
Abstract
This work aims to evaluate the effect of chromium (Cr) as a dopant on microstructural evolution, microhardness, electrochemical behavior and tribological properties of ternary Ti-Al-xCr alloys synthesized via laser in situ alloying technology produced from their elemental powders. Computational thermal analyses of 3D printed Ti-48Al and Ti-Al-4Cr alloys were modeled and simulated by means of COMSOL Multiphysics. This was compared to the laser processing parameters to understand the thermal behavior of the alloys during manufacturing. The ternary Ti-Al-xCr alloys were synthesized at a scan speed of 10.58 mm/s and laser power of 450 W. The effects of Cr powder feed rate on Ti-Al matrix were studied at a gas carrier of 1 and 2 L/min, respectively. The microstructural evolution of Ti-Al-xCr alloys was examined using scanning electron microscopy equipped with energy-dispersive spectroscopy. The corrosion and oxidation behavior of the in situ alloyed Ti-Al-xCr were studied using potentiodynamic and thermal gravimetric techniques, respectively. Normalizing heat treatment on microhardness was performed at the temperature of 1350 °C. The findings showed that there was significant decrease in microhardness properties after HT. The computational model demonstrated minimal thermal distribution change proving that minimal or crack free alloys were developed. The results also showed that Cr addition to Ti-Al matrix resulted in improved tribological properties and oxidation behavior of the alloy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The pursuit for finding materials that are capable to withstand aggressive conditions during service has given rise to new development of alloy systems that fulfil the demanding requirements such as strength, oxidation resistance, fatigue, creep and fracture (Ref 1). Materials such as steel, stainless steel, Co-based and Ni-based alloys are current commercial materials used in high-temperature performance applications. These alloys are majorly used in functional critical parts for high performance engineering applications (Ref 2,3,4). The main limiting factors in practice of these engineering alloys are their significantly higher density which leads to increased weight (Ref 5,6,7,8). This impelled important research for the development of engineering alloys with reasonably low density. The noticeable choice was titanium-aluminides (Ti-Al) alloys because of their density, fracture resistance, high fatigue and good corrosion resistance properties (Ref 9,10,11).
Several Ti-Al alloys have been studied for at least 40 years and are extensively acknowledged as lightweight high-temperature materials. Interests have mainly been concentrated on the gamma (γ)-TiAl alloys, which contains high fraction of γ-TiAl phase and are considered as innovative aero-engine materials (Ref 12, 13). In contrast with other conventional materials such as Ni-based superalloys, γ-TiAl alloys possess various attractive properties, such as low density (3.9-4.4 g/cm3), good specific strength to weight ratio and good creep properties both at low and high temperatures. Many authors have proposed and demonstrated that Ti-Al alloys have high-temperature capability and demonstrate their superiority with lower density as an advantage when compared to other superalloys. Ti-Al alloys have been effectively utilized in jet-engine vanes in commercial aircrafts, owing to their high-temperature competence (Ref 2, 14,15,16,17). Hence, they are a favorable class of alloys to potentially substitute superalloy components being presently employed in turbine engines.
Ti-Al alloys have been produced through various processing routes viz; ingot metallurgy, mechanical alloying, powder metallurgy and laser material processing. However, their disadvantages due to segregation or loss of alloying elements along with complications in thermo-mechanical processing as a result of low ductility have diminished their applications commercially (Ref 1, 12, 18). Some fruitful efforts to produce Ti-Al alloys with the addition of boron (B), chromium (Cr), silicon (Si) and niobium (Nb) as alloying elements have led to significant enhancement in room temperature (RT) ductility and good superplastic characteristics are reported in open literature (Ref 9, 19,20,21,22,23,24).
The first instigation using the laser engineered net shaping (LENS) technique to fabricate Ti-Al was performed by Liu and DuPont (Ref 25), to study microstructural characterization of the Ti-Al intermetallic alloy. The post-heat treatment carried out at a temperature of 900 °C on the metastable α2 microstructure resulted in the creation of γ-TiAl and α2-Ti3Al phases with alpha-Ti3Al in large amount. The findings showed that the microstructure formed is anticipated to relatively enhance the tensile strength of the alloy. In the work of Cárcel et al. (Ref 26), laser cladding technique was used to deposit Ti-Al intermetallic coating on Ti6Al4 V substrate. The process parameters of scanning speed, laser powder, preheating temperatures and feeding rate were optimized. From the results, cracking of the coatings and the hardness of the material were affected by the cooling rate. The authors discovered that the increase in cooling rate leads to an increase in hardness and cracking. Weisheit et al. (Ref 27) studied the microstructure and mechanical properties of different commercially available Ti-Al alloys with the composition of Ti-45Al-2Nb-2Mn-0.8B (4522XD), Ti44Al4.5Nb1Mo0.15B (TNMB-1) and Ti47.5Al2Nb2Cr (GE4822) using direct laser metal deposition. The results showed that the microstructures depend on the composition of ternary elements and to some extent on the preheating. The laser coatings predominantly depict the presence of γ and α2 phases in the microstructure. Maximum improvement in compressive strength was observed in the 4822 alloy.
Tlotleng, Masina & Pityana (Ref 10) studied the in situ alloying of the Ti-Al via laser metal deposition (LMD) process. This study was the first to report the possibility of fabricated Ti-Al from their pure elemental powders. Pure Ti and Al powders with a particle size distribution of 45-90 μm were 3D printed on Ti-6AI-4 V alloy base plate substrates. It was proven to be possible to synthesize γ-TiAl alloys using laser in situ alloying technique. Raji et al. (Ref 29) studied of the microstructure and mechanical properties of ternary Ti-Al-Si alloy fabricated through laser in situ alloying by utilizing laser engineered net shaping (LENS) technology. Based on the results obtained, the microstructure of the heat-treated and as-produced ternary Ti-Al-Si alloy comprised mainly of α2-Ti3Al, γ-TiAl and ζ-Ti5Si3 phases. The author also successfully developed this ternary alloys using laser in situ alloying technique.
From the literature, little or no information on ternary Ti-Al-xCr alloys fabricated via laser in situ alloying is available. The novel approach of developing Ti-Al-Cr alloys provides more information on microstructural and phase evolution as well as corrosion, oxidation and wear of the synthesized Ti-Al-based for high performance engineering application such as turbine blade. Therefore, this work aims to synthesize Ti-Al-based alloys using the in situ laser alloying technology. The effect of laser processing parameters on the microstructural evolution and mechanical, oxidation, corrosion and wear properties of the manufactured Ti-Al-xCr alloys was examined. Thermal computational analysis was performed to understand the thermal gradients behavior during LENS-AM of Ti-Al-Cr alloys with the aim of mitigating crack probabilities associated with high thermal gradients.
2 Materials and Methods
2.1 Materials
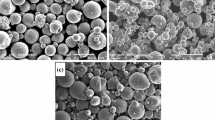
Figure 1 presents pure metal powders of Ti, Al and Cr were used as feedstock in this study.

Powder distribution, size and morphology before processing (a) Ti, (b) Al and (c) Cr
The spherical-shaped Ti and Al powders had a particle distribution size range between 45 and 90 µm. The powders were supplied by TLS Technik (Germany), while Cr (irregular in shape) was supplied by Weartech (Johannesburg, South Africa). Powders were deposited onto Ti6Al4V substrates with dimensions of 140 × 140 × 7 mm3 using LENS technology.
2.2 Methods
2.2.1 Laser Metal Deposition
The LENS® Optomec 850-R system mounted with a computer integrated 1 kW IPG fiber laser was used to fabricate ternary Ti-Al-xCr alloys. The laser fiber utilized was connected to the deposition head of the LENS, which was controlled by Optomec software control, version 3.1.6 (Optomec, Albuquerque, NM, USA). The fabricated Ti-Al-xCr alloys were synthesized by means of laser in situ alloying method. This was made possible because the Optomec software can control the deposition head, powder hoppers and laser beam automatically. A metal plate of grade 5 titanium alloy (Ti-6Al-4 V) was used as a substrate. Before deposition, the base plate was sandblasted and cleaned with acetone. The experimental protocol is coherent with the work of Tlotleng and Pityana (Ref 28), Raji et al. (Ref 29) and Raji et al. (Ref 30).
2.2.2 Sample Preparation and Analyses
The fabricated samples were cut out from the substrate and mounted in an epoxy-based resin before metallographic study. After the metallographic process, the Ti-Al-xCr samples were etched using Kroll’s agent to assess the morphological formations using SEM/EDS machine (Joel, JSM-6010Plus/LAM, Peabody, MA, USA). PaNalytical Empyrean x-ray diffractometry (XRD) machine (PANalytical Empyrean model, Malvern Panalytical Ltd., Royston, UK) was used to study the phase formation in the Ti-Al-xCr ternary alloys. The Cu-Kα (λ = 1.54 Å) was used as the radiation source at a current of 10 mA, voltage of 30 kV, scan ranging from 2θ = 5° to 90° at a scan speed of 8.5°/min and step increment of 0.026° (Ref 9).
Table 1 presents the sample codes of the laser fabricated alloys along with their Cr feed rate used to develop the Ti-Al-xCr via laser in situ alloying. The alloys were synthesized at the scan speed of 10.58 mm/s and laser power of 450 W. The feeder rate of Ti and Al were 2.0 and 1.4 rpm which translated to the feed rate of 2.21 and 0.48 g/min, respectively. The center purge gas flow rate was at 25 L/min with the gas carrier of Ti and Al set to 4.2 and 2.4 L/min, respectively. The fabricated alloys (Sample C1,C2,C3) were produced by means of in situ laser alloying technique. During alloying Cr was feed into the melt-pool at different carrier gas flow rate of 1.0 L/min and 2.0 L/min, and powder feed rate of 0.1, 0.2 and 0.3 rpm, respectively. The Cr feed rates equated to 0.34 g/min (sample C1), 0.31 g/min (sample C2) and 0.29 g/min (sample C3) as presented in Table 1.
2.2.3 Computational Thermal Analysis
Table 2 presents the model parameters used. To understand the thermal behavior of the alloys during fabricated, a computational model that fully analyzed the temperature profile of the ternary Ti-Al-4Cr alloy in comparison to Ti-48Al binary alloy was developed. The effect of Cr addition to the Ti-Al matrix was fully evaluated. COMSOL Multiphysics 5.3a was used to create a model using the heat transfer in solids module and incorporating temperature distribution during the layer-build-up of 5 layers. The feed rate, laser power and laser scan speed parameters used in the model are the same parameters used in the experiments. Rule of mixture was used to quantify the density and heat capacity of the Ti-Al-4Cr alloys developed. This is in-line with the work of Sestito et al. (Ref 31).
2.2.3.1 Governing Equations
In the model, heat transfer equations in solid state for a five layered single track that simulates the additive manufacturing (AM) process in transient conditions were considered. In this study, only temperature fields throughout the LENS in situ manufacturing was achieved by solving their governing equations under defined boundary conditions. Based on the heat transfer principle, the energy conservation equation is represented by:
where ρ density in kg/m3, Cp is the specific heat capacity in J/kg/K, T is the temperature in Kelvins (K), Q is the intensity heat source in J/mm2, t is time in seconds (s). The deposition of powder is represented by Vp, which is a variable representing the boundary moving velocity defined mathematically by Cao and Ayalew (Ref 32) as follows:
where Np, \(\eta \) p, Dm, ρ0 and rp represent the constriction coefficient, powder catchment efficiency, mass feed rate of powder, density of powder and the standard deviation (the radius of the powder stream), respectively. Gaussian distribution was used to present the heat source (Ref 33). It is important to keep the computational model simplified and close to the LENS manufacturing conditions. As such, the following assumptions were made: No heat loss by conduction, the material is considered to be linearly elastic and the fluid flow dynamics are negligible.
2.2.3.2 Geometry and Mesh
A physics controlled moving mesh with a hyper-elastic smoothing was used. In this mesh, a free tetrahedron mesh type was used on the laser scanning regions for accurate results while other regions normal mesh was used for proximity results.
2.2.4 Densification
The principle of Archimedes states that the difference in weight of the material measured in air along with the sample material measured in suspended water is the volume of an object. Archimedes’ equation of relative density is presented in Eq 4:
The Ti-Al-xCr alloy densities (rs) in g/cm3 are given by the amount of the product of the mass of the alloy in the air (ms) in g and the density of water at room temperature (rw) in g/cm3 with the difference between the mass of the alloy in air and the mass of alloy in water (mw) in g. A minimum of five measurements was performed in each alloy and the average was recorded.
2.2.5 Microhardness
The hardness properties of the synthesized alloys were measured using Vickers microhardness (HV) measurements tested by employing Zwick/Roell Indentec (ZHVµ) microhardness tester machine (Zwick Roell AG, Ulm, Germany). The indention load was set to be 500 kgf along with a dwell time of 15 s. Ten random indentations were tested and the average value was reported. The variables for microhardness of the material can be calculated using Eq 5:
where F is the applied load in kgf on the material, d is the average length of a diagonal in mm and HVN is the Vickers Hardness with units of Vickers pyramid number (HV).
2.2.6 Corrosion and Oxidation Test
The electrochemical behavior of the synthesized Ti-Al-xCr alloys was examined with an Autolab potentiostat to determine the linear polarization of the fabricated samples. The samples were tested for their electrochemical behavior in 0.5 mol HCl environment and the tests were performed at a scan rate of 0.001, with a start and a stop potential of −1.5 and 1.5 V, respectively, which follows the ASTM G102-89 standards (Ref 34). The oxidation resistance properties of the alloys were carried out by means of a PerkinElmer Thermal gravimetric analyzer (TGA 4000) machine. The test atmosphere was in high purity air from 35 to 950 °C with a heating rate of 20 °C/min.
2.2.7 Wear Test
The tribological response of the fabricated ternary Ti-Al-xCr alloys was investigated utilizing Anton Paar tribological test equipment (Anton Paar, TRB3) which is in accordance with the ASTM G99-95 standard. The stainless steel pin-on-disk was employed for the test. The applied load was 15N with a sliding distance of 3 mm. The dry tribological test was run for 900 s.
3 Results and Discussions
3.1 Microstructure and Composition
Figure 2 present the microstructural evolution of ternary Ti-Al-xCr samples developed at carrier gas of 1.0 and 2.0 L/min, respectively.

SEM microphotographs of Ti-Al-Cr (a) C1; (b) C2 and (c) C3
The microstructures of the in situ fabricated Ti-Al-Cr alloys appeared to be porous at various Cr carrier gas levels. The SEM microphotographs present three phase structures consisting of dendritic (lighter in color) and the darker region. Elemental segregation of the Ti-Al-based alloy was driven thermodynamically due to various factors including heat of mixing, entropy of mixing and valence electron concentration. It is clear from the SEM results that sample C3 resulted in refined grain size while the sample C1 and C2 had lager grain sizes. According to Ye et al. (Ref 35), Cr is known to be grain refiner. The EDS map distribution of the laser developed ternary Ti-Al-Cr alloy at 1.0 L/min is represented in Fig. 3. The microstructure of the synthesized Ti-Al samples shows different characteristics due to varied Cr content in the fabricated alloys which resulted in different cooling rate. The α2 and γ distribution in the morphological evolution presents inhomogeneous dispersal in the alloys. It is clear that sample C3 presented more α2 phase formation with high secondary β-phase precipitation. Sample C3 shows more porosity on the sample surface which was corroborated by the densification properties of the alloy. While Fig. 2b and c reveals no pores or cracks, hence high densification properties were achieved. The Ti-Al-Cr alloys at both feed rate appear to have formed an intimate and homogeneous mixture during in situ laser manufacturing of the alloys as presented by EDS mapping. Based on the study of Moeinfar et al. (Ref 8), the presence of refined grains in all the alloys can be attributed to drastic cooling of the alloys during LENS fabrications. According to Adesina et al. (Ref 36), laser processing is associated with rapid cooling which results in small grain size due to minimal nucleation from the molten laser pool. EDS of the in situ laser fabricated samples confirmed the presence of Ti, Al and Cr metallic powders used in the in situ development of the alloys. This proved that the metallic particles influenced the surface evolution of the 3D printed alloys.

EDS map of sample C1 and C2
Table 3 below presents elemental composition of the developed ternary Ti-Al-xCr alloys. From the EDS results, it is clear that the direct laser deposition of Ti-Al-Cr via laser in situ alloying can be utilized for various compositions of Ti-Al-based alloys. An average of three spectra was used for the EDS results presented.
Figure 4 presents the morphological evolution of the in situ fabricated Ti-Al-xCr samples after HT at 1350 °C while Fig. 5 presents EDS map of the HT samples.

SEM images of Ti-Al-Cr HTed at 1350 °C (a) C1; (b) C2 and (c) C3

EDS map of HTed samples (a) C1 and (b) C2
All samples presented show complete phase transformation that resulted in fully lamellar structures. The increase in α + β phases in the alloy would lead to reduced alloy machinability. According to Sibisi et al. (Ref 37), most AM components necessitate post-NHT in order to obtain good mechanical properties. All the samples (C1, C2 and C3) demonstrate good responses to the heat treatments carried out. Sample C1 and C2 possess larger lamellar spacing as compared to sample C3 that exhibit small lamellar spacing. Large volume of β precipitates can be observed in sample C1 and C3. Along the lamellar boundaries, it is clear that there are faults present that could trigger grain boundary dislocations in alloy C1 and C2. In the study of Tlotleng (Ref 38), it was noted that the γ-TiAl alloys after HT of 1400 °C transforms into ultra-fine lamellar α + β microstructure which proved to have outstanding mechanical properties. The EDS map proves that the doped Cr in Ti-Al matrix was homogeneously distributed in the alloys.
3.2 Phase Analysis Results
Figure 6 (C1 and C3) presents XRD analysis of the fabricated Ti-Al-xCr alloys developed at varying laser processing parameters.

XRD plots of Ti-Al-xCr alloys at 1 L/min (C1) and 2 L/min (C3)
The XRD plot for C1 and C3 presents a major peak that has both α2 and γ-phases. Both alloy presented the β- phase as part of the crystal structure present in the developed alloys. According to Raji et al. (Ref 24), Cr addition to Ti-Al alloy matrix displays high possibilities of β-phase formation. The XRD results also showed the presence of α2 titanium present in the in situ developed alloy. The α2 phase presence can be observed on the structural evolution of sample C1 and C3. The α2 titanium is known for good mechanical and electrochemical behavior (Ref 37). The dilution of Cr particles in the alloy depends more on the melt pool temperature. However, applied laser power of 450W could mean that the incorporated particles were fully melted. The study of Hoosain et al. (Ref 39) showed that the planar faults (stacking and twinning) occurring in the XRD in terms of broadening appearance or disappearance of peaks, peak shifts, intensity drop and increase in noise. It is important to mention that Cr content in the Ti-Al matrix resulted in intensity drop at major phase at 42° (2θ) and phase disappearance of β can be witnessed at 55° decreased intensity. The observed changes indicate that twinning is taking place in the Ti-Al based alloys with Cr addition.
3.3 Computational Thermal Analysis of Ti-Al-4Cr
Figure 7 and 8 captures the thermal distribution of Ti-Al and Ti-Al-4Cr, respectively.

Effect of time on surface temperature profile of Ti-Al alloy

Effect of time on surface temperature profile of Ti-Al-4Cr alloy
Modeling and simulation enables quantification of the influence of laser process parameters on final characteristics and quality of the manufactured component. The input parameters in this model were motivated by Tlotleng et al. (Ref 28). With the future aim of developing quaternary Ti-Al-Cr-Nb GE alloy by means of laser in situ alloying, understanding the ternary behavior of Ti-Al-Cr is necessary. Generally, the laser beam which is used as a heat source follows Gaussian distribution making the heat input largest at the center. Therefore the melt pool depth is characterized by high melting at this region and becomes shallow at its edges (Ref 30).
The results suggest that high possibility of cracks or initiation of stress can occur in the binary alloy. With respect to the selected parameters from Tlotleng et al. (Ref 28), it is clear that quantitative knowledge and understanding of the computational thermal cycles and peak temperatures of the deposited layers are crucial for understanding the quality of the built component.
The computational model showed that the reduced thermal gradient as Cr was introduced will help in mitigating cracking possibility as compared to the binary Ti-Al alloy. The temperature field shown herein displays the region of the peak temperature to be in motion with the laser’s instantaneous focus point which is an expected phenomenon since the process’ energy source is a moving laser. Furthermore, the model revealed a temperature decrease in all directions moving away from the laser beam point of focus thus thermal gradients evolve surrounding the instantaneous localized region where the peak temperature of the LENS system is located. However, these temperature gradients are not equal in all directions. The difference in thermal gradients is attributed to the laser motion which concentrates more energy to the instantaneous point thus creating heat accumulation in the point in scan direction and the opposite is observed in the reverse direction.
3.4 Densification and Microhardness Results
Figure 9 presents the effect on Cr at.% on the densification properties of Ti-Al-xCr developed at 1 and 2 L/min carrier gas via laser in situ alloying.

Densification results of fabricated Ti-Al-xCr
The actual densities of the alloys were measured by means of Archimedes’ principle. The Archimedes’ equation of relative density is presented Eq 5. Generally, the developed ternary alloys presented a densification of more than 99%. High laser power used to melt the Ti, Al and Cr powders results in high fusion of the particles leaving minimal pores. Hence, improved densification. Sample C1 presented densification of 99.05%, sample C2 density was 99.30% and sample C3 showed densification of 99.65%. Furthermore, it is known that high temperatures during laser fabrication lead to high particle fusion, consequently, good relative density of the material (Ref 40). According to Liu et al. (Ref 41), high densification properties of Ti-Als can also be attributed to particle rearrangement and homogeneous distribution of phases which is more favorable at elevated temperatures.
The Ti-Al-xCr alloys densities (rs) in g/cm3 are given by the amount of the product of the mass of the alloy in the air (ms) in g and the density of water at room temperature (rw) in g/cm3 with the difference between the mass of the alloy in air and the mass of alloy in water (mw) in g.
Figure 9 below indicates the effect of feed rate and carrier gas of Cr on microhardness properties of the in situ fabricated Ti-Al-xCr alloys.
From the microhardness results, it is clear that both feed rates and carrier gas had a huge effect on the microhardness properties of the manufactured alloys. Increase in carrier gas from 1 to 2 L/min leads to significant decrease in the hardness properties of the 3D printed Ti-Al-xCr ternary alloys.
Sample C1 has average microhardness with values of 520.01 HV while samples C3 presented hardness value of 511.8 HV. Highest microhardness was evident in sample C2 with value of 558 HV. It is clear that increase in Cr feed rate resulted in increased hardness properties while Cr carrier gas increase resulted in decrease in microhardness properties. The results suggest that Cr feed rate is important for controlling hardness properties of the alloys. However, Cr amount needs to be regulated so that the density of the alloy is not compromised for engineering applications. It is known that the addition of Cr as minor element to Ti-Al matrix promote β-phase precipitation on the grain boundaries which prevents plastic deformation; hence, high microhardness properties are obtained.
Normalizing heat treatment effect on the microhardness properties of synthesized Ti-Al-xCr alloys was investigated. The samples were heat treated at temperature of 1350 °C for 1 h in a muffle furnace. LENS developed samples are known for low ductility (Fig. 10). The reason is not farfetched from the fact that laser material processing results in rapid cooling that takes place in the process. Annealing heat treatment helped with stress relief and re-crystallization in the alloys. The reason for the drastic microhardness decrease can be attributed to the fact that annealing heat treatment could result in rapid grain growth as the samples are been cooled slowly in air (Ref 9, 39, 42).

Microhardness properties before and after HT
3.5 Electrochemical Studies
3.5.1 Ti-Al-Cr Corrosion Resistance Analyses in 0.5 mol HCl Solution
Figure 11 shows the linear polarization curves of samples (C1 and C2) developed at 1 and 2 L/min, respectively, immersed in 0.5 mol of HCl solution, while Table 4 presents Tafel extrapolated results of the developed samples.

Linear polarization curve of ternary Ti-Al-xCr alloys in HCl
It can be seen from that the oxide layers are generated on all samples as signified by the anodic branch. However, the oxides are not stable enough to reduce the corrosion rate drastically. There is no clear relationship between corrosion rate and the Cr feed rate in the alloys synthesized at 1 L/min. There is no huge difference between the observed potential and the current density of the fabricated samples at gas carrier of 1 L/min. The in situ fabricated samples at 1 L/min presented more or less the sample observed potential of about −0.47 V. The current density was around 0.000202A/cm2. It is suggested that the presence of Cr in the ternary Ti-Al-xCr synthesized alloys from 3D printed samples will form dense chromium oxides on the surface during the interaction with HCl. This could be an important factor that contributes to the relatively high corrosion resistance of the Ti-Al-xCr synthesized samples in the HCl solution environment (Ref 43).
3.5.2 SEM Images of Corroded Samples 0.5 mol HCl
The corroded surfaces of the synthesized ternary Ti-Al-xCr alloys after the electrochemical analysis are presented in Fig. 12.

SEM/EDS Images of corroded samples (a) C2 (b) C3 in 0.5 mol HCl
Scanning electron microscope was utilized to investigate the microphotographs evolution of the alloys after corrosion. This is to ascertain the claim of Ti-Al-xCr alloy stability with varying Cr feed rate and Cr carrier gas in acidic environment. In general, the developed Ti-Al-xCr both at carrier gas 1 and 2 L/min revealed more severe corrosion attack as indicated by large whitish scale on the surface of the alloy. These oxide scales act as barrier to prevent further corrosion (Ref 43, 44). Minimal channels of pits on the developed alloys can be observed. The pitting corrosion was localized in sample C3; this portrays that the at.% of the doped Cr play a strong role in mitigating corrosion attack on the developed composites in HCl environment. It is noteworthy to state that addition of Cr to the Ti-Al matrix alloy could not be penetratingly attacked by chloride ions.
Though the fabricated alloys showed that it possesses stable TiO2, Cr2O3 and Al2O3 as a result of the oxygen peak denoted on the EDS results in Fig. 12. It is known that the dissolution of phases relative to the TiO2 film is able to create a vacancy whose significant after effect imposes a threat to weaken TiO2 stability (Ref 45, 46). Zhang et al. (Ref 47) stated that the presence of titanium oxides facilitates the formation of titanium hydroxide which is unstable and it easily worn off and accelerate the corrosion under aggressive conditions. Unlike TiO2, TiOH are more soluble and less protective than the oxides (Ref 48, 49). Many reports have stated that aluminum oxide (α-Al2O3) has outstanding resistant to corrosion because of its defined hexagonal structure (HCP) (Ref 50,51,52). Nevertheless, the reported EDS only specify the development of oxide scales formed during corrosion test with no evident of the types of the oxide. As reported by Bakhit and Akbari (Ref 53), the ingress of Cl− ion can affect Al2O3 oxide thin films acting as protective layers. Oh and Thompson (Ref 54) stated that the breakdown of aluminum oxide takes place when the oxide structure split into Al3+ and O2− ions thus leading to net dissolution. Shih, Chen and Huang (Ref 55) described that chloride ions turn out to be concentrated in the presence of Al3+. The former catalyzes the latter to react with water, thus, forming a hydroxide corrosion product. Cr2O3 corrosion product is known for good corrosion resistance properties. It can be seen that Cr was an active element that corroded. This element forms Cr2+ passive film when subjected to acid solutions and improves corrosion resistance.
3.6 Oxidation Behavior
Figure 13 presents the oxidation behavior of the synthesized Ti-Al-xCr alloy. Effect of Cr on the high-temperature oxidation in air was evaluated.

Oxidation behavior of Ti-Al-xCr alloys
It is clear from the plots that the alloys are stable at lower temperatures of about 600 °C. Drastic weight gain in a form of oxide formation is evident at temperatures of more than 750 °C. Sample C1 presented more stable oxides as compared to sample C2 and C3. Alloys need protective layers to be formed on their surfaces which provide adequate longer service life during high-temperature application. Al2O3 and Cr2O3 oxide layer are known to play such a role. A protective oxide thin layer is known for high thermodynamic stability and very slow kinetic growth rate. In thermodynamics of oxidation, Ti-Al-xCr in air at 950 °C can result in the following reaction Eq 7, 8 and 9:
Garip and Ozdemir (Ref 56) utilized HSC Chemistry program to study the Gibbs free energy change of Ti-Al-Cr alloy during oxidation test at 700-900 °C. The results suggested that Al2O3 and TiO2 oxide formation are thermodynamically more likely to form on the alloy surface as compared to Cr2O3. In general, the fabricated alloys presented good oxidation behavior at elevated temperatures making them suitable for gas turbine applications.
3.7 Tribological Test
SEM microphotographs of the worn tracks of the developed Ti-Al-xCr 3D printed alloys are presented in Fig. 14 below.

SEM analysis of the worn surface (a) sample C1 and (b) sample C2
The SEM images presented is for the alloys developed at 1 L/min a) C1 (Cr-0.1 rpm) and b) C2 (Cr-0.3 rpm). Both Cr feed rate resulted in severe damaged regions with presence of plow grooves. Moreover, the sample C1 shows evidence of deformation, adhesion and abrasion visible on the worn surfaces. Among the in situ fabricated samples observed, sample C1 and C2 showed no cracks or initiation of stress induced cracking. Both samples showed wear tracks with minor worn debris. There is no clear relationship on the effect of Cr feed rate and the worn surface properties. The minimal plastic deformation presented in both alloys justifies the nature of balanced ductility of the alloys. Even though Ti-Al alloys are known to be brittle, introduction of Cr played an important role in decreasing the brittle nature of the alloy. Generally, it can be deduced that addition of Cr to the developed ternary alloy yielded positive outcome.
Figure 15 presents the coefficient of friction (CoF) against sliding time for the Ti-Al-xCr alloys developed via laser in situ alloying at applied load of 15 N.

Summary of average CoF of the developed Ti-Al-xCr Alloys
From the results, there is no clear relationship between the CoF of the developed samples and the Cr feed rate. For samples C1 and C2 at Nb gas carrier of 1 L/min, there is drastic decrease in CoF from 0.440 to 0.403 μ. The CoF results show no relationship with respect to Cr feed rate. The fluctuations in CoF of the fabricated samples may be attributed to adhered debris which forms on the surface of the alloy during dry wear test. The increase in Cr gas carrier resulted moderate increase in average CoF of 0.411 μ. Minimal material loss during wear test can be attested by the SEM images shown in Fig. 14. Generally, there is an overall outstanding wear resistance of the alloys as a result of Cr addition to the Ti-Al matrix. Cr dispersed within the Ti-Al metal matrix may result in decreased residual stresses within the Ti-Al alloy which can possibly reduce zones for material pull-out.
Figure 16 presents the wear volume of Ti-Al-xCr alloys developed via laser in situ alloying. The effect of Cr feed rate along with Cr gas carrier is presented.

Wear Rate for the developed Ti-Al-xCr Alloys
The wear volume gives a measure of how much the surface can tolerate deterioration on load-contact conditions. The results were obtained by means of Archard’s equation (PV = k.l/H) to calculate the wear volume values for the synthesized alloys. The distance (l) is related and taken to be a function of time. As such, the wear volume over time can also be said to be wear volume of the achieved distance. There was no vibrant relationship between the wear volume and the Cr feed rate. It can be observed that the wear volume of the alloys fluctuates randomly between 6.0 × 10–7 and 1.9 × 10–6 cubic mm for sample C1, C2 and C3. An increase in gas carrier to 2 L/min resulted in a drastic decrease in wear volume as compared to 1 L/min. The fluctuations of the wear volume can be attributed to irregular phase distribution across the alloys. Cr holds numerous intrinsic properties like high microhardness and outstanding wear resistance properties, making them a potential material for high performance engineering applications (Ref 44).
4 Conclusions
Ti-Al-xCr alloys were synthesized via in situ alloying by means LENS technique. The influence of laser feed rate and laser carrier gas on the morphology, phase formation, microhardness, corrosion and oxidation behavior and tribology behavior of the developed Ti-Al-xCr alloys were investigated.
-
SEM microphotographs of the fabricated ternary Ti-Al-xCr alloys demonstrated no cracks, but only cavities which are as a result of low fusion. This caused by the complete melting of the powders by the laser beam. The EDS analysis confirms the presence of the elements used to synthesize the Ti-Al-xCr based alloys.
-
The XRD analyses of the developed Ti-Al-xCr alloys reveal the presence of γ, α2 along with β- structural phases
-
Maximum average microhardness of 544.98HV was achieved at Cr feed rate of 0.3 rpm and carrier gas of 1 L/min, while the minimum HV value of 511.8 HV was achieved at 2 L/min and Cr feed rate of 0.1 rpm.
-
The synthesized Ti-Al-Cr alloys showed outstanding corrosion resistance properties at all Cr feed rates. Tafel plot showed that alloys tested in HCl and developed at 0.3 rpm with carrier gas of 1 L/min offered the maximum polarization resistance of 8812.92 Ω with corrosion rate of 0.003468 mm/year.
-
Synthesized ternary Ti-Al-xCr alloys demonstrates good wear resistant and the alloys showed minimal cracks along with marginal plastic deformation.
References
V. Anil Kumar, R. Gupta, M. Prasad, and S. Narayana Murty, Recent Advances in Processing of Titanium Alloys and Titanium Aluminides for Space Applications: A Review, J. Mater. Res., 2021, 36(3), p 689–716.
S. Mayer, M. Kastenhuber, and H. Clemens, Advanced Titanium Aluminides-How to Improve the Creep Resistance via Compositional and Microstructural Optimization, Mater. Sci. Forum., 2018, 941, p 1484.
V.A. Kumar, R. Gupta, M. Prasad, and S.N. Murty, Recent Advances in Processing of Titanium Alloys and Titanium Aluminides for Space Applications: A Review, J. Mater. Res, 2021, 36, p 1–28.
X. Liu, Q. Lin, W. Zhang, C.V. Horne, and L. Cha, Microstructure Design and its Effect on Mechanical Properties in Gamma Titanium Aluminides, Metals, 2021, 11(10), p 1644.
P. Wangyao, S. Polsilapa, A. Promboopha, P. Srigiofun, and O. Srihakulung, Effect of Al Addition in Cast Nickel Base Superalloys, Inconel-738 on Microstructures and Oxidation Behaviors at 900°C and 1000°C, Key Eng. Mater., 2015, 656–657, p 39–44. https://doi.org/10.4028/www.scientific.net/KEM.656-657.39
G.Y. Zhang, C.L. Wang, and Y. Gao, Mechanism of Rare Earth CeO2 on the Ni-Based Laser Cladding Layer of 6063 Al Surface, Rare Metal Mater. Eng., 2016, 45(4), p 1002–1006.
R. Awasthi, G. Abraham, S. Kumar, K. Bhattacharyya, N. Keskar, R.P. Kushwaha, R. Rao, R. Tewari, D. Srivastava, and G.K. Dey, Corrosion Characteristics of Ni-Based Hardfacing Alloy Deposited on Stainless Steel Substrate by Laser Cladding, Metall. Mater. Trans. A., 2017, 48(6), p 2915–2926. https://doi.org/10.1007/s11661-017-4074-1
K. Moeinfar, F. Khodabakhshi, S. Kashani-bozorg, M. Mohammadi, and A. Gerlich, A Review on Metallurgical Aspects of Laser Additive Manufacturing (LAM): Stainless Steels, Nickel Superalloys, and Titanium Alloys, J. Mater. Res. Technol., 2021, 16, p 1029.
Tlotleng, M., T. Lengopeng, M.N. Seerane, and S.L. Pityana, Effects of Heat-Treatment on the Microstructure of TiAl-Nb Produced with Laser Metal Deposition Technique. 2017.
M. Tlotleng and S. Pityana, LENS Manufactured γ-TNB Turbine Blade using Laser “in situ” Alloying Approach, MRS Adv., 2020, 5(23–24), p 1203–1213.
Tlotleng, M., S. Skhosane, and S. Pityana. Mechanical Properties of a Laser Deposited Spherical Ti4822 Alloy, in 11th International Symposium on High-Temperature Metallurgical Processing. 2020. Springer: London
L.R. Kanyane, A.P. Popoola, S. Pityana, and M. Tlotleng, Heat-Treatment Effect on Anti-corrosion Behaviour and Tribological Properties of LENS in-situ Synthesized Titanium Aluminide, Int. J. Lightweight Mater. Manuf., 2022, 5(2), p 153–161.
L.R. Kanyane, A.P.I. Popoola, S. Pityana, and M. Tlotleng, Synthesis of Ti-Al-xNb Ternary Alloys via Laser-Engineered Net Shaping for Biomedical Application: Densification, Electrochemical and Mechanical Properties Studies, Materials, 2022, 15(2), p 544.
J. Bresler, S. Neumeier, M. Ziener, F. Pyczak, and M. Göken, The Influence of Niobium, Tantalum and Zirconium on the Microstructure and Creep Strength of Fully Lamellar γ/α2 Titanium Aluminides, Mater. Sci. Eng., A, 2019, 744, p 46–53.
N. Bibhanshu, A. Bhattacharjee, and S. Suwas, Hot Deformation Response of Titanium Aluminides Ti-45Al-(5, 10) Nb-0.2 B-0.2 C with Pre-Conditioned Microstructures, J. Alloys Compd., 2020, 832, p 154584.
Rittinghaus, S.-K., V.R.M. Ramirez, A. Vogelpoth, U. Hecht, and J. Schmelzer. Laser based manufacturing of titanium aluminides, in MATEC Web of Conferences. 2020. EDP Sciences
S. Neumeier, J. Bresler, C. Zenk, L. Haußmann, A. Stark, F. Pyczak, and M. Göken, Partitioning Behavior of Nb, Ta, and Zr in Fully Lamellar γ/α2 Titanium Aluminides and Its Effect on the Lattice Misfit and Creep Behavior, Adv. Eng. Mater., 2021, 23, p 2100156.
I. Sizova, A. Sviridov, M. Bambach, M. Eisentraut, S. Hemes, U. Hecht, A. Marquardt, and C. Leyens, A Study on Hot-Working as Alternative Post-Processing Method for Titanium Aluminides Built by Laser Powder Bed Fusion and Electron Beam Melting, J. Mater. Process. Technol., 2021, 291, p 117024.
M. Tlotleng, and S. Pityana, Effect of Niobium on Twinning in Laser Deposited Ternary Ti-Al Alloy.
M. Yoshihara and K. Miura, Effects of Nb Addition on Oxidation Behavior of TiAl, Intermetallics, 1995, 3(5), p 357–363.
W. Li, J. Liu, Y. Zhou, S. Li, S. Wen, Q. Wei, C. Yan, and Y. Shi, Effect of Laser Scanning Speed on a Ti-45Al-2Cr-5Nb Alloy Processed by Selective Laser Melting: Microstructure, Phase and Mechanical Properties, J. Alloy. Compd., 2016, 688, p 626–636.
X. Gong, R. Chen, H. Fang, H. Ding, J. Guo, Y. Su, and H. Fu, Synergistic Effect of B and Y on the Isothermal Oxidation Behavior of TiAl-Nb-Cr-V Alloy, Corros. Sci., 2018, 131, p 376–385.
F . Kathöfer and F. Pyczak, Effect of Ternary Elements on the Eutectic Temperature and Microstructure in TiAl-x (x= Nb, Cr, Zr), MSE, Darmstadt 2018. 2018.
S.A. Raji, A.P.I. Popoola, S.L. Pityana, and O.M. Popoola, Characteristic Effects of Alloying Elements on β Solidifying Titanium Aluminides: A Review, Heliyon, 2020, 6(7), p e04463.
W. Liu and J. DuPont, Fabrication of Carbide-Particle-Reinforced Titanium Aluminide-Matrix Composites by Laser-Engineered Net Shaping, Metall. and Mater. Trans. A., 2004, 35(13), p 1133–1140.
B. Cárcel, A. Serrano, J. Zambrano, V. Amigó, and A. Cárcel, Laser Cladding of TiAl Intermetallic Alloy on Ti6Al4V-Process Optimization and Properties, Phys. Proced., 2014, 56, p 284–293.
A. Weisheit, S.-K. Rittinghaus, A. Dutta, and J.D. Majumdar, Studies on the Effect of Composition and Pre-Heating on Microstructure and Mechanical Properties of Direct Laser Clad Titanium Aluminide, Opt. Lasers Eng., 2020, 131, p 106041.
M. Tlotleng and S. Pityana, Effects of Al and Heat Treatment on the Microstructure and Hardness of Ti-Al Synthesized Via in situ Melting Using LENS, Metals, 2019, 9(6), p 623.
S.A. Raji, A.P.I. Popoola, S.L. Pityana, and M. Tlotleng, Microstructure and Mechanical Properties of Heat-Treated Ti-Al-Si Alloy Produced Via Laser in Situ Alloying, J. Mater. Eng. Perform., 2021, 30(5), p 3321–3332.
S.A. Raji, A.P.I. Popoola, S.L. Pityana, O.M. Popoola, N.K.K. Arthur, and M. Tlotleng, Modelling and Simulation of the Fatigue usage Factor of γ-TiAl Alloy Fabricated Through Laser Additive Manufacturing (LAM), Suid-Afrikaanse Tydskrif vir Natuurwetenskap en Tegnologie, 2021, 40(1), p 154–161.
Sestito, J.M., D. Liu, Y. Lu, J.-H. Song, A.V. Tran, M.J. Kempner, T.A. Harris, S.-H. Ahn, and Y. Wang, Multiscale Process Modeling of Shape Memory Alloy Fabrication with Directed Energy Deposition, in Manufacturing in the Era of 4th Industrial Revolution: A World Scientific Reference Volume 1: Recent Advances in Additive Manufacturing. 2020. p 41–76
X. Cao and B. Ayalew, Control-oriented MIMO Modeling of Laser-Aided Powder Deposition Processes. in 2015 American Control Conference (ACC). 2015. IEEE
G.A. Farotade, O.S. Adesina, A. Kolesnikov, and A. Popoola, Computational Analysis of Heat Transfer within a Ti-6Al-4V Alloy Substrate During Laser Cladding Process, Mater. Res. Exp., 2019, 6(4), p 046516.
G. Astm, Standard Practice for Calculation of Corrosion Rates and Related Information from Electrochemical Measurements. 2004 G102–89
L.-H. Ye, H. Wang, G. Zhou, Q.-M. Hu, and R. Yang, Phase Stability of TiAl-X (X= V, Nb, Ta, Cr, Mo, W, and Mn) Alloys, J. Alloy. Compd., 2020, 819, p 153291.
O.S. Adesina, A.P.I. Popoola, S.L. Pityana, and D.T. Oloruntoba, Microstructural and Tribological Behavior of in situ Synthesized Ti/Co Coatings on Ti-6Al-4V Alloy Using Laser Surface Cladding Technique, Int. J. Adv. Manuf. Technol., 2018, 95(1–4), p 1265–1280. https://doi.org/10.1007/s00170-017-1300-3
P. Sibisi, A.P.I. Popoola, N. Arthur, and S. Pityana, Review on Direct Metal Laser Deposition Manufacturing Technology for the Ti-6Al-4V Alloy, Int. J. Adv. Manuf. Technol., 2020, 107(3), p 1163–1178.
M. Tlotleng, Microstructural Properties of Heat-Treated LENS in situ Additively Manufactured Titanium Aluminide, J. Mater. Eng. Perform., 2019, 28(2), p 701–708.
S.E. Hoosain, S. Pityana, C.S. Freemantle, and M. Tlotleng, Heat Treatment of In Situ Laser-Fabricated Titanium Aluminide, Metals, 2018, 8(9), p 655.
Sibisi, P., A. Popoola, N.K. Arthur, S. Kubjane, A. Ngoveni, and L. Kanyane, Evaluation of Hatch Distance and Powder Feed Rate Effects in TI-6AL-4V Alloy Developed by LMD Technique (2018).
H.-W. Liu, D.P. Bishop, and K.P. Plucknett, Densification Behaviour and Microstructural Evolution of Ti-48Al Consolidated by Spark Plasma Sintering, J. Mater. Sci., 2017, 52(1), p 613–627.
A. Seidel, S. Saha, T. Maiwald, J. Moritz, S. Polenz, A. Marquardt, J. Kaspar, T. Finaske, E. Lopez, and F. Brueckner, Intrinsic Heat Treatment Within Additive Manufacturing of Gamma Titanium Aluminide Space Hardware, JOM, 2019, 71(4), p 1513–1519.
D. Wei, F. Li, X. Wei, T. Liskiewicz, K.J. Kubiak, and P. Zhang (2020) Microstructure, Nano-Mechanical Characterization, and Fretting Wear Behavior of Plasma Surface Cr-Nb alloying on γ-TiAl. Proc. Instit. Mech. Eng. Part J. J. Eng. Tribol. 235: 1012
J. Wang, Q. Luo, H. Wang, Y. Wu, X. Cheng, and H. Tang, Microstructure Characteristics and Failure Mechanisms of Ti-48Al-2Nb-2Cr Titanium Aluminide Intermetallic Alloy Fabricated by Directed Energy Deposition Technique, Addit. Manuf., 2020, 32, p 101007.
A. Çelik, M. Acar, T. Yetim, H. Kovacı, and A. Yetim, Improving Structural, Tribological and Electrochemical Properties of Ti6Al4V Alloy with B-Doped TiO2 Thin Films, Tribol. Int., 2020, 146, p 106210.
P. Xu, C. Lin, C. Zhou, and X. Yi, Wear and Corrosion Resistance of Laser Cladding AISI 304 Stainless Steel/Al2O3 Composite Coatings, Surf. Coat. Technol., 2014, 238, p 9–14. https://doi.org/10.1016/j.surfcoat.2013.10.028
C. Zhang, Z. Ding, L. Xie, L.-C. Zhang, L. Wu, Y. Fu, L. Wang, and W. Lu, Electrochemical and In vitro Behavior of the Nanosized Composites of Ti-6Al-4V and TiO2 Fabricated by Friction Stir Process, Appl. Surf. Sci., 2017, 423, p 331–339.
L.H. Hihara and A. Bakkar, Corrosion of Metal Matrix Composites, in Reference Module in Materials Science and Materials Engineering, (2016).
J.B. Hansen, Solid Oxide Electrolysis–a Key Enabling Technology for Sustainable Energy Scenarios, Faraday Discuss., 2015, 182, p 9–48.
M.O. Bodunrin, L.H. Chown, J.W. van der Merwe, and K.K. Alaneme, Corrosion Behaviour of Low-Cost Ti-45 Al–x V–y Fe Alloys in Sodium Chloride and Sulphuric Acid Solutions, Corros. Eng. Sci. Technol., 2019, 54(8), p 637–648.
B. Wu, Z. Pan, S. Li, D. Cuiuri, D. Ding, and H. Li, The Anisotropic Corrosion Behaviour of Wire Arc Additive Manufactured Ti-6Al-4V Alloy in 3.5% NaCl Solution, Corros. Sci., 2018, 137, p 176–183.
J. Cheng, F. Li, S. Zhu, Y. Yu, Z. Qiao, and J. Yang, Electrochemical Corrosion and Tribological Evaluation of TiAl Alloy for Marine Application, Tribol. Int., 2017, 115, p 483–492.
B. Bakhit and A. Akbari, Nanocrystalline Ni-Co Alloy Coatings: Electrodeposition using Horizontal Electrodes and Corrosion Resistance, J. Coat. Technol. Res., 2013, 10(2), p 285–295.
J. Oh and C.V. Thompson, The Role of Electric Field in Pore Formation During Aluminum Anodization, Electrochim. Acta, 2011, 56(11), p 4044–4051.
Y.-J. Shih, K.-H. Chen, and Y.-H. Huang, Mineralization of Organic Acids by the Photo-Electrochemical Process in the Presence of Chloride Ions, J. Taiwan Inst. Chem. Eng., 2014, 45(3), p 962–966.
Y. Garip and O. Ozdemir, Comparative Study of the Oxidation and Hot Corrosion Behaviors of TiAl-Cr Intermetallic Alloy Produced by Electric Current Activated Sintering, J. Alloys Compd., 2019, 780, p 364–377.
Acknowledgments
The authors would like to show their appreciation to the following organizations: Council of Scientific and Industrial Research (CSIR), National Research Foundation (NRF) with Surface Engineering Research Laboratory (SERL), Tshwane University of Technology, Department of Chemical, Metallurgical and Materials Engineering, Pretoria, South Africa.
Funding
Open access funding provided by Tshwane University of Technology.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kanyane, L.R., Popoola, A.P.I., Pityana, S. et al. Laser In Situ Synthesis and Computational Thermal Analysis of Ti-Al-xCr Alloys: Microhardness, Electrochemical Behavior and Tribological Properties. J. of Materi Eng and Perform 32, 9838–9850 (2023). https://doi.org/10.1007/s11665-023-08257-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08257-x