
Abstract
A novel in-plane bending test was used to study edge ductility in DP800 as a common advanced high-strength steel in the car industry. The test utilized the digital image correlation technique to measure the local and average fracture strain values along the edge of the specimen. In contrast to the widely used hole expansion capacity test, the impact of punch friction, contact stress, and out-of-plane strain on edge ductility is eliminated by removing the punch. Also, the strain gradient inherent to the beam bending provides a controlled crack propagation path, making crack tracking easier than the sheared edge tensile test. The proposed bending test was utilized to investigate the influence of material orientation, cutting parameters, and global strain gradient on edge fracture strain. A correlation was observed between edge ductility, material orientation, and cutting tool sharpness, while the average fracture strain was independent of the strain gradient. The outcome shows that the in-plane bending test is reliable for determining edge ductility in any desired material orientation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Dual-phase (DP) steels provide excellent formability and high strength-to-weight ratio (Ref 1, 2). They have attracted particular attention due to new environmental initiatives adopted by the car industry to reduce the weight and to increase the safety of the car (Ref 3, 4). However, DP steels suffer from low edge ductility or premature fracture at shear cut edges below the forming limit curves (FLC) (Ref 5).
Several tests are available in the literature to assess edge ductility. The hole expansion capacity (HEC) test based on ISO 16630 is the most common test to investigate whether a sheet metal is suitable for forming process or not concerning edge ductility. A schematic of the HEC test is shown in Fig. 1(a). The HEC test is sensitive to test parameters such as punch geometry (Ref 6), initial hole diameter (Ref 7), hole curvature variation (Ref 8), edge cutting method (Ref 9), the direction of strain gradient, i.e., perpendicular (Ref 10) or parallel (Ref 11) to edge orientation. As schematically shown in Fig. 1(b), one reason for this observation can be the complexity of the stress state at the edge of the test specimen that is impacted by friction, contact forces, and out-of-plane deformation. Thus, the HEC value could not solely be considered a material characteristic. In other words, the variation in the measured fracture strain (Ref 12) significantly impacts engineering interpretation of the results (Ref 13). Furthermore, anisotropy in edge crack sensitivity cannot be captured due to inherent rotational symmetry in the test.

Schematic of hole expansion capacity test: (a) sample geometry and (b) test setup
On the other hand, performing digital image correlation (DIC) for local strain measurement along the edge in an HEC test is not straightforward due to out-of-plane deformation (Ref 14). Alternatively, to remove the contact stress and friction at the edge caused by the conical punch of the HEC test, a hollow cylindrical punch with a flat bottom can be used (Ref 15). This punch geometry produces in-plane deformation without contact and friction between the edge of the hole and the punch (Ref 16). While it seems that a cylindrical punch may provide edge material properties independent of test parameters (Ref 17), it also has been reported that fracture can occur far from the edge due to plane strain condition (Ref 18).
Wang et al. (Ref 19) and Atzema et al. (Ref 20) introduced the shear edge tensile test (SETi) that utilizes a conventional tensile test with sheared edges equipped with DIC for assessing edge ductility. However, a tensile test to evaluate edge ductility works only for materials sensitive to edge cracks. Otherwise, failure will occur after necking, which makes it challenging to isolate edge ductility. Kobe hole tensile test (Ref 21) and side bending test (Ref 22) are other alternative tests, independent of the burr orientation, friction, and contact stress. Nevertheless, the sample geometry of Kobe and the side bending tests localize the strain on a tiny portion of the edge. Due to local property variations, the small part of the edge may not represent the whole sample.
The typical failure mechanism of plain-carbon steel is local necking that is different from DP steel because of the potential for edge cracking (Ref 23). One main culprit of this difference is the preceding cutting process on material edges (Ref 24), schematically shown in Fig. 2(a). Habibi et al. (Ref 25) reported that in DP steels, the accumulated damage is a more critical failure mechanism than the stress concentration created by the surface contour, i.e., roughness of sheared edges. Figure 2(b) shows multiple deformation regions of the shear affected zone (SAZ) formed by the cutting process (Ref 26), where the SAZ undergoes severe work-hardening and damage accumulation in the form of nucleated voids (Ref 18). The damage induced by the cutting process causes the fracture to precede local necking (Ref 3). The damage mechanisms in the bulk of DP600 (Ref 27), DP800 (Ref 28), and multiple other grades (Ref 29) are well defined in the literature; however, the local damage mechanism at the material edge needs more investigation.

Shear cutting process: (a) schematic of the process and (b) shear affected zone (SAZ) at the edge. The cutting clearance (C = d/t), cutting angle (γ), and tool sharpness (κ = 1/ρ) are essential parameters in the shear cutting process
A reliable characterization method for assessing edge ductility of high-strength steel is required to isolate the material-dependent factors such as damage and hardening from structural elements such as contact stresses and friction. It is a prerequisite for understanding the physics of the problem and the root cause of edge cracks. As described earlier, this task is unachievable by current approaches such as the HEC test. In the present research, this challenge is addressed by introducing a novel in-plane bending test to investigate edge ductility. The following sections begin with a comprehensive explanation of the proposed in-plain bending setup, including using digital image correlation in the measurements. Subsequently, DP800 was selected for further investigation as an ordinary advanced high-strength steel in the car industry. A set of parameters, i.e., material orientation, cutting parameters, and strain gradient, were manipulated to investigate their effect on edge ductility.
2 In-Plane Bending Setup
2.1 Fixture Design and Sample Geometry
Recently, an in-plane bending test for sheet metals (Fig. 3a) was developed to offer more stability in finding hardening curves at strains above the uniform strain (Ref 30). This setup delays the necking, which is suitable for investigating edge ductility. In this study, an improved design of the fixture was used by adding an anti-buckling mechanism (Fig. 3b). The mechanism uses bushes with a 6-mm diameter that keep the samples flat during deformation, friction-less thanks to the ball bearings. The sample geometry and the location of applied forces for deforming the sample are shown in Fig. 3(c). The sample design is such that the maximum tension occurs at the top edge of the sample. This provides easy edge preparation by any cutting method for edge ductility study, considering that the upper edge is straight. As can be seen, there are no friction and contact stress on the edge as opposed to the HEC test. The strain gradient can be easily controlled by changing the beam height of the sample to investigate the effect of the strain gradient on edge ductility. The global strain gradient based on Eq 1 at the moment of fracture was used as a scalar value for comparison in the following sections:
where x- and y-directions are shown in Fig. 3a. The values \(\varepsilon_{{x,\;{\text{ max\; tension}}}}\) and \(\varepsilon_{{{\text{x}},\;{ }\max\; {\text{compression}}}}\) are principal strain in x-direction on the top and bottom edge of the beam, respectively. Finally, the parameter h is the beam height.

In-plane bending test: (a) the test fixture, (b) the anti-buckling mechanism, and (c) sample geometry. The dimensions are in millimeters
2.2 Fracture Strain Measurement
The fracture strain is required for edge ductility studies. Two methods (direct and indirect) are proposed here for measuring the fracture strain. The direct method is the DIC technique, based on processing images taken from the beam section during deformation. The method can provide a relatively accurate strain distribution over the edge compared with the HEC value measured by the caliper. The indirect method uses the moment vs. curvature diagram. In this method, the curvature at the maximum moment can be transformed to fracture strain, as explained in Appendix 1. The DIC technique is more accurate because it directly measures the strain and provides more details on the strain distribution along the edge. Thus, the DIC technique is selected for this study, although it requires heavier post-processing.
DIC commonly uses a white-painted background with black speckles on the surface of the sample for creating the best contrast. However, the layer of paint makes crack detection difficult. Thus, a pattern was applied directly on the material surface with the help of spraying the black color without white background. An IDS camera, model UI-35910CP-C-HQ-R2 equipped with RICOH lens model FL-BC7528-9 M, was employed for recording a sequence of images. A frame rate of 10 fps with an image resolution of 4912 × 3684 pixels was chosen. Subsequently, image analysis was performed by the open-source DIC code, Ncorr (Ref 31). The numerical mean of the strain distribution along the edge is called ‘edge strain at fracture.’ This value could be used for comparison purposes with the HEC value, considering that the HEC value is also an average quantity over the whole circumference. The maximum value of the strain at the edge could be considered as ‘local fracture strain.’ All reported strains from different tests in the current investigation refer to the logarithmic strain measure based on Eq 5 in Appendix 2.
2.3 Moment–Curvature Measurement
In order to calculate the moment vs. curvature diagram, the applied force (F) was measured by a Zwick tensile machine of 5.0 kN capacity. Then, the moment was calculated by the equation: \(M = 0.5Fd\cos \left( {\alpha - \beta } \right)\), where d and α are constant values during rotation, related to the position of the holes on the sample (Fig. 4). Parameter β is the angle of rotation which was measured by image processing in GOM correlate software. In this method, a local coordinate system was defined with the help of three points located in the rigid part of the sample far from the deformation zone. Subsequently, the rotation (β) during bending was tracked.

The deformed sample after in-plane bending test
The angle (θ) between two imaginary lines in the beam section with the initial distance \(l_{0}\) was followed during bending (Fig. 4). Afterward, the curvature (\(\kappa_{\text{beam}} = \theta /l_{0}\)) of the beam section was computed (Ref 32). The maximum distance between the two lines is 4.5 mm.
As an example, the measured angles at a specific time during deformation by the GOM correlate software are shown in Fig. 5(a). The curvature vs. time was calculated in three different locations with the help of six imaginary lines, as shown in Fig. 5(b). It can be seen that the curvatures are almost equal, demonstrating that the curvature in the area between the virtual lines is relatively uniform. As explained in Appendix 3, the curvature can also be extracted from DIC data.

The required information for calculation of moment–curvature diagram: (a) the angles β and θ measured by GOM correlate software and (b) the calculated curvature vs. time
2.4 2.4 Reference Test and Zero Strain Gradient
As described in the following, the HEC test was employed as a reference value for the edge fracture strain. Also, SETi was used for the test condition with zero global strain gradient.
Hole expansion capacity tests were done based on ISO 16630. In this test, a hole with a diameter of 10 mm was punched in a rectangular steel plate (90 mm × 90 mm); subsequently, the hole was expanded by a conical punch until a through-thickness crack was detected. Then, the engineering fracture strain \(e_\text{fracture} = \left( {D_\text{f} - D_\text{o} } \right)/D_\text{f}\) was calculated based on the original and final hole diameter (Do and Df, respectively). Actually, the engineering fracture strain is equal to the hole expansion capacity or HEC value. The test was repeated three times.
The SETi test equipped with DIC was used to provide the edge ductility measurement in zero strain gradient conditions. This test can be done based on ISO 6892. It is worth mentioning that the sample geometry is rectangular rather than dog bone, ensuring flexibility in the cutting process. The edge strain just before failure, measured by DIC, is the result of the test. A rectangular sample (100 mm × 16 mm) was used in the current investigation. One edge was prepared by laser cutting, and the other edge was shear cut. The cutting angle of 1.5° and clearance of 15% were selected. SETi is best suited for susceptible materials to edge cracks, e.g., DP800. Otherwise, failure will occur after necking, and the stress state deviates from uniaxial. Moreover, the fracture usually starts in the middle of the sample rather than on the edge in materials with high edge ductility. In this case, no value for edge strain at fracture can be reported. Another disadvantage of this test is that the edge crack growth can be catastrophic, i.e., uncontrolled for materials with low edge ductility. The fracture occurs quickly due to the elastic relaxation in a large part of the specimen. That makes it challenging to track the crack initiation and growth, especially in the thickness direction.
3 Design of Experiment
3.1 Raw Material Characterization
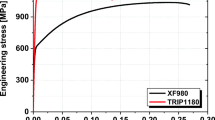
A dual-phase steel (DP800) with a thickness of 1.32 mm, produced by Tata Steel, was used as the test material in this research. The chemical composition of the steel was C ≈ 0.15; Mn ≈ 2.06; Si ≈ 0.19 wt.%; and Fe ≈ rest. The stress–strain curves measured by a tensile test (ISO 6892) and average mechanical properties in rolling (RD), diagonal (DD), and transverse (TD) directions of as-received material are reported in Fig. 6(a) and Table 1, respectively. The FLC, obtained using the Abspoel and Scholting method (Ref 33), is depicted in Fig. 6(b). Minor and major strains at local necking in uniaxial stress state \(\left( {{{ - \varepsilon_{1} } \mathord{\left/ {\vphantom {{ - \varepsilon_{1} } {\varepsilon_{2} = 1 + {1 \mathord{\left/ {\vphantom {1 r}} \right. \kern-\nulldelimiterspace} r}}}} \right. \kern-\nulldelimiterspace} {\varepsilon_{2} = 1 + {1 \mathord{\left/ {\vphantom {1 r}} \right. \kern-\nulldelimiterspace} r}}}} \right)\) with respect to r-values of Table 1 are extracted from the FLC and reported in Table 2. It can be seen in Fig. 6(b) that the material reaches higher strains when the major strain is parallel to the rolling direction than when it is in the transverse direction.

Mechanical performance of DP800: (a) stress–strain curve and (b) forming limit diagram
3.2 Sample Preparation
In order to prepare the top edge of samples for edge ductility investigation in the rolling direction (RD) or transverse direction (TD), a shearing tool with adjustable cutting clearance of 1-µm precision was used. Then, laser cutting was employed for cutting the rest of the edges and holes of the geometry. The curvature, κ, at the tip of the tool was used to indicate sharpness. The curvature of the punches and the die was measured three times in different sections with the help of a contour measuring machine model Mitutoyo Contracer CDH-440. Subsequently, a fourth-degree polynomial was fitted to the data of each contour, as shown in Fig. 7. The average curvature from three different locations for the used punches and the die is reported in Table 3.

The tip contour of the blunt punch used in the shear cutting process. The tool sharpness was defined based on Fig. 2(a)
3.3 Investigated Parameters
In the current investigation, the effect of material anisotropy (RD versus TD), strain gradient (∇ϵ), edge location with respect to die side (DS) and punch side (PS), cutting angle (γ), clearance (C), and punch sharpness (κpunch) on edge ductility was considered. The test parameters used for in-plane bending tests to assess edge ductility are reported in Table 4. Subsequently, Eq 1 at the moment of fracture was used to calculate the strain gradient. Also, it was demonstrated by (Ref 34) that the edge fracture strain is influenced by the time between cutting and testing, and it stabilizes after two weeks. Therefore, all tests in this research were performed more than two weeks after cutting the samples to mitigate the time dependency effect. Each experiment was repeated at least seven times and at most ten times to ensure the test repeatability.
4 Results
The following sections elaborate on the effect of material orientation, cutting parameters, and strain gradient on edge ductility by the in-plane bending test. Also, it shows the limitation of the HEC test for measuring the fracture strain in different material orientations.
4.1 Edge Cracks During In-Plane Bending Test
The edge of the material after the bending test with horizontal and vertical cracks is shown in Fig. 8(a). The horizontal crack in region ‘A’ was created before the bending test due to the shear cutting process. Interestingly, it does not play a role in the initiation of the edge crack during bending. Figure 8(b) and (c) shows that multiple vertical cracks initiated in the burr region, and there are a few other cracks that encompass the whole thickness of the sample. These micro-cracks are not present in the rollover region. This observation by the in-plane bending test explains the higher HEC value reported by (Ref 18) for cases with the burr in direct contact with the punch of the HEC test than the specimen with the burr away from the punch. Actually, the punch contact in the HEC test delays the crack initiation at the side of contact by applying compressive stresses (Fig. 1b). Also, the out-of-plane deformation imposes more deformation at the side of the plate away from the punch. In other words, the material does not necessarily fail at the weakest location, and the result of the HEC test can be influenced by contact stress, punch type, and friction (Ref 6, 16). This is not the case for the in-plane bending test since the punch has been eliminated in the design. Therefore, the in-plane bending test can better represent pure material behavior, considering no friction and contact stress at the edge of the material.

The edge appearance after bending test: (a) multiple cracks are visible, (b) the micro-cracks initiated at burr region, while there is no visible micro-crack at the roll over region, and (c) higher magnification of rectangle B
The fracture strain measurement of the in-plane bending test was taken by the DIC technique. It is essential to select a surface for DIC, as one side of the plate contains the burr region and the other side the rollover region. Based on ISO 16630, a crack is considered an edge crack once it is visible through the entire thickness. As already was shown, the crack initiation occurs in the burr region. Thus, the surface at the rollover side was selected for measuring the fracture strain to ensure that a visible crack is an edge crack that has already crossed the whole thickness (Fig. 2b). The measured fracture strain in different material orientations and cutting parameters are presented and discussed in the following sections.
4.2 The Effect of Material Orientation on Fracture Strain
The typical force–displacement curves of the in-plane bending tests, measured by the tensile machine in rolling and transverse directions, are shown in Fig. 9(a). The achieved moment–curvature diagrams based on the methods explained in Sect. 2.3 are shown in Fig. 9(b). It confirms the dependency of edge ductility on material orientation. The overall material anisotropy can also be observed in the tensile test results, where the uniform elongation in RD is around 2.4% higher than in TD (Fig. 6a).

In-plane bending test result in rolling and transverse directions: (a) force–displacement curve and (b) moment–curvature diagram
The strain distribution of the in-plane bending test for the edge parallel to TD at three distinct moments during deformation is shown in Fig. 10. It can be seen in Fig. 10(a) that the maximum stretch is on the sheared edge of the material. Strain distribution at the moment of fracture and during edge crack propagation is shown in Fig. 10(b) and (c), respectively. The strain distribution on the edge parallel to TD is extracted at the moment of fracture and depicted in Fig. 11(a). The curves reveal some inhomogeneities along the edge. Also, the definition of ‘edge strain at fracture’ and ‘local fracture strain’ is indicated on the graph. These quantities for the cases of loading in transverse and rolling directions are reported in Fig. 11(b). It can be seen that both local and average values are higher in RD rather than in TD. This implies that the transverse direction is the weakest material orientation for edge cracks, which agrees with the trend observed in Table 2. However, in this table, the predicted strain from the FLC is around three times higher than the measured fracture strain, which shows the limitation of FLC in failure prediction during the forming process for the materials sensitive to the edge crack.

Strain distribution of in-plane bending test sample with top edge parallel to TD measured by DIC: (a) before fracture, (b) the moment of fracture, and (c) during edge crack propagation

In-plane bending test: (a) edge strain distribution at the moment of fracture with top edge parallel to TD and (b) fracture strain in transverse and rolling directions. Error bars represent the standard deviation over 7 to 10 tests
The fracture strain, measured by the HEC test, was 0.21 ± 0.005. The TD edge strain at fracture (blue bar of TD in Fig. 11b) of the in-plane bending test is comparable to the measured HEC value. The edge crack in HEC test of DP800 always occurred in the rolling direction, as indicated in Fig. 12, where the major principal stress direction is parallel to TD. This shows that it is impossible to measure the edge ductility of the material in the rolling direction with the HEC test due to inherent rotational symmetry in the test, which means that the weakest direction determines the result. Since DP800 material is edge crack sensitive, it fractures early. In this case, the test factors in the HEC test (i.e., contact pressure, friction, out-of-plane bending) do not get a chance to play a substantial role in the material failure. Therefore, the HEC and in-plane bending results in the worst material orientation are comparable.

Hole expansion capacity test. The major cracks confirm that the weakest direction is TD
4.3 The Effect of Cutting Parameters on Fracture Strain
Shear cutting is not a symmetric process, i.e., one side of the plate is clamped and the other side is free to bend away (Fig. 2a). Thus, it is relevant to investigate ductility performance for the edge situated at the die side and the other one located on the punch side. This type of investigation is complex by HEC test, as the target edge is always located at the die side. Fracture strains of the in-plane bending test samples taken from the die and punch sides are shown in Fig. 14(a). The current test shows that edge ductility is independent of the die and punch sides. In other words, when a plate is cut into two parts by shear cutting, there is no preference between them with respect to edge ductility.
The cutting angle and clearance play a vital role in the force and time required to cut a plate, as shown in Fig. 13. The higher cutting angle decreases the required force as shown in Fig. 13(a). Also, 20% clearance requires higher cutting forces than the other tested clearances (Fig. 13b). The negligible effect of cutting angle (between 1.5 and 5 degrees) and clearance on edge ductility for the material under investigation is shown in Fig. 14(b) and (c), respectively. Only the cutting clearance of 20% slightly improves the edge ductility. It should be noted that 20% is quite a wide cutting clearance and is not in the range of clearances suggested by the ISO 16630 standard. Although there is no widely accepted agreement in the literature for the effect of cutting clearance on edge fracture strain, the results of the current investigation show that cutting clearance does not have a significant impact. The effect is not substantial in DP600 (Ref 35) and multiple other steel grades (Ref 36), while others suggested an optimum value for DP980 (Ref 37) and medium-Mn steel (Ref 38). The source of disagreement may originate from multiple effects that simultaneously get activated by changing the cutting clearance, such as surface roughness, residual stress, and SAZ size.

The shear cutting force vs. (a) cutting angle and (b) cutting clearance

Influence on the edge fracture strain with respect to (a) edge location, (b) cutting angle, (c) cutting clearance, and (d) tool sharpness
The punch becomes blunt by wear during its lifetime, which may affect the fracture appearance. Figure 14(d) confirms that the tool sharpening significantly improves the edge ductility of the material. These results highlight the importance of tool routine maintenance and sharpening to prevent premature failure in a subsequent sheet forming process.
4.4 The Effect of Global Strain Gradient on Fracture Strain
In the forming of car parts with complex shapes, strain is often distributed unequally; consequently, there is a strain gradient in different sections of the part. Thus, it is crucial to investigate the effect of strain gradient on edge ductility. In the current investigation, the strain gradient was controlled by changing the beam height of the in-plane bending test. Furthermore, SETi was employed for a global zero strain gradient.
The strain distribution of a SETi sample measured by DIC is shown in Fig. 15. The strain distribution is not locally uniform, and inhomogeneity can already be seen before edge cracking in Fig. 15(a). The edge crack initiated from the shear cut edge (left side) and propagates toward the laser cut edge (right side) in Fig. 15(b) and (c). Also, Fig. 15(c) reveals the material performance at the edge is significantly affected by shear cutting, considering that there is no necking (no sign of width change in the middle of sample height) vs. regular tensile test of DP800. The strains along edges were extracted and are reported in Fig. 16(a), and it shows that inhomogeneity is inherent to the material and independent of the edge preparation method. Also, the strain along the edge during deformation (Fig. 16b) illustrates that edge crack initiation is located between a valley and a peak of the initial inhomogeneous strain distribution and not at the highest strain.

Strain distribution of SETi sample measured by DIC: (a) before fracture, (b) the moment of fracture, and (c) during edge crack propagation

Strain distribution of SETi: (a) strain along the edges before crack initiation and (b) strain along shear cut edge during deformation. Material inhomogeneity is independent of the cutting method. The edge crack evolves at X = 12.5 mm between valley and peak of the global strain distribution
Fracture strain of edge vs. strain gradient measured by SETi and bending test is shown in Fig. 17. The result indicates that the edge strain at fracture (blue bars) is independent of strain gradient. Also, the local fracture strain (orange bars) was independent of the strain gradient in the bending test. Only the local fracture strain captured by SETi test at zero strain gradient is slightly lower than the identical values of the in-plane bending test with nonzero strain gradients. The slightly lower values can be related to the fact that the spatial resolution in SETi test is lower, which naturally leads to a reduced sensitivity of local effects detection. Also, fracture in the SETi test occurs abruptly, and it requires a higher time resolution of DIC to capture the exact moment of fracture.

Fracture strain of edge vs. strain gradient. SETi was used to test the material in the condition of zero global strain gradient
It is clear from Fig. 17 that the edge ductility is independent of strain gradient. Because the macro-level strain gradient does not play a role, the in-plane bending test is independent of the sample geometry for assessing edge ductility. It also proves that the in-plane bending test is a proper material characterization tool to study edge ductility.
5 Conclusions
In this study, an in-plane bending test was employed as a novel method for assessing edge ductility. With this test, the effect of material anisotropy and strain gradient on edge ductility was investigated. Also, it was observed that cutting parameters such as cutting clearance and tool sharpness affect the edge ductility. Therefore, they can be optimized to provide the best edge performance. The main conclusions are as follows:
-
The in-plane bending test is a reliable method for measuring edge ductility. It provides more details of fracture strain in a desired material orientation compared with the HEC test.
-
Edge strain at fracture is independent of cutting angle, edge location, and global strain gradient in the range of 0 to 0.096 mm−1.
-
The edge crack phenomenon depends on material orientation for DP800 steel. A sheared edge parallel to the transverse direction has a lower fracture strain than a sheared edge parallel to the rolling direction.
-
A sharper cutting tool improves edge ductility.
-
The edge properties along the thickness direction are inhomogeneous; many micro-cracks have been observed on the burr side, while only a few spread through the entire thickness.
References
Y. Yang, H. Wang and C. Wang, Effects of the Phase Content on Spallation Damage Behavior in Dual-Phase Steel, J. Mater. Eng. Perform., 2021, 30(8), p 5614–5624. https://doi.org/10.1007/s11665-021-05811-3
A. Nouri, F. Badkoobeh, N. Rabiei and H. Hassannejad, Evolutions of Microstructural and Mechanical Properties of Tempered Dual-Phase Steels Influenced by Silicon Content and the Intercritical Annealing Temperature, J. Mater. Eng. Perform., 2022, 31, p 1–17. https://doi.org/10.1007/s11665-022-06629-3
D. Li, H. Wu, X. Zhan, Z. Chang and J. Chen, A New Ductile Fracture Model for Edge Cracking Prediction of Ultra-High Strength Steel Considering Damage Accumulation in Blanking Process, J. Mater. Eng. Perform., 2022 https://doi.org/10.1007/s11665-022-06718-3
Y. Han, X. Chu, S. Kuang, T. Li, C. Xie and H. Teng, Investigation of the Edge Crack Sensitivity of Cold Rolled Hot-Dip Galvanized DP780 Steels, J. Mater. Eng. Perform., 2019, 28(1), p 372–381. https://doi.org/10.1007/s11665-018-3774-z
X. Yu, J. Chen and B. Zhang, Numerical Simulation on Edge Crack of Advanced High-Strength Steel Considering Blanking Induced Damage, J. Mater. Eng. Perform., 2020, 29(12), p 8286–8293. https://doi.org/10.1007/s11665-020-05260-4
L. Thesing and U.L.S. Boff, Experimental Investigation of the Hole Expansion Capability of a Martensitic AHSS Steel with Two Punch Geometries and A, Int. J. Mater. Eng. Technol., 2016, 15(2–3), p 159–170.
H. Kim, J. Shang, K. Beam, A. Samant, C. Hoschouer and J. Dykeman, Development of New Hole Expansion Testing Method, J. Phys. Conf. Ser., 2016, 734(3), p 032025.
X. Yu, J. Chen and J. Chen, Influence of Curvature Variation on Edge Stretchability in Hole Expansion and Stretch Flanging of Advanced High-Strength Steel, Int. J. Adv. Manuf. Technol., 2016, 86(1–4), p 1083–1094. https://doi.org/10.1007/s00170-015-8251-3
P. Larour, H. Pauli, J. Freudenthaler, and A. Grünsteidl, Alternative Stretch Flangeability Characterization Methods for AHSS Steel Grades, Proc. IDDRG2011. 2011.
E. Iizuka, M. Urabe, Y. Yamasaki and J. Hiramoto, Effect of Strain Gradient on Stretch Flange Deformation Limit of Steel Sheets, J. Phys. Conf. Ser., 2017, 896(1), p 012008. https://doi.org/10.1088/1742-6596/896/1/012008
J. Yoshida, Hiroshi and Yoshida, Tohru and Sato, Koichi and Takahashi, Yuzo and Matsuno, T and Nitta, Evaluation and Improving Methods of Stretch Flangeability, Nippon Steel Tech. Rep., 2013, 1035, p 18–24.
B.M. Hance, Practical Application of the Hole Expansion Test, SAE Int. J. Engines, 2017, 10(2), p 247–257. https://doi.org/10.4271/2017-01-0306
E. Atzema, M. Borsutzki, M. Braun, S. Brockmann, M. Buelter, B. Carlsson, P. Larour, and A. Richter, A European Round Robin Test for the Hole Expansion Test According to ISO 16630. Proceedings of the international conference: new developments in sheet metal forming, Fellbach, Germany, 2012, pp 23–25
P. Larour, J. Freudenthaler, A. Grünsteidl, and K. Wang, Evaluation of Alternative Stretch Flangeability Testing Methods to ISO 16630 Standard, IDDRG 2014 Conf. Paris, Fr., 2014, p 188–193
A. Konieczny and T. Henderson, “On Formability Limitations in Stamping Involving Sheared Edge Stretching,” SAE Technical Paper, 2007
F. Stachowicz, Estimation of Hole-Flange Ability for Deep Drawing Steel Sheets, Arch. Civ. Mech. Eng., 2008, 8(2), p 167–172. https://doi.org/10.1016/S1644-9665(12)60203-9
S.K. Paul, Effect of Punch Geometry on Hole Expansion Ratio, Proc Inst Mech Eng Part B J Eng Manuf., 2020, 234(3), p 671–676. https://doi.org/10.1177/0954405419863222
N. Pathak, C. Butcher and M. Worswick, Assessment of the Critical Parameters Influencing the Edge Stretchability of Advanced High-Strength Steel Sheet, J. Mater. Eng. Perform., 2016, 25(11), p 4919–4932.
J. Wang, T.M. Link, and M.J. Merwin, AHSS Edge Formability in Sheared-Edge Tension, Proc. Int. Conf. New Dev. Adv. High-Strength Sheet Steels, AIST, 2011, p 361–366
E. Atzema and P. Seda, Sheared Edge Tensile Test Improved: SETi, Form. Tech. Forum, Zurich, Switz., 2015, p 984–991.
N. Pathak, C. Butcher, M.J. Worswick, E. Bellhouse and J. Gao, Damage Evolution in Complex-Phase and Dual-Phase Steels during Edge Stretching, Materials (Basel), 2017, 10(4), p 1–29.
T. Matsuno, K. Sato, R. Okamoto, M. Mizumura and M. Suehiro, Synergy Effect of Shear Angle and Anisotropic Material Ductility on Hole-Expansion Ratio of High-Strength Steels, J. Mater. Process. Technol., 2016, 230, p 167–176. https://doi.org/10.1016/j.jmatprotec.2015.10.018
X. Hu, X. Sun, K. Raghavan, R.J. Comstock and Y. Ren, Linking Constituent Phase Properties to Ductility and Edge Stretchability of Two DP 980 Steels, Mater. Sci. Eng. A, 2020, 780, p 139176. https://doi.org/10.1016/j.msea.2020.139176
B. Ooms, “Comparing Multiple Hole Expansion Tests by Experiments and Simulations,” University of Twente, 2017
N. Habibi, T. Beier, H. Richter, M. Könemann, S. Münstermann. “The Effects of Shear Affected Zone on Edge Crack Sensitivity in Dual-Phase Steels”. International Deep Drawing Research Group annual conference, 2019
C. Hartmann, H.A. Weiss, P. Lechner, W. Volk, S. Neumayer, J.H. Fitschen, G. Steidl. Measurement of Strain, Strain Rate and Crack Evolution in Shear Cutting. J. Mater. Process. Technol., 2021
E.E. Aşık, E.S. Perdahcıoğlu and A.H. van den Boogaard, Microscopic Investigation of Damage Mechanisms and Anisotropic Evolution of Damage in DP600, Mater. Sci. Eng. A, 2019, 739, p 348–356. https://doi.org/10.1016/j.msea.2018.10.018
R. Meya, C. Kusche, C. Löbbe, T. Al-Samman, A.S. Korte-Kerzel and A. Tekkaya, Global and High-Resolution Damage Quantification in Dual-Phase Steel Bending Samples with Varying Stress States, Metals, 2019, 9(3), p 319. https://doi.org/10.3390/met9030319
S. Heibel, T. Dettinger, W. Nester, A. Till Clausmeyer and A.E. Tekkaya, Damage Mechanisms and Mechanical Properties of High-Strength Multiphase Steels, Materials, 2018, 11(5), p 761. https://doi.org/10.3390/ma11050761
S. Naseem, E.S. Perdahcıoğlu, H.J.M. Geijselaers and A.H. van den Boogaard, A New In-Plane Bending Test to Determine Flow Curves for Materials with Low Uniform Elongation, Exp. Mech., 2020, 60(9), p 1225–1238.
J. Blaber, B. Adair and A. Antoniou, Ncorr: Open-Source 2D Digital Image Correlation Matlab Software, Exp. Mech., 2015, 55(6), p 1105–1122.
J. Hu, Z. Marciniak and J. Duncan, Mechanics of Sheet Metal Forming, Elsevier, 1979 https://doi.org/10.1007/978-1-4613-2880-3
M. Abspoel, M.E. Scholting and J.M.M. Droog, A New Method for Predicting Forming Limit Curves from Mechanical Properties, J. Mater. Process. Technol., 2013, 213(5), p 759–769. https://doi.org/10.1016/j.jmatprotec.2012.11.022
E. Atzema, P. Seda, T.S. R, P.O. Box, and C.A. Ijmuiden, “Effect of Zinc Coating and Time on Edge Ductility,” 5th SCT2017 - Steels in Cars and Trucks, Netherlands, 2017.
J.P.M. Hoefnagels, C. Du Chaowei and C. Tasan, Laser-Induced Toughening Inhibits Cut-Edge Failure in Multi-Phase Steel, Scr. Mater., 2020, 177, p 79–85. https://doi.org/10.1016/j.scriptamat.2019.09.022
B.S. Levy and C.J. Van Tyne, Review of the Shearing Process for Sheet Steels and Its Effect on Sheared-Edge Stretching, J. Mater Eng. Perform., 2012, 21(7), p 1205–1213.
H.-C. Shih and M.F. Shi, An Innovative Shearing Process for AHSS Edge Stretchability Improvements, J. Manuf. Sci. Eng., 2011, 133(6), p 061018. https://doi.org/10.1115/1.4005460
Y. Chang, S. Han, X. Li, C. Wang, G. Zheng and H. Dong, Effects of Different Cutting Processes on Characteristics of Cut Damage for the Third-Generation Automobile Medium-Mn Steel, Steel Res. Int., 2018, 89(9), p 1700375. https://doi.org/10.1002/srin.201700375
Acknowledgments
This research was carried out under project number T17019c in the framework of the Research Program of the Materials innovation institute (M2i) (www.m2i.nl) supported by the Dutch government.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1. Fracture Strain Measurement by Moment–Curvature Diagram
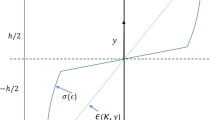
The indirect method for measuring the fracture strain uses a moment–curvature diagram. Considering that the in-plane bending test imposes a state of pure bending, the engineering strain (e) on edge for the beam height (h) can be calculated by Eq 2.
Table 5 shows the ‘edge strain at fracture’ measured by direct and indirect methods for multiple experiments. Both methods are in good agreement with each other. The indirect method is easier to use for fast measurement of a large number of samples and can be easily automated for in situ measurements in the industry. Also, it minimizes human interaction and error, considering that it does not work based on crack detection by an operator. However, Eq 2 for strain calculation would be less accurate than the direct method for very large curvature due to a shift of the neutral line toward the compression side of the beam (Ref 30).
Appendix 2. Strain Measure
Since different strain measures deviate from each other with large deformation, it is necessary to use the same strain measures for all experiments. All reported strains in the current investigation are based on the logarithmic strain measure. After calculating the right Cauchy–Green stretch tensor (C) from Ncorr (Ref 31), Eq 3–5 were used to compute the logarithmic strain (LE).
where F, U, λC, and \(\Phi\) are the deformation gradient, right stretch tensor, eigenvalues, and matrix of eigenvectors of the right Cauchy–Green stretch tensor, respectively.
Appendix 3. Curvature Measurement from DIC Data
The curvature of the in-plane bending test can be calculated from the engineering strain measured by DIC, using Eq 6. The curvature vs. time at the beam center by Eq 6 and the method of Sect. 0 are shown in Fig. 18. The graph shows that both measurements are in good agreement.

The beam curvature vs. time calculated by two different methods
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Khalilabad, M.M., Perdahcıoğlu, E.S., Atzema, E.H. et al. An In-Plane Bending Test to Characterize Edge Ductility in High-Strength Steels. J. of Materi Eng and Perform 32, 1892–1904 (2023). https://doi.org/10.1007/s11665-022-07202-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07202-8