
Abstract
Due to new requirements regarding the efficiency of electrical machines it is necessary to steadily improve machine concepts or create new ones. Therefore, manufacturing technology has to be continuously improved, adapted or developed new. Forming technology offers an excellent opportunity to implement components for highly efficient electrical machines through its advantages regarding high productivity and high degree of material usage. This paper presents a new method for bending complete stacks of grain oriented electric sheets for use as radially laminated modules in an innovative machine concept with flux barriers. First, the principle of electric drives with flux barriers and the arrangement of the new radial lamination are explained. Then, practical preliminary studies concerning the bending of single sheets are performed. Based on this, the process and tooling for bending of pre-stacked sheets is developed and analysed. Accordingly, an increase in material utilisation of about 30% can be expected compared to classically designed stators. Furthermore, the use of the radially laminated stator principle increases the slot area by about 20% which makes it possible to insert more copper into the slot and thus increase the efficiency of the machine during operation. After validation of the process chain with a demonstrator motor and description of several manufacturing and quality improvements, finally, an outlook is given, and possible further research approaches are discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Social and political trends, such as sustainability and climate protection, require optimized products. Considering the mobility industry as an example, a clear trend towards electrical vehicles can be observed over the last years, which contributes to a strongly increasing request for highly efficient electrical machines fulfilling legal requirements especially in the power range of 0.75–375 kW. As such machines have already accomplished high level of technology maturity, significant efficiency improvements can only be achieved by disruptive changes of the machine concept.
In order to validate the improvements based on prototypes and to provide a basis for future series production of new machine concepts, adapted and optimized manufacturing processes capable of producing new components in a resource efficient way are required. Here, highly flexible and simple setups are beneficial, because they allow easy adaptation of the concepts to different sizes and series of machines.
This paper presents a new forming concept developed for manufacturing an innovative stator sheet lamination, which enables geometrically accurate forming of several stacked electrical sheets at the same time. Thus, geometric tolerances match ideally, which facilitates assembly of the machine and reduces scrap and rework. At the same time the cycle time and tooling effort can be significantly reduced by this parallelization of bending processes. The produced so called U-modules consisting of several bent sheets are assembled in a demonstrator machine, proving the general feasibility of the new machine concept in terms of production technology.
2 Innovative motor concept and resulting challenges for stator manufacturing
In [1, 2] a novel and very promising topology for an electric machine is shown. The idea of this machine concept is based on the insights presented in [3,4,5]. The essence of the design concept is the avoidance of those harmonics that have a negative effect on the efficiency of the machine. To avoid them and to raise the working harmonic at the same time, the iron yoke of the electric machine is interrupted several times, thus blocking the electromagnetic flux at these so-called flux barriers. For the implementation of this principle, the classic axially stacked structure, presented in Fig. 1a, can be replaced by individual W-modules, see same figure (b). As a consequence, nearly equal modules can be used for different outer diameters of the stator. This opens up new possibilities regarding modular design of electric machines, which facilitates economic and flexible manufacturing of electric machines with improved efficiency at the same time.
An interesting option for further increasing the efficiency of the machine is to replace the axially stacked modules made of classical non-grain-oriented electrical sheet by radially laminated U-modules made of grain-oriented sheet, Fig. 1c. This change has advantages in the radial conduction of the electromagnetic flux. According to two-dimensional numerical calculations this approach promises to reduce iron losses of the whole machine by 10–20% [6, 7]. However, this benefit of radial lamination with flux barriers might be overestimated, as the two-dimensional simulation obviously neglects potentially occurring axial eddy currents and corresponding iron losses in the U-shaped modules [2]. Latest results [8] for investigating this matter show that without additional axial subdivision of the stator laminations for the dimension of the demonstrator machine, iron losses in the range of 700 watts would have to be expected. Furthermore, higher iron losses are to be expected when using thinner and thus more sheets with that stator concept of radially laminated but axially aligned sheets. The reason for this is simply the number of open sheet edges which may favour eddy currents in the axial direction—therefore a smaller number of thicker sheets is advantageous at this point.

Evolution of machine design, arrows show the lamination direction: a classic design with axial sheet lamination; b classic design with flux barriers; c innovative design with flux barriers and radial lamination
In conventional stator manufacturing, punched and cut electrical steel sheets are stacked axially by means of die cut packaging. Die cut packaging is a standard process in which non-grain-oriented electrical steel is used. However, the radical design change necessitates adaptation of the semi-finished parts and the manufacturing technologies for stator production. The flat sheets with complex cutting geometry used to build up the stator stack in the original design are replaced by sheets with simpler (i.e. rectangular) cutting geometry, but featuring a curvature. Consequently, the cutting tools will get simpler, but an additional bending step will be necessary to complement the process chain and assembly of the stator will become more complex as the simple stack of flat sheets is replaced by circular arrangement of U-modules each consisting of several bent and nested sheets. In [9], a motor with a similar topology (radially stacked sheets but no flux barriers) is manufactured with help of very basic prototypical tools. Up to now, no reliable solution for the technical implementation via flexible and efficient manufacturing processes is available. This entails the necessity of producing bent sheets that fit perfectly into each other. The forming of individual sheets with different bending radii causes different degrees of springback and corresponding geometric inaccuracies. Therefore, the aim of this study is to develop a technology and corresponding tooling, which is suitable for simultaneous bending of ten pre-stacked sheets to U-shaped modules. This approach also allows reducing toolings costs significantly, because only one tool is necessary instead of multiple tools with corresponding bending radii for each individual sheet. The bending process must be gentle to the surface, as any damage of the insulating coating of the sheets must be avoided and the tools should be simple and flexible in order to avoid extensive increase of manufacturing costs compared to the original stator design.
3 Preliminary studies considering bending of individual sheets
Significant parameters to be considered in the design of the tooling for the stack-bending process are the overbending angle and the bending radius. In order to set these parameters, preliminary tests on individually bent sheets were carried out before [2]. In the first step, bending tests with different bending radii and sheet thicknesses were realized for the purpose of analysing and quantifying the springback for the grain-oriented material power core CRGO from the manufacturer Thyssen Krupp Electrical Steel. The standard sheet thicknesses of 0.35 mm of the supplier for electric machines and the thinner 0.2 mm thickness for a higher degree of avoiding eddy currents were purchased as strip material, cut to size by shearing and formed by bending. The bending radii R were chosen between 1 and 20 mm (R1, R2, R5, R10, R20). The smallest R1 is chosen as a minimum value in relation to the corresponding sheet thickness that can be reliably bent without cracks. The largest R20 was based on the geometry of the U-modules of the demonstrator machine, which have only one bend. For this purpose, simple tools featuring different bending radii shown in Fig. 2 were applied.

a Bending tools; b principle of bending sequence
For the bending of the tests sheets the two radii are bent subsequently as shown in Fig. 2b. First the specimen is fixed to the tool and one 90° bend is made around the side of the tool featuring the bending radius. Then the specimen is rotated and fixed again before the second 90° bent is made. The resulting bending angles after springback are measured and the results are shown in Fig. 3 as a function of the bending radius. As expected, the resulting angle increases with decreasing bending radius and increasing sheet thickness.

Bending angle after springback as a function of the bending radius for different sheet thicknesses
Based on these results U-shaped components with an accurate width of 80 mm and accurate bending angles of 90° , but varying bending radii were produced for so-called Epstein-tests, as described in [2]. From these tests the magnetic properties as a function of the bending radius were obtained at the different frequencies of 50, 400, 700 and 2000 Hz and the magnetic flux density in the range from 0.1 to 1.8 T. The results show, that power losses generally increase with higher flux densities. With increasing bending radius, the losses also increase slightly. The reason for this is the bending length. With smaller radii, the bending length is less, which has a positive effect on the magnetic properties of the sheet [2].
As a result of these tests a bending radius of 1 mm for the innermost sheet and a sheet thickness of 0.35 mm were selected for the investigation of the stack bending. These parameters combine minimum springback and best magnetic properties. At the same time the relatively low number of sheets (compared to a stack of similar height but consisting of sheets with lower thickness) reduces the iron losses in the stator and the large surface of the outermost sheet on the outer radius of the stator allows good heat transfer to the housing of the electric machine, see Fig. 4. Here the principles of the classic axially and the radially laminated U-module arrangement without outer housing is shown. Two U-module stacks each form a W-module around which a phase is wound. The generated motor heat, illustrated by coloured arrows, can easily dissipate along the large surface on the backside of each module. Another advantage of the new machine concept is the enlarged cross sectional area of the slot with 574 mm\(\square\) compared to 335 mm\(\square\) of the classic machine design because, more copper can be positioned in the slot. This fact reduces copper losses or allows the machine to be dimensioned smaller with the same power output. The larger slot area is possible because the grain-oriented sheet with smaller tooth width has similar magnetic conductivity compared to the axially laminated stator.

Comparison of slot sizes and advantages of the demonstrator flux barrier stator and winding principle without outer housing
4 Simultaneous bending of pre-stacked sheets
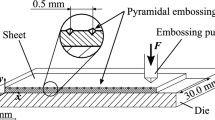
For the principal development of the technical implementation of the bending of U-shaped modules from pre-stacked sheets, at first a sequence of two consecutive bends was considered. This approach is similar to the one used for individual sheet bending described in Sect. 3. Here, the first bending operation can be realized as a three-point die bending process as shown in the sketch in Fig. 5.

Sketch of three-point bending test with sheet stack
However, this leads to a gradation of the sheet ends due to the geometric correlations. The innermost sheet receives the bending radius of the punch (i. e. 1 mm in this case). For each additional sheet added to the outside, the bending radius is increased by one sheet thickness (+0.35 mm). The resulting increase in circumference in the bending area leads to a displacement of the bending flange and finally to a stepping of the sheets, see Fig. 6, left.

Left: stepping of sheets after first bend and prognosis of material movement within second bend; right: two bends at the same time in a die
When the second bending operation was carried out in the same way as the first one, the described correlation between the position of the specific sheet layer and its length variation corresponding to the individual bending radius would cause lateral movement of the individual sheet layers. Consequently, gaps between the sheet layers and strong deviations from the target geometry would occur [2]. These considerations clearly show that for bending of U-shaped modules from pre-stacked sheets bending in two sequences is not effective, but both bends must be produced simultaneously. Die bending, see Fig. 6, right, would be an option if the coating could withstand the tribological surface stress, but as shown in [2] this is not the case.
Therefore, a setup and tooling that avoids any relative movement of tool and workpiece surfaces was developed, see Fig. 7. The implementation of rotatable jaws with plastic inlets contribute further to gentle and surface-friendly bending process without large relative movement between tool and sheet stack. First a straight stack of sheets is positioned in the middle of a sliding die insert (start). A punch coming from above pushes the slide into the basic tool and this causes the rotatable jaws to be swung upwards around the center of rotation. This rotary movement bends the stack simultaneously left and right to the finished U-module (end).

Developed forming tool for bending U-shaped modules from pre-stacked sheets with rotating jaws
When comparing the U-shaped modules produced by simultaneous bending of both sides of pre-coated and pre-stacked sheets using the specifically developed tool to the individually bent sheets described in Sect. 3, lower springback was observed. Figure 8 illustrates this effect based on exemplary results for the springback of the individually bent sheets and the respective inner sheet of the stack. In all cases a bending angle of 90° without any overbending was considered. It can be clearly seen that the springback of the individually bent sheet is significantly larger than the springback of the equivalent sheet from the stack supported by the outer sheets during forming. At a bending radius of 1 mm, the resulting angle is approx. 98°. If the bending radius increases, the difference becomes smaller and drops to approx. 91°at a bending radius of 10 mm. This indicates that the influence of the additional sheets with their respective thickness of 0.35 mm becomes smaller and smaller as the bending radius is increased. Consequently, the greatest benefit of bending pre-stacked sheets is at low bending radii in relation to sheet or stack thickness. The springback obviously depends to a large extent on the local strain and an occurring support effect of the outer sheets, which leads to a superposition of compressive stress in the inner sheets during bending. Larger local strains with more plasticized material volume generally lead to greater springback, which will be considered in more detail in the following.

Springback depending on bending radius, single sheet vs. sheet stack (thickness 0.35 mm)
To gain deeper understanding of the reason for the increased springback after single sheet bending, numerical calculations were performed using the conventional FE software DEFORM-2D. For this purpose, a schematic bending test of a single sheet (sheet thickness 0.35 mm) and a stack of 3 sheets was modeled. The friction coefficient between these sheets was 0.2, and 7500 nodes with 7000 elements were calculated implicitly. The sheet was modeled using the sheet thickness with 16 rectangular elements, resulting in an element edge length of \(21~\upmu\)m. A sample inner bending radius of 1 mm was used. The material card used was taken from DEFORM for this initial estimate of the effects that will occur. The sheet was held by a fixed lower tool. Bending was performed with a flexible bending jaw that rotated around the inner radius at a defined distance. All tool components involved were modeled as rigid bodies. The stress and Mises equivalent strain in the sheet were evaluated. The numerical results after bending are shown in Fig. 9.

Simulation results: comparison of a stress and b strain distribution after bending of single and 3 pre-stacked sheets; c diagram explaining the relation of flow curve and springback
Figure 9a compares the stress between a single sheet and a stack. There is already a difference in the maximum stress. It is locally much higher in the outer areas of the single sheet and reaches a maximum of about 400 MPa. In the stack, the stress is clearly distributed. The outer sheet has significantly less stress in the outer zone of the material. The maximum here is approx. 300 MPa. The generally lower stress level in the sheet stack already indicates lower local plastic deformations in the material. This becomes even more apparent when the resulting strains are evaluated in Fig. 9b. This shows that the outer sides of the single sheet have very high local strains of about 14.5%. In the stack, the strain is much more widely distributed. The side to the inner radius also has high strain, but the outside of the stack has much lower strain with a maximum of 7.5%. In addition, the simulation showed that during the bending of the single sheet, the sheet is continuously lifted and repositioned during forming. This free forming, without hydrostatic pressure on the outside of the sheet, is likely to lead to the increased strain values on the outside of the single sheet. However, there is no lift-off when forming the sheet stack. Here, the outer sheets, with their effectively larger bending radii due to the increased distance from the inner radius, support the inner sheet and prevent discontinuous forming here. The superposition of stresses in the stack and the resulting hydrostatic pressure on the inner plates results in a more homogeneous deformation and the strain and stress distribution shown. The increased local strain seems to be the reason for the increased springback of the single sheet. Higher plastic strain in the material results in higher springback. This is evident from the stress–strain diagram in Fig. 9c. The values \(\epsilon _1\) and \(\epsilon _2\) are two fictive points on the curve with different plastic strains. Subtracting the Young’s modulus of the material after forming will change the amount of elastic strain remaining in the material. The fraction of the elastic deformation \(\epsilon _{el}\) that remains in the material increases as the plastic strain increases, so that \(\epsilon _{2,el} > \epsilon _{1,el}\). This means that higher local elongation or deformation must result in higher sheet springback. Referring to the numerical and experimental results, it is said that the stacked sheets, especially the outer sheets with their much lower local strain, spring back less. As a result, the outer sheets support the inner sheets, resulting in superimposed compressive stresses. Consequently, the springback of the stack must be lower than that of the single sheets, which was also observed in the experiment. In summary, the simulation can thus provide a good explanation for the lower springback of the sheet stacks.
5 Implementation of the concept, challenges and improvements
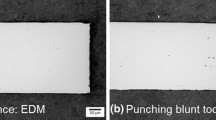
As described in [2] for final manufacturing of the whole stator, electrical sheet strips of the same length have been used to manufacture the U-modules.. Due to the previously described expected high iron losses due to axially acting eddy currents, it was decided to divide the axial length of the sheets by 3. With a planned iron length of 80 mm for the demonstrator machine, each U-module now has a depth of 20 mm. It was subsequently necessary for correct length of each sheet strip to process the inner diameter of the stator by wire electrical discharge machining (EDM). The final stator before the insulation and winding process is shown in Fig. 10.

Demonstrator stator (a) with adapted inner contour via wire-EDM and b winding process
Regardless of the machining of the inner radius, the quality of the stacks has been significantly improved by the use of the developed bending technology compared to the first trials shown in [2]. The sheets touch each other continuously in the area of the radii and bending zone, whereas in the first tests they were spaced in the range of up to 0.5 mm. Due to the targeted overbending, the modules fit better into the intended cavities and are not pressed, which led to deviations in the bending angles of the innermost sheets in the range of up to 5°. This makes it possible to prevent the modules from fanning out during installation. By closing the gaps, expected negative influences on the electromagnetic properties can be avoided. Further improvements of the new motor principle are a higher degree of material utilisation in the stator manufacturing (>95% compared to 50-60% in classical stators) and enlarged slot spaces. The figures show a clear increase in the slot area in the stator. Thanks to the use of the newly developed forming technology, considerably more copper can be accommodated in the slot with the same slot fill factor what leads to reduced electric resistance and increasing efficiency respectively the possibility of a higher current and thus an increase in motor power. The next steps in the investigation of the new motor principle are the electrical connection, the potting of the winding and the final assembly of the machine to perform measurements to quantify the predicted efficiency increases on the running motor. Future fields of investigation should include studies on the implementation of a complete process chain with a reduced number of production steps and the application of the engine principle to other engine sizes, for example through modularisation.
Data availability
The datasets used and analysed during the current study are available from the corresponding author on reasonable request.
References
Bach M, Babl A, Gerling D (2020) Integration of forming manufacturing technology into the component production of innovative electric motor concepts. In: 2020 10th International Electric Drives Production Conference (EDPC), pp 1–6. IEEE, ???. https://doi.org/10.1109/edpc51184.2020.9388210
Babl A, Bach M, Schubert K, Gerling D, Krausel V, Gedan-Smolka M (2021) Current insights into the investigations on a new motor principle with radially laminated stator sheets, concentrated windings and flux barriers. In: 2021 11th International Electric Drives Production Conference (EDPC), pp 1–8. IEEE, ???. https://doi.org/10.1109/edpc53547.2021.9684215
Xu W, Zhu J, Zhang Y, Wang T (2011) Electromagnetic design and performance evaluation on 75 kW axially laminated flux switching permanent magnet machine. In: 2011 International Conference on electrical machines and systems. IEEE, ???. https://doi.org/10.1109/icems.2011.6073716
Xu W, Lei G, Wang T, Yu X, Zhu J, Guo Y (2012) Theoretical research on new laminated structure flux switching permanent magnet machine for novel topologic plug-in hybrid electrical vehicle. IEEE Trans Magn 48(11):4050–4053. https://doi.org/10.1109/tmag.2012.2195642
Chen H, Yan W (2018) Novel u-shaped structure switched reluctance machine with a module outer rotor. IEEE Trans Appl Supercond 28(3):1–6. https://doi.org/10.1109/tasc.2017.2769482
Dajaku G, Gerling D (2013) Different novel electric machine designs for automotive applications. In: 2013 World Electric Vehicle Symposium and Exhibition (EVS27). IEEE. https://doi.org/10.1109/evs.2013.6914993
Dajaku G, Xie W, Gerling D (2014) Reduction of low space harmonics for the fractional slot concentrated windings using a novel stator design. IEEE Trans Magn 50(5):1–12. https://doi.org/10.1109/tmag.2013.2294754
Babl A, Bach M, Gerling D, Dix M (2022) Further developments in the production of an innovative motor concept with radially laminated stator sheets and flux barriers. In: 2022 12th International Electric Drives Production Conference (EDPC). IEEE, ???. https://doi.org/10.1109/edpc56367.2022.10019757
Wang T, Liu C, Xu W, Lei G, Jafari M, Guo Y, Zhu J (2017) Fabrication and experimental analysis of an axially laminated flux-switching permanent-magnet machine. IEEE Trans Ind Electron 64(2):1081–1091. https://doi.org/10.1109/tie.2016.2587816
Acknowledgements
The authors thank the Federal Ministry for Economic Affairs and Climate Action (BmWK) for the support within the project 03ET1631 UMISTAB. It is funded by PTJ - Projektträger Jülich, in the framework of 6. Energieforschungsprogramm der Bundesregierung. Special thanks go to all project partners, without whose help the project would not have been possible.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bach, M., Psyk, V., Winter, S. et al. Research on the bending strategy for an innovative, ressource efficient stator design. Prod. Eng. Res. Devel. 18, 573–579 (2024). https://doi.org/10.1007/s11740-023-01235-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-023-01235-1