
Abstract
In recent years, the requirements for technical components have been increasing steadily. This development is intensified by the desire for products with lower weight, smaller size and extended functionality, but at the same time higher resistance against specific loads. Mono-material components manufactured according to established processes reach their limits regarding conflicting requirements. It is, for example, hardly possible to combine excellent mechanical properties with lightweight construction using mono-materials. Thus, a significant increase in production quality, lightweight design, functionality and efficiency can only be reached by combining different materials in one component. The superior aim of the Collaborative Research Centre (CRC) 1153 is to develop novel process chains for the production of hybrid solid components. In contrast to existing process chains in bulk metal forming, in which the joining process takes place during forming or at the end of the process chain, the CRC 1153 uses tailored semi-finished workpieces which are joined before the forming process. This results in a geometric and thermomechanical influence on the joining zone during the forming process which cannot be created by conventional joining techniques. The present work gives an overview of the CRC and the Tailored Forming approach including the applied joining, forming and finishing processes as well as a short summary of the accompanying design and evaluation methods.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 State of the art
Over the last decades, lightweight construction has gained more and more importance in order to reduce weight and carbon emission as well as to save resources and meet governmental environment regulations. Consequent lightweight construction is a compelling necessity to further increase the efficiency of technical components and at the same time it represents the key to realising new technologies, such as electrical and hybrid vehicles. One way to reduce weight is to replace steel with high-strength steels, realise structural lightweight design or use light metals such as aluminium or magnesium. Additionally, increasing requirements on technical components due to locally varying mechanical and thermal loads in combination with downsizing lead to the demand for high-performance components with locally adapted properties. Mono-material components often feature limited qualities according to their respective material properties. To face this difficulty, the combination of different materials using hybrid components becomes more and more important.
Components with locally adapted properties, which are produced using tailored semi-finished products, are already state of the art in sheet metal forming. For tailored welded blanks, blanks with different sheet thicknesses or steel grades are first joined by laser welding and afterwards formed by press hardening. By using two different steels, areas with tensile strengths of over 1500 MPa and areas with significantly lower tensile strengths of approx. 600 MPa can be realised in a B-pillar [1].
Hybrid bulk metal parts are currently mainly produced by joining different materials either during or after the forming process. Suitable processes for joining by forming in bulk metal forming are for example compound forging [2], impact extrusion [3] or co-extrusion [4].
Only few studies on the forming of hybrid semi-finished workpieces in bulk metal forming exist so far. Domblesky et al. investigated the feasibility of welded preforms in forging. They stated that friction-welded preforms offer the potential to be used in bulk forming applications, but that further work is needed to develop the respective processes and methods [5]. Foydl et al. investigated the process chain of extrusion and subsequent die forging to produce steel-reinforced aluminium parts. It has been shown that it is generally possible to forge co-extruded profiles with a tight fit of the two materials. Hereby, only the matrix material was formed. Embedding elements with sharp edges and high degrees of deformation may lead to cracks in the aluminium matrix [6].
2 Vision and scope of the CRC 1153: tailored forming
As a consistent further development and transfer of the findings from sheet metal forming, the development of Tailored Forming process chains for bulk metal forming is carried out in the Collaborative Research Center (CRC) 1153. In addition to Leibniz Universität Hannover (LUH), Laserzentrum Hannover (LZH), Institut für integrierte Produktion Hannover (IPH) and the Technische Informationsbibliothek (TIB) take part in the CRC, resulting in 18 scientific research projects of 12 different institutes. Speaker of the CRC is Prof. Bernd-Arno Behrens, director of the Institut für Umformtechnik und Umformmaschinen (Forming Technology and Machines, IFUM) at the LUH.
The aim of the CRC 1153 is to realise new process chains to manufacture load-adjusted hybrid solid components by using joined semi-finished workpieces. The advantages of these novel process chains are the locally adapted properties due to the combination of appropriate materials, the use of geometrically simple semi-finished workpieces as well as the possibility to influence the joining zone geometrically and thermo-mechanically during the forming process.
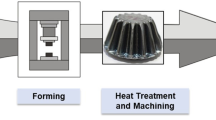
Thus, the production of complex components better suited for the local requirements of different structural and functional areas than monomaterial parts becomes possible. The schematic novel process chain of the CRC 1153 is shown in Fig. 1 using a hybrid shaft as an exemplary component. First, the two different materials are joined. In the next step, the hybrid semi-finished product is formed. Heat treatment and finishing steps are carried out subsequently. Finally, the service life and quality of the component are investigated. Parallel to this, the design of Tailored Forming components as well as the material characterisation and simulation of the individual process steps is performed.

Tailored Forming process chain for manufacturing a hybrid shaft, a different materials, b joining process, c inhomogeneous heating, d finishing, e hybrid shaft with locally adapted properties
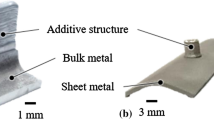
The benefits of combining different materials within one component are either the possible weight reduction or the reduction of expensive and limited alloying elements. For this purpose, the materials are arranged coaxially or serially, employing the material combinations aluminium-steel, steel-steel and aluminium-titanium. The research results of the CRC 1153 lead to the production of different demonstrator components, indicating the applicability and the potential of Tailored Forming technology. Some of the demonstrator components and corresponding semi-finished workpieces are shown in Fig. 2.

Exemplary demonstrator parts of the CRC 1153 with indication of the joining and forming processes
In order to realise the planned research work from the semi-finished workpiece to the finished component within the process chain, the CRC 1153 is structured in three project areas, mirroring the main research topics of the CRC, see Fig. 3. Due to the combination of different materials, a large number of research topics arises regarding joining processes, the formability and heating of hybrid semi-finished workpieces, their machining and handling. The investigations on the joining and forming of hybrid semi-finished workpieces are accompanied by various investigations regarding their design and quality control.

Project areas and interdisciplinary cooperation within the projects of CRC 1153
The research focus of project area A is on the geometrical design and manufacture of hybrid semi-finished workpieces by means of different joining processes. Here, both, the selection and conditioning of suitable material combinations and the development of the corresponding joining and heat treatment technologies are of great importance. The joining processes, co-extrusion, ultrasonic-assisted laser welding, deposition welding and friction welding are applied and modified to manufacture hybrid semi-finished workpieces within the CRC 1153. Special attention is paid to the production of a joining zone which can be further processed by forming without failure. In addition to the joining processes, locally adapted heat treatment is the focus of the project area.
The further processing of hybrid semi-finished workpieces to the final component by forming and machining with simultaneous preservation or improvement of the joining-zone properties is the main challenge of the research projects within project area B. Here, the design and development of different forming processes like cross-wedge rolling, die forging or impact extrusion as well as the machining processes take place. The possibilities and limits of shaping by means of forming and machining processes are investigated and extended while acquiring process-relevant characteristic data. To establish sustainable research data management according to the FAIR principles (Findable, Accessible, Interoperable, Re-usable) and to optimise the data flow along the process chains between the subprojects of the CRC 1153, a research data management system is developed in a separate sub-project.
From the metal-forming perspective, controlled material flow plays a central role, taking into account different flow properties of the respective material combination as well as the joining quality. In case of forming different materials at the same time, special attention must be paid to the inhomogeneous heating of hybrid semi-finished workpieces. In order to ensure inhomogeneous heating and process-oriented handling of the components, close cooperation with Project Area C is maintained. Forming and subsequent machining processes have to be adapted specifically to the hybrid semi-finished products generated in project area A. Intensive cooperation and continuous adaptation and optimisation of the respective processes are required to achieve adequate component quality. In the field of machining, new approaches to the automatic detection of joining zones and the targeted adjustment of residual stresses are being developed. The research work in project area A is supported by process-accompanying simulations and by the use of different test methods for the evaluation of the manufacturing quality from project area C.
Project area C is divided into the two main fields of process design and process development for the analysis and quality assurance of individual production steps along the entire process chain. Here, process design includes both, modeling of the respective tools as well as numerical analysis of the flow behaviour of the material combinations and the joining zone geometry. Furthermore, the development of numerical models and methods for the analysis of fundamental questions in the field of structural design, macro and microstructure simulation, damage prediction and lifetime analysis are other focuses of this project area. The experimental verification and validation of the models created is carried out in cooperation with the subprojects of project areas A and B, enabling predictions and conclusions regarding specific phenomena in the production process. For this purpose, standardised as well as specifically developed test methods are used. Thus, measuring methods for the non-destructive characterisation and monitoring of production quality from the hybrid semi-finished product to the usable component are developed. In addition, new general design and construction guidelines are to be developed and defined with regard to future application fields of hybrid components.
References
Merklein M, Wieland M, Lechner M, Bruschi S (2016) Hot stamping of boron steel sheets with tailored properties: a review. JMPT 228:11–24. https://doi.org/10.1016/j.jmatprotec.2015.09.023
Behrens BA, Kosch KG (2011) Development of the heating and forming strategy in compound forging of hybrid steel-aluminum parts. Mater. Sci. Eng. Technol. 42(11):973–978. https://doi.org/10.1002/mawe.201100795
Groche P, Wohletz S, Erbe A, Altin A (2012) Effect of primary heat treatment on the bond formation in cold welding al aluminum and steel by cold forging. JMPT 214:2040–2048. https://doi.org/10.1016/j.jmatprotec.2013.12.021
Grittner N, Striewe B, von Hehl A, Bormann D, Hunkel M, Zoch HW, Bach FW (2011) Co-extrusion of aluminium–titanium-compounds. Key Eng Mater 491:67–74. https://doi.org/10.4028/www.scientific.net/KEM.491.67
Domblesky J, Kraft F, Druecke B, Sims B (2006) Welded preforms for forging. JMPT 171(1):141–149. https://doi.org/10.1016/j.jmatprotec.2005.06.066
Foydl A, Pfeiffer I, Kammler M, Pietzka D (2012) Manufacturing of steel-reinforced aluminum products by combining hot extrusion and closed-die forging. Key Eng Mater 504–506:481–486. https://doi.org/10.4028/www.scientific.net/KEM.504-506.481
Acknowledgements
The results presented in this paper were obtained within the Collaborative Research Centre 1153 “Process chain to produce hybrid high performance components by Tailored Forming”, funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)—252662854. The authors would like to thank the German Research Foundation for the financial support of this project.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Behrens, BA., Uhe, J. Introduction to tailored forming. Prod. Eng. Res. Devel. 15, 133–136 (2021). https://doi.org/10.1007/s11740-021-01022-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-021-01022-w