
Abstract
Screen printing enables the production of very thin magnetic sheet laminations in near net shape geometry. This minimizes material waste in production and simultaneously reduces losses during machine operation and in-creases geometric design freedom. The subsequent sintering process step is particularly relevant, since the geometrical and magnetic properties are defined, and relevant process costs are caused by the heat treatment. This paper presents the requirements of the debinding and sintering process for magnetic sheets and identifies relevant influencing factors to achieve defined product specifications in multiple iterations, using design of experiments. It focuses on the influencing factors furnace atmosphere, sintering temperature, holding time and stacking height and their impact on the magnetic and geometric properties of sintered magnetic sheets.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Iron losses caused in stator and rotor are dominant source of losses in electrical machines at high frequencies [1]. The sheet package is conventionally manufactured by a casting and forming process for steel production, followed by stamping and packaging. This manufacturing process is technologically limited by a sheet thickness of min. 0.2 mm due to the stamping process [2] which also causes about 50% scrap [3].
Additive manufacturing of magnetic sheets enables the reduction of sheet thickness. Hence, losses can be reduced, and higher magnetic saturation can be achieved, since pure iron can be used in this process. Additionally, screen printing in near-net-shape geometry maximizes material utilization during production. Thermal processing by debinding and sintering is a main manufacturing step where the final geometrical, magnetic, and metallurgical properties of the magnetic sheets are defined. Due to long process times and complex interactions of mutually influencing variables, optimization of this process step is challenging. The debinding and sintering of ultra-thin and individual magnetic sheets does not allow for efficient utilization of the furnace volume. This paper presents the use of a stacking technology to increase the productivity of the heat treatment process while ensuring defined quality requirements.
2 State of the art
This chapter explains the additive manufacturing of magnetic sheets from powder to stator sheet package with focus on the process characteristics for sintering of iron powders to produce soft magnetic components. A general overview of the production process from iron powder to the printed and sintered sheet package is shown in Fig. 1. The process steps with significant influence on sintering are briefly summarized below.

Entire manufacturing process of printed magnetic sheets according to [4]
The most relevant parts of powder processing and paste production for the debinding and sintering process are high-purity iron powder and sinter additives. The coercivity can be reduced by higher purity of the iron powder. Small grain sizes and favorable particle shapes lead to a higher relative density and thus also to better mechanical and magnetic characteristics. By adding a sintering additive, the formation of a liquid phase is enabled during sintering. The sintering process can thus be accelerated, and the density of the sintered part is increased [5].
The application of an iron-based paste to print green parts and their subsequent thermal processing represents a significant distinction from other research approaches in additive manufacturing of stator cores. These rely on selective laser sintering [6] or laser powder bed fusion [7] to directly process powders into 3D structures. The paste is applied to the screen and spread by the flood squeegee without contact pressure, filling the screen meshes with paste. In the second step, the print squeegee transfers the paste through the screen meshes onto the substrate. The paste remaining on the substrate has a defined layer thickness. The distance between the screen and the substrate is referred as takeoff. Therefore, this process is also called off-contact printing. Immediately after printing, the green part is dried to ensure accuracy of the image. Several parameters for assessing the quality of magnetic sheets are already defined in the green part state and cannot be influenced by sintering, or only to a limited extent. These includes layer thickness, layer waviness, edge sharpness and defect density [8].
During thermal debinding, organics and fluids escape from the porous solid particles of the powder matrix. The binder components escape from the green part in gaseous form as low molecular compounds. This occurs either by evaporation of specific binder components or by volatilization of the fission products as a result of temperature-induced decomposition of the binder components. To avoid the creation of pores and cracks, the heating phase usually takes place in several temperature stages to realize a slow burn out of the binder components. The level of the temperatures depends on the respective workpiece thickness [9].
In the following sintering process, a densification of the powder particles takes place due to diffusion processes and the component reaches its final mechanic and magnetic characteristics. The resulting linear shrinkage is between 12 and 20%. The exact amount of shrinkage depends on the properties of the iron powder, the density of the green part, the friction on the substrate surface, the furnace atmosphere, the furnace atmosphere pressure, and the maximum furnace temperature and holding time. To achieve isotropic shrinkage, high demands on the homogeneity of the green part must be ensured. A defined cool-down process follows to avoid oxidation or residual stress in the magnetic sheets [10].
To increase the productivity of the heat treatment process, the green parts are stacked to substacks during debinding and sintering. Since an electrical insulation has to be applied on the single sheets before stacking and packaging the stator, separability of the substacks must be ensured after the heat treatment process. For this purpose, a separating coating is applied to the green parts. This serves to suppress diffusion processes between the individual sheets during sintering. To enable short process times and low handling effort, the separation of the individual sheets must be automated, damage-free and reproducible. This also includes a stable and reproducible application of the separating coating.
The process of sintering metallic materials describes the decrease in the interface of the powder particles and the associated change in surface energy. The pore volume decreases, and the workpiece is solidified. In solid-phase sintering, as a thermally activated process, the sintering temperature depends on the melting temperature Tm of the main component and is approximately 0.7–0.9 Tm. If an organic binder component is contained in the powder, it is evaporated or thermally decomposed far below the sintering temperature, which leads to an additional weight loss. The removal of the binder from the green part is referred as debinding [10].
For high-purity iron, which is used for powder metallurgical production of soft magnetic materials, the sintering temperature is 1200–1300 °C. For iron alloys with high sintering density requirements, sintering conditions of 1280 °C at 30 min are common. Carbonyl iron is sintered under inert or vacuum atmosphere to avoid oxidation of the particles [9]. Sintered pure carbonyl iron powder reaches a coercivity of 8–12 A/m. The sintering conditions have an influence on the coercivity because of the adjustment of the pore and crystallite size as well as the degree of pore rounding. Due to a high specific pore surface area, the soft magnetic properties of the sintered parts are negatively affected. Bloch wall displacements during material magnetization are strongly limited by many small, irregularly shaped pores of the sintered microstructure. This increases the hysteresis losses. To produce soft magnetic sintered parts, the aim is thus to reduce the total pore volume and to achieve large, rounded pores. The resulting low specific pore surface area has a positive effect on the magnetizability of the material [9].
3 Methodology, experimental setup, and measurement capability
Tools along the DMAIC cycle as part of the Six Sigma methodology are used to systematically analyze the process flow. In the experimental setup the definition phase is examined using a cause-effect diagram. A transfer function describes the relationship between causes (input variables) and effects (output variables), which are superimposed by disturbance variables.
Based on the state of the art and preliminary screening tests, the relevant input variables are summarized in five clusters. The previous process steps, in the form of powder and paste production, have a great influence on the thermal processing due to particle shape, -size and -purity. The printing process is also relevant due to the green part properties and geometry [11]. During thermal processing, the fixed furnace parameters (e.g. design, volume, etc.) influence the resulting part quality. During debinding and sintering, atmosphere, process temperature, heating rates and structure of the samples are particularly important. The target and measured variables are influenced by variations in the temperature and gas distribution in the furnace. The target variables are measured in the categories geometry, mechanical- and magnetic properties. Figure 2 illustrates the influence of interfering and target variables during debinding and sintering.

Input-, disturbance- and output variables in the thermal processing according to [11]
Values for the target parameters are to be defined before systematic statistical experiments are carried out. Table 1 shows target parameters for the sintered magnetic sheets.
The coercivity can be reduced by an increased sintering temperature and holding time at max temperature as well as by a reducing atmosphere. However, simultaneously, each of these three variables leads to longer process times and costs. The coercivity of the magnetic sheet is measured by a stamped part sensor according to DIN IEC 60404-3 in a defined measuring point at field strengths of 100–600 A/m and at a frequency of 10 Hz [12]. Tolerance is defined as 1% of the diameter, and in this study the outer diameter (o.d.) specified for the test geometry is 155 + 1.25 mm. Roundness is evaluated in max to min diameter ratio, with a target of 1. The weight and layer thickness are measured to derive conclusions on density and shrinkage behavior between screen-printing and sintering.
A total of five different furnace parameter setups was investigated in 30 runs with a total of about 3000 sintered magnetic sheets, of which approx. 1000 were metrologically analyzed. Within the five furnace setups, the stack heights and the position of the stacks in the furnace were also varied. The investigation takes about 3 months to perform, which clearly shows that a full-factor experimental investigation is not possible in terms of cost and time. Table 2 summarizes the furnace programs and their settings.
The test for normal distribution is the basis for the evaluation of the DoE. To obtain a meaningful result, the normal distribution is tested on values of setup 1 and measured Hc-values are grouped according to sintering date to exclude any time influence (Fig. 3).

Normal probability plot for coercivity [A/m] vs. date of sintering
The grouped test for normal distribution shows that the measured values follow the normal distribution. Within setup 1, the model summary shows a standard deviation of 7 A/m and a prediction quality of R-sq 48% and R-sq(pred) 40%. A significant influence of the date on the sintering result can be detected (p-value < 0.05). The test for normal distribution was performed for each parameter combination as well as for each target variable in this study. The measured values are normally distributed and predictions based on the measured values can be made with limitations and taking into account the state of the art. A process capability analysis is not performed due to the current technology maturity level. In order to clarify the process variations, the presentation of boxplot diagrams is selected for the evaluations.
4 Evaluation and analysis (DoE)
In this DoE, the factors debinding atmosphere, sintering temperature, holding time and stack height are investigated. In terms of process costs an atmosphere with high nitrogen content, as well as low sintering temperature and holding time and high absolute stacking height is aimed for. At the same time, the target values (Table 1) are to be achieved.
Due to high complexity and in combination with long process times and high costs, the experiments are not carried out and evaluated on a full factorial basis. According to the state of the art, the factors are only tested on the target variables where a significant influence is to be expected. This means that debinding atmosphere is only measured versus coercivity. The sintering temperature and holding time are investigated within the relevant temperature range for iron powder (1200–1300 °C) in three steps and qualified versus coercivity. The stack height can be varied with minor effort and is therefore qualified versus coercivity, tolerance and roundness. A decreasing quality with increasing stack height is to be expected. However, this has a positive effect on productivity.
4.1 Variation of debinding atmosphere
The porosity of the sinter substrate affects the evaporation of volatile components from the specimens during debinding. The gas permeability of the porous sinter substrate represents a constant parameter since all substrates consist of aluminum oxides. Complete debinding is checked using the difference in weight between the green and sintered parts. The debinding process takes place at reduced atmospheric pressure up to 600 °C, the furnace chamber is subsequently flooded, and sintering is carried out under normal atmospheric pressure [13]. Heat- and gas flow rate are kept constant. The influence of an enhanced reducing atmosphere by hydrogen is investigated. According to the state of the art, with increased hydrogen content a higher relative density of the sintered sheets and thus better magnetic properties can be expected. Figure 4 shows the effect of the factors on the coercivity.

Debinding atmosphere comparison (setup 5 vs. setup 1–4)
The experiment shows no significant difference in coercivity for variation of the debinding atmosphere. It is 61.1 A/m for 50% hydrogen and 62.5 for 5% hydrogen during debinding. The interquartile ranges are approx. 12 A/m and do not differ significant. There is a difference in the outliers, which occur much more frequently at 95N25H2 and lead to higher Hc values. Additionally, the samples debinded with 50% hydrogen atmosphere exhibit less waviness.
4.2 Variation of sintering temperature and holding time
The influence of the factors sintering duration and sintering temperature on the coercivity is investigated using DoE. The coercivity is to be minimized, with > 60 A/m defined as the target value and 80 A/m as the upper specification limit (USL). Figure 5 summarize the results.

Variation of sintering duration and holding time
The means, medians, and interquartile ranges of the four factor combinations investigated are below the upper specification limit. The process scatter is large for each combination and overlaps between the interquartile boxes can be observed, which complicates the interpretation of the results. The different number of trials between the groups shows a minor influence on the result. At the sintering temperature 1230 °C does the percentile range exceeds the USL of 80 A/m. Outliers exceed this for every factor combination. As expected, the highest Hc values are obtained at low temperature and middle holding time. The lowest Hc values are obtained at short holding time and high temperature as well as long holding time and low temperature. Overall, the scatter of the measured values is high, which can be attributed to interactions within the stacking position, investigated in Sects. 4.3 and 4.4. The results show that higher sintering temperatures as well as longer holding times lead to low Hc values.
Further processing of the magnetic sheet stacks during the DoE showed that not only the stack height, but also the sintering temperature has an influence on the separability of the sheets. The qualitatively evaluated separability of the samples is worse at higher sintering temperature. Several properties of the samples are affected by sintering temperature and holding time. The lower Hc values at higher sintering temperatures are confirmed by [14] since the relative density of the sintered parts increases with temperature. In [15], decreasing coercivity is confirmed by longer process time due to increased grain size. [16] shows a limitation since the grain size cannot exceed the sheet thickness and force a change in domain structure.
4.3 Variation of stack height
The green parts can be stacked to substacks to increase the process productivity. Different stack heights of 1, 8, 12 and 26 sheets are investigated using Setup 1 at sintering temperature of 1290 °C and holding time of 60 min. To ensure comparability also the single sheets are sprayed by the separation layer. Firstly, the stack height is investigated regarding the coercivity (Fig. 6).

Boxplot coercivity vs. stacking height
The target value of Hc < 60 A/m can be achieved by single sheets and a stacking height of eight for the mean values. A stacking height of eight also reaches the smallest interquartile range as well as mean and median of 56.8 A/m. The mean value of 12 sheet stack is reduced by a few specimens with distinctly lower Hc values, as indicated by the strong deviation from the median. The target value cannot be reached. Stacks consisting of 26 sheets cannot reach the USL, since the mean value is 80.2 A/m and the interquartile range is 69–90 A/m. The scatter is the highest in this investigation with a percentile range between 55–120 A/m. Nevertheless, the stacks are not separable without plastic deformation during the separation process. This negative effect is an additional factor, which decreases the magnetizability due to mechanical stress in the tested sheets. Thus, a clear effect of stack height on coercivity can be demonstrated.
The cause of the deterioration of the magnetic properties at larger substacks is assumed to be the higher total volume. Through stacking a compact workpiece is created, which also must be debinded and densified in the subsequent sintering process. Due to the increased volume, a larger amount of organic material must be removed from the stack while the debinding duration remains the same. This share may not fully evaporate out of the green parts. In addition, the gas flow of the debinding products is more difficult. Remaining residues in the material hinder Bloch wall displacements during material magnetization and degrade the magnetic properties of the material [17].
4.4 Effect of stacking position on magnetic and geometric properties
Since the absolute stacking height is significantly influencing the magnetic properties of the substacks, it is assumed that also the position of the green part inside the stack is relevant. This is investigated for substacks of eight green parts versus coercivity (Fig. 7), tolerance (Fig. 8) and roundness (Fig. 9). Stacking position 1 represents the position at the bottom.

Boxplot of coercivity vs. stacking position (setup 5, n = 472)

Tolerance of sintered sheets analyzed at max. o.d. vs. stacking height

Roundness: mean o.d. ratio (max/min) vs. stacking position
The Hc values and their scatter increase towards the center of the stack. The maximum difference between the measured samples in the center and in the peripheral areas is approx. 13 A/m. Samples in positions two to seven exceed the reference value of 60 A/m on average. The maximum of 66.8 A/m is reached at position four. The best magnetic properties are found at the bottom and top position. The cause is suspected to be poor debinding of the middle green parts. The evaporation of gases and decomposition products is considerably blocked by the neighboring parts becoming closer to the center of the stack. The surface area of the green parts is completely covered, which leads to closed pores. Consequently, the binder material cannot escape completely and remains in the material. The resulting increased carbon concentration in the sintered parts leads to a degradation of the magnetics towards the center of the stack. Further studies should be carried out to reduce this effect. To confirm the assumption that debinding and outgassing cause the effect, the atmosphere pressure or gas flow rate can be varied, for example.
In the analysis of the sintered parts, several diameters are measured to determine the roundness. The outer diameter (o.d.) and inner diameter (i.d.) of the contour are observed, whereby the maximum and minimum values of a sample are selected and divided by max/min to state the ratio. An ideal roundness is thus achieved at ratio 1. The results are shown as an example for o.d., whose specific tolerance is 155 + 1.5 mm. Figure 8 shows the line plot of mean max. o.d. versus stack position using stack height of eight (setup 5) as an example.
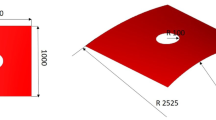
In total, the targeted tolerance cannot be achieved in this investigation. The mean stack height is 156.8 mm. Across the substack, a trend is observed that the diameters of the measured samples become smaller with increased stack position. The decrease in diameter is not constant but shows a volatile progression for all stack heights.
Hence, a non-uniform and insufficient shrinkage behavior of the samples depending on stack position and height can be observed. The macroscopic geometry of the stacks corresponds to the conical shape of a truncated cone. This deformation is assumed to higher frictional forces between the sinter base and the sintered parts than between the sintered parts among themselves, which are insulated by a separating coating. Due to the coated single sheets, the shrinkage forces are not transmitted completely constantly. The frictional forces are in the opposite direction to the shrinkage direction. For this reason, the uniform shrinkage of each sintered part is impeded. The magnitude of the frictional forces depends on the contact area, workpiece weight and coefficient of friction between the sintered part and the sinter base.
The tolerance for roundness is 1.000 + 0.010. Figure 9 shows the Line Plot of mean diameter ratio over the stack positions of stack heights 8, 12 and 20. Sintered parts of the largest stack height 20 are closest to the target value, while every stack height at every mean value of the substack position is inside the tolerance of 1.010.
The geometric deviations scatter closely around the respective mean value of the stack height. A clear trend of increasing or decreasing geometric deviations with increasing stacking position cannot be determined. The reason for lower geometric deviations of larger stack heights is assumed to be the increased total green part weight. The applied pressure on the lower samples increases and simultaneously the measured increased Hc-values and max. o.d. of higher stacks indicate an incomplete debinding process.
5 Conclusion and outlook
This study shows that thermal processing of screen-printed magnetic sheets in larger quantities and using a stacking approach is possible in principle. Material utilization and thus efficiency in the production of magnetic sheets for electrical machines can be increased with this technology. The ability to reduce sheet thickness, a greater degree of freedom in design and a wider choice of alloys with the powder-based additive manufacturing approach, also offers the potential to increase the efficiency of electrical machines. This requires further investigations in iron powders, separation- or insulation layers, furnace parameters and sintering setups. Sintering of printed magnetic sheets requires the consideration of various influencing variables and target parameters.
The complexity of the process is illustrated and certain interactions between the investigated factors are shown. By evaluating the statistical DoE, several influencing variables can be determined. An increased hydrogen content during debinding leads to better magnetic properties. During sintering, sufficient duration above 1200 °C must be ensured. The exact settings of temperature and holding time have only a minor influence on coercivity. With the sintering conditions of setup 5 (1230 °C, 120 min), the opposing target variables of process quality and time can be combined, ensuring comparatively low costs and good separability of substacks as well as acceptable process time, stack height, and magnetic properties. In this investigation the green parts can be processed with good quality up to a limited stack height. A further increase of the stack height via optimization of sintering parameters is not recommended. This should be achieved by further development of the green part- and separation layer characteristics or investigations on furnace atmosphere, -pressure, or -gas volume.
The sintered magnetic sheets within this DoE have an increased coercivity of approx. 60 A/m compared to conventional produced magnetic sheets of non-grain oriented Fe–Si electrical sheet, that reaches a coercivity of approx. 30–40 A/m at a sheet thickness of 0.35 mm [18]. The coercivity of screen-printed and sintered magnetic sheets can also be significantly reduced by using spheric and high purity iron powder and high quality sinter additives. The characterization of different powder qualities shows a potential between 20–60 A/m. Sintering shrinkage is also important as a target variable. The roundness of the sintered parts is already at a high level, both for the inner and outer diameter. Dimensional accuracy is not yet achieved. For this purpose, the targeted and actual sintering shrinkage should be considered in further investigations and, if necessary, supported by scaling in the printing process of the green part.
This study shows that stack sintering of near-net-shape printed magnetic sheets is possible in principle. In addition to the identified potential for improvement in terms of system/machinery, process parameters and stacking of the green parts, other factors and target variables are of interest for future investigations. For example, the scalability of the batch furnaces or the possibility of using continuous furnaces should be examined in order to reduce production costs per quantity produced. In terms of quality parameters, new target variables such as waviness should also be considered. The separation behavior of the substacks and the waviness caused by reactions between release layer and iron are relevant to the process and therefore require further investigation.
Data availability
The datasets generated and analysed during the current study are available from the corresponding author on reasonable request.
References
Tabora JM et al (2021) Assessing energy efficiency and power quality impacts due to high-efficiency motors operating under nonideal energy supply. In: IEEE access, vol 9, pp 121871–121882. https://doi.org/10.1109/ACCESS.2021.3109622
DIN e.V. (Hrsg.).: DIN EN 10303:2016 DE (2016) Dünnes Elektroband und -Blech aus Stahl zur Verwendung bei mittleren Frequenzen. Berlin
Libert F, Soulard J (2006) Manufacturing methods of stator cores with concentrated windings. In: Proceedings of the 2006 3rd IET international conference on power electronics, machines and drives—PEMD. IEEE, Dublin, Ireland
Schmidt A, Ziegler M, Kuehl A, Franke J (2022) Development of magnetic sheets for CO2 efficient electric drives using an additive manufacturing approach. In: 18th Global conference on sustainable manufacturing GCSM, Berlin. https://doi.org/10.1007/978-3-031-38165-2_49
Dressler M, Studnitzky T, Kieback B (2017) Additive manufacturing using 3D screen printing. In: 2017 International conference on electromagnetics in advanced applications (ICEAA), pp 476–478. https://doi.org/10.1109/ICEAA.2017.8065283
Tiismus H, Kallaste A, Belahcen A, Tarraste M, Vaimann T, Rassõlkin A, Asad B, Shams Ghahfarokhi P (2021) AC magnetic loss reduction of SLM processed Fe–Si for additive manufacturing of electrical machines. Energies 14:1241. https://doi.org/10.3390/en14051241
Stornelli G, Faba A, Di Schino A, Folgarait P, Ridolfi MR, Cardelli E, Montanari R (2021) Properties of additively manufactured electric steel powder cores with increased Si content. Materials 14:1489. https://doi.org/10.3390/ma14061489
Studnitzky T, Dressler M, Jurisch M, Reuter K, Riecker S, Strauß A, Kieback B (2016) 3D screen and stencil printing: real mass production for metals, ceramics and their combinations. In: World PM2016 proceedings. Congress Centre Hamburg (CCH), Hamburg, Germany, 9–13 October 2016. European Powder Metallurgy Association (EPMA), Shrewsbury, pp 1–6. ISBN:978-1-899072-48-4
Ma J, Qin M, Tian L, Zhang L, Khan DF, Ding X, Qu X, Zhang H (2016) Effect of Fe3P addition on magnetic properties and microstructure of injection molded iron. J Magn Magn Mater 397:240–246
Schatt W, Wieters K-P, Kieback B (2007) (Hg.): Pulvermetallurgie. Technologien und Werkstoffe. 2. Auflage. Springer, Berlin
Schmidt A, Wieprecht N, Thamm J, Franke J, Kuehl A (2023) Continuous improvement of the screen printing process of magnetic sheets for electrical machines by statistical design of experiment. In: 32nd International conference on flexible automation and intelligent manufacturing (FAIM) 18–22 June 2023 Porto, Portugal (in press)
Magnetic materials—part 3: methods of measurement of the magnetic properties of electrical steel strip and sheet by means of a single sheet tester (IEC 68/661/CD:2020). https://doi.org/10.31030/3268081
Páez-Pavón A, Jiménez-Morales A, Rodriguez-Arbaizar M, Carreño-Morelli E, Torralba JM (2017) Sintering optimisation of Fe–Si soft magnetic materials processed by metal injection moulding. Powder Metall 60(2):112–119. https://doi.org/10.1080/00325899.2017.1289631
Hanejko FG, Rutz HG, Oliver CG (1992) Effects of processing and materials on soft magnetic performance of powder metallurgy parts. In: 1992 Powder metallurgy world congress. IEEE, San Francisco, CA
Sun Z, Qin M, Li R, Ma J, Fang F, Lu H, Qu X (2017) Preparation of high performance soft magnetic alloy Fe-4Si-0.8P by metal injection molding. Adv Powder Technol 28(10):2687–2693. https://doi.org/10.1016/j.apt.2017.07.021
Takezawa M, Wada Y, Yamasaki J, Honda T, Kaido C (2003) Effect of grain size on domain structure of thin nonoriented Si–Fe electrical sheets. IEEE Trans Magn 39(5):3208–3210. https://doi.org/10.1109/TMAG.2003.816149
Lamichhane TN, Sethuraman L, Dalagan A, Wang H, Keller J, Paranthaman MP (2020) Additive manufacturing of soft magnets for electrical machines—a review. Mater Today Phys 15:100255. ISSN:2542-5293. https://doi.org/10.1016/j.mtphys.2020.100255
Schauerte B, Gilch I, Neuwirth T et al (2021) Alternative Magnetflussführung in Elektromotoren. Forsch Ingenieurwesen 85:827–836. https://doi.org/10.1007/s10010-021-00493-8
Acknowledgements
This work is supported by the German Federal Ministry of Economic Affairs and Climate Action (BMWK) within the funding program Application-oriented non-nuclear R&D in the 7th Energy Research Program under the contract number 03EN4013 (EffiBlech). The authors would like to thank all participating colleagues at Siemens Technology namely S. Denneler, G. Rieger and T. Soller for consulting the publication.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schmidt, A., Wieprecht, N., Weinrich, T. et al. Multi-objective parameter optimization for stacking and sintering of screen-printed magnetic sheets. Prod. Eng. Res. Devel. 18, 643–651 (2024). https://doi.org/10.1007/s11740-023-01245-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-023-01245-z