
Abstract
For bulk material it is very well known, that the material properties differ between the material near the surface and the inner material (i.e. segregations). However, for sheet material a gradient of material properties in depth direction and its influence on forming processes was not yet investigated. Within experiments on sheet steel 1.0338 (DC04) a gradient in material properties was proven by hardness measurements for both unprocessed material as well as after conducting forming and milling processes. The characterisation shows a gradient in material hardness over the entire sheet thickness. The experimental results regarding forming processes, such as rolling and bending, additionally show an increase of the materials hardness due to work hardening. The problem from the inhomogeneous material properties leads to an inaccurate prediction of the forming behaviour of the workpiece in further processing. Machining experiments were conducted for transferring the knowledge of modified surface and subsurface layers onto forming processes and their simulation. The bending experiments and the corresponding process simulation of the spring back behaviour show, that the implementation of an inhomogeneous material property increases the prediction accuracy. Notably the prediction of the spring back behaviour of thinner sheet metals is highly improved. Therefore, an analysis of sheet metal properties in thickness direction and their consideration in forming process simulations is inevitable for the implementation of accurate material models.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Sheet metal forming processes, such as deep drawing or rolling are well established in industrial applications. Metals and alloys used in this processes are specifically designed to meet the corresponding requirements and material properties. Due to the low material thickness and the shell formulation, the material properties in forming process simulations are currently approximated as homogeneous over the thickness direction. The assumed homogeneity could be one reason, why the simulation accuracy of forming processes is not yet ideal. In most simulations, shell elements are used, and prestrains or prestresses are not considered. Otherwise recent studies show, that the material properties are not constant over the sheet thickness. Bolka et al. [1] showed a characterization method for identifying varying parameters in the out-of-plane-direction, while Grassino et al. [2] identified skin pass rolling paramters as relevant for gradients in material properties. Those gradients of material properties can be induced in the workpiece by former process steps like a pass reduction by rolling, sheet metal straightening methods [3] or premachining steps like milling or turning [4]. Therefore, a simulation model using volume or solid elements with respect to gradients of material properties is required, to model a deep drawing process more precisely. Additionally, for a more accurate numerical description of the forming behaviour, the sheet springback after the removal of deforming forces needs to be considered [5]. In particular, new high-strength steel materials exhibit significantly greater springback compared to the conventional steel grades. This leads to deviations from the ideally desired component geometry in the form of angle changes, frame distortions, radius changes and twisting of component zones [6].
However, the effects of gradients in material properties are well investigated in milling and cutting processes. These findings and methods are transferred onto forming processes and their simulation within this interdisciplinary study. In recent years, machining and especially its influence on surface integrity was in focus of many research studies. Particular efforts have been made to investigate the effects of mechanical and thermal loads in machining by Brinksmeier et al. [7], which lead to changes of the surface and subsurface material zone defined by the machining process [8] resulting in gradients of material properties [9]. These material modifications in the surface and subsurface zone, namely hardness, residual stresses or surface topography, offer potential to improve certain functional properties of workpieces in their application [7]. For bulk material workpieces with a three-dimensional body the modified surface topography and modified material in the subsurface zone will hardly influence the volumetrical properties of the workpiece (e.g. tensile strength) due to the comparatively small surface-to-volume-ratio [10], as described in Table 1. On the other hand, in sheet metal workpieces with a approximatively two-dimensional body and therefore a high surface-to-volume-ratio the volumetrical properties of the workpiece will be affected due to a modified surface and subsurface material.
Because sheet metal is usually applied in forming processes but not in milling and turning processes, the influence of machining operations on the material properties of the subsurface zone of sheet metals is not well known, but offers potential to gain knowledge of gradients of material properties. As the materials are designed to offer a high potential to plastically form under load, a high deformation in cutting is also expected, especially compared to the low workpiece thickness. This could additionally impact the overall material properties, which are relevant for subsequent forming processes. To predict forming processes more precisely, a process simulation with modified material properties in different depth zones is considered. Research shows, that gradients in the material properties of sheet metals and its influece on deep drawing processes are hardly investigated. This is due to the deep drawing processes being mostly simplified to a workpiece with shell element properties to lower simulation expense.
To accommodate for a better process simulation, a detailed and holistic analysis of material properties in all three dimensions including the thickness is not yet available, but considered as mandatory.
2 Material properties of sheet metals
As mentioned prior, selected workpiece material properties are important for forming processes. As these properties directly depend on material mechanisms occuring during the workpieces’ preparation, their influence has to be analysed. The major material mechanisms due to mechanical process loads identified in current studies are work hardening [8] and post-dynamic recrystallisation [11]. The work or strain hardening behaviour (Fig. 1) is also one of the main aspects in numerical calculations of forming processes.

Work hardening mechanism, influence on material properties and process examples
Within prior investigations, micro hardness already has been identified as a proper indicator for work hardening [12] and gradients can be seen in thickness direction of sheet metals. For process simulations, the yield strength YS as well as the strain hardening exponent n and the yield loci need to be determined and used in the prediction of the material behaviour. These parameters are highly influenced by the hardening behaviour. Depending on the material as well as the load state different hardening mechanisms are present and need to be considered—especially in numerical modelling for accurate descriptions of the forming behaviour of sheet metals. The most basic mechanism is isotropic hardening, which leads to an expansion of the yield surface under plastic deformation on the basis of dislocation formation. When it comes to nonlinear strain paths during forming processes, the kinematic hardening must also be taken into account. The kinematic hardening mechanism leads to a change of the material’s work hardening and has a high influence on the forming behaviour of high-strength steels in particular. Bauschinger et al. [13] and later Chaboche and Rousselier [14] developed material models, which combine the isotropic as well as the kinematic hardening during plastification. A more complex model is given by Yoshida and Uemori [15], which requires seven different input parameters for an even more accurate prediction of the material behaviour. In the case of rolling processes, anisotropy is of high relevance because longitudinal rolling leads to an elongation of grains and thus, to an anisotropic effect on the material properties. Conventional plasticity models assume that the shape of the yield surface remains constant throughout the plastic deformation resulting in inaccuracies in the prediction of the forming behaviour of anisotropic sheet material. Thus, Yoshida et al. [16] developed an anisotropic hardening model. By comparing calculated results based on a variation of anisotropic input parameters and experimental results from different aluminium and stainless steels the model vas validated [16].
For the experimental determination of work hardening within the material, tensile test results as well as a characterisation of the grain structure can also be directly correlated in addition to hardness measurements. During this investigation, an analysis of material properties within 1.0338 (DC04) sheet steel after different machining and forming processes was conducted. The mechanical properties of the workpiece material transverse to the rolling are summarized in Table 2.
To further highlight the different material properties in different layers of the sheet steel, the grain texture of sheet material was characterised within this investigation using an electron microscope. The results in Table 3 show, that even in unprocessed material, a difference in the orientation of grain boundaries can be visualized, with the outer layers being more deformed due to the rolling process performed to achieve the desired sheet thickness.
This indicates a significant influence of prior process steps on the material properties in different layers within the sheet steel. Additionally, a grain orientation in deep rolling direction can be detected at the surface, indicating that the surface texture can be used as an indicator for different cutting mechanics during machining and thus, possible occuring deformation and work hardening effects in the subsurface material. In this context, different pre-processing methods are subsequently applied to the sheet steel.
2.1 Influence of rolling on material properties
Machining processes are proven to have different influences on material modifications and therefore on material properties, as previously shown for steel 42CrMo4 by Brinksmeier et al. [7] with the introduction aof process signatures, and Borchers et al. [8] in connected process chains. This behaviour is also expected to occur in sheet metals specifically designed for use in forming processes. The expectation was investigated in a rolling process for the cold forming steel 1.0338 (DC04) with 2.0 mm and 3.0 mm as the initial thickness t0 in accordance to skin pass processes, as seen in Fig. 2.

Cold rolling stand and schematical image of the cold rolling setup
The targeted pass reduction for both initial sheet thicknesses of 2.0 mm and 3.0 mm is 15% and 10% respectively. This pass reduction guarantees a pronounced plastic deformation of the material and thus a sufficient influence on the material properties in sheet thickness direction is expected. The reduced pass reduction of 10% for the thicker material with 3.0 mm is chosen in order to investigate, if a narrow hardened surface layer in comparison to the thickness has an influence on the later forming behaviour.
As a first indicator for a change in material properties, the gradation of the micro hardness in the initial and the preloaded workpieces was characterised over the sheet thickness. The results are shown in Fig. 3.

Illustration of the results from the micro hardness line measurements over the sheet thicknesses of non-deformed and preloaded 1.0338 (DC04)
The micro hardness measurements show, that the hardness is increasing about 24% for 1.0338 (DC04) with 3.0 mm and about 50% for 1.0338 (DC04) with 2.0 mm in general. It is also interesting, that the influence on the outer layer is more pronounced for a sheet thickness of 3.0 mm. The rather easy and fast method of micro hardness measurements proves to be suitable to show gradients for strength-related material properties influenced by work hardening effects. From our observations, a key conclusion can be derived regarding the influence of rolling on material properties:
-
Overall hardening and hardening on the outer layers is increased by rolling processes and skin passes.
-
Rolling leads to an inhomogeneous plastification and stress distribution over the sheet thickness, like shown in Fig. 4.

Equivalent stress distribution in rolling process
2.2 Influence of bending on material properties
In further investigations regarding the influence of processes on material properties, bending was considered, as bending processes are common in modern forming applications [17]. An analysis of the bending behaviour of the workpieces created within the rolling process was performed. In the experiments, a common bending setup is used to analyse the bending behaviour, as shown in Fig. 5.

Three point bending test setup with optical strain measurement
Steel 1.0338 (DC04) was bent in an initial material state as well as pre-processed state, for both initial thicknesses of 2.0 mm and 3.0 mm and a 15% reduction of the initial thicknesses in a rolling process. The bending operation was followed by a hardening analysis. The results of the punch forces and micro hardness measurements are visualized in Figs. 6 and 7.

Diagram with specific punch force over major strain in comparison for different material states, a initial state, b ground and c rolled

Micro hardness measurements for initial state and rolled material with and without bending
The bending force was correlated to the corresponding sheet thickness t0. As shown, a higher yield strength YS and different strain exponents were achieved. For both initial materials with 2.0 mm and 3.0 mm thickness significant hardening is shown after rolling compared to the initial state. Further measurements were done with initial material that was ground without deformation to the same sheet thickness of the rolled material. Therefore, the influence of the sheet thickness was separated from the influence of the hardening after rolling. It is evident that the impact of rolling predominates over that of the reduction in sheet thickness. Excluding the effects of the reduced sheet thickness, the first finding is, that the pass reduction leads to a rise of bending forces of about 20–25%. Considering the hardness measurements over the sheet thickness, it is assumed, that the hardening of outer layers has a high influence of forming operations including bending. This can be explained by the elemental bending theory which defines the maximum compressive and tensile stresses at the edge of the bending beam. The result is, that because of the material hardening in exactly this areas of the cross section, it leads to a higher resistance against an occurring bending torque during forming.
In addition to hardness measurements on the plane sheets, also the bent states for both initial and rolled conditions were investigated. Thus, micro hardness measurements were performed for four different material states: (a) initial state without bending, (b) initial state with bending, (c) rolled state without bending and (d) rolled state with bending. In Fig. 7 it can be seen, that rolling itself leads to a rise of the micro hardness. This means for example a rise from around 125 HV to about 175 HV for the 2.0 mm thick 1.0338 (DC04).
Also, a rise of the hardness in the outer layers was investigated after a bending process in the initial state. On the other side, the effect of bending after the rolling process on the micro hardness is lower compared to the initial state. For the material 1.0338 (DC04) in 3.0 mm, the influence of hardening can be seen on the sheet side where tension occurs. As already seen in Fig. 6 with the punch forces correlated to major strain, the effect is higher for the material with 2.0 mm. A possible explanation are different process routes in the rolling process. Material with 2.0 mm thickness is usually produced by cold rolling while sheet metal with 3.0 mm is mostly processed with warm rolling. Warm rolling can lead to recovery processes, which also reduce the described effect. This is one aspect explaining the different results and could also be one aspect of further investigations.
Different material properties especially occur in the outer layers, determined with hardness measurements. From our observations, two key conclusions can be drawn regarding the influence of bending on material properties:
-
Preloading of sheet metal has a significant influence on the bending and therefore forming behaviour.
-
Preloading of sheet metal has a significant influence on the materials hardness.
-
Numerical calculations must take into account preloading, especially considering the prediction of the spring back behaviour.
2.3 Influence of slot milling on material properties
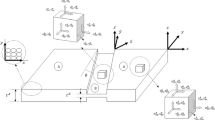
To investigate the influence of a machining process on the material properties of sheet steel 1.0338 (DC04), slot milling experiments were conducted using different dephts of cut. Therefore the influecnce of the ratio between the machined material volume and the remaining material volume on the resulting surface layer at otherwise constant cutting conditions was analyzed. Contrary to the machining of highly threedimensional workpieces, a different heat flow in a twodimensional workpiece could impact the material modification in the surface and subsurface zone. Additionally, it is expected, that due to the machining process, the modified surface layer exemplary shows a high gradient in material properties, potentially maximizing the effect of different material properties over the sheet thickness, which are relevant in forming process simulations. The experiments (Fig. 8) were conducted on workpieces with an initial material thickness of 3.0 mm, where a slot with varying depth of cut ap = 0.5–2.0 mm were milled with a cutting speed of vc = 150 m/min and a feed of vf = 1100 mm/s. Figure 9 examplary shows the deformation in grain stucture resulting from slot milling steel 1.0338 (DC04).

Milling setup (left), workpiece with multiple slots (middle) and schematical image of the milling process for one single slot (right)

Modified subsurface zone of steel 1.0338 (DC04) caused by milling with different depths of cut ap
As an indicator for different possible gradients in material properties resulting from the machining, micro hardness measurements were performed in crosssections in the vicinity of the bottom of the milled slots. Taking into account the relatively small impact of machining, a subsurface layer of 30 μm was analyzed using the Vickers method with an indentation force of 10 mN and a holding time of 10 s. An interaction between the hardness measurements can be excluded, as the distances between individual measurements is chosen high enough (Fig. 10). The results are visualized in Fig. 11.

Micro hardness measurement indents on the ground of a milled slot

Micro hardness depth gradient in the machined surface after slot milling
As expected, the hardness of the material near the machined surface rises due to the plastification occuring during the machining process. The hardness reaches values of up to 350 HV, with the hardness value in a depth of 30 μm from the machined surface still exceeding 200 HV. Compared to the base value of the sheet steel 1.0338 (DC04) being 125 HV characterised during the bending processes, a significant influence of the machining is obvious. Until now, it was not known, whether the different heat flow within sheet metals compared to three dimensional workpieces influences the material modification in the surface layer. From the experimental setup of this investigation, an influence of the heat flow can be concluded, but further investigations and simulations need to be conducted for quantification.
Summarizing these results, two key conclusions can be drawn regarding the influence of slot milling on material properties of sheet steel 1.0338 (DC04):
-
Overall hardness of the outer layers is increased by a milling process.
-
The modification of the surface layer possibly depends on the thickness of the remaining material.
2.4 Influence of material properties on springback prediction
The characterisation of the thickness variation of the sheet finds an application in sheet metal forming process simulation. Process simulations using the finite element method can improve the process of tool designing and the choice of optimum process parameters by limiting the use of expensive and time consuming try-outs [18]. One of the main objectives of the simulations is the prediction of the spring back. However, its simulation is very sensitive to the material models and parameters employed. In this section, the influence of the gradient of the material properties on the numerical simulation of the spring back will be studied.
As previously shown, the different steps of the production of flat products, especially by cold rolling, lead to non-uniform deformations in the sheet, which in turn result in a varying plastic history along the thickness of the sheet. In deep drawing processes, different states of stress and strain can be achieved, but in any case, the sheet is bent and then unbent along the dies edge. As experimentally illustrated in the previous section, the non-homogeneity of the deformations along the thickness particularly influences this type of loading. In the present investigation, a simple model is proposed. It can be assumed, that for any point in the sheet the material follows the same strain hardening curve, but that the equivalent plastic strain varies over the sheet thickness.
In the numerical simulation of the deep drawing process, shell elements were used. These elements have a number of integration points distributed over the thickness (nine in this case) and it is possible to assign a different initial equivalent plastic deformation to each integration point. As shown in Fig. 12, each integration point was assigned a different initial equivalent strain. The choice of the initial deformation was made in such a way, that the average yield point over the thickness was the same regardless of the stress distribution, i.e.:

Integration point dependent yield stress
Within this equations, \(\alpha\) is a parameter denoting the distribution of the initial yield stress. When \(\alpha = 1\) the distribution of the initial plastic deformation is homogeneous and the higher the value, the more pronounced the inhomogeneity.
The tool chosen for the investigation of this effect is a U-Profile tool with a macro structured blank holder and a die, that has previously been used to study the influence on spring back prediction [19]. The schematics of the tool are presented in Fig. 13. In this configuration the blank holder was fixed and does not move relatively to the die.

U-profile tool schematics
The simulation was implemented in LS-DYNA 12.0.0 using fully integrated four nodes shell elements (ELFORM 16). The forming simulation was done using an explicit scheme and mass scaling, while the spring back simulation was completed using an implicit scheme. J2 plasticity with a Hocket-Sherby hardening law [20] was used as represented by the equation:
The parameter values and units are given in Table 4. They were determined based on the results from fitting the tensile tests realized on the 2 mm thick 1.0338 (DC04) used in the previous sections.
Twelve simulations were performed with three sheet thicknesses (1 mm, 2 mm and 3 mm) and four different values for \(\alpha\) (1.0, 1.3, 1.7 and 2.0) respectively. The average initial plastic strain \(\left( {\varepsilon_{p, avg} } \right)\) was 0.1 for each simulation. The final geometry of the part after the spring back simulation was evaluated. Using a python script, the values of different profile features (\(R\), \(\theta_1\) and \(\theta_2\)) were computed. The differences between the baseline simulation with a homogeneous initial strain distribution of \(\alpha = 1\) and the other simulations were then calculated for each feature and presented in Fig. 14. The values for the homogeneous simulation (\(\alpha = 1\)) are given in Table 5.

Influence of α on the prediction of different features of the profile
The results show, that that the inhomogeneity of the initial deformation appears to have an influence on the predicted feature values. This influence is particularly important for the radius of curvature of the vertical flank \(R\) and for the angle \(\theta_2\). Additionally, a smaller thickness of the sheet further increases this effect, resulting in the prediction of the spring back behaviour of sheets with a thickness of 1 mm having the highest discrepancies between simulation and experiments. On the other hand with a 3 mm thick sheet the differences are almost negligible. It is also evident that the more inhomogeneous the sheet is (i.e. a larger α) the differences are more pronounced.
From the results of the simulation of the spring back behaviour, two key conclusions can be drawn:
-
With a higher sheet thickness, the simulation gains accuracy. This corresponds to the assumption, that graded material properties are more relevant in thin sheet materials during forming processes and subsequent springback.
-
The consideration of a gradient in the material properties in different sheet layers increases the accuracy of the process simulation, espacially in thinner sheet thicknesses.
3 Discussion
A gradient in depth direction of material properties of sheet steel 1.0338 (DC04) was shown by hardness measurements after forming and milling processes. These gradients of the material properties are currently disregarded in common deep drawing and forming process simulations, which lead to a significant loss of accuracy in the prediction of process results, especially for thinner sheet metals with even higher surface-to-volume-ratios. The experiments and the corresponding process simulation of the spring back behaviour within this investigation show, that the implementation of an inhomogeneous material property increases the prediction accuracy. It is also proven, that a preloading on the outer layers of sheet metals has a significant influence on the bending and therefore forming behaviour. This is especially true for workpieces within the milling experiments, which was used as an intentionally fast forming process to maximize the surface and subsurface material modification. The subsurface layer in this case was hardened to nearly double the Vickers hardness of the underlaying material. Therefore, an analysis of sheet metal properties in thickness direction and their consideration in a forming process simulation is inevitable to implement accurate and process adequate material models. To further improve the simulation accuracy, firstly for sheet steel 1.0338 (DC04) and perspectively for other materials, the whole process chain of production (Fig. 15) needs to be taken into consideration, as even pre-machining or pre-rolling defines the material property gradients.

Entire process chain for the production of sheet metal parts with relevant influence on functional properties by preprocessing
The analysis should include material property related characterisation, such as a tensile tests in different layers of the sheet metal, or a detailed investigation by nano hardness and residual stress characterisation. For a deeper process knowledge, DIC (Digital image Correlation) and optical strain measurement analysis within forming and milling processes could be implemented.
4 Conclusions
As mentioned in the introduction, the one objective of this investigation lays within an analysis of the influence of machining operations on the material properties of the subsurface zone of sheet metals. As the materials are designed to offer a high potential to plastically form under load, a high deformation in cutting was also expected, resulting in a modified surface and subsurface layer. An other objective was the investigation of the influece of this modified layer on subsequent forming processes and their prediction in an process simulation. To predict forming processes more precisely, a process simulation with modified material properties in different depth zones was considered instead of deep drawing processes being commonly simplified to a workpiece with shell element properties to lower simulation expense.
An holistic analysis of material properties in depth dimension was conducted. The characterisation methods used in this investigation clearly show a gradient in material properties even in unprocessed sheet material, which has a now proven influence on subsequent forming processes, such as rolling and bending. In previous simulations for predicting bending operations, the inhomogeneous increase of the materials hardness due to work hardening was not yet taken into account. An advanced characterisation of material properties in all three dimensions before and after pre-processing has not yet been done, but is necessary to investigate the process behaviour to its full extent and develop and implement enhanced threedimensional material models for an accurate forming process simulation and the prediction of functional workpiece properties.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Bolka Š, Slavič J, Boltežar M (2015) Identification of out-of-plane material characteristics through sheet-metal blanking. Strojniški Vestnik J Mech Eng 61:217–226. https://doi.org/10.5545/sv-jme.2014.2302
Grassino J, Vedani M, Vimercati G et al (2012) Effects of skin pass rolling parameters on mechanical properties of steels. Int J Precis Eng Manuf 13:2017–2026. https://doi.org/10.1007/s12541-012-0266-1
Nwachukwu PU, Oluwole OO (2017) Effects of rolling process parameters on the mechanical properties of hot-rolled St60Mn steel. Case Stud Constr Mater 6:134–146. https://doi.org/10.1016/j.cscm.2017.01.006
Willert M, Zielinski T, Rickens K, Riemer O, Karpuschewski B (2020) Impact of ultrasonic assisted cutting of steel on surface integrity. Procedia CIRP 87:222–227. https://doi.org/10.1016/j.procir.2020.02.009
Yoshida F, Uemori T (2003) A model of large-strain cyclic plasticity and its application to springback simulation. Key Eng Mater 233–236:47–58. https://doi.org/10.4028/www.scientific.net/kem.233-236.47
Liewald M, Radonjic R, Briesenick D (2019) Towards springback compensation when forming structural parts of modern lightweight car bodies. In: 39th SENAFOR conference, October 2–4 (2019)
Brinksmeier E, Reese S, Klink A, Langenhorst L, Lübben T, Meinke M, Meyer D, Riemer O, Sölter J (2018) Underlying mechanisms for developing process signatures in manufacturing. Nanomanufact Metrol 1(4):193–208. https://doi.org/10.1007/s41871-018-0021-z
Borchers F, Clausen B, Ehle LC, Eich M, Epp J, Frerichs F, Hettig M, Klink A, Kohls E, Lu Y et al (2021) The influence of former process steps on changes in hardness, lattice and micro structure of AISI 4140 due to manufacturing processes. Metals 11:1102. https://doi.org/10.3390/met11071102
Böhm W, Merklein M (2014) Laser-assisted property gradients in multi-layered aluminum. Phys Proc 56:1419–1426. https://doi.org/10.1016/j.phpro.2014.08.073
Vollertsen F, Biermann D, Hansen HN, Jawahir IS, Kuzman K (2009) Size effects in manufacturing of metallic components. CIRP Ann Manuf Technol 58:566–587. https://doi.org/10.1016/j.cirp.2009.09.002
Sakai T, Belyakov A, Kaibyshev R, Miura H, Jonas JJ (2014) Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog Mater Sci 60:130–207. https://doi.org/10.1016/j.pmatsci.2013.09.002
Busby JT, Hash MC, Was GS (2005) The relationship between hardness and yield stress in irradiated austenitic and ferritic steels. J Nucl Mater 336(2–3):267–278. https://doi.org/10.1016/j.jnucmat.2004.09.024
Bauschinger J (1886) Über die Veränderung der Elastizitätsgrenze und Festigkeit des Eisen und Stahls durch Strecken und Quetschen, durch Erwärmen und Abkühlen und durch oftmals wiederholte Beanspruchung. Mitteilungen aus dem mechanisch-technischen Laboratorium der k. technischen Hochschule
Chaboche JL, Rousselier G (1983) On the plastic and viscoplastic constitutive equations—part II: application of internal variable concepts to the 316 stainless Steel. J Press Vessel Technol Trans ASME 105(2):159–164. https://doi.org/10.1115/1.3264258
Yoshida F, Uemori T (2002) A model of large-strain cyclic plasticity describing the Bauschinger effect and workhardening stagnation. Int J Plast 18:661–686. https://doi.org/10.1016/S0749-6419(01)00050-X
Yoshida F, Hamasaki H, Uemori T (2015) Modeling of anisotropic hardening of sheet metals including description of the Bauschinger effect. Int J Plast 75:170–188. https://doi.org/10.1016/j.ijplas.2015.02.004
Tsoupis I, Merklein M (2016) Edge crack sensitivity of lightweight materials under different load conditions. IOP Conf Ser Mater Sci Eng 159:1–8. https://doi.org/10.1088/1757-899X/159/1/012017
Tisza M (2004) Numerical modelling and simulation in sheet metal forming. J Mater Process Technol 151(1–3):58–62. https://doi.org/10.1016/j.jmatprotec.2004.04.009
Ahmed U, Lafarge R, Brosius A (2021) A comparative study of material hardening models for forming operations and prediction of kinematic hardening by means of an analytical indicator. In: XVI international conference on computational plasticity, fundamentals and applications, COMPLAS 2021
Hockett JE, Sherby OD (1975) Large strain deformation of polycrystalline metals at low homologous temperatures. J Mech Phys Solids 23(2):87–98. https://doi.org/10.1016/0022-5096(75)90018-6
Gröbel D, Schulte R, Hildenbrand P et al (2016) Manufacturing of functional elements by sheet-bulk metal forming processes. Prod Eng Res Devel 10:63–80. https://doi.org/10.1007/s11740-016-0662-y
Hetzel A, Schulte R, Vogel M, Lechner M, Besserer H-B, Maier HJ, Sauer C, Schleich B, Wartzack S, Merklein M (2021) Functional analysis of components manufactured by a sheet-bulk metal forming process. J Manuf Mater Process 5:49. https://doi.org/10.3390/jmmp5020049
Zettl B, Schmid H, Pulvermacher S et al (2023) Improvement of process control in sheet metal forming by considering the gradual properties of the initial sheet metal. J Strain Anal Eng Des 58(8):605–620. https://doi.org/10.1177/03093247231166035
Acknowledgements
The authors thank the Center for Information Services and High Performance Computing (ZIH) at TU Dresden for generous allocations of computer time. This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zielinski, T., Zettl, B., Lafarge, R. et al. Surface and subsurface material modifications and graded material properties in sheet steel 1.0338 (DC04) and their influence on forming processes. Prod. Eng. Res. Devel. 18, 447–458 (2024). https://doi.org/10.1007/s11740-023-01239-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-023-01239-x