
Abstract
Blanking plays a crucial role in the metalworking industry as this forming operation defines the final geometric and functional properties of the product. However, the occurrence of wear, as a process-related uncertainty, has a significant impact on the product properties, so it is necessary to determine the occurrence and evolution of wear inline. As current methods are mainly limited to empirical wear monitoring and do not allow differentiation between the type of wear and its location on the tool, a method for monitoring wear based on the blanking force is established. To this end, an optical system is first constructed to observe the evolution of wear during the blanking process and to understand its occurrence. Four main types of wear are found in the processing of cold-rolled steels: adhesion and abrasion on the lateral surfaces, rounding of the cutting edge and chipping at the reversal point. To quantify the wear inline during blanking, features are extracted from the process force and correlated with the occurrence of each type of wear. Since high correlation coefficients are found between process force-based features and the form, size and localization of wear, the proposed method is suitable for inline monitoring of wear evolution in real blanking processes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Blanking is one of the most common processes in the metalworking industry. As a single operation or as part of a multi-stage process, it defines the final geometry and functionality of the product by separating it from the sheet metal. The blanking process is characterized by high production rates (more than 1000 parts processed per minute [1]) and high mechanical loads coupled with a dynamic press behavior [2]. The combination of periodic load changes with excessive, impact-like normal stresses in the forming zone reinforces the occurrence of wear. Consequently, wear represents an uncertainty in the blanking process that imbeds process stability and increases machine downtimes and scrap rates. Since wear has such a significant impact on the profitability of blanking processes, a large number of studies in this area are found in the literature. Several decades ago, Maeda and Matsuno [2] as well as Lange [3] demonstrated the principal mechanisms during blanking that lead to different wear phenomena. They claimed that loose particles in the system, changing contact normal stresses and the relative movement between tool and sheet metal lead to wear.
According to Cizchos and Habig, wear is caused by a combination of wear mechanisms and wear type [4]. While the type of wear (abrasion, adhesion, surface breakdown and tribochemical reactions) describes the physical and chemical interactions in the contact zone of a tribological system, the mechanisms of wear define the kinematics (sliding wear, impact wear and two-body abrasion) of both friction partners [5]. The combination of wear type and wear mechanism results in wear that takes different forms (roundness, scratches, pits, craters, etc.) and will be referred to as the form of wear. Of particular importance in blanking are the wear mechanisms of sliding wear and impact wear and three-body abrasion. Sliding wear occurs between the blanking tool and the sheet metal due to a relative motion combined with contact normal pressure. If there are additional loose particles between the friction bodies, this is referred to as three-body abrasion. Impact wear is caused by the repeated impact of the tool on the sheet metal. Sliding wear mainly leads to adhesion and tribochemical reactions. This is due to the long dwell time combined with high contact normal stresses, which lead to atomic bonding. During the three body-abrasion, the relative movement of tool and material causes hard particles in the system to move against the lateral tool surface. The hard particles act like tiny cutting wedges, leaving grooves on the surface. In impact wear, the continuous shock-like contact between the tool and the material results in a cumulative load that eventually leads to failure and surface breakage.
The occurrence of different combinations of wear types and wear mechanisms will result in various forms of wear during the blanking process, such as grooves, rounding, chipping, etc. (see Fig. 1). Thereby, the forms of wear occur on the face surface, the lateral surface and the edge of the blanking tool [6].

Effect of wear as a statistical parameter (uncertainty) on tool and product properties during blanking
Unlike predefined process parameters (clearance, stroke speed, lubrication, cutting line, etc.), wear is an uncertainty that occurs continuously or intermittently during the process [7]. Since the occurrence and evolution of wear depends on several parameters (see Fig. 1), it is a complex uncertainty that poses significant challenges for detection and corrective action. Various approaches have been described in the literature to control wear in a manufacturing environment. A common method is to reduce the impact of wear by optimizing tool surfaces. For example, Çöl et al. proposes surface hardening coatings to significantly increase tool life [8].
In addition, the literature presents precisely adjusted tool parameters to reduce the occurrence of wear at an early stage [9]. To gain a better understanding of wear evolution during blanking, several authors have presented analytical models in their studies. Thus, Hernandez et al. demonstrated an experimentally based wear model to describe the effect of tool wear on the product properties [10]. Other authors have developed wear models by combining the analytical Archard model with finite element (FE) analysis to estimate abrasive wear and therefore tool life. Falconnet et al. simulated the contact normal stress in the forming zone during the blanking operation and applied them as a load factor to the analytical model [11]. Since the simulation is limited to estimating wear for a single stroke, the final volume is approximated to all subsequent strokes by multiplying it by the number of conducted strokes. By neglecting the change in tool shape that occurs with wear, Cheon et al. proposed an extended wear model. In his approach, the geometry of the tool is updated in incremental steps depending on the removed material estimated by the model [12]. Since the wear models proposed in the literature are based on Archard’s analytical formulations, the actual representation of the wear state is limited. In particular, tribological aspects such as surface roughness, particles in the system, sheet jamming, temperature rise and other wear mechanisms are not considered. Furthermore, simulation-based models are limited to estimating wear for a single stroke. A simple linear extrapolation approximates the wear for a higher number of strokes. Changes in stresses and contact pressure fields due to wear-related variations in tool geometry are neglected.
Therefore, the authors propose data-driven wear estimation, moving from analytical white box models to black box models. In particular, the application of black-box models, represented by machine learning (ML) and deep learning (DL) algorithms, to manufacturing has yielded remarkable results in describing wear conditions. By taking into account multiple influencing variables, such data-driven models are able to accurately estimate different forms of wear. Since the contribution of most variables is automatically covered within the informative value of the sensor data, the model learns to describe a particular form of wear without explicitly considering all the variables. In this context, Kubik and Becker inline estimated abrasive wear during blanking by combining features extracted from a force signal and conventional ML techniques [13]. A similar approach is taken by Unterberg et al. [14] who extract features from acoustic emission and Bergs et al. [15] who extracted features from force signals during fine blanking using model-based transformation algorithms. The temporal evolution of the features and their stroke-to-stroke distance difference is a direct measure of the wear. Lee et al. derived coefficients from the force signal during blanking using an autoregressive model. The coefficients are applied to a linear discriminant function that classifies four different wear states [16].
The proposed methods based on black box models all have in common that they are limited to a highly accurate estimation of a certain form of wear but require a high effort to generate labelled data sets and to train and validate the model. Therefore, a common approach in industrial practice is direct wear state detection using thresholds, envelopes or windows [17]. However, the wear state detection is limited to binary classifications. An extension of this approach is proposed by Hohmann et al. where engineering features are extracted from a force signal and monitored over time [18]. The features describe the work done at different stages of a blanking operation and correlate with the wear on the lateral surface of the tool. The features extracted from the sensor data allow the wear pattern to be described directly without the need for extensive ML or DL modelling. As can be seen from the literature, this approach is still limited to the detection of wear on the lateral surface of blanking tools. To the authors' knowledge, inline wear detection and detailed differentiation of wear types and their localization on the tool are not found in the literature. In the case of black box models, the generation of labelled data sets that take into account different forms of wear, their localization and their evolution over time is costly and time consuming. It is also unclear which forms of wear need to be monitored as their onset and evolution over time in a real blanking process is still unknown. Therefore, the aim of this study is to establish a data-based monitoring approach that allows the estimation of different forms of wear and their localization on blanking tools. The integration of an optical system combined with force sensors makes it possible for the first time to visualize the evolution of wear stroke by stroke within a blanking process. This provides new insights into the wear during blanking, its mechanism, geometric degradation, locations, and evolution over time. By extracting features from the force curves, an inline monitoring of relevant wear forms is established. The most relevant forms of wear for the blanking process investigated in this study are the reduction respectively enlargement of the tool diameter due to abrasion respectively adhesion (variation of the clearance), rounding of the cutting edge and breakouts on the lateral tool surface (see Fig. 6). To transfer the proposed feature-based monitoring approach into industrial practice, the system is validated through two use cases.
Figure 2 provides an overview of the procedure for establishing the data-based approach to monitoring wear during blanking. The procedure aims to identify appropriate features that describe a unique correlation between a parameter extracted from the process force and a specific wear phenomenon. The first step is to define two test configurations that differ in the hardness of the test material and the tool material. These configurations are subjected to endurance tests of over 250,000 strokes. In the second step, features are extracted from the underlying data (images of the tool and time series of the process force). In addition to the images and force curves, the blanking tools are optically measured before, during and after the tests. On the one hand, these optical data are used to better understand the origin and evolution of wear in a real blanking process to determine relevant features from the force curves. On the other hand, the features are used to validate the suitability and absolute accuracy of the system for quantifying these different forms of wear. At this point it should be noted that this study focuses on the determination of suitable features for the inline quantification of specific wear phenomena and to gain detailed insights into the evolution of wear on blanking tools. Since the change of tool geometry due to wear is mainly related to the clearance and the cutting edge radii, the evolution of the cutting surface (rollover zone, shear zone, fracture zone and burr height) is mainly reduced to these two parameters. In the study of Kubik et al. it has already been shown that the burr on the workpiece increases significantly with increasing cutting edge radii [19]. On the other hand, if the rollover zone remains constant and the percentage of the shear zone increases slightly, the percentage of the fracture zone will increase. As the clearance is reduced, the shear zone increases significantly while the rollover and fracture zone decreases.

Procedure in this study
To achieve the objective, the work is organized as follows. Section 2 presents the experimental methodology, including the blanking test setup and the procedure for generating images and time series is presented. Section 3 investigates the evolution of wear during the blanking process for both test configurations. Correlations between the form of wear and its evolution as well as the responsible wear type are revealed. Afterwards, in Sect. 4, features extracted from the process force are proposed that allow an inline quantification of the relevant forms of wear that occur. Finally, the relevant forms of wear and their formation mechanisms are summarized and force-based features for monitoring are proposed based on a correlation analysis.
2 Experimental method
2.1 Blanking test set-up
To establish a data-driven approach to wear monitoring, the experimental setup is adapted to the boundary conditions of an industrial blanking processes. Cylindrical products are continuously separated from the sheet metal by means of an endurance test. According to Kubik et al. the process is divided into three phases considering the force curve [23]. During the punch-phase (I), the tool impacts the sheet metal and begins to deform the sheet elastically. As the tool continues to penetrate, the material is plastically deformed until the maximum shear stress is reached. At this point the material breaks which is indicated by an abrupt drop in the force curve. In the following push-phase (II), the tool pushes the workpiece out of the die and reaches the bottom dead center (BDC). In the final withdraw-phase (III), the backstroke movement of the ram pulls the tool out of the material which is represented by a drop in the force curve due to clamping effects. The springing back of the sheet metal strip against the lateral surface of the tool creates contact normal stresses which, in combination with the friction between the two partners, lead to these clamping effects.
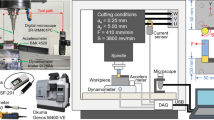
All the experiments are conducted on a Bruderer high-speed mechanical press (BSTA 810) at stroke height of 35 mm, strokes speeds of 690 strokes per minute (spm), a clearance of 0.15 mm and a feed rate of 10 mm per stroke. As a blanking tool a heat treated cylindric punch from micro-alloyed fine-grain steel (1.2379) with a diameter of 6 mm is used. Depending on the test configuration the tool material has a hardness according to Rockwell (HRC) of 50 HRC or 62 HRC. The blanking tool is shown in Fig. 3 and consists of a lower and an upper part, centered by four guiding columns.

Blanking tool with integrated optical system and sensor for process force acquisition
To measure the process forces uniaxial piezo-electrical force washer (Kistler 9051C) with a nominal force of 120 kN was integrated into the direct force flux of the upper tool. An industrial camera (BASLER a2A1920-51gmPRO) combined with a 25 mm fixed focal length lens (Ricoh FL-CC2514-2M) is used for image acquisition. The image sensor is based on CMOS technology and provides a resolution of 1920 \(\times\) 1200 pixels. A customized screen consisting of 66 LEDs with a power of 17 W was integrated to illuminate the blanking tool. The diodes are arranged in a 120° arc around the tool in combination with an acrylic diffuser screen to provide uniform illumination. The camera and force sensor are triggered by an inductive sensor. An exposure time of 50 µs and hardware triggering of the camera at the top dead center (TDC) of the ram ensures stable image acquisition up to 700 spm.
It should be noted at this point that the results of this study refer to conventional steels according to DIN EN 10020 [20]. Non-metallic materials such as copper, nickel, or aluminum, which forms of wear differ from those of conventional steels, are not considered. To cover a wide range of conventional steels and to generalize the results, two steels with highly deviating properties were selected. One is a cold-rolled steel DC01 (1.0330) is selected. As DC01 offers a good formability, it is often used to produce deep-drawn components (caps, car body parts, sleeves, etc.). On the other hand, a fine-grained high-strength steel Rawael80 is selected. Due to its high strength and hardness, Rawael80 is often used to produce highly stressed components. The properties of both materials are summarized in Table 1. During the endurance tests, the tool and press parameters are kept constant. Only the material and hardness of the blanking tool are varied. The two test configurations investigated in this study are described in Table 2. The tests are stopped only for an optical measurement of the tool or coil change. No lubricant is added during the tests, so that there is only initial lubrication on the sheet metal. The test series are stopped when a critical wear condition is reached. This results in a different number of strokes for the two test configurations.
2.2 Data-based description of wear
The process force is acquired via a piezoelectric force washer in the upper part of the tool (see Fig. 3) with a sampling frequency of 25 kHz. The measuring range is limited by an inductive sensor to a range of 150°–210°, giving approximately 510 data points per time series. With respect to the two test configurations, this results in the force matrices \({\mathbf{X}}^{(\mathrm{I})}\in {\mathbb{R}}^{116626\times 510}\) and \({\mathbf{X}}^{(\mathrm{II})}\in {\mathbb{R}}^{280091\times 510}\). Before the feature extraction step, the generated matrices are scaled, and offsets are removed. According to the work of Hohmann et al. engineering features are extracted from the force curves considering a separation into three phases [18]. Within the force curve characteristic points are determined to define the start and end points of each phase. These points serve as a basis for deriving the engineered features which are described by the length, maximum and work in each phase as well as the gradient in the initial punch-phase.
Figure 4 shows the mean force curve and the standard deviation for the test configuration I (reference) and the dimension of the extracted engineering features. It should be noted that, unlike the work of Kubik et al. and Hohman et al., only the maximum force \({F}_{\mathrm{max},i}\) and the work done \({W}_{i}\) in each phase as well as the gradient \(\delta\) during the punch-phase are considered, where the subscript \(i\in \{1,2,3\}\) defines the three phases.

Extracted features from process force
The current tool state is captured by the optical system for each stroke at the TDC. After the acquisition step, the raw images are cropped to a size of 600 \(\times\) 800 pixels and an adaptive histogram equalization is applied to improve the contrast [21]. Finally, the images are available in a gray scale range from 0 to 1 in the form \(\mathbf{I}{\in {\mathbb{R}}}^{116626\times 600\times 800}\). To derive features from the images that directly quantify the different forms of wear a Canny filter is applied [22]. The Canny filter is based on a Gaussian filter for noise reduction and a Sobel operator for edge detection. Through a convolution operation the Sobel operator calculates the partial gradient of each pixel in two dimensions. A high gradient between pixels is evaluated as an edge, with a custom threshold to be chosen. Figure 5 shows the steps in processing the images leading to produce a representation where all white colored edges have a value of 1.

Extracted features from blanking tool
Finally, image-based features are extracted from the tool contour (see Fig. 5). They describe the forms of wear by the face wear length \({l}_{\mathrm{face}}\), the lateral wear length \({l}_{\mathrm{lat}}\), the wear surface \(A\) and the diameter reduction \(\Delta d\) quantifying the wear state of the tool, where the diameter reduction is calculated as the difference between the initial diameter \({d}_{0}\) (unloaded area of the lateral surface) and the lateral surface diameter \(d\) which is in contact with the sheet. In the absence of lubrication, tribochemical reactions are negligible and the main mechanisms leading to these forms of wear are abrasion, adhesion and surface breakdown. As a direct result of the combination of wear type and wear mechanism, the geometric shape of the tool changes. This degradation of the tool is mainly due to a change in the clearance and cutting edge and is described by the form of wear. Figure 6 illustrates the main forms of wear during the blanking process caused by the interaction between the wear mechanism and the type of wear.

Correlation between the form of wear and geometrical parameters of the blanking tool
3 Evolution of wear during blanking
The following section presents the results for the two test configurations. Following the procedure in Fig. 2, image-based features (see Fig. 5) are derived during the experimental test series. To establish a correlation between tool degeneration and the force-based features, the tool is optically inspected once before, during and after the experiments. A confocal microscope (µSurf Expert) and a macroscopic SEM (Jeol JSM 6610LV) are used to examine the lateral surface.
3.1 Test configuration (I) DC01 HRC50
By integrating the optical system, a stroke-by-stroke measurement of the tool wear is achieved. The qualitative progression of wear is shown in Fig. 7a after 0, 50,000 and 100,000 strokes. Two dominant forms of wear can be seen in this plot, grooves (sliding abrasion) and chipping (surface breakdown) on the lateral surface. In addition, a conglomerate of particles at the end of the actively loaded lateral tool surface is found. Closer examination of the tool surface reveals that two wear mechanisms are responsible for the particle conglomerate. The confocal microscope and SEM images in Fig. 7b show that in the region of the reversal point, particles are torn off, resulting in crater-like chips. These were caused by alternating stresses in this area of the tool combined with adhesion. A similar phenomenon is shown by Luo, who investigated the effect of tool and die geometry and surface treatment methods on the life of piercing tools [23]. He showed that chipping occurs on the tool due to repeated impact loads or thermal shocks. In addition, if the surface of the tool is too rough or if the initial manufacturing process results in turning feed marks, the formation of adhesion is inhibited, and the occurrence of chipping is increased. Small initial cracks are widened by the tendency of the friction partners to stick together. As a result, adhesion serves as a catalyst for surface breakdowns.

Evolution of wear (a) and abrasion as well as chipping on the lateral surface of the blanking tool (b)
Therefore, at the beginning of the tests, the lateral surface tends to adhesion. Figure 8 shows the adhesions after 800 and 5000 strokes, as well as the confocal image of the tool surface at this point. As the initially tight clearance narrows further due to the adhesions, high contact stresses occur. This, combined with the high dwell times at the reversal point, reinforces atomic scale bonding and adhesion formation. Over time, however, these bonds are broken by the oscillating motion of the ram, leaving a cratered area. As a result, work hardened particles are released into the system.

Adhesions on the lateral surface of the blanking tool
The particles are dragged along the lateral surface of the tool. Due to the relative movement between the tool and the sheet, the particles act like an abrasive that furrows the surface and removes it away over time. Figure 9 shows the decreasing diameter of the tool as a function of the number of strokes. Over time the effect of an increased clearance dominates, and the contact normal stresses are reduced, so that adhesive formations disappear. In contrast, there is no wear on the cutting edge of the tool, so that \({l}_{\mathrm{lat}}\), \({l}_{\mathrm{face}}\) and \(A\) remain constant.

Trend of diameter reduction \(\Delta d\) for test configuration I over the number of conducted strokes
3.2 Test configuration (II) Rawael80 HRC62
Figure 10 depicts the wear evolution for test configuration II after 0, 100,000 and 250,000 strokes. In contrast to test configuration I, a significant rounding at the cutting edge is seen. A closer look at the lateral surface of the blanking tool reveals a change in diameter. As in test configuration I, the tool diameter initially increases slightly during the first few strokes due to the adhesion on the lateral surface, before decreasing to \(\Delta {d}_{\mathrm{max}}\) = − 37.2 µm at the end of the experiment. As the tool material is a heat-treated steel 1.2379 with a hardness of 62 HRC, the subsequent reduction in diameter is less pronounced. In addition to the adhesion, the trend of \(\Delta d\) confirms a reduction in diameter due to sliding abrasion (see Fig. 11).

Evolution of wear for test configuration II (Rawael80 HRC62)

Trend of diameter reduction \(\Delta d\) for test configuration II over the number of conducted strokes
In addition to the reduction in diameter, a rounding of the cutting edge was observed despite the high hardness of the tool material. Figure 12 quantifies this effect and shows the starting point of significant material loss at 57,000 strokes.

Evolution of the wear surface \(A\) as well as the lateral \({l}_{\mathrm{lat}}\) and face \({l}_{\mathrm{face}}\) wear length for test configuration II
Although loose particles are found in the system of test configuration I and sliding abrasion occurs, no rounding of the cutting edge was detected. This leads to the conclusion that another wear mechanism, surface breakdown, must be responsible. This hypothesis is supported by the sudden rounding of the cutting edge that occurs later in the experiments. A cyclic occurrence of high contact normal stresses leads to cumulative material fatigue. In the macroscopic space, these cyclic stresses are only elastic, but in the microscopic space they activate dislocations in the material. These dislocations accumulate at obstacles and reduce the energy absorption capacity. Over a large number of cycles, the material fatigues and is prone to microcracking, which propagates through the material [5]. When cracks meet, particles break out of the material and cause surface breakdown. Brittle materials are particularly susceptible to this wear mechanism. They allow less dislocation in the material due to low ductility and resistance to crack propagation. Consequently, a hard tool material and a delayed onset of wear at the cutting edge indicate the occurrence of surface breakdown. This hypothesis is confirmed by SEM images taken around the cutting edge as shown in Fig. 13 for an initial condition (left) and a worn condition after 200,000 strokes (right). At a zoom factor of 50, the face and lateral surface of the tool are shown, with the red line marking the path of the cutting edge. In the initial state, grooves resulting from rotational grinding during the tool manufacturing are detected. In the worn condition, the initial grooves on the lateral surface have broken up into wide grooves. At the contact line between lateral and face area of the tool, there is a tendency for chips to move towards the cutting edge. It is expected that the initial grinding process on the lateral surface reinforces the surface breakdowns through a notch effect.

SEM images of lateral and face are of blanking tool for an initial as well as a worn tool state
4 Process force-based wear detection
The results in Sect. 3 demonstrate that for cold-rolled steels the forms of wear surface breakdowns at the reversal point, adhesions and grooving at the lateral surface, and a rounding at the cutting edge dominate. To inline quantify these forms of wear, features are extracted from the process forces.
4.1 Abrasion and adhesion on the lateral tool surface
Figure 14a shows that the maximum process force is directly related to the reduction of the tool diameter. Above 35,000 strokes there is a strong linear correlation described by a Pearson coefficient of approximately 1. As the clearance increases, the stress state at the cutting edge is pushed further towards higher tensile stresses. As a result, the shear fracture limit is shifted to lower values, so that less process force is required to separate the material. Only at an early stage of the tool life (up to 50,000 strokes) do the two curves differ. This is due to the presence of adhesion in the upper part of the lateral surface (near the reversal point). This results in an increase in diameter. By the time the sheet metal comes into contact with the adhesive on the lateral surface, the cutting edge of the tool has already penetrated all the way through the material. Therefore, adhesion on the lateral surface does not affect the force curve in the punch-phase. In contrast, the withdraw-phase correlates with the formation of adhesion, as shown in Fig. 14b. A narrow clearance causes friction between the sheet metal and the lateral surface. This leads to higher frictional forces as the tool is pushed through (push-phase) and pulled back (withdraw-phase). As the number of strokes increases, abrasion on the lateral surface dominates, the diameter continues to decrease, and the effect of friction is reduced. Over time the surface becomes fissured and rough, so that a part of the work done in the withdraw-phase remains due to friction. However, this effect tends to decrease with increasing abrasion on the lateral surface.

Correlation between process force-based feature \({F}_{\mathrm{max}}\) as well as \({W}_{\mathrm{with}}\) feature and diameter reduction \(\Delta d\)
4.2 Rounding of cutting edge area
As shown in Fig. 15, the work done in the punch-phase directly follows the wear surface \(A\) and the associated rounding of the cutting edge caused by surface breakdown (\(\rho\) = 0.97). Due to the wear on the cutting edge, the work done \({W}_{\mathrm{punch}}\) in the punch-phase increases. The rounded cutting edge causes a superimposition of tensile and compressive stresses so that the stress state during the forming procedure is shifted into the area of compressive stresses. Since stress peaks are reduced plastic deformation capacity increases and the shear fracture limit is shifted to higher values. Consequently, the material is able to tolerate a higher plastic defamation, the punch-phase is extended, and more energy has to be provided to the system in order to separate the material. Since a significant rounding of the cutting edge is observes after 57,000 strokes (see Fig. 12), alternating loads in the area of the cutting edge, which accumulate over the conducted number of strokes, are responsible for the abrupt onset of this form of wear. As Fig. 15 shows, the abrupt jump in the force curve correlates with the area of wear. After the jump the work done during the punch-phase increases, but not to the same extent as the worn area. While the length of the punch-phase increases due to the extended plastic flow of the material, the maximum force decreases due to the reduction in tool diameter (widening of clearance). However, the effect of an extended punch-phase is greater than the reduced process force, so that the work done during the punch phase still increases.

Correlation between process force-based feature \({W}_{\mathrm{punch}}\) and wear area \(A\)
4.3 Surface breakdown on the lateral tool surface
In addition to the rounding of the cutting edge and the adhesion and abrasion on the lateral surface, chipping occurs around the reversal point (see Fig. 7). Two main effects are responsible for the chipping. On the one hand, there is a long dwell time between the sheet metal and the tool (the speed of the ram at the bottom BDC is close to zero), which allows chemical processes to take place that intensify the atomic bonding. On the other hand, reversing the direction of slide movement at the BDC causes the sheet to flip its direction of curvature, resulting in high contact stresses induced for a short time during the turnover. This effect is amplified at the beginning of the tool life when the clearance is small. The combination of long dwell times and high normal contact stresses at this time leads to adhesion. Over time, the atomic bonds are broken by the movement of the ram, resulting in chips on the tool surface. As Fig. 16 shows, this effect is represented by a short-term increase in maximal absolute withdraw force \({F}_{\mathrm{max},\mathrm{withdraw}}\).

Correlation between the formation of chippings and the abrupt rise in the absolute process force \({F}_{\mathrm{max},\mathrm{withdraw}}\) in the withdraw-phase
Thereby, \({F}_{\mathrm{max},\mathrm{withdraw}}\) is affected by the turnover of the sheet metal in the bottom dead center of the ram and the tearing out of the atomic bonding. The chipping effect is reduced as soon as a tear out saturation is reached. After that, the frictional forces caused by the sheet metal jamming (turn over effect of the sheet, increase in friction coefficient, sheet metal strip spring back) dominate.
4.4 Variation of material properties
A closer look at the remaining force-based features shows that, in addition to quantifying different forms of wear on the blanking tool, inline detection of material properties is achievable. A direct correlation is established between the force gradient during the punch-phase and the properties of the sheet metal (tensile strength \({R}_{\mathrm{m}}\)). The gradient quantifies the stiffness of the system, which is made up of the stiffness of the sheet metal and the stiffness of the tool. While the stiffness of the tool (consisting of press, die, force washer, etc.) remains constant, only the stiffness of the sheet metal varies, which is explained by two effects. On the one hand, the geometric dimensions of the blanking tool vary, resulting in an increase or decrease in the clearance. As the clearance increases, the effective surface area (surface in contact with the sheet) is also reduced. As the clearance increases, the free length of the sheet (contactless length between the die and the punch) increases, resulting in higher deflections characterized by a flattened gradient. On the other hand, the material properties of the sheet have a direct influence on the resistance to shear deformation. Thus, higher tensile strengths and thus higher material hardnesses shift the gradients to higher values. As Fig. 17 shows, material properties have a significant effect on the gradient \(\delta\). Each discontinuity represents a coil change where the sheet is represented by a different set of material properties. To determine the actual material properties, the hardness of the material was measured in subsequent tests and converted to tensile strength. The actual tensile strength \({R}_{\mathrm{m}}\) is shown in the figure as an average for each coil with error bars. 16 hardness measurements were taken for each coil. The qualitative similarity in Fig. 17 between the tensile strength \({R}_{\mathrm{m}}\) and the gradient \(\delta\) is also confirmed quantitatively by the Perason coefficient, which is \(\rho\) = 0.98 for the correlation. In addition to the global change in material properties, there is also seen a slight linear trend in the gradient due to the geometric variation of the cutting tool (red dotted line). Due to abrasion and surface breakdowns, the effective face surface decreases over the tool lifetime, resulting in greater deflection of the sheet. As the variation in material properties is 8.5 times greater than the variation in effective face surface, it dominates the variation in gradient. Due to the measurement uncertainties that occur during hardness testing, a reliable estimation of local changes in material properties is only possible to a limited extent, but a global inline quantification by the gradient is possible.

Correlation between process force-based feature \(\delta\) and variation of material property tensile strength \({R}_{\mathrm{m}}\)
5 Conclusion
In this work, a framework for a process force-based wear monitoring system for blanking was proposed. A system has therefore been set up to optically measure real wear conditions in endurance tests on cold-rolled steels, providing the first insight into wear evolution over a period of several 100,000 strokes. These findings allow a qualitative assessment of the wear evolution, the wear type, and its localization on the tool. Four forms of wear, abrasion and adhesion on the lateral surface, chipping around the reversal point of the ram and abrasion on the cutting edge were identified. Table 3 summarizes these findings and gives an overview of the formation mechanism, the type of wear and the localization on the tool.
By optically measuring the evolution of wear in endurance tests, it has been demonstrated that the forms of wear identified in Table 4 change the effective surfaces of the tool and thus directly influence the geometric and functional properties of the product. Depending on the type of wear and its localization, the force-based features maximal force in punch-phase \({F}_{\mathrm{max},\mathrm{punch}}\) and withdraw-phase \({F}_{\mathrm{max},\mathrm{withdraw}}\) as well as the work done in punch-phase \({W}_{\mathrm{punch}}\) and withdraw-phase \({W}_{\mathrm{withdraw}}\) were applied to monitor the actual wear condition. Figure 18 shows the features by which a particular form of wear is monitored and the strength of the correlation between the feature and the actual form of wear. It can therefore be seen that wear in cold rolled steels is not a singular phenomenon and changes over time. The control of wear to avoid tool degeneration and product degradation must be considered holistically and is not possible with conventional methods of monitoring singular wear phenomena using empirical approaches. Instead, it is necessary to detect the various forms of wear inline using feature-based monitoring. This will provide new insights into the formation and localization of the forms of wear that occur during the process, which can be used to adapt the active surfaces of stamping tools in future design phases. On the one hand, it is possible to quantify inline the wear phenomena occurring during the process at an early stage. This allows unnoticed changes in the tool to be detected and compensatory measures to be initiated without too much latency.

Correlation between force-based features and image-based quality parameters on the blanking tool
In order to further investigate the transferability of the proposed monitoring method, a systematic transfer to other material classes (aluminum or copper-based materials) is necessary. Furthermore, the investigations have shown that temperature can have an influence on the evolution of wear. A deeper understanding of the temperature evolution in real blanking processes is therefore to be investigated in further work.
Data, material, and code
The authors guarantee no availability of data, material and code.
References
Subramonian S, Altan T, Campbell C, Ciocirlan B (2013) Determination of forces in high speed blanking using FEM and experiments. J Mater Process Technol 213:2184–2190. https://doi.org/10.1016/j.jmatprotec.2013.06.014
Lange K (1985) Handbook of metal forming. McGraw-Hill, New York
Maeda T, Matsuno K (1967) Wear on shearing tools: wear on cutting edges of blanking tool for square parts. J Jpn Soc Mech Eng 10:197–205. https://doi.org/10.1299/jsme1958.10.197
Czichos H, Habig KH (2015) Tribologie-Handbuch: Tribometrie, Tribomaterialien, Tribotechnik. Springer Fachmedien, Wiesbaden
Hutchings I, Gee M, Santner E (2006) Friction and Wear. In: Czichos H, Saito T, Smith L (eds) Handbook of Materials Measurement Methods. Springer Fachmedien, Berlin, pp 685–710
Cha WG, Hammer T, Gutknecht F, Golle R, Tekkaya E, Volk W (2017) Adaptive wear model for shear-cutting simulation with open cutting line. Wear 386–387:17–28. https://doi.org/10.1016/j.wear.2017.05.019
Kubik C, Molitor DA, Becker M, Groche P (2022) Knowledge discovery from time series in engineering applications using machine learning techniques. J Manuf Sci Eng 144:1–33. https://doi.org/10.1115/1.4054158
Çöl M, Kir D, Erişir E (2013) Wear and blanking performance of AlCrN PVD-coated punches. Mater Sci 48:514–520. https://doi.org/10.1007/s11003-013-9532-3
Subramonian S, Altan T, Ciocirlan B, Campbell C (2013) Optimum selection of variable punch-die clearance to improve tool life in blanking non-symmetric shapes. Int J Mach Tools Manuf 75:63–71. https://doi.org/10.1016/j.ijmachtools.2013.09.004
Hernández JJ, Franco P, Estrems M, Faura F (2006) Modelling and experimental analysis of the effects of tool wear on form errors in stainless steel blanking. J Mater Process Technol 180:143–150. https://doi.org/10.1016/j.jmatprotec.2006.05.015
Falconnet E, Makich H, Chambert J, Monteil G, Picart P (2012) Numerical and experimental analyses of punch wear in the blanking of copper alloy thin sheet. Wear 296:598–606. https://doi.org/10.1016/j.wear.2012.07.031
Cheon S, Kim H (2016) Prediction of tool wear in the blanking process using updated geometry. Wear 352–353:160–170. https://doi.org/10.1016/j.wear.2016.01.024
Kubik C, Becker M, Molitor D-A, Groche P (2022) Towards a systematical approach for wear detection in sheet metal forming using machine learning. Prod Eng Res Devel 17:21–36. https://doi.org/10.1007/s11740-022-01150-x
Bergs T, Niemietz P, Kaufman T, Trauth D (2020) Punch-to-punch variations in stamping processes. In: 2020 IEEE 18th world symposium on applied machine intelligence and informatics, pp 213–218. https://doi.org/10.1109/SAMI48414.2020.9108761
Unterberg M, Voigts H, Weiser IF, Feuerhack A, Trauth D, Bergs T (2021) Wear monitoring in fine blanking processes using feature based analysis of acoustic emission signals. Procedia CIRP 104:164–169. https://doi.org/10.1016/j.procir.2021.11.028
Lee WB, Cheung CF, Chiu WM, Chan LK (1997) Automatic supervision of blanking tool wear using pattern recognition analysis. Int J Mach Tools Manuf 37:1079–1095. https://doi.org/10.1016/S0890-6955(97)88104-7
Li CJ (2006) Signal processing in manufacturing monitoring. In: Wang L, Gao RX (eds) Condition monitoring and control for intelligent manufacturing. Springer, London, pp 245–265
Hohmann J, Schatz T, Groche P (2017) Intelligent wear identification based on sensory inline information for a stamping process. In: 2017 Proceedings of 5th international conference on advanced manufacturing engineering and technologies, pp 285–295. https://doi.org/10.1007/978-3-319-56430-2_21
Kubik C, Hohmann J, Groche P (2021) Exploitation of force displacement curves in blanking–feature engineering beyond defect detection. Int J Adv Manuf Syst 113:261–278. https://doi.org/10.1007/s00170-020-06450-z
German Institute for Standardization (2000) DIN EN 10020: definition and classification of grades of steel
Hummel R (1977) Image enhancement by histogram transformation. Comput Graph Image Process 6:184–195. https://doi.org/10.1016/S0146-664X(77)80011-7
Canny J (1986) A computational approach to edge detection. IEEE Trans Pattern Anal Mach Intell 8:679–698. https://doi.org/10.1109/TPAMI.1986.4767851
Luo SY (1999) Effect of the geometry and the surface treatment of punching tools on the tool life and wear conditions in the piercing of thick steel plate. J Mater Process Technol 88:122–133. https://doi.org/10.1016/S0924-0136(98)00375-6
Acknowledgements
The results of this paper are achieved within the project Mittelstand-Digital Zentrum Darmstadt funded by the German Federal Ministry for Economic Affairs and Climate Action (BMWK) and the German Federation of Industrial Research Associations (AiF) within the framework of project no. IGF 22036 N. The authors wish to thank for funding and supporting this project. Furthermore, the authors would like to thank Bruderer AG for providing the high-speed press BSTA 810-145, Dayton Progress GmbH for providing the blanking tools and Kistler AG for providing measurement equipment under challenging circumstances.
Funding
Open Access funding enabled and organized by Projekt DEAL. The results of this paper are achieved within the project Mittelstand-Digital Zentrum Darmstadt funded by the German Federal Ministry for Economic Affairs and Climate Action (BMWK). The authors wish to thank for funding and supporting this project. Furthermore, the authors would like to thank Bruderer AG for providing the high-speed press BSTA 810–145, Dayton Progress GmbH for providing the blanking tools and Kistler AG for providing measurement equipment under challenging circumstances.
Author information
Authors and Affiliations
Contributions
All authors contributed equally to the work.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Consent to participate
Informed consent was obtained from all individual participants included in the study.
Consent to publish
The publisher has the permission of the authors to publish the given article. The authors declare that this manuscript is original, has not been published before and is not currently being considered for publication elsewhere.
Generative AI in scientific writing
During the preparation of this work, the authors did not use any AI-assisted technologies to optimize the writing process. Nevertheless, the author(s) have reviewed and edited the content as necessary and take full responsibility for the content of this publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kubik, C., Groche, P. Force-based inline detection of wear evolution during blanking of cold rolled steels. Prod. Eng. Res. Devel. 18, 709–720 (2024). https://doi.org/10.1007/s11740-023-01238-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-023-01238-y