
Abstract
Vanadium carbide (VC)-reinforced Fe-based hard facings are pivotal in enhancing the wear resistance of tools prone to mechanical damage. This study investigates the impact of titanium diboride (TiB2) addition (at varying laser power and powder federate) on the microstructure, hardness, wear resistance, and corrosion resistance of high-carbon ferrochrome FeCrV15 clad coatings for agricultural and mining applications. Laser cladding techniques were employed to deposit coatings on steel substrates, and the samples were subjected to comprehensive material characterization, including microhardness testing, wear studies, and electrochemical polarization. Results reveal that TiB2 addition led to visible reactions during deposition, resulting in decreased hardness compared to pure FeCrV15 coatings. Moreover, TiB2 incorporation adversely affected the anti-corrosion properties of the coatings, although FeCrV15 coatings exhibited superior corrosion resistance compared to FeCrV15 + TiB2 coatings. Tribological evaluations showed that all coatings exhibited better anti-wear capabilities compared to the steel substrate, with varying degrees of improvement influenced by TiB2 concentration and laser beam power. Overall, FeCrV15 deposits demonstrated superior anti-wear and anti-corrosion properties compared to FeCrV15 + TiB2 coatings and attributed to increased convergence of carbide particles and higher grain-boundary density. This research contributes to understanding the intricate interplay between carbide reinforcement and matrix structure in Fe-based hard facings, providing insights for optimizing coating performance in demanding industrial applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To achieve the required performance, a prevalent approach in additive manufacturing of iron-based alloys involves modifying the microstructure through adjustments to fabrication parameters or the addition of alloying components (Ref 1, 2). Vanadium carbide (VC)-reinforced Fe-based hard facings have gained importance in order to increase the wear resistance of tools that are prone to mechanical damage. According to Bouaifi et al., precipitated VCs in particular serve as barriers to the invading abrasive (Ref 3), whereas Wei et al. found that an increase in the quantity and even distribution of hard phases increases the resistance to abrasive wear (Ref 4). The mean free route, \({\lambda }_{\text{MFW}}\), established by Nishida et al. as the main factor determining the wear resistance, is the distance between the hard phase precipitates (Ref 5). To get the highest abrasive wear resistance, the mean free route \({\lambda }_{\text{MFW}}\) must be lower than the abrasive's mean diameter, \({d}_{A}\). Furthermore, the Fe-based alloy's grain refinement is aided by VCs, increasing the material's hardness and, consequently, its resistance to impact wear (Ref 6).
The ASTM A532 classifies high-carbon ferrochrome alloy as belonging to the ternary system of Fe-Cr-C with around 15-30 weight percent Cr, 2.4-4 weight percent C, and certain other elements in trace amounts. It is part of the group of high Cr typecast irons amalgam (Ref 7,8,9,10). Vanadium (around 15 weight percent) and other hard elements are present in significant amounts in some high-carbon ferrochrome alloys, which have a quaternary structure of Fe-Cr-V-C. For mineral extraction and plowing operations, this has been employed to create in situ vanadium-chromium-iron carbides overlay on steel baseplate (Ref 11, 12). The mixture of hard carbides that are largely consistent with the generally soft matrix around them, along with their generally low cost and wide availability (Ref 13,14,15), makes it a desirable material for creating tools in these sectors. The microstructure's carbide microprecipitation percentage, orientation, and grain refinement (Ref 12) and the overall wear and corrosion resistance is determined by the close interaction between the carbide and the matrix around it (Ref 16,17,18). Despite the precipitated carbides' essential role in generally improving the strength (Ref 19) and wear resistance of iron-base alloys, wear resistance is largely dependent on the amount of structural support supplied by the matrix structure (Ref 20, 21).
Due to its suitable physical and thermodynamic characteristics, high hardness, and high Young's modulus of elasticity, TiB2 is regarded as a superior ceramic-reinforced particle (Ref 22). The hard ceramic has good wear resistance, high strength, and excellent heat conductivity. It was employed in applications for bulletproof vests because of its high elastic modulus, compressive strength, and density. It has been discovered that the microstructure and hardness (Ref 11, 23), wear and corrosion resistance (Ref 24, 25) of steel are enhanced by the high-carbon ferrochrome FeCrV15 coatings. However, Aramide et al. (Ref 12) discovered that adding more chromium to the FeCrV15 coating speed up the formation of austenitic iron, and this decreased the polarization potential and hardness of the precipitated coatings, and increased current density and corrosion rate. The incorporation of TiB2, renowned for its exceptional qualities, into FeCrV15 coatings is anticipated to bolster their performance by fostering a robust synergistic relationship with the metallic matrix, consequently augmenting their mechanical attributes. With this objective in mind, the present study aims to investigate the influence of titanium diboride incorporation and its variations on the microstructure, hardness, wear resistance, and corrosion resistance of high-carbon ferrochrome FeCrV15 clad, particularly tailored for agricultural and mining applications. These aspects are thoroughly scrutinized within the scope of this research.
2 Materials and Experimental Methods
At the Council for Scientific and Industrial Research (CSIR) in Pretoria, South Africa, the coatings were applied in successive layers onto a steel baseplate measuring 100 mm × 100 mm × 5 mm. Titanium diboride (TiB2) and FeCrV15 powders, both utilized in this research, were procured from WearTech in South Africa with a purity of 99.9%. These powders were employed without further treatment (refer to Table 1 for the chemical composition of the powders and baseplate by weight). Utilizing a 3 kW Continuous Wave IPG Fiber laser system, coatings were created with five tracks, three layers, and a 50% intersection. The powders were dispensed directly onto the substrate using a DPSF-2 co-axial powder feeder. Detailed laser processing parameters are provided in Table 2. Argon was used at flow rates of 2 L/min and 15 L/min for conveying and shielding gases, respectively. Schematic diagrams of the laser head and process are depicted in Fig. 1.

The samples underwent a series of preparation steps including cutting into cross sections, grinding, polishing, and subsequent etching in a solution comprising 150 ml water, 50 ml HCl, 25 ml HNO3, and 1 g of copper chloride (CuCl2). Analysis was conducted utilizing an optical polarizing microscope (OPM) and a scanning electron microscope (SEM) equipped with energy-dispersive spectroscopy (EDS). Additionally, examination with an x-ray diffractometer employing Cu radiation and a parallel beam with a 2 mm diameter was performed. Microhardness assessment was conducted both horizontally and vertically using the FM-ARS900 Vickers testing device, which is fully computerized. A force of 300 g was applied at 200 μm intervals from the specimen tip to the center of the baseplates to evaluate the clad's hardness characteristics. Wear studies were carried out using an Anton Paar Tribometer with a silicon nitride ball of 1.5 mm radius to determine wear rates and coefficient of friction (COF). The experimental conditions included a load of 10 N, a speed of 200 rpm, and a runtime of 15 minutes. Wear rate determination involved profiling the wear track with a profilometer following image capture using SEM/EDS. Electrochemical polarization was performed using an Autolab potentiostat (PGSTAT302) in a three-electrode cell setup. Coated samples with an exposed surface area of 100 mm2 served as functional electrodes, with AgCl/Ag as the reference electrode and platinum as the counter anode. To ensure stable conditions, the open-circuit potential was monitored, followed by polarization scans at a rate of 1 mV/s after allowing the system to stabilize for thirty minutes. This electrochemical polarization testing was conducted in a soil-water solution prepared from typical agricultural soil at room temperature.
3 Results and Discussion
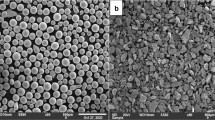
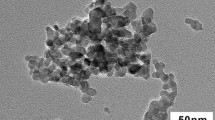
Figure 2 exhibits SEM micrographs of the powder materials employed in the study (Ref 12). The cross sections of the FeCrV15 cladded sample are shown in Fig. 3. The sample is devoid of cracks, as determined by physical examination of the cross-sectional surface, optical and scanning electron microscopy. Figure 4 represents the cross sections of FeCrV15 + TiB2 coatings: there is a higher dilution ratio, and defects in all the TiB2 (C1, C2, C3, and C4) introduced coatings when compared to A1. A high visible reaction was observed during the coating process as TiB2 powder was introduced; this resulted in air entrapment in the coatings, leading to pores and defects. Due to gas microencapsulation, which strongly relies on the sporadic reaction and densification approach, all of the clads are built up at roughly the same rate with a higher amount of porosity, see Fig. 4. The SEM/EDS of the deposited coating is presented in Fig. 5.


Cross section of FeCrV15 coating

Cross section of FeCrV15 + TiB2 coating

SEM/EDS micrographs of the coatings: (a) sample A, (b) sample C1, (c) sample C2, (d) sample C3 and (e) Sample C4
3.1 Microhardness Property of the Coatings
Table 3 and Fig. 6(a) and (b) show the microhardness test results for the coated samples and steel substrate. The steel substrate's hardness was determined to be 170 HV 0.3. The FeCrV15 + TiB2 coatings have hardness values of 890 HV 0.3, 902 HV 0.3, 789 HV 0.3, and 812 HV 0.3 for C1, C2, C3, and C4, respectively. However, the hardness property of FeCrV15 coating with zero addition of TiB2 has the highest value of 1000 HV 0.3. The microhardness value of FeCrV15 + TiB2 coating at 700 W laser power and TiB2 PFR of 0.2 g/min is 890 HV 0.3. By increasing the PFR of TiB2 to 0.4 g/min resulted in increasing the hardness of the coating to 902 HV 0.3. This same trend is observed with the coatings at 800 W laser power as the hardness of the coatings increased from 789 to 812 HV 0.3 when the PFR of TiB2 was increased from 0.2 to 0.4 g/min. However, the coating with 0 g/min PFR for TiB2 has the highest and better hardness property; see Table 3, Fig. 6(a) and (b). The enhanced hardness is attributed to the formation of chromium and vanadium carbides within the coating's microstructure, as evidenced by XRD analysis, without the inclusion of TiB2, see Fig. 7.

The graphical representation of (a) the microhardness of the coatings and (b) effect of PFR on coatings’ microhardness

XRD spectrum of FeCrV15 + TiB2 coating: (a) sample A, (b) sample C1, (c) sample C2, (d) sample C3 and (e) Sample C4
3.2 Electrochemical Property of the FeCrV15 + TiB2 Coatings
The anti-corrosion capabilities of FeCrV15 + TiB2 composite coatings on an En48 steel substrates were investigated in a soil-water environment. Table 4 shows the corrosion data from the study and Tafel extrapolations of the corrosion curves, and Fig. 8 shows the corrosion curves.

The linear polarization curves of FeCrV15 + TiB2 in soil-water environment at room temperature
The control sample exhibits the highest corrosion rate recorded at 0.1168 mm/yr. Analysis of the plot reveals that its curve demonstrates the most significant shift toward the cathodic region of the corrosion potential, see Fig. 8. Additionally, it shows the highest displacement toward the positive side of the current density, with an Ecorr value of − 0.71087 V and Icorr of 1.00E−05. These results are indicative of the absence of effective surface protection on the control sample (Ref 27). A potentiodynamic curve shifting toward the cathodic region, coupled with a high current density, typically signifies poor corrosion resistance, while the opposite trend suggests better resistance. Fatoba (Ref 28) highlights the critical role of surface protection in mitigating the severe deterioration observed in engineering materials. The absence of such protection is shown to lead to accelerated degradation, as evidenced by the pronounced increase in surface disintegration observed in the control sample. In contrast, the FeCrV15 coating demonstrates a notable decrease in corrosion rate. This improvement can be attributed to the formation of a thin passive layer, as discussed by Fattah-alhoseini et al. (Ref 29) and Fattah-alhosseini and Vafaeian (Ref 30). This passive layer effectively prevents the degradation of the coated surface, thereby significantly reducing corrosion rates.
It is crucial to observe the variations in the corrosion potential (Ecorr) among the coated samples. Starting with A1 at − 0.4399, the Ecorr decreases to − 0.55365 for C1, then rises to − 0.50114 for C2. Subsequently, there's a further increase to − 0.41902 for C3 and − 0.41923 for C4. Conversely, the corrosion current (Icorr) shows a consistent increase across all samples from A1 to C4 in sequential order. According to Fatoba (Ref 28), the corrosion potential (Ecorr) signifies the material's inclination to corrode, while the corrosion current (Icorr) reflects the corrosion rate. It is noteworthy that a material may exhibit a tendency to corrode but still corrode at a very slow rate. Therefore, in determining the corrosion rate, the corrosion current (Icorr) takes precedence over the corrosion potential (Ecorr). For instance, Sample A1 displays the lowest corrosion current (Icorr) of 1.61E−07 A/cm2, indicating a minimal tendency for corrosion, coupled with the lowest corrosion rate of 0.001869 mm/yr. This is also in agreement with Jiang et al. (Ref 27).
Figure 9 shows the effect of TiB2 addition on the anti-corrosion capabilities of the coatings. The corrosion property of EN48 steel substrates was considerably improved by applying FeCrV15 laser coating to its surface, which increased the anti-corrosion property from 1.12 × 10-1 mm/yr to 1.87 × 10-3 mm/yr. However, TiB2 addition lowered the anti-corrosion property of the coatings by approximately three folds at all the processing laser powers and TiB2 PFR, see Fig. 10 and 11.

The anti-corrosion properties of FeCrV15 + TiB2 coatings

The effect of TiB2 PFR on the anti-corrosion properties of FeCrV15 + TiB2 coatings

The effect of Laser beam power on the anti-corrosion properties of FeCrV15 + TiB2 coatings
Moreover, the TiB2 PFR and laser beam power’s effect on the corrosion behavior of the coatings are shown in Fig. 10 and 11, respectively. At the laser beam power of 700 W and 0.2 g/min TiB2 PFR, the corrosion rate of the coating is 4.59E−03 mm/yr. The corrosion property was slightly enhanced to 4.56E−03 mm/yr, when the TiB2 PFR was increased to 0.4 g/min. In addition, at laser beam power of 800 W and 0.2 g/min TiB2 PFR, the corrosion rate of the coating is 4.63E−03 mm/yr. The corrosion property was reduced to 6.14E−03 mm/yr when the TiB2 PFR was increased to 0.4 g/min, see Fig. 10.
Figure 11 depicts the effect of laser beam power on the corrosion rate of FeCrV15 + TiB2 coatings. At 0.2 g/min TiB2 PFR and 700 W laser beam power, the corrosion rate of the developed coating was 4.59E−03 mm/yr. However, its corrosion property was slightly diminished to 4.63E−03 mm/yr as its laser beam power was increased to 800 W. In addition, at 0.4 g/min TiB2 PFR and 700 W laser beam power, the corrosion rate of the developed coating was 4.56E−03 mm/yr. The corrosion property was also diminished to 6.14E−03 mm/yr when the laser beam power was increased to 800 W. See Fig. 11.
3.3 Tribological Property of FeCrV15 + TiB2 Coatings
Figure 12 and 13 shows the sliding coefficient of friction (COF) as a function of time and wear rate for EN48 steel substrates and FeCrV15 + TiB2 coatings at a load of 10 N. The dry sliding wear investigation for the produced samples and the control sample at room temperature is depicted in this diagram. With a COF of \(\sim\) 0.65 and a wear rate of 1.72 × 10-3 mm3/N/m, the EN48 steel substrate has the highest wear rate. The COF for samples C2, C3, and C4 are higher than the substrate’s COF due to the pores and defects on the samples (see Fig. 4); these obstruct smooth sliding between the samples and the wearing partner, leading to higher friction and higher COF. However, their wear rate is much better than the substrate’s, see Fig. 12 and Table 5. A1 has a wear obstruction several times higher than the substrate, as do C1, C2, C3 and C4. In comparison to the steel substrate, all the coating-deposited samples, recorded better anti-wear capabilities against sliding wear when compared to the substrate, see Table 5.

Friction coefficient as a function of time for control and FeCrV15 + TiB2 coatings

Wear rate of FeCrV15 + TiB2 coatings and control
Moreover, the impact of laser beam power was also investigated on the anti-wear capability of the coatings developed. It was observed that increasing the laser beam power of the coatings with 0.2 g/min TiB2 PFR (C1) from 700 W to 800 W resulted in lowering its anti-wear property. This lead to increase in its wear rate from 2.45 × 10-4 to 2.94 × 10-4 mm3/N/m (C3). This trend is observed when the laser beam power of the coatings with 0.4 g/min TiB2 PFR (C2) is increased from 700 W to 800 W; the wear rate increases from 2.06 × 10-4 to 2.15 × 10-4 mm3/N/m, see Table 5 and Fig. 14.

The effect of laser beam power on the anti-wear properties of FeCrV15 + TiB2 coatings
Furthermore, the effect of TiB2 concentration on the anti-wear property of the coating was studied by varying TiB2 PFR; this is presented in Fig. 15. Increasing the TiB2 PFR from 0.2 to 0.4 g/min at 700 W laser beam power resulted in improving the anti-wear property of the coating and lowered the wear rate from 2.45 × 10-4 to 2.06 × 10-4 mm3/N/m. This trend was observed when the TiB2 PFR was increased from 0.2 to 0.4 g/min at 800 W laser beam power; the wear rate of the coating was reduced from 2.94 × 10-4 to 2.15 × 10-4 mm3/N/m, signifying an improvement in its anti-wear property.

The effect of TiB2 PFR on the anti-wear properties of FeCrV15 + TiB2 coatings
4 Conclusion
This study provides an insightful analysis of the metallurgical characteristics and properties of FeCrV15 clad deposits on the steel substrate, particularly with the addition of TiB2.
-
The FeCrV15 + TiB2 clad deposits on the steel substrate exhibited impressive metallurgical adhesion, albeit with a higher incidence of pores, defects, and dilution.
-
The introduction of TiB2 during deposition visibly impacted the process, resulting in reduced formation of vanadium and chromium carbides. Consequently, the hardness of the coated samples decreased to 890 HV for C1, 902 HV for C2, 789 HV for C3, and 812 HV for C4, compared to 1000 HV for sample A.
-
Furthermore, in comparison to FeCrV15 + TiB2, the FeCrV15 deposits showcased superior anti-wear and anti-corrosion properties. This enhancement can be attributed to the increased convergence of VC-Cr3C2-Cr7C3 particles, and the higher grain-boundary density facilitated by the intense matrix regeneration of FeCrV15 deposits.
References
H. He et al., Effect of Re and C on Mechanical Properties of NbTaW0.4 Refractory Medium-Entropy Alloy at Elevated Temperature, J. Alloys Compd., 2023, 931, p 167421. https://doi.org/10.1016/j.jallcom.2022.167421
Y. Wan, J. Mo, X. Wang, Z. Zhang, B. Shen, and X. Liang, Mechanical Properties and Phase Stability of WTaMoNbTi Refractory High-Entropy Alloy at Elevated Temperatures, Acta Metallurgica Sinica (English Letters), 2021, 34(11), p 1585–1590. https://doi.org/10.1007/s40195-021-01263-9
B. Bouaifi, J. Bartzsch, A. Gebert, and H. Heinze, Untersuchungen Zum Plasmaauftragschweissen Von Verschleissfesten Hartstoffschichten Mit Vanadiumcarbiden, Schweissen + Schneiden, 1997, 4, p 52.
S. Wei, J. Zhu, and L. Xu, Research on Wear Resistance of High Speed Steel with High Vanadium Content, Mater. Sci. Eng. A, 2005, 404(1), p 138–145. https://doi.org/10.1016/j.msea.2005.05.062
M. Nishida, T. Araki, and H. Fujita, Effect of TiC-Cr_3C_2 Particles Content on Abrasive Resistance of Co-Base Overlay Weld Alloy, Trans. Japan Weld. Soc., 1993, 24(2), p 107–112.
J. Lampman and A. Peters, Ferroalloys and Other Additives to Liquid Iron and Steel, ASTM International, London, 1981.
U.P. Nayak, S. Suárez, V. Pesnel, F. Mücklich, and M.A. Guitar, Load Dependent Microstructural Evolution in An As-Cast 26% Cr High Chromium Cast Iron During Unlubricated Sliding, Friction, 2021, 2, p 1–18.
C.P. Tabrett, I. Sare, and M. Ghomashchi, Microstructure-Property Relationships in High Chromium White Iron Alloys, Int. Mater. Rev., 1996, 41(2), p 59–82.
U.P. Nayak, M.A. Guitar, and F. Mücklich, A Comparative Study on the Influence of Chromium on the Phase Fraction and Elemental Distribution in As-Cast High Chromium Cast Irons: Simulation vs. Experimentation, Metals, 2020, 10(1), p 30.
ASTM International. Standard Specifications for Abrasion Resistance Cast Iron: ASTM Standard A 532/A 532M-93a, West Conshohocken (2003).
B. Aramide, S. Pityana, T. Jamiru, P. Popoola, and R. Sadiku, Influence of Vanadium-Chromium Carbide on the Microstructure of Reinforced FeCrV15 Hardfacing during Laser Cladding Deposit, J. Mater. Eng. Perform., 2021, 2, p 52. https://doi.org/10.1007/s11665-021-06153-w
B. Aramide, P. Popoola, R. Sadiku, T. Jamiru, and S. Pityana, Influence of Extra Chromium Addition on the Microstructure, Hardness, and Corrosion Behaviour of High Carbon Ferrochrome FeCrV15 Deposited Through Laser Cladding on Steel Baseplate for Tillage Application, Surf. Topogr. Metrol. Prop., 2021, 9(4), p 5045029. https://doi.org/10.1088/2051-672x/ac314f
B. Aramide, S. Pityana, R. Sadiku, T. Jamiru, and P. Popoola, Improving the durability of tillage tools through surface modification—a review, Int. J. Adv. Manuf. Technol., 2021, 116(1), p 83–98. https://doi.org/10.1007/s00170-021-07487-4
J. Gu, R. Li, S. Chen, Y. Zhang, S. Chen, and H. Gu, Microstructure and Wear Behavior of Laser Cladded Ni45 + High-Carbon Ferrochrome Composite Coatings, Materials, 2020, 13(7), p 1611.
H. Zhang, Z. Yong, Z. Zengda, and S. Chuanwei, Effects of CeO2 on Microstructure and Corrosion Resistance of TiC-VC Reinforced Fe-Based Laser Cladding Layers, J. Rare Earths, 2014, 32(11), p 1095–1100.
Ö. Dogan and J. Hawk, Effect of Carbide Orientation on Abrasion of High Cr White Cast Iron, Wear, 1995, 189(1–2), p 136–142.
A. Wiengmoon, Carbides in High Chromium Cast Irons, Naresuan Univ. Eng. J., 2011, 6(1), p 64–71.
A. Wiengmoon, J.T.H. Pearce, and T. Chairuangsri, Relationship Between Microstructure, Hardness and Corrosion Resistance in 20 wt.%Cr, 27 wt.%Cr and 36 wt.%Cr High Chromium Cast Irons, Mater. Chem. Phys., 2011, 125(3), p 739–748.
H.T. He et al., Carbide-Reinforced Re0.1Hf0.25NbTaW0.4 Refractory High-Entropy Alloy with Excellent Room and Elevated Temperature Mechanical Properties, Int. J. Refract. Metals Hard Mater., 2023, 116, p 106349. https://doi.org/10.1016/j.ijrmhm.2023.106349
G. Laird, R.B. Gundlach, and K.K. Röhrig, Abrasion-Resistant Cast Iron Handbook, American Foundry Society, London, 2000.
H.S. Avery, The Measurement of Wear Resistance, Wear, 1961, 4(6), p 427–449.
M. Li, J. Huang, Y. Zhu, and Z. Li, Effect of Heat Input on the Microstructure of In-situ Synthesized TiN–TiB/Ti Based Composite Coating by Laser Cladding, Surf. Coat. Technol., 2012, 206(19–20), p 4021–4026.
B. Aramide, R. Sadiku, P. Popoola, S. Pityana, and T. Jamiru, Effect of Powder Flowrate on the Microstructure of FeCrV15 Clad, Developed Via the Laser Cladding Technique, Mater. Today Proc., 2022, 62, p S91–S94. https://doi.org/10.1016/j.matpr.2022.02.093
B. Aramide, R. Sadiku, P. Popoola, S. Pityana, and T. Jamiru, The Microstructure and Anti-Wear Property of FeCrV15 and FeCrV15+Cr Deposits Fabricated via Laser Deposition on Steel Base-Plate for Soil-Working Tools, Appl. Phys. A, 2022, 128(6), p 490. https://doi.org/10.1007/s00339-022-05632-8
B. Aramide, T. Jamiru, S. Pityana, R. Sadiku, and P. Popoola, Scanning Speed Effect on the Microstructure, Hardness, Wear, and Corrosion Performance of VC-Cr3C2 Reinforced Laser Claddings on Steel Baseplate for Tillage Application, Trans. Indian Inst. Metals, 2022, 2, p 56. https://doi.org/10.1007/s12666-022-02587-5
B.P. Aramide, T. Jamiru, T.A. Adegbola, A.P.I. Popoola, and S.L. Pityana, Mechanical, Wear and Corrosion Behaviours of Laser Additive Manufactured Iron-Based Heterogeneous Composite Coatings for Tillage Tools, Res. Surf. Interfaces, 2024, 15, p 100214. https://doi.org/10.1016/j.rsurfi.2024.100214
X.J. Jiang et al., Effect of Zr on Microstructure and Properties of TC4 Alloy Fabricated by Laser Additive Manufacturing, J. Mater. Res. Technol., 2023, 24, p 8782–8792. https://doi.org/10.1016/j.jmrt.2023.05.137
O. S. Fatoba, Determination of surface degradation mechanisms in laser alloyed steel composite coatings, Doctoral, Chemical, Metallugical and Material Engineering, Tshwane University of echnology, South Africa, 2016.
A. Fattah-alhosseini, F. Soltani, F. Shirsalimi, B. Ezadi, and N. Attarzadeh, The Semiconducting Properties of Passive Films Formed on AISI 316 L and AISI 321 Stainless Steels: A Test of the Point Defect Model (PDM), Corros. Sci., 2011, 53(10), p 3186–3192. https://doi.org/10.1016/j.corsci.2011.05.063
A. Fattah-alhosseini and S. Vafaeian, Comparison of Electrochemical Behavior Between Coarse-Grained and Fine-Grained AISI 430 Ferritic Stainless Steel by Mott-Schottky Analysis and EIS Measurements, J. Alloys Compd., 2015, 639, p 301–307. https://doi.org/10.1016/j.jallcom.2015.03.142
Funding
Open access funding provided by Tshwane University of Technology.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Aramide, B.P., Jamiru, T., Adegbola, T.A. et al. Influence of TiB2 Incorporation on Microstructural Evolution in Laser-Clad FeCrV15 + TiB2 Deposits. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-09618-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-09618-w