
Abstract
Cattle liquid manure (CLM) in future may become excellent raw material for the solid mineral fertilizers production. Phosphates(V) recovery from CLM can be done, e.g. through reaction crystallization of sparingly soluble salts: magnesium and ammonium phosphate(V) hexahydrate MgNH4PO4·6H2O (MAP, struvite) or/and calcium phosphates(V). The original kinetic calculations based on experimental test results concerning continuous reaction crystallization of sparingly soluble phosphates(V) from cattle liquid manure in a continuous laboratory DT MSMPR (Draft Tube, Mixed Suspension Mixed Product Removal) crystallizer with internal circulation of suspension driven by propeller stirrer are presented. Two kinetic models of continuous mass crystallization in MSMPR crystallizer: SIG (Size Independent Growth) and RE SDG (Rojkowski Exponential Size Dependent Growth) were adopted. Advantageous effects of: low pH (8.5), elongated mean residence time of suspension in a crystallizer (3600 s) and magnesium ions excess in relation to phosphate(V) ions concentration (1.2:1) on the process results were observed. Under the considered process conditions linear crystal growth rates of struvite were: G from 4.11 × 10−3 to 1.01 × 10−2 µm s−1 and G∞ from 5.30 × 10−3 to 1.02 × 10−2 µm s−1.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Cattle liquid manure (CLM) is used mainly as natural organic fertilizer; however, in nearest future it may be further converted and become excellent raw material for the solid mineral fertilizers production (Sommer et al. 2013; Rahman et al. 2014). Recovery of phosphates(V) from CLM may be realized, e.g. through reaction crystallization of sparingly soluble salts: magnesium ammonium phosphate(V) hexahydrate MgNH4PO4·6H2O (MAP, struvite) (Parsons 2001) or/and calcium phosphates(V) (Valsami-Jones 2001). Struvite precipitates after providing the solution containing phosphate(V) ions (like CLM) with substrates: magnesium (e.g. magnesium chloride) and ammonium (e.g. some ammonium salt) ions, followed by raising this solution’s pH (7 < pH < 11) (Le Corre et al. 2009). In the presence of calcium ions in CLM (see Table 1) also calcium phosphates(V) precipitate, which, depending on process parameter values (mainly pH) and solution composition, can form various crystal or amorphous phases: CaHPO4·2H2O (brushite, DCPD), Ca4H(PO4)3·2.5H2O (OCP), Ca3(PO4)2·nH2O (ACP or TCP, n may be also 0), Ca5(PO4)3OH (hydroxyapatite, HAP) and other ones (Valsami-Jones 2001). Effect of calcium ions on struvite reaction crystallization course and product quality was presented elsewhere by Le Corre (batch reaction crystallization—Le Corre et al. 2005) and Hutnik (continuous reaction crystallization—Hutnik et al. 2011, 2017). Presence of calcium ions in cattle liquid manure represents mixture of struvite and calcium phosphates(V) (Hutnik et al. 2013; Kozik et al.2014ab, c, 2015, 2016), what essentially influences utilization of this product as a mineral fertilizer (Latifian et al. 2012). Also hydroxides and salts of selected impurities present in CLM can be identified in a product (Kozik et al. 2015, 2016). Size distributions of these multicomponent products depend mainly on composition of cattle liquid manure and continuous reaction crystallization process parameters (Le Corre et al. 2009; Kozik et al. 2014b). From the authors’ earlier research studies and analysis it is seen that the sizes of struvite product crystal vary in relatively broad range: from few up to more than 200 µm (Kozik et al. 2015, 2016).
The experimental test results with appropriate kinetic calculations, concerning continuous reaction crystallization of sparingly soluble phosphates(V) from cattle liquid manure (CLM) in a continuous laboratory DT MSMPR (Draft Tube, Mixed Suspension Mixed Product Removal) crystallizer with internal circulation of suspension driven by propeller stirrer are presented. Crystallizer was provided with the feed prepared from the real CLM, however, artificially enriched under laboratory conditions in other nutrients (correction of composition) and in magnesium ions (for struvite synthesis reaction the PO43−: Mg2+ proportions were set as 1:1 and 1:1.2). From crystal size distributions of the products nucleation rates B and linear crystal growth rates G of struvite were estimated. Two kinetic models derived for continuous mass crystallization in MSMPR crystallizer were employed: SIG (Size Independent Growth) (Mullin 1993; Randolph and Larson 1988) and RE SDG (Rojkowski Exponential Size Dependent Growth) model (Rojkowski 1977; Koralewska et al. 2009). Knowledge of these continuous processes kinetics may be especially useful for elaboration of technology of phosphates(V) recovery from cattle liquid manure. Since literature provides usually rather batch struvite reaction crystallization experiments results, data from continuous tests are hardly ever accessible in literature. Experimentally verified kinetic data may be useful in design of continuous phosphorus recycling plants comply with Industry 4.0 standards, goals and principles.
Theoretical
For steady state mass crystallization process in a continuous crystallizer with perfectly mixed suspension and removal of unclassified, representative product (abbreviated as ideal MSMPR crystallizer) crystal population balance can be presented in a form of the following differential Equation (1) (Randolph and Larson 1988):
where n(L) is population density for crystal size L, G(L) is linear growth rate corresponding to size L and τ is mean residence time of crystal suspension in a crystallizer.
Equation (1) results from the following simplifying assumptions:
-
all crystals are geometrically similar,
-
crystals aggregation, agglomeration, attrition and disruption phenomena do not occur,
-
crystal size distribution can be approximated with continuous function (very large number of crystals),
-
nuclei formed in a crystallizer have zero size,
-
no crystals in a feed.
Assuming that McCabe rule is fulfilled, thus crystal growth rate G does not depend on crystal size (G(L) = G = const. for a given supersaturation), Eq. (1) simplifies further to (2):
Equation (2) represents the commonly used kinetic model abbreviated as SIG model. From (2) one can derive population density distribution function n(L) of solid product (3):
where n0 is nuclei population density (n for L = 0).
Equation (3) is used for experimental data fitting and calculation—for the known mean residence time of suspension in a crystallizer τ—linear crystal growth rate G and nucleation rate B = n0G (Mullin 1993).
Contrarily, considering in crystal population balance (1) crystal growth rate dependent on their sizes (G(L) ≠ const., SDG model) requires assumption of some specific form of G(L) dependency, followed by solving the resulting Eq. (4):
As a specific G(L) relation the Rojkowski exponential kinetic model (RE SDG) (5) was assumed (Rojkowski 1977). It is one of two SDG kinetic models reliably fitting the experimental data concerning continuous reaction crystallization of struvite (Koralewska et al. 2009):
where G∞ is maximal linear crystal growth rate (of the largest crystals), G0 is minimal linear crystal growth rate (of nuclei L = 0) and a is empirical parameter.
Solving of Eq. (4) supplemented with detailed (5) G(L) dependency provides one with analytical solution—n(L) function (6) (Machej and Piotrowski 2001):
Knowing the nuclei population density, n0, and their linear growth rate, G0 (or one G value independent of size for SIG model), nucleation rate B can be calculated with the following relation (7a—for SDG kinetics or 7b —for SIG kinetics):
Experimental
Photo of the experimental plant is presented in Fig. 1a. It is fully programmed and automated Mettler Toledo plant. Steering, control and acquisition of measurement data were done with the use of PC computer (driven by iControl LabMax 4.0 software). The investigated continuous process ran in DT MSMPR type crystallizer of working volume Vw 0.6 dm3 (total volume Vt 2.0 dm3) (Kozik et al. 2015).

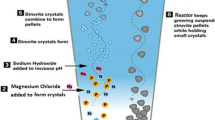
a Experimental stand designed for research on continuous reaction crystallization of struvite (Mettler Toledo automatic system). b Schematic diagram of the experimental plant: 1—DT MSMPR type crystallizer with internal circulation of suspension, 2—thermostat, 3—PC computer, 4—reservoir of a feed: cattle liquid manure (CLM) and MgCl2, 5—feed proportioner (pump), 6—alkalinity agent tank: aqueous solution of NaOH, 7—proportioner (pump) of NaOH solution, 8—receiver (pump) of product crystal suspension from the crystallizer tank, 9—storage tank of a product crystal suspension, 10, 11, 12—electronic balances, Air—compressed air delivery system, M—stirrer speed control/adjustment, pH—alkaline/acid reaction control/adjustment, T—temperature control/adjustment
Details of research laboratory-scale plant are presented in its schematic diagram—Fig. 1b. Crystallizer unit (adapted automatic reactor LabMax Mettler Toledo), made of the glass, was supplied with heating/cooling jacket working as heat exchanger and stabilizing the predetermined process temperature, as well as in the system providing compressed air necessary for the absorbed CO2 removal and oxidation of organic substances present in the struvite reaction crystallization environment. Crystallizer diameter was d 100 mm, working part height hw 70 mm, total height ht 200 mm. Inside crystallizer unit the circulation profile element (DT, draft tube, ddt 54 mm, hdt 45 mm) was installed, holding 4-paddle propeller mixer of diameter dm 46 mm. Mixer speed, process temperature, compressed air stream, feed and pH correction solution inflows and product crystal suspension outflow from the crystallizer were rigorously controlled and adjusted when appropriate by computer.
Feed was provided directly into circulation pipe (DT) sub-volume (mixer speed: 4.0 1/s; suspension movement towards bottom). Into annular space outside DT element (suspension movement to the top) aqueous sodium hydroxide solution (3 mass% NaOH) was precisely injected stabilizing and correcting the predetermined pH 8.5 or 9. Constant process temperature 298 K was assumed. Volumetric flow rate of the feed was 2.4 or 0.6 dm3/h; in effect mean residence times of suspension in a crystallizer were 900 or 3600 s, appropriately. After predetermined parameter stabilization, steady-state process ran through five mean residence times. After each steady-state test solid-phase content in suspension (MT) was determined and suspension was separated into solid and liquid fraction on a vacuum filter. Solid product was not washed with water. Instead, it was dried “as is” in ambient air.
Cattle feaces and urine were sampled in a cattle breeding animal farm near Wroclaw, Poland (collective tank), and then carefully premixed and filtered. In a dark brown, nearly black filtrate one could clearly observe suspended small particles (fines) of the solid phase. On the free surface of filtrate some stable foam self-formed. Its pH demonstrated alkaline character (pH 9.16). From the chemical composition analysis it resulted that simultaneous action of preprocessing time (starting from „formation” up to filtration and chemical analysis) significantly exceeded the corresponding induction time (unknown for this system). Moreover, alkaline pH of liquid manure/filtrate was responsible for practically total co-precipitation of sparingly soluble species including magnesium and calcium phosphates(V), as well as metal hydroxides. Precipitated salts and hydroxides enriched thus solid phase which was separated during filtration. In effect the original composition of liquid phase was altered significantly. In filtrate, however, neither phosphates(V) nor most of the magnesium, calcium, copper, iron, manganese, molybdenum and zinc ions were observed. Chemical composition of liquid manure was thus purposefully adjusted in laboratory conditions (restoring back its starting composition). However, the literature values of individual components concentrations (Sommer et al. 2013; Rahman et al. 2014) were assumed. Also chemical composition of so-called “synthetic liquid manure” together with experimental results presented in Kozik et al. (2014b) was considered. Obtained this way, “new liquid manure” solution was prepared in external mixer, based on the following substances in crystalline form: NH4H2PO4, MgCl2·6H2O, NaCl, CaCl2, CuCl2·2H2O, MnCl2·4H2O, ZnCl2 together with FeCl3·6H2O (analytically pure, POCh, Gliwice, Poland), standard solution (NH4)6Mo7O24 (CertiPUR, Merck, Germany) and deionized water (Barnstead-NANOpure DIamond).
Crystallizer was continuously provided with a feed representing filtrate of cattle liquid manure with complemented (restored) chemical composition and enriched in magnesium ions—substrate in struvite reaction crystallization process. Detailed chemical composition of the crystallizer feed is shown in Table 1 (for molar proportion PO43−: Mg2+ in a feed set as 1:1 and 1:1.2).
After stabilization of the predetermined parameter values in a crystallizer (T 298 K, pH 8.5 or 9, τ 900 or 3600 s), process additionally ran in a steady state through the time equivalent of five mean residence times (thus 4500 s or 18,000 s). After this time solid-phase content in suspension (MT) was determined. Then suspension was directed to vacuum filter. Solid phase, after mechanical separation of mother liquor, was not water washed. Instead, product was dried in air in ambient temperature.
Chemical compositions of mother liquor and solid product were determined with atomic absorption spectrometer iCE 3000 (metals), spectrophotometer UV–VIS Evolution 300 [phosphates(V)] and by titration method (ammonium, formalin method). The powder samples with addition of melt—lithium borates mixture were melted and subjected to chemical analysis (phosphorus and metals) by means of X-ray fluorescence spectrometer PANalytical Magi’X PW2424. Quantitative chemical composition based on calibration dependencies and ZAF correction equations was determined according to international standard PN EN ISO 12,677: 2011.
The X-ray tests were done in Certified Laboratory in Institute of Ceramics and Building Materials in Gliwice (Poland) (http://icimb.pl/gliwice/).
The PANalytical XPERT PRO MPD X-ray diffractometer, equipped with an X-ray tube with a Cu anode, an X’Celerator RTMS detector and sample spinner was used in the investigations reported in the work. Experimental conditions were individually selected according to the specific sample character. The most often X-ray pattern for phase analysis in angular range 5–80° 2θ was collected with tube settings 40 kV and 30 mA.
Qualitative phase analysis by means of PANalytical HighScore software and ICDD PDF 4+ database was carried out. Quantitative phase composition analyses by standardless Rietveld method using Siroquant software were determined.
Using solid particle laser analyzer Beckman Coulter LS 13,320, size distributions of product particles and their statistical parameters were determined. Particle shapes were evaluated based on computer-aided analysis of images provided by scanning electron microscope JEOL JSM 5800LV. Differential thermal analysis DTA, thermogravimetry TG and differential thermogravimetry DTG were carried out using STA 409 PC Netzsch thermal analyser equipped with quadrupole mass spectrometer QMS 403 C Aëolos for evoluted gas phase analysis (EGA). The apparatus worked at temperature range 20–1450 °C and allowed for analysis in corundum or platinum crucibles. As reference materials corundum was used.
From CLM of composition presented in Table 1, solid product was manufactured whose sample is shown in Fig. 2.

Exemplary differential (left scale) and cumulative (right scale) volumetric (mass) crystal size distributions of product particles. Process parameters: T 298 K, pH 9, τ 3600 s. Product particles: maximal size Lmax 220 μm, L < 5 μm: 13.8%, mean size Lm 37.0 μm, mode size Ld 38.0 μm, coefficient of crystal size variation CV 97.5% (Kozik et al. 2015)
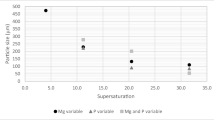
Statistical parameters of particle size distributions covering all manufactured products discussed in this study are presented in Table 2. Depending on the process parameter values, these were particles of size Lm from 12.4 μm (pH 9, τ 900 s, PO43−: Mg2+ as 1:1) to 40.2 μm (pH 9, τ 3600 s, PO43−:Mg2+ as 1:1.2) representing, however, unsatisfactory homogeneity: CV 101.0% and 98.8%, appropriately. Mode size Ld of these product populations varied within the 8.5–39.8 μm range.
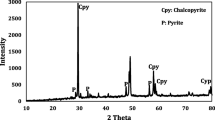
Phase compositions of the products are presented in Table 3. These compositions were determined using X-ray tests (X-ray diffractometer).
It was concluded that product contained from 58.6 to 62.2 mass % of struvite MgNH4PO4·6H2O depending on molar ratio of PO43− to Mg2+ in a crystallizer feed point. Also crystalline halite NaCl (3.2–3.6 mass %) and sylvite KCl (1.2–1.6 mass%) were identified. Some amorphous phase (33.4–36.2 mass %) was observed, as well. Comparing the quantitative phase analysis results (Table 3) with the feed composition (Table 1) one must conclude that amorphous phase is composed mainly of hydrated forms of some calcium phosphates(V) (Valsami-Jones 2001). One can also expect that co-precipitating sparingly soluble hydroxides of some metal impurities were present in this phase, as well.
Chemical composition of solid phase, determined with the use of X-ray fluorescence spectrometer, is presented in Table 4. More thorough analysis of component concentrations in a crystallizer feed, in mother liquor and in solid product was presented elsewhere (Kozik et al. 2015, 2016).
Results and discussion
Based on analysis of experimental population density distributions of the solids produced from cattle liquid manure (CLM) (particle size distribution parameters—see Table 2) it was concluded that for struvite crystals of size L > 50 μm the n(L) dependency may be approximated with linear function (in lnn—L coordinates). From SIG MSMPR kinetic model the linear crystals’ growth rate G and nucleation rate B were determined. Regression parameters of population density distribution function (3) valid for struvite crystals of size L > 50 μm and calculated on this basis G and B values are presented in Table 5.
Practical applicability range of SIG MSMPR model in experimental n(L) data fitting (linearity in ln n-L system) for L > 50 μm only made, that kinetic parameter values calculated with this model have limited practical implementation. These may be useful only for, e.g. the test results comparison. This especially concerns the nuclei population densities n0 and n0-dependent nucleation rates B. From the analysis and comparison of kinetic parameters (Table 2 and 5) it results that slight rise of pH from 8.5 to 9 (for τ 900 s) produced that G decreased as much as 2-times, whereas B enlarged more than 14-times. Mean product crystal size decreased from Lm 17.8 to 12.4 μm, whereas population’s size-homogeneity, as CV, also distinctly decreased (CV above 100%) (Table 2). Elongation of mean residence time of suspension in a crystallizer up to τ 3600 s made that nucleation rate decreased from 1.7 × 1010 to 9.0 × 107 s−1 m−3 (nearly 190-times). Linear growth rate G also slightly decreased; however, elongated contact time of struvite crystals with supersaturated mother liquor made that final product size raised (Lm enlarged up to 37.0 μm). Magnesium ions excess in relation to phosphate(V) ions’ concentration (as 1.2:1) influenced the particle sizes advantageously. Mean size of struvite crystals Lm enlarged by more than 8%, owing to simultaneously both higher linear struvite crystal growth rate (4.82 × 10−3 μm s−1) and lower nucleation rate (6.7 × 107 s−1 m−3) (Table 5).
Employing of the same experimental data n(L) for kinetic calculations, but assuming validity of the RE SDG MSMPR model frame, leads up to different kinetic parameter values (Table 6).
The assumed more complex SDG model renders characteristic curvature of n(L) in ln n-L coordinates very well (Hutnik et al. 2013; Kozik et al. 2014b). Thus, the calculated G0, G∞ and B parameter values may be with high probability regarded as reliable for description and kinetic modelling of struvite continuous reaction crystallization from cattle liquid manure. Effect of process parameters changes (Table 2) on the n0, G(0,∞) and B parameter change trends is generally identical with the results corresponding to simpler SIG MSMPR model (3) (presented above) (compare Table 5 with Table 6). The most advantageous conditions for crystalline struvite production corresponded to pH 9, τ 3600 s and 20% magnesium ions’ excess in relation to phosphate(V) ions concentration. These represent the lowest nuclei population density n0 (3.09 × 1023 m−1 m−3), the highest linear growth rate of nuclei G0 (1.82 × 10−5 μm s−1) at the smallest nucleation rate B (5.62 × 1012 s−1 m−3). In result mean size of struvite crystals in a product was 40.2 μm.
Comparison of simulated linear struvite crystal growth rates, calculated with both kinetic models: SIG and RE SDG is presented in Fig. 3.

Size-dependence of linear growth rate of struvite crystals in DT MSMPR crystallizer. General comparison of predictions with Eqs. (3) (5) and (6) and kinetic data from Tables 5 and 6: a and b—SIG MSMPR model; c and d—RE SDG MSMPR model. Process parameters: pH 8.5, τ 900 s, PO43−: Mg2+ = 1:1—lines a and c; pH 9, τ 3600 s, PO43−: Mg2+ = 1:1.2—lines b and d
Linear growth rate of struvite crystals predicted by SIG MSMPR model is constant, independent of crystal size. Exemplary G values from SIG MSMPR—demonstrated in Fig. 3 as horizontal lines a and b—are 1.01 × 10−2 and 4.82 × 10−3 µm s−1 for the process parameters shown in Table 2 (see No. 1 and 4, respectively). For the same process parameter sets, graphical courses of G(L) dependencies (c and d lines) predicted by RE SDG MSMPR model (Eq. (5), see No. 1 and 4 in Table 6) are also presented in the same Fig. 3. With the rise of struvite crystal sizes, linear growth rate nonlinearly increases from initial nuclei growth rate G0 (9.81 × 10−6 µm s−1—c line; 1.82 ×10−5 µm s−1—d line) for the crystals of size L = 0, up to maximal G∞ values 1.02 ×10−2 and 5.52 ×10−3 µm s−1, correspondingly. However, for the crystals of size larger than ca. 50 µm, linear growth rate G(L) stabilizes and becomes practically constant. Analysing these observations it results that in continuous reaction crystallization system, especially in the cattle liquid manure environment, the struvite crystals grow at different rates. Small crystals grow slower, and larger ones—faster. One should also notice, that the G values calculated with the most simplified SIG kinetic model (3) are rather for struvite crystals of larger sizes, similar to G∝ values predicted with the selected, more flexible SDG model (6). In some cases (see line a and c in Fig. 3) these are even practically identical. It is important process observation for the detailed analysis of struvite reaction crystallization from cattle liquid manure in the continuous operation mode.
It may be generally concluded that changes in decisive parameters of continuous struvite reaction crystallization process (pH = 8.5 or 9, τ = 900 or 3600 s and PO43−: Mg2+ = 1:1 or 1:1.2) produced qualitatively similar—increasing or decreasing—trends in nuclei population density n0 of struvite, in linear growth rate of its crystals G and in nucleation rate B values calculated with both kinetic models. It should be noticed, however, that the n0 and B values calculated with both kinetic models are not comparable directly; the differences can reach even 105–106. It results from significant simplifications in SIG MSMPR model which was constrained only to linear data extrapolation for lower sizes. However, linear growth rates of struvite crystals G (SIG MSMPR model) and G∞ (RE SDG MSMPR model) are similar.
Conclusions
Kinetic parameters of continuous struvite reaction crystallization process from cattle liquid manure (CLM) were estimated. Calculations involved two kinetic model frames, both valid for ideal continuous MSMPR crystallizer: SIG and RE SDG. Especially low pH (8.5), elongated mean residence time of suspension in a crystallizer (3600 s) and magnesium ions excess in relation to phosphate(V) ions’ concentration (1.2:1) favour the process effects in respect to product crystal quality. Besides B, the G and G∞ may be regarded as moderately reliable data for struvite continuous reaction crystallization kinetics modelling in the considered process conditions (cattle liquid manure—CLM): G from 4.11 × 10−3 to 1.01 × 10−2 µm s−1 and G∞ from 5.30 × 10−3 to 1.02 × 10−2 µm s−1. Presented, experimentally verified kinetic data can be employed in analysis of continuous process variant. Continuous mode complíes with Industry 4.0 standards, goals and principles (however, which kinetic data are hardly ever met in accessible literature) makes integration of reaction crystallization process with other, the most often also continuous unit operations within the whole plant possible. Moreover, continuous mode of reaction crystallization process provides stable process conditions and thus related stable product properties. One can suppose that, because of growing phosphorus recycling scale, continuous operation mode will dominate in nearest future and experimental data related to continuous approach may find them useful in industrial practice.
Abbreviations
- a :
-
Parameter in Eq. (5) and (6) µm–1
- ACP:
-
Amorphous calcium phosphate, Ca3(PO4)2
- B :
-
Nucleation rate m–3 s–1
- CLM:
-
Cattle liquid manure
- CV:
-
Coefficient of (crystal size) homogeneity %
- DCPD:
-
Brushite or dicalcium phosphate dehydrate, CaHPO4∙2H2O
- DT:
-
Draft tube
- G :
-
Crystal linear growth rate µm s−1
- G 0 :
-
Crystal linear growth rate for nuclei µm s−1
- G ∞ :
-
Crystal linear growth rate for the largest crystals µm s–1
- HAP:
-
Hydroxyapatite
- MAP:
-
Magnesium and ammonium phosphate(V) hexahydrate, struvite
- MSMPR:
-
Mixed suspension mixed product removal (crystallizer)
- n :
-
Population density m–1 m–3
- n 0 :
-
Nuclei population density m–1 m–3
- L :
-
Crystal size μm
- L d :
-
Crystal mode size μm
- L m :
-
Crystal mean size μm
- L max :
-
Maximal crystal size μm
- L 16 :
-
Crystal size corresponding to 16 mass % undersize fraction in cumulative distribution μm
- L 50 :
-
Median crystal size μm
- L 84 :
-
Crystal size corresponding to 84 mass % undersize fraction in cumulative distribution μm
- M T :
-
Solid phase content in suspension kgsolid m−3
- OCP:
-
Octacalcium phosphate, Ca4H(PO4)3∙2.5H2O
- RE:
-
Rojkowski exponential (kinetic model)
- SDG:
-
Size dependent growth (kinetic model)
- SIG:
-
Size independent growth (kinetic model)
- TCP:
-
Tricalcium phosphate, Ca3(PO4)2
- V :
-
Volume dm3
- x i :
-
Mass fraction of crystals of mean fraction size Li –
- T :
-
Temperature K
- τ :
-
Mean residence time of suspension in a crystallizer s
- t :
-
Total
- w :
-
Working
References
Hutnik N, Piotrowski K, Wierzbowska B, Matynia A (2011) Continuous reaction crystallization of struvite from phosphate(V) solutions containing calcium ions. Cryst Res Technol 46:443–449. https://doi.org/10.1002/crat.201100049
Hutnik N, Kozik A, Mazienczuk A, Piotrowski K, Wierzbowska B, Matynia A (2013) Phosphates(V) recovery from phosphorus mineral fertilizers industry wastewater by continuous struvite reaction crystallization process. Wat Res 47:3635–3643. https://doi.org/10.1016/j.watres.2013.04.026
Hutnik N, Stanclik A, Matynia A (2017) Influence of calcium ions on struvite precipitation and crystallization from wastewaters. Przem Chem 96:1864–1868. https://doi.org/10.15199/62.2017.9.8
Koralewska J, Piotrowski K, Wierzbowska B, Matynia A (2009) Kinetics of reaction-crystallization of struvite in the continuous draft tube magma type crystallizers—influence of different internal hydrodynamics. Chin J Chem Eng 17:330–339. https://doi.org/10.1016/S1004-9541(08)60212-8
Kozik A, Hutnik N, Mazienczuk A, Wierzbowska B, Piotrowski K, Podwórny J, Matynia A (2014a) Phosphates(V) recovery from synthetic liquid manure by continuous struvite reaction crystallization process. In: Proceedings of 41st international conference of SSCHE, Tatranské Matliare, Slovakia, p 853–861. (ISBN: 978-80-89475-13-1, EAN: 9788089475131)
Kozik A, Hutnik N, Piotrowski K, Matynia A (2014b) Continuous reaction crystallization of struvite from diluted aqueous solution of phosphate(V) ions in the presence of magnesium ions excess. Chem Eng Res Des. 92:481–490
Kozik A, Hutnik N, Podwórny J, Gerle A, Mazienczuk A, Matynia A (2014c) Recovery of phosphate(V) ions from synthetic swine wastewater under stoichiometric conditions. Przem Chem. 93: 559–564. https://doi.org/10.12916/przemchem.2014.559
Kozik A, Hutnik N, Hoffmann K, Huculak-Maczka M (2015) Phosphates(V) ions recovery from cattle manure. Przem Chem 94:938–942. https://doi.org/10.15199/62.2015.6.15
Kozik A, Hutnik N, Piotrowski K, Matynia A (2016) Precipitation of calcium and magnesium phosphates(V) from cattle manure. In: Proceedings of 43rd international conference of SSCHE, Tatranské Matliare, Slovakia, p 508–515. (ISBN: 978-80-89597-35-2, EAN: 9788089597352)
Latifian M, Liu J, Mattiasson B (2012) Struvite-based fertilizer and its physical and chemical properties. Environ Technol 33:2691–2697. https://doi.org/10.1080/09593330.2012.676073
Le Corre KS, Valsami-Jones E, Hobbs P, Parsons SA (2005) Impact of calcium on struvite crystal size, shape and purity. J Cryst Growth 283:514–522. https://doi.org/10.1016/j.jcrysgro.2005.06.012
Le Corre KS, Valsami-Jones E, Hobbs P, Parsons SA (2009) Phosphorus recovery from wastewater by struvite crystallization: a review. Crit Rev Environ Sci Technol 39:433–477. https://doi.org/10.1080/10643380701640573
Machej K, Piotrowski K (2001) Review and comparison of kinetic equations for mass crystallization design purposes. Inz Ap Chem 40(5):17–18
Mullin JW (1993) Crystallization. Butterworth-Heinemann, Oxford
Parsons SA (2001) Phosphate precipitation from waste waters—recent scientific and technical developments: struvite (magnesium ammonium phosphates). CEEP Scope Newslett 41:15–22
Rahman MM, Salleh MAM, Rashid U, Ahsan A, Hossain MM, Ra CS (2014) Production of slow release crystal fertilizer from wastewaters through struvite crystallization—A review. Arab J Chem 7:139–155. https://doi.org/10.1016/j.arabjc.2013.10.007
Randolph AD, Larson MA (1988) Theory of particulate processes: analysis and techniques of continuous crystallization, 2nd edn. Academia Press, New York. ISBN 9780323161817
Rojkowski Z (1977) New empirical kinetic equation of size dependent crystal growth and its use. Krist Tech 12:1121–1128
Sommer SG, Christensen ML, Schmidt T, Jensen LS (2013) Animal manure recycling. Treatment and Management. Wiley, New Delhi
Valsami-Jones E (2001) Phosphate precipitation from waste waters—recent scientific and technical developments: calcium phosphate precipitation. CEEP Scope Newsl 41:8–15
Acknowledgements
The work was supported by the National Science Center of Poland under grant No 2016/21/D/ST8/01694, 2017–2020.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Stanclik, A., Hutnik, N., Piotrowski, K. et al. Struvite nucleation and crystal growth kinetics from cattle liquid manure. Chem. Pap. 73, 555–563 (2019). https://doi.org/10.1007/s11696-018-0613-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11696-018-0613-5