
Abstract
The continued interest in developing more accurate finite element models of the cold expansion process has driven the need for better measurement methodologies. This work details an x-ray diffraction (XRD) procedure explicitly designed to determine the residual stresses around a cold expanded hole. Aluminum coupons from two different alloys (2024-T351 and 7075-T651), with nominally 12-mm-diameter holes, were cold expanded to two different levels of applied expansion and measured using XRD. The results of a limited interlaboratory study highlight the reproducibility that one may expect to achieve by its application. For the majority of data points, the residual stresses characterized at each of the two laboratories were in agreement within the bounds of the residual stress determination experimental uncertainties, which were generally ± 15 MPa or less. After examining the differences between results obtained at each laboratory as a function of radial distance from the hole, it was found that no significant systematic error exists between data sets. Thus, the proposed novel procedure appears to provide a more precise and accurate determination of the residual stresses around cold expanded holes with a significant reduction in measurement uncertainty compared to conventional XRD measurement procedures. The results obtained using this novel procedure will be useful in calibrating new computational material models of the expansion process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The cold expansion (CX) of fastener holes is a fatigue enhancement technique pioneered in the early 60 s and is still used in today’s modern airframes. Typically, cold expansion methods involve pulling an oversized mandrel through a hole to generate compressive residual stresses in the bore of the hole and the nearby surrounding material. The compressive residual stress field opposes stresses generated by the tensile fatigue loading and can help to retard the growth of fatigue cracks. Although the benefits of CX for crack growth enhancement are well documented (Ref 1,2,3,4), the current requirements for aircraft structural inspection have precluded extending inspection intervals based on the CX process. A Rapid Innovation Fund (RIF) program established by the US Air Force (USAF) in the early 2010 s showed that the inspection intervals could be increased by as much as five times if the residual stress simulation results were considered in the fail-safe analysis procedure (Ref 5). One barrier to this was the limited fidelity and validity of the finite element (FE) models used to simulate the CX process. Once validated, these FE models could be used for the “virtual testing” of scenarios where the geometry, loading, or CX parameters were not covered by the physical experiments.
Although extensive work has been done in developing and validating FE models of the CX process (Ref 6,7,8,9,10), two barriers make this a challenging problem. First, the CX process typically involves plastically deforming the material around the hole at very high strain rates and then allowing the material to relax elastically after the process. Accurately simulating this behavior requires highly sophisticated elastic-plastic material models that can account for hardening and strain rate effects. The second barrier is accurately determining the results realized from the CX process. For most engineering processes, accurate total strain measurements are usually sufficient for validating FE models. A wide range of measurement techniques, including digital image correlation (DIC) (Ref 11,12,13), strain gauges (Ref 14,15,16), and reflection photoelasticity (Ref 17), have been used to measure the total (elastic and plastic) strains that result from the CX process. Analytically separating total strains into elastic and plastic components to determine residual stress is possible but cumbersome and prone to errors when assuming material parameters (Ref 18). To determine the residual stress, one requires a measurement technique that is only sensitive to the elastic portion of the strain imparted by CX and can then convert the residual elastic strain data to residual stress. For this purpose, diffraction-based methods that can directly measure elastic strain changes to the crystalline lattice of the material in question are ideal. These diffraction methods typically utilize neutrons or high-energy photons in the x-ray wavelength to perform these measurements. XRD methods are substantially more cost-effective, readily available, and easily field deployable.
This paper details the development and interlaboratory validation of a novel XRD residual stress determination procedure used to characterize the residual stress field around a CX hole in 2024-T351 and 7075-T651 aluminum alloys. The results of these XRD measurements can then be used to validate (or invalidate) the accuracy of various FE models incorporating increasingly sophisticated material models to better characterize the plasticity and hardening behavior of these aluminum alloys during the CX process.
2 Literature Review
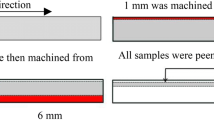
Diffraction methods, most commonly XRD, have played an important role in determining the residual stress field around CX holes. One of the earliest published papers using XRD on CX holes is from Priest et al. in 1995 (Ref 19). Priest employed the XRD method to determine the residual stress field around a CX fastener hole in a 6-mm-thick 2024-T351 aluminum plate (Ref 19). The plate was machined from a rolled plate into the required dimensions, and the surface near the fastener hole was mechanically polished before the CX process was applied. Similar to the current study, the sin2 \(\psi \) technique was also applied to determine the residual stress. Instead of using circumferential rotation to improve their results, they attempted to improve the intensity signal-to-noise ratio by increasing the magnitude of their \(\psi \) tilts, using a longer exposure time, increasing the size of the reflected x-ray beam receiver slit, and varying the exposure area (aperture) from 1 × 3 to 1 × 7 mm2. Priest et al. conducted scans on both the Exit (EXT) and Entrance (ENT) surface of the specimen, with measurement uncertainties from scans ranging from as little as 12 MPa to as much as 95 MPa, with the typical uncertainty value reported to be 35 MPa.
Another early investigation focusing on XRD was performed by Ball et al. (Ref 4) in 1998, who used XRD measurement results to validate an analytical model of the CX process and an elastic-plastic FE simulation. Ball et al. performed radial measurements without corresponding radial oscillations. The data from the scans exhibit a scattered distribution, mainly because the average measurement uncertainties reported for the data sets were all greater than 27.5 MPa. Ball et al. reported that the true distribution of the residual stress resulting from CX could not be quantitatively obtained from the measurement. The authors proposed that significant scattering in the data was due to the large grain size and texturing effects in the aluminum alloys, making it difficult to sample an adequate number of near-randomly oriented grains during the measurement scans (Ref 4).
More recently, in 2020, Duncheva et al. (Ref 20) used XRD methods to investigate the effectiveness of a modified CX process. For their test, electropolishing was used to remove the base coating layer on their aluminum sample and a novel positioning system was used that allowed for approximately 5 microns of positional accuracy. The XRD results were collected using CrKα radiation combined with the sin2ψ method to obtain measurements at a spacing of approximately 500 microns radially outward from the CX hole. The experimental uncertainty for each given point where residual stresses were collected was approximately +/− 50 MPa.
3 Motivation
Interest in better understanding the CX process has led many researchers to explore a multitude of techniques in order to determine the magnitude of residual stress surrounding a CX hole. The challenge with using XRD successfully, especially on aerospace-grade aluminum alloys, has always been that the large uncertainty in the measurements is driven in part by the large grain size and texture inherent to most aluminum alloys, as well as the extremely high-stress gradients present in the material after the CX process has been applied. The large grain size in the material means that a typical aperture size of 3-5 mm2 may only illuminate one or two grains in aluminum as opposed to fifty or more grains for ferritic materials in a given XRD goniometer orientation. The high-stress gradient in CX test articles only exacerbates this phenomenon, as the standard techniques used to improve accuracy (i.e., oscillation in Cartesian directions, x-y directions) tends to expose the x-ray beam to regions with vastly different local stress states.
This paper details a novel procedure that can be used to determine residual stress around cold expanded holes, using XRD, that takes advantage, a priori, of the inherently near circumferentially concentric residual stresses around a CX hole. Typically, the strain field is circumferentially very consistent except in the region of the split sleeve. To take advantage of this with XRD, each specimen was mounted on a turntable that could rotate independently of the XRD goniometer. Using this table, it was possible to perform rotational oscillations (R-axis) such that the x-ray beam remained at the same radial distance from the hole edge and thus at the same stress state while still being able to illuminate enough grains to produce a measurement with significantly reduced uncertainty. In addition, each measurement was performed at small radial increments, thus allowing a more detailed characterization of any residual stress gradients present.
4 Material Information
The two aerospace-grade aluminum alloys chosen for this series of experiments were selected because they represent the two ends of the aluminum alloy spectrum for both strength and toughness. Aluminum 2024 is a lower strength, higher fracture toughness aluminum alloy often used in tension-dominated aerospace structures like lower wing skins or upper fuselage sections. In contrast, aluminum 7075 is a higher strength, lower fracture toughness aluminum alloy often used in upper wing structures where failure modes are not driven by fatigue and crack growth. These aluminum alloys are ubiquitous within the aerospace industry and have been the subject of numerous XRD residual stress determination papers (Ref 21).
For this set of experiments, 2024-T351 and 7075-T651 aluminum 6.35 mm rolled plate was selected because of their common usage. The aluminum 2024 alloy’s nominal chemical composition is 0.5% Si, 0.5% Fe, 3.8-4.9% Cu, 0.3-0.9% Mn, 1.2-1.8% Mg, 0.1% Cr, 0.25% Zn, 0.15% Ti with 0.15% total of other constituents and the balance being aluminum (Ref 22). Aluminum 7075’s nominal chemical composition is 0.3% Mn, 0.20% Ti, 0.7% Fe, 0.5% Si, 1.2-2.0% Cu, 2.1-2.9% Mg, 5.1-6.1% Zn, 0.18-0.40% Cr, with 0.15% total of other constituents and the balance being aluminum (Ref 22).
Prior to conducting the CX experiments, multiple stress–strain tests were performed using material from the identical lots of both alloys. The stress–strain curves were developed in accordance with ASTM-E8 on coupons that were nominally 12.7 mm wide and 6.35 mm thick, with a gauge area of length 50.8 mm (Ref 23).
The tests were performed at a constant displacement rate, representing the same condition during the CX process. Two tests were performed for both alloys. The average of the two tests for both alloys is provided in Fig. 1. The key mechanical properties of each alloy are shown in Table 1.

Stress vs. strain curves for Al 2024-T351 and Al 7075-T651 materials
5 Experimental Methods
To better validate the proposed XRD scanning procedure, a small interlaboratory round robin was implemented with measurements performed by both the National Research Council Canada (NRC) and Proto Manufacturing Inc., each performing XRD-based residual stress determinations on both the ENT and EXT faces of an identical set of four (n = 4) test coupons. The measurements at NRC were performed on a portable XRD system housed within a radiation-proof enclosure (iXRD, Proto Manufacturing Inc.). In contrast, the measurements at Proto were performed using a laboratory XRD (LXRD, Proto Manufacturing Inc.). In both cases, the overall measurement uncertainty reduction strategy being investigated was the effectiveness of mounting the coupons on rotation tables and aggregating multiple sin2ψ measurements captured over large rotational angles at increasing radial distances from the edge of the cold expanded holes.
5.1 Specimen Geometry and Cold Expansion Process
The focus of this test series centered on four (n = 4) aluminum coupons, two (n = 2) made from aluminum 2024-T351 and two (n = 2) from aluminum 7075-T651. The specimens were machined from a 6.35-mm 35-mm-thick rolled aluminum plate. The final dimensions were 50.8 mm wide by 50.8 mm long with a centered 12.70 mm nominal diameter through hole (Fig. 2).

Cylindrical coordinate system used to describe the scan path
The Fatigue Technology Incorp. (FTI), Split Sleeve Cold Expansion (SsCxTM) (Ref 1, 24) process was used for all test coupons. The process involves using an oversized, tapered mandrel onto which a split sleeve is placed. As the oversized mandrel is pulled through the hole, the edges of the split sleeve impinge on the material and form a small “pip” in the region of the split. The remnant of the “pip” causes a cardioid-shaped feature on the edge of the central hole. For this experiment, two applied expansion levels were created. This was done using one standard FTI mandrel tooling set (FTI model 16-0-N) and varying the initial hole diameter within the allowed tolerance bound for the pre-SsCxTM starting hole diameter. To achieve the “low” applied expansion level of 3.16%, a starting hole diameter of 12.115 mm (± 0.0127 mm) was precision machined into the center of the test coupon. The “high” applied expansion test coupons used the same precision machining technique to achieve the 4.16% applied expansion level. This was done by having a pre-SsCxTM starting hole diameter of 12.039 mm (± 0.0127 mm).
The test coupons were designated using the nomenclature “AL-XY,” where AL defined the alloy type (either 2024 or 7075), X represented the degree of CX, with “H” denoting a high level of applied expansion and “L” denoting a low level of applied expansion, and Y represented the specimen number. The four (n = 4) coupons were designated as 2024-H1, 2024-L2, 7075-H1, and 7075-L1, respectively. Since the residual stress is typically different between the ENT and EXT faces, the surfaces of each coupon were marked with the word ENT or EXT to differentiate which surface was being measured.
5.2 X-ray Diffraction
The recommended anode material for performing XRD on aluminum alloys with a Bragg’s diffraction angle of approximately 149° is the cobalt (Co) target x-ray tube, which produces radiation (K-α) with a wavelength of about 1.79 Angstroms. The custom 2 × 2 mm square aperture used for these scans produced x-ray flux over an area of 4 mm2. The overall scanning strategy was to start (with the center of the square aperture) at the edge of the CX hole and then to move in 250-micron increments radially outward. At each scan location, the R (rotational) table rotated the specimen in a range of (± 145° or ± 160°) to allow more grains of the same residual stress state to be illuminated by the x-ray beam. This process was performed for each coupon’s ENT and EXT faces (Fig. 3).

Post-alignment of x-ray focus point with the edge of the central hole using alignment pointer. The red rectangular LED beam on the specimen is the location of focus (half on the specimen and half off)
To describe the scan path in detail, a coordinate system was set up to help visualize the methodology, shown in Fig. 2. The scan path that best matches the coupon geometry can be described using a cylindrical coordinate system with the center of the hole on the scan side as the origin and the through-thickness direction as the Z-axis (Fig. 4). The path was such that the aperture was first aligned on the edge of the central hole directly opposite the cardioid using an alignment pointer placed in the x-ray collimator (Fig. 5). Accomplishing this alignment resulted in half of the LED beam through the aperture on the specimen and half off (Fig. 3). A shift of 0.5 mm radially outwards from the hole was then applied and was set as the first nominal scan point. At each scan point, the sin2ψ measurement method requires that diffraction data be collected at various psi (ψ) angle variations to calculate the residual stress. The ψ angle is directly related to the beta (β) axis tilt of the x-ray head, as illustrated in Fig. 4. A best practice is to allow as many β tilts as possible without impinging the scan head on the coupon surface, resulting in a total ψ tilt range of approximately ± 45°. Increasing the number of tilts helps to reduce the measurement uncertainty. To accomplish this, fifteen (n = 15) β tilts were selected with angles uniformly distributed between β = ± 30° inclusive, thus placing the maximum ψ tilt range at approximately ± 45.5°. One of the key developments in this novel scan methodology was the rotational oscillation of the coupon, allowing for a much larger number of grains to be illuminated while also ensuring that all the grains were at the same radial distance from the hole, and thus all at the same residual stress state. The increased number of illuminated grains, all at the same stress state, helped to reduce the measurement uncertainty. To accomplish this rotation in what is normally termed the phi (Φ) direction, a separate R (rotational) table was used, offset from the Φ rotation center that rotates the sample such that a constant radial distance away from the hole is maintained during the oscillation of the R-axis. This table oscillated circumferentially for each scan point (Fig. 4), independent of the x-ray goniometer, for at least ± 145° simultaneously as the β-axis tilts were performed. The subsequent scan points were obtained by moving radially outward in 0.25 mm increments for each point, then repeating the data collection at the various β-axis tilts with circumferential R oscillation to obtain a residual stress value for each nominal scan point. The last scan point examined was located 14 mm radially away from the first scan point (14.5 mm away from the edge of the central hole). Thus, 57 scan points were collected for each surface of interest, and in total, there are eight surfaces of interest (ENT and EXT) from 4 specimens.

Beta axis direction used by XRD goniometer and its relationship with the ψ angle. Here, the beta tilt angle is 0 degrees and the incident x-ray direction is parallel with surface normal of the specimen

Final assembly of fixtures and specimen after the central hole of the specimen is aligned with the center of rotation of the R-table
6 Results
6.1 ASTM Standard Verification and X-ray Elastic Constant (XEC) Correction
According to the ASTM standards, such as E915 (Ref 25) and E2860 (Ref 26), prior to performing XRD-based residual stress determinations, a low-stress standard (LSS) needs to be scanned to ensure that the XRD system is properly aligned. The Al LSS was made using Al powder at Proto’s ISO/IEC17025:2005 accredited laboratories. A proficiency standard or high-stress standard (HSS) may also be used to confirm the XRD system is working properly. HSS and LSS are certified reference materials with known material properties and known surface residual stress values. By comparing the known residual stress values with the XRD-measured values, one can determine whether or not the XRD goniometer is producing credible results. For this experiment, NRC and Proto used the aluminum LSS as the verification specimen and data from the five (n = 5) different scans are shown in Table 2. The LSS scan results produced by NRC and Proto for all trials were determined to be in compliance with ASTM E915. Thus, it was deemed that the XRD systems were properly aligned to allow the residual stress determination process to proceed.
The x-ray elastic constant (XEC) for the 2024-T351 and 7075-T651 aluminum alloys composing the CX coupons was determined experimentally as per ASTM E1426 (Ref 27) using plate stock nominally equivalent to that used to fabricate the CX coupons. The XEC for the 2024-T351 (h,k,l) 3,3,1 plane in the longitudinal (L) and long transverse (LT) directions of the sheet was determined to be 54.0 ± 0.40 and 54.5 ± 0.29 GPa, respectively. Because the residual stress determinations were performed while rotating around the circumference of the CX hole at various positions, the average value of the L and LT directions (54.3 GPa) was used to analyze residual stress in all 2024-T351 CX coupons. Similarly, the XEC for the 7075-T651 (h,k,l) 3,3,1 plane in the L and LT directions of the sheet was determined to be 50.6 ± 0.17 and 48.3 ± 0.21 GPa, respectively. The same situation exists for the 7075 material, and for these, the average value of the L and LT directions (49.5 GPa) was used to analyze these CX coupons.
6.2 Interlaboratory Results and Comparison
For each specimen, comparisons between NRC’s and Proto’s data are shown for both the EXT and ENT surface scans in the form of two separate plots as follows:
-
1.
The first plot shows the residual stress determined at each nominal scan point as a function of radial distance away from the edge of the central hole (r/a) plus a 0.5 mm offset (i.e., a radial position equal to zero at the 0.5 mm offset from the edge of the central hole). Data from the NRC and Proto measurements are plotted on the same graph for qualitative comparison purposes, and all values are normalized by the yield stress of the aluminum alloy.
-
2.
The second plot shows the absolute difference between the NRC and Proto measurements on a point-by-point basis. An “uncertainty envelope” is added to each data point as plus/minus (±) the algebraic sum of the NRC and the Proto XRD measurement uncertainty at each data point. The uncertainty envelope helps to highlight regions where the difference between the two data sets is not simply attributable to measurement uncertainty alone.
6.2.1 Aluminum 7075 Specimens XRD Measurements
The NRC and Proto XRD results for the Al 7075-L2 and Al 7075-H1 specimens are presented in Fig. 6. The data in both cases was normalized to the yield stress of the aluminum 7075 alloy being measured. The same trends are evident in both data sets with the EXT face residual stresses being substantially higher than the ENT face residual stresses.

(a) Plot of normalized residual stress vs. distance for entry and exit faces of LOW expansion AL 7075 specimens. (b) Plot of normalized residual stress vs. distance for entry and exit faces of HIGH expansion AL 7075 specimens
The uncertainty in each measurement was combined to form an “envelope,” while the absolute difference (NRC minus Proto) in the normalized residual stress was plotted at each measurement point. Looking at the ENT face data for both the low (Fig. 7a) and the high (Fig. 7b), only 17% of the data comparison points on the high expansion coupons are outside or on the error envelope with a small excursion outside the uncertainty envelope at a normalized distance of 3.06. For the low expansion coupon, the first several data points closest to the CX hole show differences outside of the measurement uncertainty envelope and a small region at a normalized distance of between 1.56 and 1.75 and in the far field starting at a normalized distance of 2.75. Overall, the 7075 ENT face low expansion data results showed the poorest comparison, with 48% of the data points sitting outside the uncertainty envelope.


(a) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on 7075-L1 ENT. (b) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on 7075-H1 ENT data sets. (c) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on 7075-L1 EXT data sets. (d) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on 7075-H1 EXT data sets
Looking at the EXT face data for both the low (Fig. 7c) and the high (Fig. 7d), the low expansion coupon shows reasonable correspondence with only 12 and 15% of the data points, respectively, on or within the error envelope except for a small region at a normalized distance between 1.75 and 2.00. The data for the high CX coupons shows a similar pattern with a small excursion at a normalized distance between 1.5 and 2.0
6.2.2 Aluminum 2024 Specimens XRD Measurements
The NRC’s scan results of Al 2024-L2 and Al 2024-H1 specimens are presented in Fig. 8. The data in both cases was normalized to the yield stress of the 2024 aluminum alloy being measured. The same trends are evident in both data sets, with the EXT face residual stresses being substantially higher than the ENT face residual stress. Looking at the ENT face difference data for both the low (Fig. 9a) and the high (Fig. 9b) expansion 2024 specimens, all of the low expansion data points were within the uncertainty envelope, while for the high expansion data points, only 15% of the data comparison points on the high expansion coupons were outside or on the error envelope, with only a small excursion at a normalized distance of between 1.5 and 1.75.

(a) Plot of normalized residual stress vs. distance for entry and exit faces of LOW expansion AL 2024 specimens. (b) Plot of normalized residual stress vs. distance for entry and exit faces of HIGH expansion AL 7075 specimens


(a) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on 2024-L2 ENT data sets. (b) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on (b) 2024-L1 ENT data sets. (c) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on 2024-L2 EXT data sets. (d) Plot of interlaboratory algebraic difference and error envelope for residual stress results obtained on 2024-H1 EXT data sets
Looking at the EXT face data for both the low (Fig. 9c) and the high (Fig. 9d) 2024 coupons, the low expansion coupon shows reasonable correspondence with only 2% of the data points outside of the uncertainty envelope, while for the high expansion coupons, approximately 29% of the data points are outside of the uncertainty envelope with a localization between a r/a of 1.55 and 2.45.
7 Discussion
Given that the motivation for this novel XRD procedure was to reduce measurement uncertainties, it is useful to provide additional context for these results. While the results from previous sections depict the reproducibility of the technique and the precision of the scan results, this section focuses on the measurement uncertainties produced using NRC/Proto’s novel procedure and compares them with results from the open literature in this area.
Tables 3 and 4 provide key summary statistics of the measurement uncertainty distribution from NRC’s and Proto’s x-ray diffraction scans (total 8 surfaces from 4 aluminum alloy specimens). Qualitatively speaking, NRC’s and Proto’s measurement uncertainties from all scans produced similar results regarding the magnitudes and the data spread.
In the work by Priest et al., they conducted scans on both the EXT and ENT surface of the specimen and in general, the measurement uncertainties from the scans range from 12 MPa up to 95 MPa and the typical uncertainty value was reported to be 35 MPa. Overall, these measurement uncertainties are much higher than the ones reported from the NRC’s and Proto’s experiments. Priest et al. also mentioned that the difficulty in performing the measurements was due to the large grain structures present in the specimen. In addition, their measurement showed poor repeatability, as is reflected in the data variation between the results from 1 × 3 to 1 × 7 mm2 apertures. Priest et al. attributed this outcome to the limited number of grains captured during scans, suggesting that in order to obtain data with high precision, the x-ray beam needs to be focused on the same set of grains in every scan, which could be difficult to achieve (Ref 19)
Ball (Ref 4) in 1998 and, more recently, Duncheva (Ref 20) in 2020 reported relatively high measurement uncertainties of 27.5 and 50 MPa, respectively. These results demonstrate that this novel method, although only applicable to CX (or similar applications with rotationally symmetric stresses, e.g., autofrettage), can provide XRD measurements with significantly lower measurement uncertainties, especially in large-grained materials such as aluminum.
The results of the interlaboratory study looked at the absolute difference between the two measurements compared to the expanded measurement uncertainty (defined as the sum of the one standard deviation uncertainties from both the NRC and Proto XRD measurements) to better quantify the reproducibility of these measurements. Generally excellent agreement, with no more than 17% of the total data points out of the uncertainty envelope were observed from this interlaboratory experiment for all coupons except for the 7075 low expansion (ENT) and the 2024 high expansion (EXT) coupons. For the 7075 low expansion (ENT) coupon, 48% of the data points were slightly outside the uncertainty envelope, while the 2024 high expansion (EXT) had 29% of the data points just slightly outside the error envelope in a very localized area away from the hole edge. From a statistical basis, the 2024 high expansion (EXT) still had more than 67% of the data points within less than 1 standard deviation of the expanded uncertainty, providing no strong basis for systematic error. For the 7075 low expansion (ENT) coupon, since only 52% of the points were within 1 standard deviation of the uncertainty envelope, this may be evidence that there was an experimentally driven basis for this difference. Overall, given the potential for variability in XRD results and the independent nature of the measurements being made, it is reasonable to conclude that Proto’s and NRC’s scans confirm that the novel method is reproducible, and the measurement errors generated are significantly lower than the ones reported in both studies presented above.
8 Conclusions
Improving FE modeling of CX holes requires improved experimental residual stress determination techniques to be developed. In response, both NRC and Proto independently developed a novel method for reducing the uncertainty when determining residual stresses around SsCxTM holes in aluminum alloys.
Four (n = 4) SsCxTM metal specimens, two (n = 2) made from Al 2024-T351 and two (n = 2) made out of Al 7075-T651 alloy, were measured by both organizations independently, using different models of XRD systems. The scan path of the XRD measurements started at the edge of the CX hole and proceeded in 0.25 mm increments to a final radial distance of 14 mm. The absolute and algebraic differences between the two reproduced residual stress determination data sets collected as a function of radial position on the same CX hole coupons do not suggest any systematic errors due to the use of the novel procedure.
Agreement within the calculated experimental uncertainties (1 sigma with a 67% confidence limit) or better was observed from this interlaboratory experiment for all coupons except for the 7075 low expansion (ENT). The excellent corroboration shown between the NRC and Proto data sets provides a high level of confidence regarding the applicability of this novel high-resolution XRD-based procedure for the determination residual stresses around SsCxTM holes. The proposed method provides accurate measurements with a significant reduction in measurement uncertainty compared to typical residual stress determinations made on 7075 and 2024 aluminum alloys. The results obtained from this method will potentially be useful in calibrating new computational models of the CX process.
References
R. Champoux, An Overview of Cold Expansion Methods, Fatigue Prevention and Design, J.T. Barnby, Ed., Chamelon Press, London, 1986, p 35–52.
M. Heller, R. Jones, and J.F. Williams, Analysis of Cold Expansion for Cracked and Uncracked Fastener Holes, Eng. Fract. Mech., 1991, 39(2), p 195–212.
R.V. Wagner, L. Reid, E.T. Easterbrook, and A.C. Rufin, Beneficial Effects of Split Sleeve Cold Expansion on the Fatigue Lives of Pre-Cycled Cold Expanded Structures, 1992, p 413–425.
D.L. Ball and D.R. Lowry, Experimental Investigation on the Effects of Cold Expansion of Fastener Holes, Fatigue Fract. Eng. Mater. Struct., 2002, 21(1), p 17–34.
T.B. Mills, K.T. Honeycutt, S.A. Prost-Domasky, and C.L. Brooks, Integrating Residual Stress Analysis of Critical Fastener Holes into USAF Depot Maintenance. 2014, Air Force Life Cycle Management Center.
P. Papanikos and S. Meguid, Elasto-Plastic Finite Element Analysis of the Cold Expansion of Adjacent Fastener Holes, J. Mater. Process. Technol., 1999, 92–93, p 424–428.
J. Kang, W. Johnson, and D. Clark, Three-Dimensional Finite Element Analysis of the Cold Expansion of Fastener Holes in Two Aluminum Alloys, Trans. ASME, 2002, 124, p 140–145.
C. Kim, D.J. Kim, C.S. Seok, and W.H. Yang, Finite Element Analysis of the Residual Stress by Cold Expansion Method under the Influence of Adjacent Holes, J. Mater. Process. Technol., 2004, 153–154, p 986–991.
M. Karabin, F. Barlat, and R. Schultz, Numerical and Experimental Study of the Cold Expansion Process in 7085 Plate Using a Modified Split Sleeve, J. Mater. Process. Technol., 2007, 189, p 45–57.
N.M. Babu, T. Jagadish, K. Ramachandra, and S.N. Sridhara, A Simplified 3-D Finite Element Simulation of Cold Expansion of a Circular Hole to Capture through Thickness Variation of Residual Stresses, Eng. Fail. Anal., 2007, 15, p 339–348.
D. Backman, M. Liao, L. Crichlow, M. Yanishevsky, and E.A. Patterson, The Use of Digital Image Correlation in a Parametric Study on the Effect of Edge Distance and Thickness on Residual Strains After Hole Cold Expansion, J. Strain Anal. Eng. Des., 2008, 43(8), p 781–789.
D. Backman and E.A. Patterson, Measuring residual strains in aluminum and fiber metal laminate materials during cold expansion and riveting. In Society for Experimental Mechanics, vol 1, p 217–223.
D. Backman, C. Cowal, and E.A. Patterson, Analysis of the Effects of Cold Expansion of Holes Using Thermoelasticity and Image Correlation, Fatigue Fract. Eng. Mater. Struct., 2010, 33(12), p 859–870.
N. Chandawanich and W.N. Sharpe, An Experimental Study of Fatigue Crack Initiation and Growth from Coldworked Holes, Eng. Fract. Mech., 1979, 11, p 609–620.
P.R. Arora, B. Dattaguru, and H.S. Subramanya Hande, A Method for Estimation of the Radius of Elastic-Plastic Boundary Around Cold-Worked Holes, J. Test. Eval., 1992, 20, p 369–375.
D.F. Cannon, J. Sinclair, and K.A. Sharpe, Improving the Fatigue Performance of Bolt Holes in Railway Rails by Cold Expansion, Fatigue Life: Analysis and Prediction, Proceedings of the International Conference and Exposition on Fatigue, Corrosion Cracking, Fracture Mechanics and Failure Analysis, 1986, American Society for Metals.
A.F. Grandt, R.M. Potter, and Air Force Materials Lab Wright-Patterson AFB, An Analysis of Residual Stresses and Displacements Due to Radial Expansion of Fastener Holes, 1979, Wright-Patterson Air Force Base.
M.A. Sutton, X. Deng, J. Liu, and L. Yang, Determination of Elastic-Plastic Stresses and Strains from Measured Surface Strain Data, Exp. Mech., 1996, 36, p 99–112.
M. Priest, C.G. Poussard, M.J. Pavier, and D.J. Smith, An Assessment of Residual-Stress Measurements Around Cold-Worked Holes, Exp. Mech., 1995, 35(4), p 361–366.
G.V. Duncheva, J.T. Maximov, N. Ganev, and A.P. Anchev, Fatigue Life Enhancement of a D16at Aluminum Alloy for Aircraft Components with Fastener Holes, Strength Mater., 2020, 52(1), p 1–15.
S. Carlson and R.T. Pilarczyk, Using a Beta (β) Correction to Improve the Life Predictions of Cold-Expanded Holes in 2024-T3 & 7075-T6 Aluminum Alloys. Mater. Perform. Charact., 2018, 7(4), p 779–806.
W.F.S. Brown, Aerospace Structural Metals Handbook, 39th ed., 2005, CINDAS/USAF CRDA Handbooks Operation Purdue University, West Lafayette.
ASTM, E8/E8M-22 Standard Test Methods of Tension Testing of Metallic Materials. 2022, American Society for Testing and Materials.
P. Beaver, J. Mann, and J. Sparrow. Fatigue Life Enhancement by the Cold Expansion of Holes—Research and Case Study, 1986, Chamelon Press, Hong Kong.
ASTM, E915-21, Standard Practice for Verifying the Alignment of X-ray Diffraction Instruments for Residual Stress Measurement, 2022, American Society for Testing and Materials.
ASTM, E2860, Standard Test Method for Residual Stress Measurement by X-ray Diffraction for Bearing Steels, 2021, American Society for Testing and Materials.
ASTM, E1426, Standard Test Method for Determining the X-ray Elastic Constants for Use in the Measurement of Residual Stress Using X-Ray Diffraction Techniques, 2019, American Society for Testing and Materials.
Funding
Open Access funding provided by National Research Council Canada.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical issue of the Journal of Materials Engineering and Performance on Residual Stress Analysis: Measurement, Effects, and Control. The issue was organized by Rajan Bhambroo, Tenneco, Inc.; Lesley Frame, University of Connecticut; Andrew Payzant, Oak Ridge National Laboratory; and James Pineault, Proto Manufacturing on behalf of the ASM Residual Stress Technical Committee.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Backman, D., Li, L., Sa, J.H. et al. A Novel X-ray Diffraction Procedure for Determining Residual Stresses Around Cold Expanded Holes. J. of Materi Eng and Perform 33, 4074–4087 (2024). https://doi.org/10.1007/s11665-024-09197-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-024-09197-w