
Abstract
In this article an attempt was made to increase the corrosion resistance of Ni– Mo alloy coatings with the addition of small quantity of CdCl2 into its bath. The limiting of limiting current density (iL) of Ni in both Ni–Mo and Ni–Cd baths due to inherent induced and normal type of codeposition has been successfully alleviated by addition of 1 g/L of CdCl2. The advent of induced and normal type of codeposition of individual binary baths has been used to optimize the Ni content of the ternary deposit for better corrosion stability. The composition vs. current density plots of all coatings have been studied, and thereby optimal iL of Ni in all baths were assessed. The content of Mo was found to be decreased with the small addition of Cd to the bath. Results revealed that (Ni–Mo–Cd)6.0 Adm−2 coating showed better corrosion resistance by reducing iL of Ni, on addition of Cd+2 ions into the bath and was explained in the light of diffusion limited deposition of Ni+2 ions. The results were supported by SEM (scanning electron microscopy), XRD (X-ray diffraction) and AFM (atomic force microscopy) study of Ni–Mo, Ni–Cd and Ni–Mo–Cd coatings at optimal current densities.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Corrosion is the deterioration of materials due to chemical reactions with their environment. It is a significant problem in many industries, as it can cause structural failure and equipment malfunction, leading to costly repairs and potential safety hazards. Additionally, corrosion can also lead to environmental pollution, as corrosion products can leach into soil and water. It is important to prevent and control corrosion in order to maintain the integrity of structures and equipment and to protect the environment. There are several methods used to protect materials from corrosion, such as environmental control, material selection (Uygur et al. 2015; Gerengi et al. 2019, 2020) and inhibitors (Rizvi et al. 2021) and coatings. One of the best methods followed is electroplating technology to enhance corrosion resistant properties of the base materials.
Ni–Mo alloy coating is of great interest due to their good corrosion resistance (Yang et al. 2022) and their ability to catalyse the hydrogen evolution reaction in alkaline solutions (Goveas et al. 2018; Li et al. 2020; Huang et al. 2015). Owing to their high corrosion resistance, they are considered to be a potential replacement for hard chrome coating at lesser cost (Hu and Weng 2000; Wasekar et al. 2019). Similarly, Ni–Cd coatings finds its extensive applications in decorative finishing of metals and anticorrosive protection of metals (Rao and Hegde 2014; Sriramana et al. 2021; Brenner 1963). It is well known that Ni–Mo and Ni–Cd alloys follow induced and normal type of codeposition, respectively. In both type of alloy deposition, change in the composition of coatings is negligible, or unpredictable with plating variables. From a theoretical point of view, in Ni–Mo alloy coating pure molybdenum (Mo) having \(E_{{{\text{Mo}}}}^{0}\) = − 0.20 V cannot be electrodeposited from their aqueous solution, and it can be codeposited easily with iron group metals such as nickel (Ni) forming an alloy. In Ni–Mo coatings, Ni stimulate the deposition of reluctant metal Mo, which do not deposit by itself. Ni–Cd coatings follows normal type of codeposition, where Ni deposits preferentially than Cd, which characterized by the preferential deposition of noble Ni (\(E_{{{\text{Ni}}}}^{0}\) = − 0.25 V) instead of Cd (\(E_{{{\text{Cd}}}}^{0}\) = − 0.40 V). In induced type of electroplating, plating variables, like current density (c.d.), temperature, agitation, pH etc. has vagarious dependency on the composition of the bath compared to other normal types of codeposition (Brenner 1963; Xu et al. 2016; Mousavi et al. 2016).
In preliminary study on electrodeposition of Ni–Mo and Ni–Cd alloy coatings showed two peculiarities, in terms of their Ni content: (i) Change of Ni content in Ni–Mo coating with c.d. is insignificant due to induced type of codeposition, and (ii) Ni content of Ni–Cd alloy increases with increase of c.d., due to normal type of codeposition. Even at higher concentration of Ni in the bath, Ni content of the alloy decreased with increase of current density, pH and temperature, reasoned by the preferential deposition of less noble metal (Cd). In other words, Ni content of the coating is extremely low compared its content in the bath. In general, corrosion protection ability of both Ni–Mo and Ni–Cd alloy coatings depends upon their Ni (noble metal) content (Eliaz and Gileadi 2008, Huang et al. 2015; Podlaha et al. 1996; Abd El Rehim et al. (1984); Liu and Anderson (1996; Parthasaradhy 1989) and in alloy plating, the metal content depends on the liming current density (iL) of the metal. Hence, it is very unlikely to develop coatings of high corrosion protection from both Ni–Mo and Ni–Cd alloy baths, by changing the c.d. Hence, to alleviate the problem associated with limiting c.d. of Ni in baths of Ni–Mo and Ni–Cd to develop coatings of high corrosion resistance, electrodeposition of their ternary alloy coating, i.e. Ni–Mo–Cd coating have been tried. The advent of induced and normal type of codeposition that the individual binary baths followed have been used advantageously to optimize the Ni content of the ternary alloy for better corrosion stability. The experimental results are presented, with an account responsible for improved corrosion resistance of ternary alloy coatings. The optimal Ni content of the alloy coatings have been identified. Experimental observations are compared, in relation to its binary alloy coatings, and results are discussed. The effect of limiting current density on deposition mechanism of Ni–Mo, Ni–Cd and Ni–Mo–Cd was studied.
Experimental
Two binary alloy baths, namely Ni–Mo and Ni–Cd, were optimized using conventional Hull method as described elsewhere (Ganesan et al. 2006). The composition and processing parameters of Ni–Mo, Ni–Cd and Ni–Mo–Cd alloy baths are given in Table 1. Electrolytic baths were prepared using LR grade (Merck, Mumbai, India) chemicals, as they are purchased without further purification, using double distilled water. The desired pH’s were maintained using Micro pH Meter (Systronics, 362), by proper addition of either NH4OH or HCl depending on the requirement. Table 1—Composition and processing parameters of baths used for electrodeposition of Ni–Mo, Ni–Cd and Ni–Mo–Cd alloy coatings under constant condition of temperature and PH. All depositions reported here were carried out at constant temperature (303 K), under condition of constant agitation on copper substrate (7.5 × 3.0 cm), used as cathode. The copper substrates, polished metallurgically to get mirror finish were used for electroplating. It is degreased (trichloroethylene), and then pickled (1:1 HNO3) before to immersing it into electrolyte.
The depositions were carried out on known active surface area (3.0 × 3.0 cm), leaving the other region covered by cellophane tape. Both binary and ternary alloy electrodepositions were carried out under same geometric conditions of anode and cathode, using 300 mL capacity cubic customized electrochemical cell as shown in Fig. 1. Electrodepositions were made at desired c.d.’s using DC power source (Power Analyzer, N6705A, Agilent Technologies, USA). The pure nickel plate was used as anode. All depositions were carried out for 10 min. The cathode and anode were placed parallel at 5 cm distance, during deposition. After electrodeposition, all coatings were washed using distilled water followed by air drying. The coatings were then analysed for its corrosion behaviors.

Schematic representation of set up used for electrodeposition of alloy coatings
The rate of corrosion was studied using controlled Potentiostat/Galvanostat (VersaSTAT3, Princeton Applied Research, USA). The three-electrode set up was used to perform corrosion experiments. The corrosion tests were carried in 5% NaCl solution at room temperature by exposing a 1cm2 surface area of the alloy coatings. The corrosion behaviours of alloy coatings were studied by electrochemical impedance spectroscopy (EIS) and potentiodynamic polarization methods. The surface morphology, composition and phase structure of Ni–Mo, Ni–Cd and Ni–Mo–Cd alloy coatings were analysed using scanning electron microscopy (SEM), interfaced with energy dispersive X-ray spectroscopy (EDS) (Oxford EDS(X-act), and X-ray diffraction study (XRD) (Rigaku- miniFlex 600), respectively. The surface roughness of the coatings was measured using Atomic Force Microscopy (AFM, Innova SPM Atomic Force Microscope). Binary and ternary alloy coatings deposited at different c.d.’s are conveniently represented as (Ni–Mo)x and (Ni–Cd)y and (Ni–Mo–Cd)z alloys, with subscription x, y, z on right hand side, indicating the c.d. at which they are deposited.
Corrosion behaviour
The corrosion rates were calculated by Tafel extrapolation methods, by scanning the test electrode in a potential ramp of ± 250 mV, at scan rate of 1 mV/sec. The Nyquist plots were drawn, using data corresponding to AC frequency in the range of 100 kHz–10 mHz, with perturbing sine wave of 10 mV amplitude. The corrosion rate (CR) in millimetre per year (mm y−1) was calculated using Eq. (1).
Here, CR is expressed of milli meter per year (mmy−1), Where K = 0.00327, E = Equivalent weight of the alloy, D = density of alloy under study and, icorr = corrosion current density in µAcm−2.
Results and discussion
Electrodeposition of alloy coatings
Electrodeposition of binary (Ni–Mo and Ni–Cd) and ternary Ni–Mo–Cd alloy coatings were done at different current densities (ranging from 1.0 to 6.0 Adm−2) using electrolytic baths, shown in Table 1. The composition and corrosion protection efficacy of alloy coatings corresponding to different c.d.’s is given in Table 2. The actual metal contents in Ni–Mo, Ni–Cd and Ni–Mo–Cd baths, calculated from the weight of Ni, Mo and Cd salts, are also shown in Table 2.
Induced codeposition of Ni–Mo alloy
To begin with, of Ni–Mo alloy deposition was carried out at four different c.d.’s (ranging from 1.0 to 6.0 Adm−2), using the bath shown in Table 1. From the composition data, shown in Table 2 it may be noted that there is no significant change in the Ni content of alloy with c.d. However, a small decrease of Ni content with c.d. clearly shows that the bath followed the induced type of codeposition. It may be further noted that wt% Mo in the deposit is in the range of ~ 30% at different c.d’s. studied as compared to its 80.2% in the bath. At the same time, the deposit is having wt% of Ni in the range of (~ 70%) and was found to be higher, compared to that in the bath (17.2%). A small variation of Ni and Mo content in Ni–Mo alloy coatings, over the range of c.d. studied was found (Table 2). It is the testimony for induced type of codeposition, enabled due to possible complexation of Mo and Ni ions with citrate ions (Parthasaradhy 1989). Thus, from Table 2, it may be noted that a bright and uniform coating of Ni–Mo alloy coating corresponding to 6.0 Adm−2, represented as (Ni–Mo)6.0 Adm−2 coating is the most corrosion resistant, among others.
Normal codeposition of Ni–Cd alloy
Similarly, Ni–Cd alloy coatings depositions were carried out at four c.d.’s, like 1.0, 2.0, 4.0 and 6.0 Adm−2, using Ni–Cd bath shown in Table 1. The composition of the coatings obtained at different c.d.’s are reported in Table 2, with their corrosion rates. It is important to note that over entire range of c.d. studied, wt% of Cd (less noble metal) in the deposit is much more than that in the bath (Ganesan et al. 2006), compared to only 2.6% in the bath (Table 2). The composition data of Cd in the bath indicates that the bath follows normal type of codeposition with preferential deposition of noble metal (Ni) with increase c.d (Kanani 2006).
The corrosion data reported in Table 2 reveals that corrosion rate of Ni–Cd alloy coatings decreases with increase of Ni content, affected at higher c.d. In other words, corrosion rate decreased with increase of Ni content. However, at 6.0 Adm−2, i.e. corresponding to (Ni–Cd)6.0 Adm−2 CR was found to increase once again. It may be attributed to the fact that applied c.d. has exceeded the limiting c.d. of Ni, for bath under operation. Thus, a bright and uniform Ni–Cd alloy coating corresponding to 4.0 Adm−2, represented as (Ni–Cd)4.0 Adm−2 showed better corrosion resistant property as compared to all other coatings.
Anomalous codeposition of Ni–Mo–Cd alloy
Based on the corrosion performance of Ni–Mo and Ni–Cd alloy coatings, and their dependency with c.d., an attempt was made develop ternary alloy coatings of higher corrosion resistance by proper manipulation of its Ni content. In this direction, a ternary Ni–Mo–Cd alloy coating was attempted by adding small quantity (1.0 g/L) of CdCl2 into optimized Ni–Mo bath. The composition and operating variables used for deposition of Ni-Mo, Ni-Cd and Ni– Mo–Cd alloy coating is as shown in Table 1. Ternary alloy coatings were electroplated at various c.d.’s, like 1.0, 2.0, 4.0 and 6.0 Adm−2, and their corrosion performance were evaluated. The composition and corrosion rates of ternary Ni–Mo–Cd alloy coatings corresponding to different c.d.’s are reported in Table 2. Hence, from corrosion data reported in Table 2, it may be inferred that Ni–Mo–Cd alloy coating corresponding to 6.0 Adm−2, represented as (Ni–Mo–Cd)6.0 Adm−2 is the most corrosion resistant coating. The data from Table 2 indicates that, with increase of current density the content of less noble metal (cadmium) increases and it inhibits the deposition of more noble molybdenum. This proves that (Ni–Mo–Cd) coatings follows anomalous type of electrodeposition.
Surface morphology and XRD study
The microstructure of (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2 and (Ni–Mo–Cd) 6.0 Adm−2 alloy coatings, showing the highest corrosion resistance of respective baths are shown in Fig. 2. The poor corrosion resistance behavior of (Ni–Mo) 6.0 Adm−2 alloy coating may be due to its rough surface, having a granular structure as may be seen in Fig. 2a. The better corrosion resistance of (Ni–Cd) 4.0 Adm−2 alloy coating, compared to that of (Ni–Mo) 6.0 Adm−2 coating is due to a decrease of surface roughness, seen in Fig. 2b. The least corrosion rate of (Ni–Mo–Cd) 6.0 Adm−2 coating may be attributed to increased smoothness of coating, compared to both binary alloys as seen in Fig. 2c. The surface morphology of the corroded (Ni–Mo) 6.0 Adm−2 sample is given in Fig. 2d.

SEM image of optimal a (Ni–Mo) 6.0 Adm−2, b (Ni–Cd) 4.0 Adm−2, c (Ni–Mo–Cd) 6.0 Adm−2 and d (Ni–Mo) 6.0 Adm−2 coatings before and after corrosion study, respectively
From the composition data (Table 2), it may be noted that the smoothness of coatings has an inverse dependency on Ni content of the alloy. Thus, the high corrosion resistance of (Ni–Mo–Cd) 6.0 Adm−2 alloy coating is not attributed by its Ni content of the alloy.
The phase analysis of optimal coatings was carried out using XRD technique and is given in Fig. 3. The XRD peaks corresponding to (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2 and (Ni–Mo–Cd) 6.0 Adm−2 coatings, may be seen Fig. 3. The plane of reflection (211), (310), (420) and (501) corresponds to MoNi4 phase of Ni–Mo coatings (JCPDS no. 03-065-1533). The plane of reflections (111), (200), (112) and (862) confirms the formation of Ni–Cd coatings (Xu et al. 2016). The plane of reflections (211) (130) (112) and (501) confirms the formation of Ni–Mo–Cd coatings.

XRD analysis of (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2 and (Ni–Mo–Cd) 6.0 Adm−2 coatings deposited under optimal conditions of respective baths
Atomic force microscopy study
The atomic force microscopy (AFM) technique was used to find the surface roughness of optimal coatings. The AFM images corresponding to optimal (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2 and (Ni–Mo–Cd) 6.0 Adm−2 coatings as shown in Fig. 4. From Fig. 4, it is clear that the surface roughness of (Ni–Mo–Cd) 6.0 Adm−2 alloy coating is lesser than that of (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2.

AFM image of a (Ni–Mo) 6.0 Adm−2, b(Ni–Cd) 4.0 Adm−2 and c (Ni–Mo–Cd) 6.0 Adm−2 coatings deposited under optimal conditions of respective baths
The average surface roughness (Ra) of (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2 and (Ni–Mo–Cd) 6.0 Adm−2 coatings was found to be 35.6, 27.7 and 23.0 nm, respectively. From the AFM data, it is clear that coating (Ni–Mo–Cd) 6.0 Adm−2 was found to be more resistant having a lower average surface roughness value.
Potentiodynamic polarization study
The corrosion behavior of electroplated binary and ternary alloy coatings were studied by the potentiodynamic polarization method and corresponding plots are as shown in Fig. 5.

The Tafel plots of (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2 and (Ni–Mo–Cd) 6.0 Adm−2 coatings deposited from their optimal baths
The corrosion rates of electrodeposited coatings are reported in Table 2. The polarization behavior of Ni–Mo, Ni–Cd and Ni–Mo–Cd coatings, deposited only under optimal conditions are shown in Fig. 5, for comparison purpose. From the nature of the polarization plot, it may be noted that (Ni–Mo–Cd)6.0 Adm−2 coatings is more corrosion resistant than binary alloy coatings. This is further supported by its highest Ecorr values as seen in Fig. 5. The nature of the anodic curves of all three alloy coatings indicates that the corrosion is more an anodic controlled (Elias et al. 2016).
Electrochemical impedance spectroscopy (EIS) study
EIS technique is used for ranking coatings, quantifying coating breakdown, assessing interfacial reactions and for predicting the lifetime of coating and/or metal systems (Yaun et al. 2010). The EIS responses of electrodeposited Ni–Mo, Ni–Cd and Ni–Mo–Cd coatings, corresponding to their optimal conditions are shown in Fig. 6. The equivalent circuit has been simulated, and is shown in inset of Fig. 6. A close agreement between the observed and simulated impedance responses for (Ni–Mo–Cd)6.0A dm−2 coating was found. The equivalent circuit diagram corresponding to coatings are given in inset of Fig. 6 and values are listed in Table 3. It may be seen confirmed from larger diameter of the (unfinished) semicircle corresponding to (Ni–Mo–Cd)6.0Adm−2 coatings is more corrosion resistant than binary alloys. Increased diameter of the semicircle suggests its better corrosion resistance. The charge transfer resistance (Rct) value of Ni–Mo–Cd coating is more as compared to Ni–Mo and Ni–Cd coatings. This confirms that Ni–Mo–Cd coating is found be more corrosion resistant than binary coatings.

Electrochemical impedance responses of electrodeposited (Ni–Mo) 6.0 Adm−2, (Ni–Cd) 4.0 Adm−2 and (Ni–Mo–Cd) 6.0 Adm−2 coatings deposited from their optimal baths at 303 K
Effect of c.d. on the composition of deposited coatings
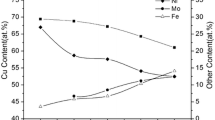
Variation in wt% of M(metal) content (Ni, Mo and Cd) in binary and ternary alloy coatings over a range of c.d. studied is shown in Fig. 7. It may be noted that in Ni–Mo alloy coating, Ni content of the deposit is slowly decreasing with the increase of c.d., as expected in induced type codeposition. Corrosion data, reported in Table 2 clearly shows that c.d. slightly effects the Ni content, and hence corrosion resistance of the alloy coating as mentioned earlier. But in case of Ni–Cd alloy coatings, Ni and Cd content has large dependency with c.d. A sudden increase of Ni content was found in the range of 2.0—4.0 Adm−2 (Fig. 7). The maximum Ni (noble metal) content corresponding to 4.0 Adm−2 indicates that it is its approximate limiting current density for deposition of Ni in that bath.

Effect of current density on the composition of binary Ni–Mo and Ni–Cd and ternary Ni–Mo–Cd alloy coatings, electrodeposited from citrate bath at 303 K (horizontal lines represent the actual content of metal in the bath)
Effect of addition of Cd+2
The essence of electroplating is charge transfer across the electrode–electrolyte interface, and most importantly the composition of deposit depends on the iL of ions involved. Therefore, a profound understanding of the structure of diffusion layer is important in electroplating, in terms the effect of c.d. on the diffusion of ions and thickens of the diffusion layer. The composition of deposit formed mainly depends on concentration change of ions near the diffusion layer and be explained by simple diffusion theory (Kanani 2006). Therefore, at iL, the rate at which metal ions in Ni–Mo–Cd alloy can deposit may be determined by diffusion and electrical migration of the ions, and is proportional to their concentrations. Thus, by taking the advantage of diffusion theory based iL of metal ions, it is possible to control the Ni content of the alloy coatings, by proper modulation of charge transfer process at EDL. In this study, the iL of Ni was decreased to large extent by addition of small quantity of Cd+2 ions into Ni–Mo bath. The CdCl2 added in small quantity (1 g/L) decreased the iL of Ni, and allowed the deposition of ternary alloy coating of high corrosion resistance as explained below.
It may be recalled that iL of a metal is the current density at which rate of its deposition is maximum. At iL the concentration of metal ions near the electrode drops to zero, and it depends only on the bulk concentration. Therefore, iL of a metal in an electrolytic bath may be written in the form of Eq. 2.
where n is the number of electrons per ion being transferred, F the Faraday constant (96,490 C/equivalent). CB is the concentration of metal ions in bulk electrolyte and δ is the thickness of diffusion layer. From the above relation, it may be noted that in a given bath (as CB is constant), iL is changing only by altering the thickness of the EDL. Thus, in the light of above discussion, the inverse dependency of Ni content with c.d. due to addition of Cd+2 ions into Ni–Mo bath may be attributed to its decreased iL of Ni. Thus, Cd+2 ions reduced the iL of Ni greatly in Ni–Mo–Cd bath, in relation to that in (Ni–Mo) bath. In the present study, it may be concluded that wt% of Ni in the deposit has decreased due to decrease of its iL, due to addition of Cd+2 ions, and allowing the bath to undergo anomalous ternary alloy deposition. The decrease of iL of Ni in Ni–Mo–Cd alloy bath is due to change in the charge transfer process at the EDL, affected due to different complexation of process compared to that in binary baths.
Hence, least corrosion rate of ternary Ni–Mo–Cd coating is due to decreased iL of Ni due to addition of Cd into bath. Hence, it may be noted that the corrosion performance of binary and ternary alloy coatings need not always depends more on the iL of noble metal, rather than the wt% of noble metal in the deposit. Therefore, it may be concluded that Cd+2 ions acted as such agency to decrease the iL of Ni by increasing thickness of diffusion layer. Representational diagram showing the decrease of iL of Ni in Ni–Mo–Cd bath affected due to addition Cd+2 ions into Ni–Mo bath is shown in Fig. 8, in relation to its value in Ni–Cd bath, following normal codeposition; and Ni–Mo bath, following induced type of codeposition. It may be seen from Fig. 8 that the diffusion layer thickness (δ) corresponding to Ni–Mo–Cd bath is much larger than that for Ni–Mo and Ni–Cd baths. This increase of δ is due to change in the charge/mass transfer process at diffusion layer due to addition of Cd+2 ions into the bath.

Representational diagram showing the decrease of liming current density (iL) of Ni responsible for anomalous type of codeposition in ternary Ni–Mo–Cd alloy plating affected due to addition Cd into Ni–Mo bath (induced type of codeposition), in relation to iL of Ni–Cd bath (normal type of codeposition)
Conclusions
The experimental investigation to understand the effect of addition of Cd into Ni–Mo bath on the corrosion protection efficacy of Ni–Mo–Cd alloy coatings, following observations were made as conclusions:
-
(1)
Ni–Mo–Cd alloy coatings of better corrosion performance, than both Ni–Mo and Ni–Cd alloy coatings can be developed on addition of small quantity CdCl2 into Ni–Mo bath.
-
(2)
The limitation of high limiting current density (iL) of Ni of both Ni–Mo and Ni–Cd baths, due to inherent induced and normal type of codeposition has been successfully alleviated by adding of CdCl2.
-
(3)
The advent of induced and normal type of codeposition of Ni–Mo and Ni–Cd baths, respectively, have been used advantageously to optimize the Ni content of the ternary alloy for better corrosion stability.
-
(4)
The composition versus current density (c.d.) plots of alloy coatings have been studied, and optimal iL of Ni in three baths were assessed.
-
(5)
Experimental investigation revealed that (Ni–Mo–Cd)6.0 Adm−2 coating shows highest corrosion resistance due to decrease of iL of Ni, affected due to addition of Cd+2 ions into the baths.
-
(6)
The decrease of iL of is due to change of charge transfer process at the electrical double layer (EDL), affected by the addition of Cd ions into the bath.
-
(7)
The corrosion performance of binary and ternary alloy coatings always depends more on the iL of noble metal, rather than the wt% of noble metal in the deposit.
References
Abd El Rehim SS, Abd-El Wahaab SM, Abdella OM (1984) Electrodeposition of Cd-Ni alloys from ammoniacal baths. Surf Technol 21:245–253. https://doi.org/10.1016/0376-4583(84)90086-4
Brenner A (1963) Electrodeposition of manganese alloys. Electrodeposition of alloys. Elsevier, pp 137–157. https://doi.org/10.1016/B978-1-4831-9807-1.50016-7
Elias L, Bhat KU, Hegde AC (2016) Development of nanolaminated multilayer Ni–P alloy coatings for better corrosion protection. RSC Adv 6:34005–34013. https://doi.org/10.1039/C6RA01547F
Eliaz N, Gileadi E (2008) Induced codeposition of alloys of tungsten, molybdenum and rhenium with transition metals. In: Vayenas CG, White RE, Gamboa-Aldeco ME (eds) Modern aspects of electrochemistry. Springer New York, New York, pp 191–301. https://doi.org/10.1007/978-0-387-49489-0_4
Ganesan P, Kumaraguru SP, Popov BN (2006) Development of Zn–Ni–Cd coatings by pulse electrodeposition process. Surf Coat Technol 201:3658–3669. https://doi.org/10.1016/j.surfcoat.2006.08.143
Gerengi H, Sen N, Uygur I, Solomon MM (2019) Corrosion response of ultra-high strength steels used for automotive applications. Mater Res Express 6(8):0865a6. https://doi.org/10.1088/2053-1591/ab2178
Gerengi H, Sen N, Uygur I, Kaya E (2020) Corrosion behavior of dual phase 600 and 800 steels in 3.5 wt% NaCl environment. J Adhes Sci Technol 34:903–915. https://doi.org/10.1080/01694243.2019.1688925
Goveas JJ, Shetty S, Mascarenhas NP, Hegde AC, Gonsalves RA (2018) Corrosion inhibiting action of Ni–Mo alloy coatings in the presence of mixed metal oxide nanocomposites, New. J Chem 42:13660–13666. https://doi.org/10.1039/C8NJ01695J
Hu CC, Weng CY (2000) Hydrogen evolving activity on nickel–molybdenum deposits using experimental strategies. J Appl Electrochem 309:499–506. https://doi.org/10.1023/A:1003964728030
Huang PC, Hou KH, Wang GL, Chen ML, Wang JR (2015) Corrosion resistance of the Ni-Mo alloy coatings related to coating’s electroplating parameters. Int J Electrochem Sci 10:4972–4984
Li WH, Pei ZL, Gong J, Sun C (2020) Investigations on the structure and properties of nanocrystalline Ni-Mo alloy coatings. Mater Charact 167:110532. https://doi.org/10.1016/j.matchar.2020.110532
Liu KC, Anderson MA (1996) Porous nickel oxide/nickel films for electrochemical capacitors. J Electrochem Soc 143:885–892. https://doi.org/10.1149/1.1836396
Mousavi R, Bahrololoom ME, Deflorian F, Ecco L (2016) Improvement of corrosion resistance of Ni-Mo alloy coatings: effect of heat treatment. Appl Surf Sci 364:9–14. https://doi.org/10.1016/j.apsusc.2015.12.041
Kanani N (2006) Electroplating: Basic Principles, Processes and Practice. Elsevier Ltd, Berlin
Parthasaradhy N (1989) Practical electroplating handbook (Retroactive Coverage). Prentice-Hall Inc, New Jersey
Podlaha EJ, Landolt D (1996) An experimental investigation of Ni‐Mo alloys. J. Electrochem. Soc. 143(3):885. https://doi.org/10.1149/1.1836553
Rao VR, Hegde AC (2014) Magnetically induced codeposition of Ni–Cd alloy coatings for better corrosion protection. Ind Eng Chem Res 53:5490–5497. https://doi.org/10.1021/ie403639z
Rizvi M, Gerengi H, Kaya S, Uygur I, Yıldız M, Sarıoglu I, Cingiz Z, Mielniczek M, El Ibrahimi B (2021) Sodium nitrite as a corrosion inhibitor of copper in simulated cooling water. Sci Rep. https://doi.org/10.1038/s41598-021-87858-9
Sriraman KR, Strauss HW, Brahimi S, Chromik RR, Szpunar JA, Osborne JH, Yue S (2012) Tribology tribological behavior of electrodeposited Zn, Zn–Ni, Cd and Cd–Ti coatings on low carbon steel substrates. Tribol Int 56:107–120. https://doi.org/10.1016/j.triboint.2012.06.008
Uygur I, Gerengi H, Arslan Y, Kurtay M (2015) The effects of cryogenic treatment on the corrosion of AISI D3 steel. Mater Res 18:569–574. https://doi.org/10.1590/1516-1439.349914
Wasekar NP, Verulkar S, Vamsi MV, Sundararajan G (2019) Influence of molybdenum on the mechanical properties, electrochemical corrosion and wear behavior of electrodeposited Ni-Mo alloy. Surf Coat Technol 370:298–310. https://doi.org/10.1016/j.surfcoat.2019.04.059
Xu C, Zhou JB, Zeng M, Fu XL, Liu XJ, Li JM (2016) Electrodeposition mechanism and characterization of Ni–Mo alloy and its electrocatalytic performance for hydrogen evolution. Int J Hydrogen Energy 41:13341–13349. https://doi.org/10.1016/j.ijhydene.2016.06.205
Yang K, Chen C, Xu G, Jiang Z, Zhang S, Liu X (2022) HVOF sprayed Ni–Mo coatings improved by annealing treatment: microstructure characterization, corrosion resistance to HCl and corrosion mechanisms. J Mater Res Technol 9:1906–1921
Yuan X, Song C, Wang H (2010) Electrochemical impedance spectroscopy in PEM Fuel cells –fundamentals and applications. Springer Pub, London
Acknowledgements
The authors are thankful to National Institute of Technology, Karnataka for providing lab facility to carry out research work.
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shetty, A.R., Hegde, A.C. Effect of limiting current density on corrosion performance of Ni–Mo, Ni–Cd and Ni–Mo–Cd alloy coatings. Chem. Pap. 77, 4399–4407 (2023). https://doi.org/10.1007/s11696-023-02790-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11696-023-02790-8