
Abstract
Gasification of coal is a cost-effective and sustainable technology to produce syngas and hydrogen with integrated carbon capture and storage system. This study investigates the gasification characteristics of Barapukurian bituminous coal (BBC) char under carbon dioxide (CO2) and steam atmosphere using a thermogravimetric analyser (TGA). The char was prepared through a rapid pyrolysis process in a high temperature entrained flow gasifier at a temperature of 1200 °C. TGA experiments were conducted under atmospheric pressure over 700–1200 °C. Factors affecting intrinsic gasification kinetics, such as diffusion and mass transfer limitations, were optimised before conducting TGA experiments at various temperatures. Three established kinetic models of the volumetric model (VM), grain model (GM) and random pore model (RPM) fitted well with the experimental data. The activation energy determined from CO2 gasification was 1.20–1.25 times higher than that of steam gasification, indicating a higher reactivity under steam than CO2. The order of reaction using CO2 and steam was determined to be 0.67 and 0.95 at 900 °C.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The environmentally benign conversion of coal through gasification is an efficient pathway for synthesising valuable fuels and chemicals. The fundamental understanding of gasification kinetics and its underlying chemistry is necessary for building an industrial-scale gasification plant (Kim et al. 2014). Hence, kinetic parameters obtained from the small-scale experiments are crucial for the scale-up and process simulation (Tanner and Bhattacharya 2016). Gasification is a complex thermochemical process involving gas-phase homogeneous and gas–solid heterogeneous reactions (Shahabuddin et al. 2020, 2021b). A detailed understanding of inter-particle interaction, heat and mass transfer mechanism, chemical composition and change in the structure of particles are important to understand the gasification behaviour (Kibria et al. 2019).
Fundamentally, gasification is a two-step process; pyrolysis is the first step where the rapid release of volatile matter occurs at a temperature typically around 350 °C (Zhao et al. 2019; Shahabuddin and Bhattacharya 2021a). The second step is char gasification, which is much slower than pyrolysis and is considered a rate-limiting step. Shahabuddin and Bhattacharya (2018) The partial oxidation of char is very rapid compared to subsequent char-CO2 and char-steam gasification reactions. Hence, it is important to determine the kinetics for the latter case, particularly for the char-CO2 gasification because of its slowest reactivity (Huo et al. 2014a). The operating conditions governing the char-CO2 and char-H2O reactions are temperatures, system pressure, reactant type and concentration (Kabir et al. 2016; Shahabuddin and Bhattacharya 2021b). Essentially, these parameters and the inherent properties of the fuel determine the reactivity of char.
Temperature is a dominant factor affecting char reactivity. The effect of temperature on reaction rate is shown in Fig. 1. Typically, the reaction rate is controlled by the chemical reaction at lower temperatures, denoted as regime I. The apparent reaction rate and reaction order are assumed to be similar to the intrinsic reaction rate in regime I. Therefore, most of the kinetic studies in the literature have been conducted at regime I (Tanner and Bhattacharya 2016; Huo et al. 2014a). At regime III, which is typically well above 1200 °C, the reaction rate is solely controlled by the bulk surface diffusion or mass transfer. In-between regimes I and III, the reaction rate is jointly controlled by chemical reaction and pore diffusion (regime II) (Nowak et al. 2013).

Reaction mechanism of porous char with respect to temperature (Tanner and Bhattacharya 2016)
In regime I, the reaction rate increases with increasing temperature and is dominated by the reaction between the carbon present in the char and reactant. However, beyond a certain temperature, the reaction rate is no longer controlled by the chemical reaction only; rather, the speed of diffusion through the pores of the char becomes a dominant factor (Walker et al. 1959). Hence, apart from operating conditions, the kinetic study requires careful consideration of char preparation.
In addition to temperature, another critical parameter that influences the char reactivity is the concentration and type of gasification reagent. Typically, increasing reactant concentration increases the carbon conversion. However, at a particular concentration, the carbon conversion becomes a plateau (Tanner and Bhattacharya 2016; Huo et al. 2014a).
TGA is the most common experimental technique to determine gasification kinetics (Tanner and Bhattacharya 2016; Cuadrat et al. 2012; Schulze et al. 2017; Huo et al. 2014b). A kinetic study using TGA is useful due to its accurate determination of kinetic parameters under regimes I and II (Tanner and Bhattacharya 2016). This method is particularly effective in determining intrinsic kinetic parameters with minimal or no external diffusion or mass transfer limitation, provided the critical operating conditions are optimised (Huo et al. 2014b), which is hard to control in other experimental set-ups. However, most of the reported kinetic studies considered smaller particle sizes while ignoring other operating conditions, introducing external diffusion limitations (Tanner and Bhattacharya 2016; Kabir et al. 2016). A kinetic study may have significant flaws unless operating conditions such as sample mass, particle size, reactant flow rate and crucible configuration are optimised (Schulze et al. 2017; Ollero et al. 2002). Therefore, before conducting TGA experiments with different temperatures in this study, operation conditions are optimised to provide the environment free from diffusional and mass transfer limitations.
In this study, Bangladeshi Barapukurian coal is used to check the feasibility of this bituminous coal for gasification. Based on the literature review (Kim et al. 2014; Tanner and Bhattacharya 2016; Huo et al. 2014a; Kabir et al. 2016), there have been kinetic studies for coal from different parts of the world. However, there is no gasification kinetic study in the literature for this coal except a pore diffusion kinetic study published recently (Shahabuddin et al. 2021a). Coal with the same rank may have different gasification characteristics, including kinetic data, due to the variation in physical and chemical properties. For example, the physicochemical properties of Barapukurian coal markedly differ from Illinois No. 6 (Shadle et al. 2001) and Australian bituminous coal (Wu et al. 2000). Therefore, fuel-specific data is important for modelling and scaleup (Shahabuddin and Bhattacharya 2021c). At present, Bangladesh has an electricity production capacity of 22,000 MW, out of which about 8.0% is produced from coal (Maag and Steinfeld 2010). However, the government’s recent strategy is to increase coal power generation by 25% by 2040 (Power system master plan-2016). Hence, the assessment for the utilisation of domestic coal reserves for the synthesis of valuable chemicals besides power generation is one motivation behind this study. The kinetic data obtained from this study would be useful for modelling, optimisation and scale-up of the plant into an industrial scale. Both CO2 and steam gasification have been studied because of their practical relevance.
Materials and method
Char sample preparation
This study used Barapukurian bituminous coal from Dinajpur, Bangladesh. The sample preparation followed the steps of drying with air, pulverised in a mill and sieved to the particle size of 90–106 μm. The prepared coal samples were stored in a sealed container at room temperature under dry conditions. Samples were oven-dried at a temperature of 110 °C overnight before conducting pyrolysis experiments. Coal was pyrolysed in a high temperature entrained flow gasifier at 1200 °C for the preparation of char. The details of the gasifier and operating conditions are outlined in the ref. (Shahabuddin and Bhattacharya 2019). Char produced from pyrolysis was sieved to four different particle sizes of < 20, 20–38, 53–75 and 90–106 μm. TGA experiments were conducted using these particle sizes at a fixed temperature of 900 °C to check the effect of particle size on carbon conversion. The 20–38 μm was chosen as an optimised particle size to derive intrinsic gasification kinetics using different temperatures.
The parent coal and char samples were characterised using different analytical instruments. The proximate analysis of the coal and char was performed using Australian Standard: AS1038.1. The ultimate analysis was performed by TruSpec CHNS determinator using ISO 29541 standard. The proximate and ultimate analyses of coal and char samples are shown in Table 1.
Thermogravimetric analysis
A thermogravimetric analyser (TGA) with a model number NETZSCH STA 449 F3 JUPITER was used for CO2 and steam gasification of char at 800–1200 °C under isothermal conditions. A sample mass of 10 ± 0.5 mg was loaded to an aluminium crucible with a diameter of 18 mm, a depth of two mm and a thickness of 0.5 mm. This crucible configuration ensured the minimum effect of gas diffusion between the sample and reactant and minimised the thermal lag between the sample and crucible (Kibria et al. 2019). For isothermal gasification, the sample was heated to a temperature of 110 °C with a heating rate of 5 °C min−1, followed by isothermal heating for 20 min. After that, the heating rate was increased to 10 °C min−1 to reach the desired maximum temperature under the N2 atmosphere. The sample was again heated isothermally for 20 min to negate the gas switching effect. In the next step, isothermal gasification was initiated by supplying CO2 and steam. An analogous blank experiment was conducted under each operating condition which was then subtracted from the experimental run to eliminate the gas buoyancy effect, balance drift, and the thermal lag between the sample and crucible.
Results and discussion
Optimisation of operating conditions in TGA
The optimisation of operating conditions carries paramount importance to achieve accurate intrinsic kinetic parameters. Thus, before conducting gasification studies, the influential parameters on the reaction rate are optimised. The reaction rate in gasification refers to the rate at which carbon present in the coal is gasified. The ash-free carbon conversion is determined using a mass loss profile obtained from the TGA with the help of the following equation.
where \(m_{i}\) and \(m_{f}\). are the initial and final mass of the sample, and \(m_{t}\) is the mass at a time t.
The carbon conversion and the derivative of thermogravimetric (DTG) profiles concerning sample mass are shown in Fig. 2 at 900 °C. As can be seen, decreasing the sample mass from 15 to 7.5 mg leads to increase carbon conversion though the differences between 7.5 and 10 mg are negligible. Reducing the sample mass up to a certain lev is favourable for higher carbon conversion owing to the faster reactant flux through the layers of particles. Hence, the reactant overcomes the diffusion boundary layer and accelerates heat and mass transfer (Kibria et al. 2019). A sample mass of 10 mg was chosen for the rest of the experiment. The DTG profiles indicate that the mass-loss rate increased in the first few minutes, which dropped gradually. The reaction rate is high at the beginning of the gasification, which decreases because of the loss of active sites and blockage of micropores.

Effect of sample mass on carbon conversion at 900 °C using a heating rate of 10 °C/min, a total flow rate of 100 mL/min (90% CO2 + 10% N2) and a particle size of 20–38 µm
Figure 3 shows the effect of particle size on carbon conversion using different particle sizes. A significant increase in carbon conversion is observed by decreasing particle size from 90–106 µm to 20–38 µm. For example, 71 and 44% higher carbon conversion was determined from 20 to 38 µm particle after 40 and 80 min gasification, respectively. The heat transfer from the smaller particle size is higher than the larger particle size (Kibria et al. 2019). As particle size increases, the interparticle diffusion becomes significant, which generates a thermal gradient across the cross-section of the particle resulting in a decrease of reactivity (Kabir et al. 2016).

Effect of particle size on carbon conversion at 900 °C using a sample mass of 10 mg and a total flow rate of 100 mL/min
Almost all kinetic studies studied in the literature are based on smaller particles of lower than 100 μm (Kim et al. 2014; Tanner and Bhattacharya 2016; Huo et al. 2014a; Kabir et al. 2016). The particle size used in a practical entrained flow gasifier is mostly below 100 μm. Hence, a smaller particle size is recommended for the intrinsic kinetic study to derive intrinsic kinetic. In this study, the effect of particle size on carbon conversion is tested, and particle size 20–38 µm was chosen to drive the intrinsic kinetics. The diffusional limitation between 20 and 38 and < 20 µm particle is believed to be negligible.
Figure 4 shows the effect of flow rate (90% CO2 + 10% N2) on carbon conversion. As can be seen, increasing the total flow rate from 100 to 120 mL/min increases the carbon conversion rate; however, a further increase in the flow rate affects the conversion rate adversely. The detrimental effects of a higher flow rate above 120 mL/min can be explained by the excess flow rate preventing the efficient exchange of heat from the crucible and gas to the particle surface. Increasing the flow rate from 100 to 120 mL/min is attributed to overcoming the effect of the boundary layer, occurring from diffusion resistance.

Effect of flow rate on carbon conversion at 900 °C using a sample mass of 10 mg, and a particle size of 20–38 µm
The effect of the crucible configuration is shown in Fig. 5. The only difference between the two crucibles is their depth, two mm in the shallow crucible and eight mm in the deep crucible.

Effect of crucible configuration on carbon conversion at 900 °C using a sample mass of 10 mg, a particle size of 20–38 µm and a total flow rate of 120 mL/min
The result shows that the conversion is significantly higher using shallow crucible. In the case of the deep crucible, the lack of bulk diffusion prevented the interaction between gas and solid phases, which decelerated the conversion. Thus, only 78% carbon conversion was achieved from 120 min gasification using deep crucible compared to 100% carbon conversion using shallow crucible.
Based on the above experimental results, optimised operating conditions were set as 10 mg sample mass, 20–38 µm particle size, 120 mL/min of total flow rate and a shallow crucible. A series of experiments varying temperatures from 800 to 1200 °C with an interval of 100 °C was then conducted for the kinetic study under CO2 gasification conditions. Due to instrumental constraints, steam gasification was conducted up to 1000 °C and compared with CO2 gasification under comparable operating conditions.
Carbon conversion under CO2 gasification
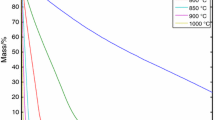
The carbon conversion concerning temperature is shown in Fig. 6 under isothermal conditions. The rate of gasification depends on how the reactant reacts with the active sites present in the char. Due to the variation in operating conditions, the reaction controlling mechanism and surface structure change, altering the carbon conversion rate. According to Fig. 6, a full carbon conversion was not achieved at 800 °C even after the gasification of 3 h, indicating a slow reaction rate between carbon and CO2. After 3.0 h of isothermal gasification, a maximum conversion of 45% was achieved. The 100% conversion was achieved at 900 °C with the gasification of 120 min, whereas it took 22.0, 11.0 and 3.5 min at 1000, 1100 and 1200 °C, respectively. Hence, gasification at 1200 °C required 97% less time than that of 900 °C.

Effect of temperature on carbon conversion using a sample mass of 10 mg, a particle size of 20–38 µm and a total flow rate of 120 mL/min
Model fitting for CO2 gasification
The instantaneous carbon conversion rate during gasification can be expressed by the following general formula (Tanner and Bhattacharya 2016):
where \(\frac{dX}{{dt}}\) is the rate of carbon conversion with respect to time t, k is the reaction rate constant as a function of reactant concentration Cg and temperature T, and f(x) represents the degree of change in physicochemical properties of char and char structure. The effect of temperature on carbon conversion is typically modelled using the nth-order rate equation. The experimental carbon conversion data calculated the rate constant and corresponding kinetic parameters.
Different authors have proposed several models to find the gasification kinetics of char by fitting experimental data. These models are classified into three major groups: intrinsic kinetic, interparticle heat and mass transfer, and pore structure (Schulze et al. 2017). In the intrinsic kinetic model, chemical reaction mainly controls the gasification rate. Two simple intrinsic kinetic models are the homogeneous and shrinking-core models (Goyal et al. 1989). The homogenous model assumes that uniform reaction happens throughout the particle over the reaction period. Moreover, it is also considered that the particle size does not change, but density varies relatively. According to the homogeneous model, also known as the volumetric model (VM), the reaction rate can be equated as (Tanner and Bhattacharya 2016):
where \(k_{{{\text{VM}}}}\) is the reaction rate constant for the volumetric model.
According to the grain model (GM), also known as a shrinking-core model, the reactant diffuses the gas film surrounding the particles. The reactant penetrates through ash layers and diffuses the unreacted core. As the reaction progresses, the unreacted cores continue shrinking and form new unreacted cores (Tanner and Bhattacharya 2016; Chen et al. 2013). A general form of the grain model can be written as (Tanner and Bhattacharya 2016):
where \(k_{{{\text{GM}}}}\). is the reaction rate constant for the grain model.
uring gasification, the char structure changes as the conversion progress. Random Pore Model (RPM) was developed based on the char structure. As the reaction progresses, the pores of the char become larger due to the consumption of carbon. However, after a certain conversion, the pores merge, which cause to decrease the reactivity. The point whe the reactivity curve becomes a plateau before decreasing is considered the maximum reactivity (Kabir et al. 2016). The separable form of the RPM is as follows (Tanner and Bhattacharya 2016):
where \(k_{{{\text{RPM}}}}\) is the reaction rate constant, and the term \(\psi\) is the no-dimensional structural property, which can be determined by the regression of experimental data fitting.
The rate constant k in all these models depends on the temperature and can be calculated from the Arrhenius equation as follows:
where \(A_{0}\) is the pre-exponential factor, \(E_{{\text{a}}}\). is the activation eney, R is the molar gas constant, and T is the temperature.
Figure 7 shows the correlation of three kinetics models with the experimental data from CO2 gasification. These kinetic models were derived considering the carbon conversion between 0.10 and 0.90 with an interval of 0.05. The reason is to eliminate the error in conversion in the earlier and later stage of gasification due to the experimental conditions and annealing effect (Tanner and Bhattacharya 2016). As gasification progresses, the carbonaceous materials present in the char are annealed, blocking the pore holes. Moreover, the edge of the pores continuously collapses and transforms into meso and micropores (Kabir et al. 2016; Liu et al. 2015). Therefore, the surface area and overall char structure are altered (Bhatia and Perlmutter 1980). The pore structure showing the effect of temperature; thus, the carbon conversion is reported in Fig. 8 under identical operating conditions. Besides, e catalytic effect from inherent inorganic minerals is gradually deactivated as the reaction progress (Qin et al. 2019).

Plots fitting experimental data to kinetic models at different temperatures: a VM, b GM, c RPM

SEM image showing pore structure of the gasified char using particle size 90–106 µm at different temperatures: a 1000 °C, b 1200 °C, c 1400 °C
Only the effect of temperature is considered in the models because of the constant CO2 concentration and total flow rate. It can be observed that all three models fitted well with corresponding experimental data at all temperatures. The reaction rate and other kinetic parameters are described in the following sections with the help of the Arrhenius plot.
Analysis of kinetic parameters for CO2 gasification
The reaction rates from all models at different temperatures are calculated using the Arrhenius equation, and the results are plotted in Fig. 9. Also, the kinetic parameters determined from the models are shown in Table 2. It is revealed that, up to the temperature of 1100 °C, the slope of the regression lines from all models is linear, indicating a chemically controlled reaction.

The reaction rate constant with respect to inverse temperature using different kinetic models
Previous studies using low-rank brown coal reported that the reaction rate fits well up to the temperature of 900 °C, considered the chemically controlled temperature (Kabir et al. 2016; Walker et al. 1959). On the other hand, the reaction is controlled by pore diffusion and mass transfer at a temperature above 900 °C. The current study suggests that the reaction is chemically controlled up to the temperature of 1100 °C using Barapukurian bituminous coal. The variation in chemically controlled temperature between the current and previous studies is due to the significant variation in coal properties and different operating conditions for TGA analysis. Similar to the current study, the CO2 gasification reactivity of bituminous coal studied by (Kajitani et al. 2002) reported that the reaction rate is chemically controlled up to 1200 °C.
The result indicates that the reaction rate largely depends on the properties of the coal. The coal studied in this investigation is a bituminous type with low volatile and relatively high carbon content. The reactivity of this coal is found to be slow compared to those of low-rank coals (Tanner and Bhattacharya 2016; Kabir et al. 2016). Generally, coal with a lower rank possesses higher reactivity due to the higher proportion of oxygen-containing functional groups and micropores and greater dispersion of catalytic inorganic compounds (Dong-Ping 1994).
Gasification rate can be correlated with the activation energy and pre-exponential factors under constant reactant concentration. The activation energy is the minimum amount of energy required to initiate a C–CO2 reaction during CO2 gasification. In contrast, the pre-exponential factor is a constant value representing several rates affecting parameters collectively, such as collision frequency of particles, molecular orientation, active sites, surface area, steric factor, and gas concentration (Tanner and Bhattacharya 2016). The intrinsic activation energy (Ea) and the pre-exponential factor (A0) were determined from the slope and y-intercept of the regression lines under the chemically controlled zone in Fig. 9. The intrinsic activation energy from VM, GM and RPM were calculated to be 171.2, 173.7 and 173.4 kJ mol−1 (Table 2). The activation energy obtained in this investigation is consistent with those studied in the literature for similar types of coal (Kim et al. 2014; Kajitani et al. 2002).
The slower reactivity and the higher activation energy of bituminous coal char are due to the porous structure and inorganic mineral matters (Dingcheng et al. 2018). The low-rank char possesses a more porous structure leading to a large specific surface area and active site. A char with a more porous structure enables reactants to diffuse through the char’s active site, resulting in higher reactivity. The specific surface area of the char studied in this study is determined to be 99.4 m2/g under CO2 adsorption conditions (Table 1), which is 3–6 times higher than brown coal char (Tanner and Bhattacharya 2016). Furthermore, the catalytic effect of AAEM, particularly at chemically controlled temperature, plays an important role in gasification reactivity (Uwaoma et al. 2019).
The pre-exponential factor determined from the current study is comparable with those obtained in the literature using bituminous coal char (Kim et al. 2014; Huo et al. 2014a). The pre-exponential factor largely depends on the particle size of the char. Generally, smaller particle sizes show a higher pre-exponential factor indicating a higher successful gas–solid interaction during gasification, which accelerates the reaction rate. The activation energy and pre-exponential factor calculated from GM and RPM models are similar, while these values are slightly low in the case of VM. The VM and GM are too simplified because they do not account for the structural behaviour of the char during gasification (Kabir et al. 2016). The structural change during gasification is determined by the structural parameter (ψ) in the RPM model. Thus, only the RPM model is used to determine the reaction order reported in Table 2.
A higher value of the ψ indicates a greater possibility of pore growth development. This structural parameter adequately explains the surface characteristics of char particles as a function of carbon conversion (Walker et al. 1959). The value for ψ between one and 26 has been reported in the literature using different coal char (Kim et al. 2014). The magnitude of the ψ depends on the average pore length (L0), porosity \(\left( \varepsilon \right)\) and initial surface area (S0) and can be equated as (Fermoso et al. 2008):
Due to the difficulties of accurately calculating the average pore length, this equation was not used in this study. Instead, the ψ was calculated as a fitting parameter from the trend lines in Fig. 9. The value at which the regression line provided the maximum coefficient of determination (R2) was considered the most accurate value for the ψ. The value for ψ was calculated to be four in this study. A similar structural parameter was observed in the literature using bituminous coal (Kim et al. 2014; Fermoso et al. 2008).
Steam gasification of coal char
The steam gasification was carried out over 700–1000 °C using the same particle size and sample mass as those used in CO2 gasification. Figure 10 shows the effect of steam concentration on carbon conversion and DTG profiles at 900 °C. It is observed that increasing steam concentration increases the carbon conversion rate. As the concentration of steam increases, the difference in conversion rate decreases. A comparison with CO2 gasification (Fig. 11) shows that steam gasification is considerably faster than CO2. The time required to achieve full carbon conversion in CO2 gasification is four times higher than that of steam gasification.

Effect of steam concentration on carbon conversion at 900 °C using particle size 20–38 μm

Comparison of carbon conversion between CO2 and steam gasification at 900 °C
The difference in char reactivity between CO2 and steam gasification is attributed to the mechanism of C–CO2 and C–H2O reactions. The higher reactivity from steam gasification appears to be the dominant effect of catalytic inorganic species (Tanner and Bhattacharya 2016; Yan et al. 2014). Steam gasification generates more active sites than CO2 gasification, leading to higher carbon conversion using steam (Dong-Ping 1994).
Model fitting for steam gasification
The model fittings to derive kinetic parameters in steam gasification is shown in Fig. 12 based on the VM, GM and RPM models. All models fit well with R2 value greater than 0.99 at different temperatures. The kinetic parameters derived from those models are shown in Table 3. The activation energy derived from the RPM was the maximum with a value of 143.4 kJ/mol, while the lowest was 135.7 kJ/mol using the VM. Compared with the CO2 gasification, the ratio between CO2 and steam gasification in terms of activation energy \(\left( {{\raise0.7ex\hbox{${E_{{{\text{a}}\left( {{\text{CO}}_{2} } \right)}} }$} \!\mathord{\left/ {\vphantom {{E_{{{\text{a}}\left( {{\text{CO}}_{2} } \right)}} } {E_{{{\text{a}}\left( {{\text{H}}_{{2}} {\text{O}}} \right)}} }}}\right.\kern-\nulldelimiterspace} \!\lower0.7ex\hbox{${E_{{{\text{a}}\left( {{\text{H}}_{{2}} {\text{O}}} \right)}} }$}}} \right)\) was 1.23 from the RPM model, indicating a faster reaction rate from steam gasification.

Plots fitting experimental data to kinetic models under steam gasification: a VM, b GM, c RPM
The Arrhenius plot for steam gasification using three models is shown in Fig. 13. The slopes of the regression lines are linear up to the temperature of 900 °C, above which the slopes decline. The result implies that at a temperature over 900 °C, the reaction is no longer controlled by chemical reaction only (Walker et al. 1959). The temperature of 900 °C is the transition temperature from which chemical reaction and pore diffusion jointly control the reaction rate (Kabir et al. 2016).

Arrhenius plot for volumetric, grain and random pore models in steam gasification
Analysis of reaction order for CO2 and steam gasification
To determine the reaction order, the TGA experiments were conducted using 30, 50, 70 and 90% reactant at 900 °C. The reaction rate considering the effect of reactant concentration can be written as:
where k is the reaction rate constant without considering the effect of CO2 or steam concentration, \(P_{{{\text{reactant}}}}\) is the partial pressure of the reactant and n is the reaction order.
The reaction order was calculated from the slope of the regression lines in Fig. 14. The reaction order of zero implies no effect of CO2 concentration on the reaction rate. On the other hand, the higher the positive value of n, the lower the reaction rate is. A lower reaction order indicates that the reaction is controlled by the chemical reaction rather than diffusion (Kabir et al. 2016).

Effect of the partial pressure of reactant on reaction rate at 900 °C
The value of n was determined to be 0.67 and 0.95 under CO2 and steam gasification conditions. The reaction order determined from various low-rank brown coal was in the range of 0.34–0.48 under CO2 gasification (Tanner and Bhattacharya 2016; Kabir et al. 2016). In contrast, the reaction order was reported to be 0.85 under CO2 gasification using bituminous coal (Kim et al. 2014). The reaction order determined by Huo et al. (Huo et al. 2014a) showed a negligible variation in reaction order concerning CO2 and steam gasification with a value of 0.38 and 0.35 using bituminous coal. It is clear that the reaction order for C–CO2 and C–H2O lies between zero and one and varies depending on the operating conditions such as temperature, pressure, particle size and purity of the carbon particle (Walker et al. 1959).
Conclusion
This study investigates the CO2 and steam gasification characteristics of Barapukurian coal char using a thermogravimetric analyser. It is found that carbon conversion and gasification rate measured in the TGA depends on sample mass, particle size, reactant flow rate, crucible configuration and the partial pressure of the reactant. The CO2 and steam gasification reaction was chemically controlled up to 1100 and 900 °C, respectively. The intrinsic kinetics parameters were calculated using the volumetric, grain and random pore models under CO2 and steam gasification conditions. The activation energy in CO2 gasification using the RPM model was 173.4 kJ/mol, similar to that observed from the other two models. Under similar operating conditions, CO2 gasification required about 1.23 times higher activation energy than steam gasification. The partial pressure of the reactant on the reaction rate was found to be significant. The reaction order in steam gasification was 1.4 times higher than that of CO2 gasification.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Bhatia SK, Perlmutter D (1980) A random pore model for fluid-solid reactions: I. Isothermal, kinetic control. AIChE J 26(3):379–386
Chen C, Wang J, Liu W, Zhang S, Yin J, Luo G, Yao H (2013) Effect of pyrolysis conditions on the char gasification with mixtures of CO2 and H2O. Proc Combust Inst 34(2):2453–2460
Cuadrat A, Abad A, García-Labiano F, Gayán P, De Diego L, Adánez J (2012) Relevance of the coal rank on the performance of the in situ gasification chemical-looping combustion. Chem Eng J 195:91–102
Dingcheng L, Qiang X, Guangsheng L, Junya C, Jun Z (2018) Influence of heating rate on reactivity and surface chemistry of chars derived from pyrolysis of two Chinese low rank coals. Int J Min Sci Technol 28(4):613–619
Dong Ping Y (1994) Gasification of South Australian lignite in department of chemical engineering. The University of Adelaide, Adelaide
Fermoso J, Arias B, Pevida C, Plaza M, Rubiera F, Pis J (2008) Kinetic models comparison for steam gasification of different nature fuel chars. J Therm Anal Calorim 91(3):779–786
Goyal A, Zabransky RF, Rehmat A (1989) Gasification kinetics of Western Kentucky bituminous coal char. Ind Eng Chem Res 28(12):1767–1778
Huo W, Zhou Z, Wang F, Wang Y, Yu G (2014a) Experimental study of pore diffusion effect on char gasification with CO 2 and steam. Fuel 131:59–65
Huo W, Zhou Z, Wang F, Yu G (2014b) Mechanism analysis and experimental verification of pore diffusion on coke and coal char gasification with CO2. Chem Eng J 244:227–233
Kabir KB, Tahmasebi A, Bhattacharya S, Yu J (2016) Intrinsic kinetics of CO2 gasification of a Victorian coal char. J Therm Anal Calorim 123(2):1685–1694
Kajitani S, Hara S, Matsuda H (2002) Gasification rate analysis of coal char with a pressurized drop tube furnace. Fuel 81(5):539–546
Kibria M, Sripada P, Bhattacharya S (2019) Rational design of thermogravimetric experiments to determine intrinsic char gasification kinetics. Proc Combust Inst 37(3):3023–3031
Kim R-G, Hwang C-W, Jeon C-H (2014) Kinetics of coal char gasification with CO 2: impact of internal/external diffusion at high temperature and elevated pressure. Appl Energy 129:299–307
Liu L, Liu Q, Cao Y, Pan W-P (2015) The isothermal studies of char-CO. sub. 2 gasification using the high-pressure thermo-gravimetric method. J Therm Anal Calorim 120:1877
Maag G, Steinfeld A (2010) Design of a 10 MW particle-flow reactor for syngas production by steam-gasification of carbonaceous feedstock using concentrated solar energy. Energy Fuels 24(12):6540–6547
Nowak B, Karlström O, Backman P, Brink A, Zevenhoven M, Voglsam S, Winter F, Hupa M (2013) Mass transfer limitation in thermogravimetry of biomass gasification. J Therm Anal Calorim 111(1):183–192
Ollero P, Serrera A, Arjona R, Alcantarilla S (2002) Diffusional effects in TGA gasification experiments for kinetic determination. Fuel 81(15):1989–2000
Power system master plan (2016) Power division, ministry of power, energy and mineral resources, the people’s republic of Bangladesh, Available at http://www.bpdb.gov.bd/bpdb/index.php?option=com_content&view=article&id=12&Itemid=126. Accessed on 15/04/2019
Qin Y, He Y, Ren W, Gao M, Wiltowski T (2019) Catalytic effect of alkali metal in biomass ash on the gasification of coal char in CO 2. J Therm Anal Calorim 139:1–11. https://doi.org/10.1007/s10973-019-08719-2
Schulze S, Nikrityuk P, Abosteif Z, Guhl S, Richter A, Meyer B (2017) Heat and mass transfer within thermogravimetric analyser: from simulation to improved estimation of kinetic data for char gasification. Fuel 187:338–348
Shadle LJ, Monazam ER, Swanson ML (2001) Coal gasification in a transport reactor. Ind Eng Chem Res 40(13):2782–2792
Shahabuddin M and Bhattacharya S (2019) Gasification characteristics of Bangladeshi Barapukurian coal in a high-temperature entrained flow gasifier under CO2 atmosphere. In: AIP conference proceedings, AIP Publishing
Shahabuddin M, Bhattacharya S (2021a) Enhancement of performance and emission characteristics by co-gasification of biomass and coal using an entrained flow gasifier. J Energy Inst 95:166–178
Shahabuddin M, Bhattacharya S (2021b) Effect of reactant types (steam, CO2 and steam+ CO2) on the gasification performance of coal using entrained flow gasifier. Int J Energy Res 45(6):9492–9501
Shahabuddin M, Bhattacharya S (2021c) Process modelling for the production of hydrogen-rich gas from gasification of coal using oxygen, CO2 and steam reactants. Int J Hydrog Energy 46(47):24051–24059
Shahabuddin M, Krishna BB, Bhaskar T, Perkins G (2020) Advances in the thermo-chemical production of hydrogen from biomass and residual wastes: summary of recent techno-economic analyses. Bioresour Technol 299:122557
Shahabuddin M, Kibria M, Bhattacharya S (2021a) Effect of pore diffusion on the gasification characteristics of coal char under CO2 atmosphere. Int J Energy Clean Environ. https://doi.org/10.1615/InterJEnerCleanEnv.2021036490
Shahabuddin M, Kibria MA, Bhattacharya S (2021b) Evaluation of high-temperature pyrolysis and CO2 gasification performance of bituminous coal in an entrained flow gasifier. J Energy Inst 94:294–309
Shahabuddin M and Bhattacharya S (2018) Production of syngas using entrained flow gasification of pine bark biomass aiming to reduce greenhouse gas emission from power generation, In: international conference on mechanical, industrial and energy engineering, Khulna
Tanner J, Bhattacharya S (2016) Kinetics of CO2 and steam gasification of Victorian brown coal chars. Chem Eng J 285:331–340
Uwaoma R, Strydom C, Bunt J, Okolo G, Matjie R (2019) The catalytic effect of Benfield waste salt on CO 2 gasification of a typical South African highveld coal. J Therm Anal Calorim 135(5):2723–2732
Walker PL, Rusinko F, Austin L (1959) Gas reactions of carbon. Adv Catal 11:133–221
Wu H, Bryant G, Benfell K, Wall T (2000) An experimental study on the effect of system pressure on char structure of an Australian bituminous coal. Energy Fuels 14(2):282–290
Yan Q, Huang J, Zhao J, Li C, Xia L, Fang Y (2014) Investigation into the kinetics of pressurized steam gasification of chars with different coal ranks. J Therm Anal Calorim 116(1):519–527
Zhao B, Jin J, Li S, Liu D, Zhang R, Yang H (2019) Co-pyrolysis characteristics of sludge mixed with Zhundong coal and sulphur contaminant release regularity. J Therm Anal Calorim 138(2):1623–1632
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shahabuddin, M., Kibria, M.A. & Bhattacharya, S. Gasification kinetics of Barapukurian coal char using carbon dioxide and steam reactants. Chem. Pap. 76, 4459–4470 (2022). https://doi.org/10.1007/s11696-022-02186-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11696-022-02186-0