complex interference contours. Thus, the expected maximum relative pose deviations between the plug and the gripper jaws, from now on referred to as design parameters, are parameterizable considered in the design. To enable the gripper jaws to be adaptable to further constraints such as the gripper base used, their basic geometric dimensions, like a jaw’s length and depth, and their interface to the gripper base can also be specified.
-
3.
Design universality: For the design parameters to be mapped correctly and the high quantity of different types of interference contours, the design methodology must be independent of the type of interference contours.
3.2 Overview
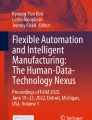
The methodology consists of four main steps, see Fig. 1. First, the main user input is required. It contains the parameters of objective 2, the CAD data of the plug in a format like, e.g., standard for the exchange of product model data (STEP), and the desired grasping surface. The latter can be selected based on the pre-segmented surfaces of the plug that are inherently included in the CAD data.
Second, the basic shape of the gripper jaw is automatically generated. It follows the three-step procedure by [13], consisting of the mechanical interface to the gripper base, the extension, and the operating surface. The latter is created through the geometric negative— the imprint—of the previously composed grasping surface of the plug.

Key steps of the introduced methodology for the automated design of gripper jaws. After initial user input, so-called basic gripper jaws are designed based on the imprint of the grasping surface of the plug. By creating geometrically superimposed instances of the plug and removing their collision volumes with the basic gripper jaw, the latter is converted to an adapted gripper jaw. This is reflected especially, but not exclusively in the operating surfaces (highlighted in white) of the basic and the adapted gripper jaw. Thus, the operating surface of the adapted gripper jaw ensures the desired surface contact with the grasping surface of the plug
Third, multiple instances of the plug are automatically created in different poses relative to the gripper jaw. The instances represent the effects of possible superpositions of the geometric uncertainties.
Fourth, the adapted gripper jaw is generated. For this, the collision volumes of the basic gripper jaw with the individual instances of the plug are determined and removed from the basic gripper jaw. Afterward, the second gripper jaw can be created either by mirroring the generated adapted gripper jaw or, in the asymmetric case, by repeating the methodology.
3.3 Uncertainty modeling
The following subsection describes the generation of superimposed instances in detail (compare step three in Fig. 1). The geometric uncertainties to be integrated into the automated design are considered by translational and rotational DOF and depicted by the design parameters introduced in objective 2. Fig. 2, thus, depicts the coordinate system introduced for this purpose. The centroid of the outermost surface is used as the origin of a plug. For implementation purposes, it is approximated using the centroid of the oriented bounding box. To adapt a gripper jaw using boolean operations, the potentially occurring collision volumes between a basic gripper jaw and a plug have to be determined. This requires generating multiple plug instances, which represent the geometric uncertainties. Thereby, the translational DOF y and z as well as the rotational DOF \(\alpha\), \(\beta\), and \(\gamma\), are considered. The translational DOF x is excluded since it represents the grasp axis and the shape of the operating surface along the grasp axis is predefined to ensure objective 1. For the user-specified design parameters, a plug instance is generated for all extreme combinations of the five DOF in both directions each resulting in \(2^5~=~32\) plug instances.
For combinations with \(\Delta \beta\) \(\ne\) 0 and/or \(\Delta \gamma\) \(\ne\) 0, the operating surface is reduced to a line contact, which violates objective 1. Thus, direct application of the specified angles is not permitted for \(\Delta \beta\) and \(\Delta \gamma\). An exemplary and simplified illustration of this effect is shown for \(\Delta \beta\) in Fig. 3, top. The challenge, however, is to resolve the conflict of objectives between reducing the operating surface as little as possible and increasing the grasp robustness with regard to \(\Delta \beta\) and \(\Delta \gamma\). For these purposes, we perform the following adjustments for \(\Delta \beta\) and \(\Delta \gamma\), respectively:

Convention for the coordinate system used in this work. The origin is located at the centroid of the outermost surface of the CAD model of a plug The centroid of the outermost surface is used as the origin

Simplified representation of the sectional view of the plug introduced in Figs. 1 and 2 in the x-z plane and at the y level of the planar light blue section (see Fig. 1, step (1)) of the selected grasping surface. Top left and top right show the collision volumes (compare overlaps of the light gray and dark gray areas) for rotations around y in both directions. Since such rotations would result in non-permissible line contacts, further adjustments are necessary (see center to bottom right). The resulting collision volume shown at the bottom right retains the required surface contact (compare objective 1) and adequately considers the rotational design parameter \(\Delta \beta\). Note that the adaptations are also required and carried out for \(\gamma\) but are only depicted for \(\beta\) in a simplified manner here
First, the plug is shifted along the negative grasp axis x by the maximum collision depth \(cd_x\) of the operating surface that occurs along x when the rotation is performed isolated (compare Fig. 3, center). This ensures objective 1, but reduces the actual collision volume so that the user-specified rotational design parameters are no longer guaranteed to be met. This leads to the state shown in Fig. 3, bottom left.
Thus, second, a further shift of the plug in negative x-direction is carried out by the depth \(d_{bb}\) of the grasping surface to the edge of the plug’s bounding box. For this shift, the associated rotation is recalculated and increases compared to the initial rotation (compare Fig. 3, bottom right). If there is an offset between the centroid of the plug and the centroid of the grasping surface, this is considered for the maximum collision depth \(cd_x\) and, thus, affects the recalculation.
These adjustments preserve objective 1 since the desired surface contact is guaranteed and ensure objective 3 as the targeted adjustments to the colliding interference contours are conducted.
A special case arises for the superposition of \(\Delta \beta\) and \(\Delta \gamma\) because two different shifts along x can result. Since compliance with objective 1 is preferable to greater consideration of rotational uncertainties, the larger of the two displacement values for x is used in this case.
3.4 Uncertainty-integrating, automated design
The details of the design adaptation are presented hereinafter (compare step four in Fig. 1). Thereby, the generated superimposed instances are used.
If a grasping surface is adjacent to an axial end of the plug, rotational uncertainties can lead to disadvantageous adaptations of the gripper jaws like corners and edges. They unnecessarily increase the geometrical complexity of the gripper jaws for their subsequent manufacturing. To avoid this, an axial extension of 6 mm of the plug geometry is carried out in case of rotational uncertainties.
Furthermore, the translational adjustments along x in calculating the rotational uncertainties lead to \(\Delta y\) and \(\Delta z\) being no longer considered as intended. Hence, both are additionally considered in isolation and combination for all three rotational uncertainties set to zero. This leads to \(2^2 = 4\) additional instances of the plug for \(\Delta y\) and \(\Delta z\) in isolation and \(2^2 = 4\) additional of the plug \(\Delta y\) and \(\Delta z\) in combination. In summary, this results in \(32 + 4 + 4 = 40\) plug instances.
Last, to comply with objective 1, all remaining operating surfaces that are curved around z have to be adjusted to ensure surface contact with the grasping surface of the plug. If the volume deductions change the curvatures of the operating surface, they are reconstituted to ensure the surface contact. For this, the original curvature has to be restored. The main reason for changes in the curvatures of the operating surface is the translational uncertainty \(\Delta y\).
As a result of the automated design, surface contacts are ensured to achieve a self-alignment effect on the plug, bringing it into a defined pose within the gripper to a large extent. However, minor inaccuracies may still remain, such as the axial plug position. These must be compensated for during mating.
3.5 Implementation
The methodology is implemented in Autodesk Inventor 2022Footnote 2 using its application programming interfaceFootnote 3 with Visual Basic for Applications (VBA). The steps are implemented as an add-in and offer a graphical user interface. Thus, user interaction with the VBA code is not required after the main user input in the first step. As a prerequisite, the Autodesk Inventor-internal add-in Mesh EnablerFootnote 4 has to be installed. Using an Intel(R) Core(TM) i7-8550U CPU @ 1.80 GHz with 16 GB RAM, running the automated steps without user interactions takes approx. 130 s.
The libraries used for evaluating the experiments in Sect. 4 and generating the associated visualizations are python-related.
4 Experiments
4.1 Application of the methodology
The methodology is applied to three different high-voltage plugs (compare Table 1).
Each of these exhibits different properties in their selected grasping surfaces. These include, e.g., the quantity and shape of the manufacturing-related tapers, the curvature profiles, and the presence of further interference contours.
Two different sets of design parameters are compared for each plug. The first set is determined iteratively and experimentally to establish zero clearance between the gripper jaws and the plug. Note that if all five design parameters were set to zero, the desired surface contact can not be achieved due to the manufacturing tolerances of the 3D printing method used (see Sect. 4.2). The second set contains increased design parameters, which are chosen arbitrarily at a reasonable level.
As shown in Table 1, the operating surfaces of the gripper jaws decrease with increasing design parameters. For example, the adjustments for \(Pair_{i.1}\) along y and z can be observed to be clearly lower than for \(Pair_{i.2}\). In addition, the effect of \(\Delta \beta\) is particularly visible for plug 3. The latter differs from plugs 1 and 2 by having a lid at the rear axial end, constituting an interference contour. It is the main reason for the significantly larger reduction in the operating area compared to plugs 1 and 2. For a better understanding of the effects of selected design parameters, Table 2 exemplarily shows a step-by-step comparison of how \(\Delta y\), \(\Delta z\), and \(\Delta \alpha\) affect a gripper jaw shape. Note that compared to Table 1, \(\Delta \alpha\) is shown instead of \(\Delta \beta\).
4.2 Procedure
Before presenting the experimental results, the objectives, the setup, the gripper jaw manufacturing, as well as the metrics and execution of the experiments are described.
Objectives: The investigations aim to identify the geometric boundaries for successful grasps of the automatically designed gripper jaws introduced in Table 1. In addition, the effects of different design parameters on the geometric boundaries are to be analyzed. Moreover, these effects are to be compared for the three plugs and their associated grasping surfaces and interference contours.
Setup: To compare the performance of the gripper jaws, a test rig is designed, see Fig. 4. To exclude possible geometric inaccuracies of a manipulator, the electric gripper base Robotiq 2F-85 (1) is mounted to a rigid structure (2). The gripper jaws (3) designed using the proposed methodology are mounted to the gripper base. The plug to be grasped (4) is positioned using a fixture (5) with a linear slide (6). The fixture is designed so that the plug can lie as freely as possible and can also be positioned precisely and reproducibly for each grasping test. It is mounted on the base plate (7) using two cylindrical linear ducts with a small free fit each. The base plate (7) is mounted on a rotational axis (8) and two translational axes (9) and (10). Note that (5) and (6) are individually designed for each plug and are manufactured using computerized numerical control machinery, as well as the base plate (7). For the experiments, the two translational components y and z as well as the rotational component \(\beta\) are varied. Thereby, the plug is moved, whereas the gripper system remains static. To vary y, shim rings are inserted between the fixture (5) and the base plate (7). \(\beta\) is varied using the rotational axis (8) and z using the translational axis (9). (10) is solely used for initial positioning.

Test rig designed to compare the performance of the six pairs of gripper jaws with each other
Gripper jaw manufacturing: 3D printing is applied using a Creality Ender-3 3D as printer and polylactic acid (PLA) as filament. The gripper jaws are positioned with the grasping surface pointing in the positive vertical direction. In addition, the CAD files resulting from the proposed methodology are prepared for 3D printing using PrusaSlicer 2.5.0Footnote 5. The manufacturing duration is roughly 45 min for one gripper jaw. However, it depends on the size, contour, and printer settings. A thin layer of liquid rubber coating is applied to the grasping surfaces after 3D printing to decrease the staircase effect. Moreover, \(Pair_{3.2}\) features two structures between the three interference contours in the center of the grasping area and the x-z-plane. Since these two structures are too thin to be stably manufactured, they are removed together with the support structures after 3D printing. If the design parameter \(\Delta y\) was slightly increased, these two structures would already disappear during the automated design.
Metrics: A grasp is classified as successful if the desired surface contact can be achieved between both gripper jaws and a plug. Two criteria are used to determine whether this is the case. First, the current of the position-controlled gripper actuator must be zero when setting the required closing distance of a successful grasp. If the current is higher than zero for a grasp, the gripper cannot achieve the closing distance required for a successful grasp due to a collision with the plug. Second, the desired surface contact must be visually recognizable. This is verified by observing the cross-section of the contact situation from the rear axial end of a plug, making missing surface contacts detectable. If one of the two criteria is not satisfied, a grasp is classified as failed. An example of a successful and a failed grasp is depicted in Fig. 5. In addition, due to the number of collisions between the gripper system and the plugs, all experiments are carried out at the minimum possible grasp force and closing speed.

Example of a successful (left) and failed (right) grasp. In the successful case, the desired surface contact between the gripper jaws and the plug is achieved after closing the gripper system. In the failed case, collisions of one or both gripper jaws occur with the plug. Thus, the desired surface contact is not established
Execution: To determine the geometric boundaries, the experimental design can not be predefined. This is due to each search direction requiring as many grasp attempts until the boundary point between successful and failed grasps is found. Note that in reality a bounding volume consists of infinite boundary points and is six-dimensional. To find an estimation resolved in the trade-off between accuracy and experimental effort, we limit the investigations to three (\(\Delta y\), \(\Delta z\), and \(\Delta \beta\)) of the five design parameters and perform the following procedure. Three experiments with two connected test series each are conducted to identify the bounding volumes of the six pairs of gripper jaws as a representation of the geometric boundaries of successful grasps. Each experiment belongs to one plug, whereby the test series for \(Pair_{i.2}\) depends on that of \(Pair_{i.1}\). For each experiment, the following steps are conducted:
First, the origin is identified using \(Pair_{i.1}\). Second, the opening width threshold is determined for the classification using the gripper actuator current as described in the metrics. Third, the first test series is performed using \(Pair_{i.1}\), which is described in detail in the following. It includes 13 threshold values to be identified which lie on the contour of the bounding volume. These 13 threshold values also represent search directions from the origin to the contour of the bounding volume. The 13 threshold values are listed in Table 3 and visualized in Fig. 6.

Visualization of the 13 search directions for approximating the bounding volumes; compare Table 3. Threshold values 1–5 represent isolated variations of the three parameters. \(\Delta z\) and \(\Delta \beta\) are simultaneously varied at threshold values 6–9 for \(y = 0\). At threshold values 10–13, \(\Delta y\) is varied, too
At thresholds 1–5, each of the three parameters y, z, and \(\beta\) is varied isolated. Beginning at the origin, a parameter is stepwise increased until a grasp fails. Thus, for reproducibility, the parameter is stepwise decreased in the opposite direction (back to the origin) until a grasp succeeds three times in a row at the same parameter. Consequently, this parameter value represents a boundary point of the bounding volume.
At thresholds 6–9, the search directions from the origin are the four combinations of z and \(\beta\) using thresholds 1–4. y still remains at zero. A search no longer begins at the origin but at the respective z-\(\beta\) combination. If it fails at this value, the search continues in the direction of the origin. If it succeeds, the search continues in the opposite direction of the origin. The procedure for reproducibility remains the same as for thresholds 1–5.
Thresholds 10–13 are conducted analogously as for thresholds 6–9. However, instead of y = 0, the isolated value of y determined at threshold 5 and the four combinations of \(\beta\) and z determined at threshold values 6–9 are used as starting values for the searches. This finalizes the third step for \(Pair_{i.1}\).
Subsequently, the second and third steps are repeated for \(Pair_{i.2}\) using the same origin as initially specified using \(Pair_{i.1}\).
4.3 Results
Based on its 13 threshold values, the bounding volume is calculated for each of the six pairs of gripper jaws introduced in Table 1. The results are depicted in Table 4. The bounding volumes represent the geometrically measured ranges of successful grasps.
Metrics: The bounding volumes are non-convex solids. Consequently, building a convex hull of the 13 threshold values is not permissible. Thus, three-dimensional alpha shapes are generated as bounding volumes using the library alphashapeFootnote 6. Note that, unlike the convex hull, different alpha shapes can be generated for the same threshold values. The topologies depend on the alpha parameter, which determines how the threshold values are geometrically connected. For each of the six bounding volumes, the alpha parameter is chosen to ensure that the 13 threshold values of a bounding volume lie on the contour in their associated search direction. As a metric for comparing the bounding volumes, their inner volume is calculated using the library trimeshFootnote 7. Thereby, translations in mm and rotations in \(^\circ\) are equally weighted.
Description: Although \(Pair_{i.1}\) have zero tolerances to interference contours in surface contact with the plugs, they show successful grasps that significantly exceed the three design parameters, especially for \(\beta\). In addition, \(Pair_{1.1}\) features a significantly higher robustness compared to \(Pair_{2.1}\) and \(Pair_{3.1}\). Moreover, comparing \(Pair_{i.1}\) and \(Pair_{i.2}\) shows that increasing the design parameters results in higher geometrical grasp robustness. However, there are significant differences in the relative improvement, compare \(Q_{1.2, rel.}~=~1.90\), \(Q_{2.2, rel.}~=~9.93\), and \(Q_{3.2, rel.}~=~47.15\). Moreover, the three plugs also show substantial variances in their absolute grasp robustnesses for \(Pair_{i.2}\), see, e.g., \(Q_{2.2, abs.}~=~9.93\) and \(Q_{3.2, abs.}~=~76.51\).
5 Discussion
5.1 Key findings
This work proves that an automated design of gripper jaws for non-planar, complex grasping surfaces with integrated interference contours and parameterizable geometric uncertainties is generally possible. It enables to quickly generate gripper jaws with complex geometries. In addition, the approach is characterized by working independently of the type of interference contour, like ledges, gills, nibs, etc. This inherent feature qualifies the approach for applicability to a wide range of plugs and workpieces with similar features.
Moreover, the experiments demonstrate that increasing the design parameters increases the geometrical grasp robustness. However, the investigations also show that it is not possible to directly determine the bounding volumes by the specified design parameters. The main causes for this which could be observed during the experiments are movements of the plugs during the closing movement of the gripper system and the self-alignment due to the non-planar grasping surfaces.
5.2 Limitations and solution approaches
There is a trade-off between the computational cost and the granularity of fitting the interference contours. Since the plug instances are discretely moved to the values of the design parameters, interference contours with lower magnitudes than the design parameters may be considered insufficient. To reduce this risk, an intermediate step is included for \(\Delta y\) and \(\Delta z\) in both directions, respectively.
Furthermore, missing or inaccurate CAD files pose a difficulty for the presented approach, especially due to the required surface contact. For upcoming work, the question arises to what extent compensation strategies can be provided for inaccurate CAD files.
In addition, since the plugs are rotated around the centroid of their outermost surface, the impact of interference contours can increase with a rising offset along the z-axis (see \(Pair_{3.2}\) in Table 1). The ledge to the lid has a small extent here. In the future, the depth of interference countours—especially along y—could be integrated into the extent of the volume deductions.
Moreover, the larger the design parameters are chosen, the greater the operating surfaces are reduced. In particular, the superposition of \(\Delta \alpha\), \(\Delta \beta\), and \(\Delta \gamma\) with large values (greater than approx. ± 5\(^\circ\)) can lead to a strong reduction of the operating surface. Therefore, from a practical point of view, the largest estimated rotational uncertainty of \(\Delta \alpha\), \(\Delta \beta\), and \(\Delta \gamma\) should ideally always be chosen. For smaller values—approx. less than ± 2–± 3\(^\circ\)—multiple rotational uncertainties can also be applied.
Beyond that, comparatively large geometric uncertainties in the plug supply and a rather rudimentary 3D printing process were investigated within the experiments. When selecting the design parameters, it is important to consider the composition of different geometric uncertainties. If the maximum relative pose deviations by the supply of the plug are quite small, then the manufacturing tolerances become more important and should be considered when choosing the design parameters.
In addition, note that the approach presented implies a parallel closing motion of the gripper jaws in theory. Since the gripper system available for the experiments closes on a circular arc segment, slightly different results are expected when using a parallel gripper. In the future, one could investigate the effect of integrating the closing trajectory of the gripper system to be used in the automated design. Besides, the experimental results are performed for three of five design parameters and depend on the individually designed fixtures for the plug positioning.
6 Conclusion and outlook
In this paper, we present an approach for the CAD-based automated design of gripper jaws for workpieces with non-planar, complex surface geometries and interference contours such as plugs. Our work enables us to parameterize the translational and rotational expected geometric uncertainties in the relative pose between the gripper jaws and the supplied workpiece. The approach is characterized by minimal user input and a low computing time in the range of a few minutes. The applicability is demonstrated and experimentally tested using three plugs and just under 700 separate grasp attempts. While this paper focuses solely on grasping, in future work, we will investigate correlations between parameterizability in gripper jaw design and sensitive mating to the associated sockets. Thereby, it should also be examined whether additional form-fit structures have to be included to transmit the mating force.
Data availability
No datasets were generated or analysed during the current study.
Notes
References
Honarpardaz M, Tarkian M, Ölvander J et al (2017) Finger design automation for industrial robot grippers: a review. Robot Auton Syst 87:104–119. https://doi.org/10.1016/j.robot.2016.10.003
Ramasubramanian AK, Connolly M, Robins M et al (2022) Automatic simulation-based design and validation of robotic gripper fingers. CIRP Ann Manuf Technol 71:137–140. https://doi.org/10.1016/j.cirp.2022.04.054
Pham DT, Yeo SH (1985) Quasi-parallel grippers for the concentric handling of cylindrical workpieces. Int J Adv Manuf Technol 1:95–120. https://doi.org/10.1007/BF02601585
Velasco VB, Newman WS (1998) Computer-assisted gripper and fixture customization using rapid-prototyping technology. In: Proceedings of the 1998 IEEE International Conference on robotics & automation, Leuven, Belgium, pp 3658–3664. https://doi.org/10.1109/ROBOT.1998.681393
Honarpardaz M, Tarkian M, Feng X, et al (2016) Generic automated finger design. In: Proceedings of the ASME 2016 IDETC/CIE, Volume 5B: 40th Mechanisms and Robotics Conference p V05BT07A071. https://doi.org/10.1115/DETC2016-60514
Honarpardaz M, Tarkian M, Sirkett D et al (2016) Generic automated multi-function finger design. IOP Conf Ser Mater Sci Eng 157:012015. https://doi.org/10.1088/1757-899X/157/1/012015
Honarpardaz M, Ölvander J, Tarkian M (2019) Fast finger design automation for industrial robots. Robot Auton Syst 113:120–131. https://doi.org/10.1016/j.robot.2018.12.011
Xu J, Wan W, Koyama K et al (2021) Selecting and designing grippers for an assembly task in a structured approach. Adv Robot 35(6):381–397. https://doi.org/10.1080/01691864.2020.1870047
Jorg O, Fantoni G (2021) Fast development cycle for the design of industrial grippers. Proc CIRP 100:211–216. https://doi.org/10.1016/j.procir.2021.05.057
Song H, Wang MY, Hang K (2018) Fingertip surface optimization for robust grasping on contact primitives. IEEE Robot Autom Lett 3(2):742–749. https://doi.org/10.1109/LRA.2018.2789842
Ha H, Agrawal S, Song S (2020) Fit2form: 3d generative model for robot gripper form design. In: 4th Conference on robot learning 2020, Cambridge MA, USA, pp 176–187. https://doi.org/10.48550/arXiv.2011.06498
Schroeffer A, Rehekampff C, Lueth TC (2019) An automated design approach for task-specific two finger grippers for industrial applications. In: Proceedings of the IEEE ROBIO, Dali, China, pp 184–189. https://doi.org/10.1109/ROBIO49542.2019.8961500
Schmalz JKB (2018) Rechnergestützte auslegung und auswahl von greifersystemen. Dissertation, Technical University of Munich
Schuster A, Becker R, Poguntke M (2016) Method for the production of customer-specific components, pub. no.: Us 2016/0082660 a1, schunk gmbh & co. kg spann- und greiftechnik
Klohs D, Offermanns C, Heimes H et al (2023) Automated battery disassembly–examination of the product- and process-related challenges for automotive traction batteries. Recycling 8:89. https://doi.org/10.3390/recycling8060089
International Energy Agency (2024) Global ev outlook 2024. Paris, France, https://www.iea.org/reports/global-ev-outlook-2024 Accessed 28 Apr 2024
Gebauer D, Dirr J, Daub R (2023) Automated design of gripper systems for electrical connectors. Proc CIRP 118:924–929. https://doi.org/10.1016/j.procir.2023.06.159
Honarpardaz M, Meier M, Haschke R (2017) Fast grasp tool design: From force to form closure. In: 13th IEEE CASE, pp 782–788. https://doi.org/10.1109/COASE.2017.8256199
Wolniakowski A, Jorgensen JA, Miatliuk K, et al. (2015) Task and context sensitive optimization of gripper design using dynamic grasp simulation. In: 20th International Conference on methods and models in automation and robotics (MMAR) pp 29–34. https://doi.org/10.1109/MMAR.2015.7283701
Jorgensen JA, Ellekilde LP, Petersen HG (2010) Robworksim - an open simulator for sensor based grasping. In: ISR 2010 (41st International Symposium on Robotics) and ROBOTIK 2010 (6th German Conference on Robotics). Munich, Germany, pp 1–8
Ferrari C, Canny J (1992) Planning optimal grasps. In: Proceedings of the 1992 IEEE ICRA, Nice, France, 3(4):2290–2295. https://doi.org/10.1109/ROBOT.1992.219918
Wolniakowski A, Kramberger A, Gams A, et al. (2016) Optimizing grippers for compensating pose uncertainties by dynamic simulation. In: IEEE International Conference on simulation, modeling, and programming for autonomous robots (SIMPAR), pp. 177–184. https://doi.org/10.1109/SIMPAR.2016.7862393
Wolniakowski A, Miatliuk K, Gosiewski Z et al (2017) Task and context sensitive gripper design learning using dynamic grasp simulation. J Intell Robot Syst 87:15–42. https://doi.org/10.1007/s10846-017-0492-y
Kapilavai A, Wolniakowski A, Jorgensen TB, et al. (2018) Efficient evaluation and optimization of automated gripper finger design for industrial robotic applications. In: 2018 23rd International Conference on methods & models in automation & robotics (MMAR), Miedzyzdroje, Poland, pp 709–714. https://doi.org/10.1109/MMAR.2018.8485897
Schwartz LCMW, Wolniakowski A, Werner A, et al. (2017) Designing fingers in simulation based on imprints. In: Proceedings of the 7th International Conference on simulation and modeling methodologies, technologies and applications (SIMULTECH 2017), pp 304–313. https://doi.org/10.5220/0006441003040313
Hagelskjar F, Kramberger A, Wolniakowski A, et al (2019) Combined optimization of gripper finger design and pose estimation processes for advanced industrial assembly. In: 2019 IEEE/RSJ International Conference on intelligent robots and systems (IROS), Macau, China, pp 2022–2029. https://doi.org/10.1109/IROS40897.2019.8968081
Haraguchi R, Domae Y, Shiratsuchi K et al (2011) Development of production robot system that can assemble products with cable and connector. J Robot Mechatron 23(6):939–950. https://doi.org/10.20965/jrm.2011.p0939
Song HC, Kim MC, Song JB (2015) Usb assembly strategy based on visual servoing and impedance control. In: The 12th International Conference on ubiquitous robots and ambient intelligence (URAl 2015), Goyangi, Korea (South), pp 114–117. https://doi.org/10.1109/URAI.2015.7358873
Song HC, Kim YL, Lee DH et al (2017) Electric connector assembly based on vision and impedance control using cable connector-feeding system. J Mech Sci Technol 31(12):5997–6003. https://doi.org/10.1007/s12206-017-1144-7
Ortner M, Gadringer S, Gattringer H, et al. (2020) Automatized insertion of multipolar electric plugs by means of force controlled industrial robots. In: 25th IEEE International Conference on emerging technologies and factory automation (ETFA) (1):1465–1472. https://doi.org/10.1109/ETFA46521.2020.9211891
Yumbla F, Abayebas M, Yi JS et al (2021) Reposition and alignment of cable connectors using a vibration plate manipulator for wire harness assembly tasks. Int J Precis Eng Manuf 22:649–657. https://doi.org/10.1007/s12541-021-00490-5
She Y, Wang S, Dong S et al (2021) Cable manipulation with a tactile-reactive gripper. Int J Robot Res 40:1385–1401. https://doi.org/10.1177/02783649211027233
Acknowledgements
The research leading to this publication has received funding from the Bavarian Ministry of Economic Affairs, Regional Development, and Energy (StMWi) as part of the project ’RoMaFo’ (DIK-1908-0002// DIK0109/01).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
Conceptualization: D.G.; methodology: D.G., P.G., A.H., and J.D.; software: D.G., A.H., and S.F.; experiments: D.G. and A.H.; resources: R.D.; data curation: D.G. and A.H.; writing-original draft preparation: D.G.; writing-review and editing: P.G., A.H., J.D., S.F., and R.D.; visualization: D.G.; project administration: J.D.; funding acquisition: R.D.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gebauer, D., Geng, P., Hartmann, A. et al. Uncertainty-integrating, automated design of gripper jaws for robust grasping of electrical connectors. Prod. Eng. Res. Devel. (2024). https://doi.org/10.1007/s11740-024-01287-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11740-024-01287-x