
Abstract
Despite the variety of different methods of metal 3D printing on Earth, only a few of them can be realized in space. Processes that employ electron beam as a heat source and wire as a consumable material is among the most promising methods for these applications. But to date, such processes still have not been implemented in actual space operation, mainly due to the low accuracy and resolution of these 3D printed products that require significant post-processing for their intended use. Large and heavy hardware employed in these processes is another significant problem. xBeam 3D Metal Printing is the electron beam DED-wire additive manufacturing technology that has already demonstrated the capability to produce high-quality parts with high productivity on terrestrial relatively lightweight and compact hardware. xBeam process employs a profile electron beam generated by low-voltage gas-discharge electron beam guns combined with the coaxial wire feed to provide excellent control of metallurgy processes in the melt pool and around it during deposition. Realized metallurgy conditions are the crucial factor in providing the combination of high accuracy and resolution with good metal structure and properties. Moreover, maintaining such metallurgy conditions does not require gravity—only cohesion/adhesion forces and surface tension forces are involved. This fact suggests good prospects for using the xBeam 3D Metal Printing in space applications. In addition, the method opens several unique technological opportunities that are important in space exploration, including the nonstick deposition technique allowing the production of "ready-to-use" parts, surface glazing able to substitute machining, recycling of the metal waste directly into wire for 3D printing, and others. The article presents technical solutions for implementing 3D printing and related processes in space conditions and analyzes the metallurgical aspects of the technology using titanium alloy Ti-6Al-4V as an example.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
3D printing has been considered an attractive opportunity in metal fabrication and processing in space exploration for a long time. The ability to manufacture various parts and components of spacecraft and flight support directly onboard space stations could eliminate the need to put into orbit and store on board a significant number of spare parts that are critical for the life of astronauts and the spacecraft themselves. NASA estimates that they never used more than 95% of such spare parts, but they cannot remove the emergency stock due to their critical need in case of accidents (Ref 1).
This problem is even more critical for the planned long-term missions to the Moon and Mars when even the theoretical possibility of quick delivery of the necessary components from the Earth will be absent (Ref 2, 3). As a result, the need to ship critical spare parts significantly reduces the possible actual payload of spacecraft, and their storage takes up a lot of potentially valuable space on board.
Nobody can imagine the prospective construction of lunar and Martian bases and the deep development of the bowels of these planets (Ref 4, 5) without 3D printing—from the construction of residential and industrial premises to the manufacture of infrastructure and equipment for various purposes. After all, many significant structural elements and assemblies cannot be delivered to the Moon or Mars, even disassembled.
Metal 3D printing is a crucial factor in solving these problems. Metals are still the primary structural material—both in spacecraft and in most industrial equipment in general—due to the optimal complex of the most important functional properties, such as specific strength (including operating under ultra-low and elevated temperatures), technological plasticity (susceptibility to cold and hot deformation), weldability, maintainability, etc. These properties are all the more important in difficult climatic conditions on the Moon and Mars—with wide temperature fluctuations, storms (including dust storms), and high seismic activity (Ref 6,7,8). Also, metals will be the primary material for the planned mining of minerals from the subsoil, consisting of tough rocks, due to the best durability for operation in such conditions, among other known industrial materials (Ref 4, 5).
However, implementing 3D metal printing processes in space is associated with many technological and engineering problems. The most mature metal 3D printing processes like powder bed fusion (PBF), DED-powder, and cold spray are practically not applicable in space due to zero or low gravity. There have been several attempts to find engineering solutions enabling PBF processes in zero gravity by using gas pressure to substitute gravity to keep powder on the top layer for selective melting/sintering (Ref 9, 10). But these methods require very complex hardware, and they consume much gas for operation. In addition, these methods require significant post-processing to provide acceptable metal properties, which can be possible only with additional heavy equipment. Handling powders is also quite a complex and often dangerous issue.
The running of metal injection molding (MIM) processes in zero gravity can be possible from a physical point of view because a compact powder–binder mixture is used as a material for deposition. But the MIM’s products require multistage heat treatment and sintering to remove the binder and form the dense material with acceptable properties—this post-processing also requires additional complex, dimensional, and heavy equipment.
Therefore, the processes of direct energy deposition with wire (DED-wire) are considered the most suitable for 3D printing in space (Ref 3). But operation in space conditions is setting special additional requirements when selecting the 3D printing methods—energy efficiency of the heating source, accuracy, resolution, and metal quality of as-printed products with minimum post-processing required, personnel safety, etc.
Some DED-wire processes have limitations in space operating conditions due to physical issues and/or problems caused by heat sources used for melting wire and substrate. For example, the rapid plasma deposition (RPD) process is not applicable in zero gravity because of its configuration with separate melting of wire and substrate—droplets of additive material from the wire end can reach a melt pool on the substrate only by gravity (Ref 11). Welding arc additive manufacturing (WAAM) methods are technically possible in space. Still, they have some issues with operation safety because arcing causes splashes during the process with the formation of droplets flying out of the deposition area. Products of such methods have pretty low accuracy and resolution, requiring CNC milling with a significant amount of turnings and debris, which must then be managed appropriately (Ref 3). In addition, coarse metal structure forming by these methods requires additional post-processing to provide high-quality final parts.
Investigation of the most suitable heat sources for application in space started as early as in the 1970s-1980s, when the possibility of welding metals in space was studied in parallel by Soviet and American scientists (Ref 12). Their conclusions were almost identical—the electron beam and the laser beam are the most suitable heat sources in space. At the same time, the electron beam has certain advantages over the laser primarily thanks to much better energy efficiency—laser loss a significant part of energy due to reflection from smooth surfaces. In addition, there are some safety issues during laser operation (Ref 13).
Conclusions made by researchers of welding in space (Ref 12) are relevant when choosing a heat source for 3D printing. After all, developers of almost all DED-wire 3D printing methods based their engineering and metallurgy solutions on the base of welding processes. Thus, the combination of an electron beam as a heat source and a wire as a deposition material is the most suitable for 3D printing in space.
Both NASA and ESA have chosen the combination of an electron beam with wire for the first experiments with 3D printing in space (Ref 14, 15). Karen Taminger and colleagues developed electron-beam freeform fabrication (EBFFF) process to realize metal 3D printing in zero gravity. They used a traditional Pierce-type welding EB gun and a side feeding configuration of the wire supply to the deposition point. They carried out their experiments in a zero-gravity simulator (Ref 16), which demonstrated the technical feasibility of the developed method and good quality indicators of the resulting deposited material.
However, the project did not progress further than simulating experiments, apparently due to cumbersome equipment, complex controls, and too coarse products requiring significant post-processing to give the product's final shape (Ref 17). Problems with accuracy and resolution were due to side wire feed and excessive concentration of energy in the beam focus of the EB welding gun, which is much smaller than the diameter of the thinnest wire—they had to distribute an excessive energy concentration in this configuration by scanning around the wire feed point. In this case, this feed point is constantly changing; therefore, the melting of the wire essentially occurs in the melt pool on the surface, mainly due to the excess heat accumulated in this pool.
Other researchers made the next attempt to improve the quality of products obtained by the EBFFF method using ultra-precise online process monitoring and ultra-dynamic and precise control of the electron beam during the metal deposition (Ref 18). They did not complete their development of such a closed control system yet. Professionals in metallurgy can assume that while this approach can improve the accuracy of deposition, it will not dramatically improve the resolution of 3D printing and the quality of the deposited material since this development does not change the essence of the process, namely the melting of the wire in the pool due to the heat accumulated there.
Nevertheless, NASA's pioneering works with EBFFF inspired the authors of this article to develop a 3D metal printing solution capable of realizing the ambitious dreams of space explorers to manufacture high-quality, ready-to-use metal products in zero gravity.
2 The Profile Electron Beam Combined with the Coaxial Wire Feed is the Key to Ensuring Precise Control and Stability of the 3D Printing Process
Problems with the accuracy and quality of 3D printed products corresponding with the conventional EBFFF methods are caused by using an electron beam with a high energy concentration generated by traditional welding EB guns. In welding processes, a high energy concentration is necessary to ensure deep penetration of the junction of welded parts, especially if they are made of materials with high melting temperatures. Therefore, welding EB guns are configured to provide the formation of as small as possible focus spot, and all energy of the beam releases in this focus. This is provided by using a high accelerating voltage (usually not less than 60 kV) and a complex multilevel focusing and scanning system. But in 3D printing processes, which by definition are layer-by-layer deposition, deep penetration is not required. It has even negative effects, as it can damage previously deposited layers. In 3D printing, the thinner the layer, the better resolution of the product. Therefore, you have to use ultra-fast and precise scanning if you are using a conventional welding EB gun to create a melt pool on the surface wide enough to surround the fed wire but not too deep to prevent the melting of the already built model (Ref 19).
Thus, there is an obvious contradiction between the technical characteristics of the applied heat sources and the optimal metallurgical conditions required for forming accurately deposited layers with good metal structures. In addition, welding EB guns are very bulky and heavy. At the same time, it does not mean that such EB guns are imperfect—on the contrary, they are often exceptional engineering solutions but created for other purposes.
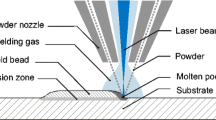
It is worth separately noting that the wire feed from the side is one of the significant drawbacks of the EBFFF process as well as other DED-wire processes using a laser and an electric arc as a heat source. First, the wire creates a shadow zone where the energy flow from the heat source does not hit directly into the substrate—this can lead to defects like "lack-of-fusion." Second, omnidirectional deposition in such a configuration can be provided only by rotating the wire feed module following the trajectory of the deposited layer.
The so-called coaxial wire feed can exclude these issues with the heat flow. The melt pool in such a configuration must be formed around the wire feed point. There are processes using a split laser into several beams (3, 6, and more), which hit the substrate from different sides of the wire feed point (Ref 20, 21). But you can no longer control such split beams by scanning. Accordingly, the beams' energy cannot be distributed over a large area, for example, to heat both the wire and the substrate simultaneously. Therefore, the melting of the wire in such processes still occurs in the melt pool on the substrate by excess heat, which still affects the printing accuracy (relative to wire diameter and productivity) and the metal structure of the resulting material. Everybody skilled in the art understands that he cannot transform an electron beam into several beams by the same approach as a laser beam because electron optics have a very different nature. So, above-mentioned technique cannot be applied to design a coaxial wire feed with a traditional electron beam source.
The authors proposed using a special low-voltage gas-discharge electron beam gun as a heat source for 3D printing to eliminate these contradictions. Such type EB guns usually generate electron beams of moderate energy concentration, providing rather mild heating, suitable for processing even fine products. Also, gas-discharge EB guns can generate electron beams of various profiles without focusing and scanning—the profile of the cathode's emission surface and the electrode system's configuration determine the beam's profile in such guns (Ref 22, 23).
There are several other important operating features of the gas-discharge EB guns. The formation of an electron beam is possible at a relatively low accelerating voltage (10-30 kV). These guns can provide a stable operation in a vast vacuum range in the operating chamber—from 10–4 up to 10–1 mbar—thanks to the fact that the cold cathode is not significantly affected by the technological process (Ref 24, 25).
The authors designed a special low-voltage (< 20 kV) EB gun directly generating an electron beam in the shape of the hollow inverted cone to provide a heat configuration allowing coaxial wire feed (Ref 26). The designed EB gun was called the xGun thanks to the visual shape of the generated beam, and the developed technology was called the xBeam® 3D Metal Printing.
Gas-discharge EB gun can directly generate a profile electron beam thanks to the secondary emission of electrons from the profile emission surface of the cold cathode under the impact of ion bombardment of the emission surface by ions of the plasma which is formed in the discharge chamber of the gun from the operating gas when high voltage is applied to the cathode. Thus, the spherical or toroidal surface of the emission surface of the annular cathode provides the direct formation of an electron beam in the shape of a hollow converging cone without any focusing and deflection means (Fig. 1a).

Configuration of the xBeam® 3D Metal Printing process and special EB gun: (a) Schematic design of the xGun; (b) Configuration of the heated area in the feed point during deposition; (c) Photo of the real deposition process
The focus of such a beam has the shape of a relatively wide ring which allows the simultaneous both heating of the substrate, creating a melt pool and melting the metal at the wire end (Fig. 1b). Such heating configuration allows to form and to maintain a stationary laminar flow of the liquid additive metal from the wire end directly to the center of the melt pool on the substrate, and subsequent uniform distribution of the additive melt around this feed point within the boundaries of liquid phase on the substrate surface (Ref 26, 27) (Fig. 1c). We can control the focal spot size (outer and inner diameters of the focal ring) by changing the distance (stick-out) between the gun and the substrate. Thus, we determine the width of the deposition bead by controlling the width of the melt pool, within which the liquid added metal spreads. The layer thickness is determined by the amount of added material per unit time (deposition rate) and the melting zone movement (platform speed)—the same amount of added material spreads over a more extended area of the stationary width of the deposition bead. A few easily controllable and quickly changeable parameters allow flexible and reliable control of the deposition process and provide excellent repeatability of the formed layers (Ref 27).
Such heating zone configuration completely excludes any shadow zones on the substrate, providing omnidirectional deposition of the additive material and practically excluding the defects like a lack of fusion. Ultimate xGun power of 18 kW allowed a reasonably high deposition rate of up to 6 kg per hour (for titanium). Process configuration and applied control algorithms provided high accuracy and good resolution of the 3D printed objects with wall thickness from 2 mm for single-track deposition and the surface roughness from 0.3 mm. Samples of products for space applications manufactured using the xBeam® technology are shown in Fig. 2, a-c (all are made of titanium alloy Ti-6Al-4V).

Products for space applications, manufactured using the xBeam technology: (a) dome with a cylindrical extension, (b) bracket blank, (c) honeycomb structure
An EB gun of higher power can be designed if some applications or materials require a higher deposition rate.
The ability to melt the wire separately from the substrate significantly reduces the total amount of heat input to the substrate at the same deposition rate. This feature substantially reduces the temperature gradients in the substrate during deposition and, accordingly, reduces the level of residual distortions of the substrate due to residual stresses. The substrate's residual distortion (bending) usually did not exceed a few mm per meter of the substrate length. For example, the part demonstrated in Fig. 2b has a bend within 1 mm of the horizontal on an about 180 mm length substrate. In addition, we can preheat the substrate material with a defocused electron beam to provide even better temperature equalization. This capability is crucial for 3D printing in remote locations with limited availability for machining.
The heating by an electron beam with a low energy concentration and good controllability of the deposition parameters provides an excellent metal structure of the deposited material and, therefore, high mechanical properties. Several teams of scientists researched the metal structure and properties of the Ti-6Al-4V titanium alloy in parallel. The results obtained confirmed that the material produced using the xBeam® technology fully meets the requirements of the standards for both 3D printing and forged titanium (Ref 28,29,30).
For example, the authors of the (Ref 29) investigated the effect of annealing at different temperatures, solution, and aging treatments on the microstructure evolution and tensile properties of the titanium alloy Ti-6Al-4V. The as-fabricated Ti-6Al-4V were subjected to a series of heat treatments, as following: HT1-690°C/2h/FC to 496°C/AC, HT2-750°C/2h/FC to 496°C/AC, HT3-810°C/2h/FC to 496°C/AC, HT4-870°C/2h/FC to 496°C/AC, HT5-900°C/2h/FC to 496°C/AC, HT6-940°C/1h/AC + 540°C/4h/AC, HT7-940°C/1h/AC + 560°C/4h/AC, HT8-960°C/1h/AC + 560°C/4h/AC, where AC-air cooling, FC-furnace cooling. Tensile tests were carried out at room temperature according to ASTM E8/E8M-16a. The results are shown in Fig. 3.

Tensile properties of xBeam 3D-printed titanium alloy Ti-6Al-4V after different post-heat treatments (Ref 29). First published in JOM, volume 73, pages 2241–2249, 2021 by Springer Nature. Note: dash-dotted lines and numbers with an asterisk indicate the minimum allowable values for forged annealed Ti-6Al-4V according to the requirements of AMS 4928
Another research (Ref 31) demonstrated that the textures of titanium alloy produced by xBeam® with certain heat treatment recipes could be even better than that of forged material (Fig. 4, a-e) (Ref 31).

Copyright Acta Materialia (2021).
Equiaxed β-grain structures in Ti-6Al-4V produced by xBeam process: (a) optical micrograph of the as-printed material; (b) reconstructed-β EBSD map of the as-printed material; (c) reconstructed-β bulk texture pole figures of the as-printed material; (d) reconstructed-β EBSD map of the heat treated material; (e) reconstructed-β bulk texture pole figures of the heat treated material (Ref 31). This image was published in Materialia, Vol 20, Davis, A.E., Kennedy, J.R., Strong, D., Kovalchuk, D., Porter, S., Prangnell, P.B., Tailoring equiaxed β-grain structures in Ti-6Al-4V coaxial electron beam wire additive manufacturing, Page 101202,
The most essential factor in the context of the topic of this work is that all the specified features of the xBeam process can be realized in zero gravity as well. After all, all the main physical forces and phenomena acting in the xBeam® process—thermodynamics, hydrodynamics, gas dynamics, plasma physics, electronic optics, cooling, and solidification—do not depend on the level of gravity. The stable laminar transfer of liquid added metal from the wire end to the substrate is reliably maintained by adhesion, cohesion, and surface tension forces. No droplets and splashes appear during deposition, and no dust and debris when extracting the produced part from the vacuum chamber.
These facts allow us to expect both the full applicability of the xBeam® 3D printing process in zero or low gravity and the quality indicators of products manufactured in space, including accuracy, resolution, and metal properties.
3 Engineering and Operation Aspects of xBeam Hardware for Use in Space
The feasibility of the process in zero gravity obviously is the main factor in selecting a method for manufacturing metal products in space. The technical data of the equipment and requirements for the operation auxiliaries are also essential. Primarily there are dimensions, weight, and power consumption of the equipment. Still, also there is the availability of process conditions, including the operating environment necessary for the process, energy sources, cooling means, consumable materials and wearing components, etc. Safety is one more important requirement.
xBeam 3D printing equipment is compact and relatively lightweight. The coaxial EB gun (xGun) of the basic design with nominal power of an 18 kW weighs only about 8 kg and has dimensions of approximately 200 × 200 mm (Fig. 5a).

(a) Gas-discharge EB gun for 3D printing (xGun); (b) cold cathode of the xGun
The annular cathode is also light as it is made of titanium or aluminum alloys (Fig. 5b). The emission surface of the cathode wears out during the xGun's operation, but it can be restored by cladding using the same xBeam 3D printer. This makes the cathode virtually eternal and eliminates the need to include spare cathodes in the space travel kit. We will discuss this opportunity in more detail in one of the following chapters.
Accelerating voltage of less than 20 kV (actual operating range is 12-18 kV) is applied in the xGun. It significantly simplifies ensuring the safety of personnel from x-rays induced during the processing of metals by the electron beam. According to (Ref 32), the steel walls of the vacuum chamber designed to withstand atmospheric pressure provide sufficient protection from x-rays if the accelerating voltage does not exceed 15 kV. Moreover, this applies to heavy metals, which are usually not processed in space. Testing of the xBeam 3D printing systems demonstrated that the standard design of the mild steel vacuum chamber provided reliable x-rays protection (within the requirements of general labor safety standards) even when 3D printing niobium at an accelerating voltage of 20 kV.
Providing a vacuum environment within the range of 10−4 up to 10−1 mbar required for xGun operation is not a big problem in space. The 3D printing process can be run both in an operating chamber, evacuated to the required residual pressure, or in certain cases, even in the open space in a rarefied atmosphere.
Usually, helium, hydrogen, oxygen, and argon are operating gases to create plasma in the gas-discharge EB guns, including the xGun. These gases are generally available onboard spacecraft for other technological needs. They can be used to support the xBeam 3D printing process, particularly since the gas consumption for running the xGun is relatively small and will not require a significant additional reserve. Moreover, the availability of these gases on Mars and the Moon (Ref 33, 34) practically excludes any problems running the xBeam process in these locations.
The electron beam is the most energy-efficient heat source, as already mentioned in chapter 1. The high-voltage DC power supply converts the available net electricity to the parameters required for xGun operation (voltage up to 20 kV, current up to 1 A). Both direct voltage and direct current are always applied in gas-discharge EB guns. A few auxiliary equipment units also do not consume much power, especially if the chamber evacuation and cooling off of some subsystems can be performed using the possibilities of the space environment.
Conventional motion mechanics adapted to operation in zero gravity and vacuum are used to straighten and feed the wire and position the product during manufacture.
As already mentioned, the control of the xBeam process is quite simple. Therefore, the control system consists of an industrial computer of moderate performance and several compact PLCs that provide positioning of the manufactured product and control of the xGun's parameters. The process is monitored with conventional optical and thermal vision video cameras. Also, fiber sensors are used for more precise online adjustment of process parameters.
4 Materials for 3D Printing and Feeding Options
Customers can use standard wire with a diameter from 1 mm to 3.2 mm of almost any metal for deposition in the basic configuration of the xBeam process. There are limitations only for metals with high vapor pressure in a vacuum. Most of the metals and alloys used in space, including titanium alloys, niobium alloys, stainless steel, and nickel alloys, can be used for xBeam 3D printing. Aluminum alloys can also be used, but the surface of wire and substrate must be free of oxide films.
Usually, wire for 3D printing is supplied on a spool, so wire straightening is required before feeding the wire into the deposition zone. This is carried out using a set of rollers that deform the wire in several directions. Straightening rigid materials, such as titanium or nickel alloys, requires considerable force, so the straightening device can be quite large and heavy, sometimes even larger than the EB gun.
The spool is also a rather bulky product that takes up a lot of valuable space during delivery and storage. After the complete using the wire, the empty spool becomes just voluminous garbage. This problem multiplies with each additional spool with wire stocked for a long mission, particularly in case of delivery to the Moon or Mars.
This problem could be solved if using a straight wire (or rods) become possible for 3D printing-straight metal products can be delivered and stored in compact bundles. But the issue is that the 3D printing process must be continuous, and the length of individual straight rods is always limited, at least by the size of the operating space for running the 3D printing process. Straight rods can be used only if they are joined into one continuous whole directly during the 3D printing process. Until recently, this problem had no solution.
The capability of gas-discharge EB guns to generate profile electron beams opened an opportunity to develop a technique that allows the joining of individual rods directly in motion, resulting in the continuity of material supply to the deposition zone (Ref 35).
According to the invention (Ref 35), the authors loaded straight rods into a cassette, from which alternately feed rods to the welding device through the guide channel so that each subsequent rod 1b enters rod guide 2 as soon as the previous rod 1a leaves it. Thus, each next rod's lower end rests on the previous rod's upper end, forming junction 4 (Fig. 6a). We fed the lower rod 1a in the direction of the feed point for 3D printing using feeding rollers 3. The upper rod 1b follows the lower one using another feeder synchronized with the main one. (In Earth operation, the upper rod follows the lower one simply by gravity.) The authors designed a special gas-discharge EB gun with a ring cold cathode 6 able to directly generate a profile radially convergent electron beam 5 focused on the axis of this gun from all sides simultaneously to join (weld) the rods. This EB gun was positioned coaxially with the direction of the rod's movement. When junction 4 of the lower and upper rods approaches the focus of this radial electron beam, we increased the beam power to a sufficient level to create a melt pool on the surface of the rod—first melts the surface of the first rod 1a, then the junction place and then the surface of the second rod 1b, creating a shared melt pool 7 as shown in Fig. 6b. As soon as the melt pool spreads to the second rod, we reduced the electron beam power or eliminated it. The melt in the shared pool 7 solidifies, forming the consolidating jumper 8 that joins two rods into one whole as soon as the junction of the rods comes out of the action of the electron beam. The formation of the one whole rod provided the continuous rods supply to the feed point for 3D printing. The process repeats until the process is completed or the rods in the cassette are finished.

Scheme of joining straight rods in motion by radial electron beam: (a) before consolidation; (b) creating a shared melt pool on the surface of the rods by radial electron beam; (c) consolidated rods. Designation: 1a-first rod, 1b-second rod, 2-rods guide, 3-feeding rollers, 4-rods junction, 5-radial convergent electron beam, 6-circular cathode of the EB gun, 7-shared melt pool, 8-consolidating jumper
It is important to note that melting the junction to the full depth is not necessary to consolidate rods. According to the invention (Ref 35), forming a shared pool for two rods at the junction area is sufficient for consolidation. If the melt pool on the surface of the rod is not too deep, the surface tension forces reliably prevent the formation of bumps under gravity which are unacceptable. The electron beam of moderate power concentration generated by low-voltage gas-discharge EB gun provides a possibility to precisely control pool depth.
While junction 4 of the rods does not pass through the electron beam's focus, we can maintain the electron beam's power at a smaller level, not enough to melt the rods (as shown in Fig. 6a and c). This allows preheating the rods before they reach the deposition feed point, which increases the productivity of the 3D printing process, especially for larger diameter rods.
A movable cassette with separate numbered cells for each rod and the mechanism of programmed ordered feed rods to the rod guide can be used as a source of rods in such a device. Figure 7(a) shows a test prototype of such apparatus with loaded rods. Figure 7(b) shows a sample of the consolidation of two titanium rods by melting the surface with an electron beam of radial profile.

Experimental rod feeder and consolidated sample rods: (a) Test prototype of a rod feeder with a loading cassette; (b) Samples of straight rods Ø3 mm of CP Titanium joined in motion by radial electron beam
The test configuration of the rod feeder allows joining in motion rods up to 6 mm in diameter and from 250 mm in length. The resolution of the 3D printed product depends on wire/rod diameter—the thickness of the single-track wall cannot be less than the wire/rod diameter. Therefore, larger rods can be used to produce the larger parts with higher productivity.
A broader selection of potential material grades for 3D printing is another significant opportunity provided by the rod feeder. There is a limited range of materials available in the form of wire because many (most?) metals and alloys cannot be reeled onto a spool due to their high stiffness or low plasticity. Thus, the selection of materials for 3D printing is also minimal. But almost any material is available in the form of straight rods produced by rolling, casting, or powder metallurgy methods. Therefore, the possibility of continuous feeding straight rods for deposition significantly expands the possibilities of using various materials for 3D printing, including materials with low plasticity, many of which have unique properties—for example, intermetallic compounds like titanium aluminides and many others. Also, multi-material compositions or functionally graded materials can be produced using such a technique—in this case, each next layer can be deposited by different materials or grades.
Finally, rod feeding opportunity can be the solution for using recycled materials. Obviously, there is no sense to make a wire on a spool when recycling metal scrap and waste in remote locations like space. We will consider this opportunity in one of the following chapters.
5 Nonstick Technique—the Opportunity for “Ready-to-Use” Manufacturing Solutions
The classic story of Apollo 13, when it was urgent to produce AND IMMEDIATELY USE the necessary part (Ref 36), has become one of the primary motivations for using 3D printing in space. But almost all existing methods of metal 3D printing require several additional post-processing operations to prepare the manufactured product for use, starting from the transformation of "the near-net-shape" to "the net shape." The separation of the 3D printed product from the substrate is the first (but not the last) post-processing operation in DED-wire technologies. Producers separate the substrate, which is usually thick and massive, either by machining or cutting using wire electrical erosion (EDM). Both of these methods require the appropriate equipment, tools, and time.
The technical parameters of gas-discharge electron beam guns and the metallurgy conditions of deposition and formation of the deposited material provided by such parameters open up another way to solve the problem with the removal of substrate—the nonstick deposition technique.
Melts of most metals cling to one another when contacting due to adhesion. Then melts of dissimilar metals are mixed in a specific area near the boundary between them mainly due to convection with the formation of a gradient series of compositions. Depending on the alloy phase diagram of metal combinations, these compositions form either alloys or intermetallic compounds when solidified. Intermetallic compounds with high brittleness are almost always formed during solidification if the solid solutions zone of contacting metals is very narrow. Cracks appear in the hardened contact zone in such cases due to residual stresses, and the connection is destroyed, often even without external forces. In this case, the wider the mixing zone, the higher the increased brittleness area and the faster the destruction occurs.
As previously mentioned, the low-voltage gas-discharge EB gun provides quite gentle heating of the metal thanks to a moderate energy concentration of electron beam on the target. As a result, the depth of the melt pool on the substrate can be precisely controlled—this is an excellent advantage of the xBeam technology. After all, a melt pool on the substrate is necessary only to ensure good contact between the substrate material and the added molten material within the melt pool area due to cohesion (if both materials are the same) or adhesion (if they are different). Just a thin melt film on the surface can be sufficient to contact the deposited metal with the substrate—the less depth of the melt pool, the less the mixing zone of the two materials.
The authors decided to use this feature to develop a nonstick 3D printing technique. We designed an experiment in which a titanium alloy was deposited on a stainless steel substrate to test this idea. It is well known that titanium cannot be joined with steel by welding because of the fair narrow zone of solid solutions in the Ti-Fe dual alloy phase diagram—mixing titanium with iron leads to the formation of a brittle intermetallic compound.
Our demonstration experiment produced a wrench by depositing a titanium alloy on a stainless steel substrate (Fig. 8, a-c). A low-voltage electron beam formed a shallow melt pool on the surface of the stainless steel substrate, sufficient to create adhesion with the molten titanium deposited from the wire. Adhesion ensured the quick spreading of the added material upon the molten pool on the substrate, practically as during conventional deposition of titanium upon titanium. These two dissimilar materials mixed only within a small volume near the boundary between them due to the small amount of the liquid phase of the substrate material and weak convection conditions. Therefore, the width of the gradient composition practically did not exceed the layer thickness. So the next layer was deposited already upon the same material as a wire, that is, titanium alloy. Thus, starting from the second layer, the further process of forming the product runs as usual. It took about 5 minutes to 3D print the wrench. Machine operator opened the vacuum chamber in a few minutes after the finish of the printing process while the wrench was still hot (Fig. 8a), then he detached the wrench manually without any effort from the substrate (Fig. 8b) and immediately used it to loosen the nut (Fig. 8c)—by still hot wrench!

Experiment for production of the “ready-to-use” part—the wrench (titanium alloy Ti-6Al-4V): (a) just 3D printed wrench; (b) easy detachment of the wrench from the substrate; (c) immediate usage
We must note that the bottom surface of the 3D printed product contains intermetallic inclusions after detaching from the substrate when using such a nonstick technique. In many cases—as in the example with the wrench—this does not affect the manufactured product's immediate use. If such contaminations are not allowed, we can remove them from the bottom surface—sometimes simply by grinding or milling a thin layer.
We conducted a similar experiment with the opposite combination of materials—we deposited stainless steel upon a titanium substrate. The result was the same—easy separation of the 3D printed product from the substrate immediately after opening the chamber (see Fig. 9).

Experiment with “nonstick” technique—deposition of the stainless steel upon titanium substrate: (a) 3D printed cylinder; (b) bottom surface of detached cylinder
Thus, the “nonstick” or “ready-to-use” technique can be implemented for various combinations of materials that form brittle intermetallic phases when mixed.
In addition, this technique allows reusing the same substrate repeatedly. Minor damage to the substrate surface after separating the 3D printed product does not prevent its reusing, including immediate subsequent reusing without additional preparation.
A developed nonstick solution provides an opportunity to realize the dream of generations of space researchers to quickly manufacture any spare part NEEDED AT THE MOMENT, ideally without any post-processing. In-site manufacture of specific tools and adaptors (like in the already mentioned case with Apollo 13) is an excellent example of potential demand for "ready-to-use" 3D printing.
The nonstick technique is also incredibly convenient for manufacturing products in which the substrate is needed only as a basis for deposition, and producer must remove it entirely after the complete formation of a product like in the example with the manufacture of tools like wrenches. Rocket’s grid fin is an excellent possible business case for the nonstick technique—usually, this is a massive component in which thick and heavy substrate is not a part of the final product, and it must be removed entirely by expensive and time-consuming post-processing.
6 Surface Glazing
Post-processing is considered one of the main issues slowing down the adoption of 3D printing technologies in the industry. And bringing a "near-net-shape" semi-product to a "net-shape" product is the most critical factor, especially in space conditions, where each additional operation is associated with extra high costs and sometimes technical limitations.
Notably, this applies to DED-wire technologies. These processes historically demonstrated the lowest resolution among other 3D printing processes resulting in the highest level of machining required and correspondingly to the longest machine time and the enormous amount of generated waste.
As shown in Chapter 2, the xBeam technology provides a relatively good resolution of as-printed products compared to most DED-wire processes. But the developed methodology of surface glazing can give significantly better smoothness and roughness to side surfaces. The idea is to melt the side surface of the 3D printed product with a defocused electron beam to a depth not less than the maximum roughness of this surface.
Engineers of Paton Electric Welding Institute (Kyiv, Ukraine) have been successfully used a similar technique for more than 30 years for the surface glazing of titanium ingots produced by electron-beam melting by withdrawing through the bottomless crucible (Ref 37). The metallurgy essence of such a melting process is a layer-by-layer formation of an ingot when each portion of the melt poured into the mold leaves sagging on the side surface. The external view of side surfaces of EB melted ingots looks similar to the side view of layers in 3D printing, only with a much greater roughness (layer width up to 10-12 mm, defect depth up to 3-5 mm). Machining ingots to remove such sagging resulted in essential losses of material to turnings. The glazing technique is an alternative waste-free way to make the surface of ingots smooth and defect-free. In addition to saving material by eliminating losses in turnings, this technique provided more plastic properties of the surface layer than the base metal resulting in better conditions for further forging or rolling. They used traditional Pierce-type EB guns in their glazing technique, and they distributed the electron beam energy over the surface by scanning to control melt pool depth.
The difference in our method is that we provide a moderate concentration of electron beam energy on the surface by defocusing the beam instead of scanning. This approach provides better control and gives an even smoother surface, essential for 3D printed products.
The ability of the low-voltage electron beam to precisely control the energy concentration and the depth of the melt pool at the surface accordingly makes this approach feasible. During the glazing process, wire is not fed. The melt pool depth is controlled by adjusting the electron beam's power density per unit area. This parameter depends on the total electron beam power, the width of the melt pool (controlled by the stick-out between the gun and the surface), and the speed of the beam's focus spot relative to the surface. Surface tension forces provide a flat and smooth surface without defects such as lack of fusion and cracks.
The surface roughness of xBeam printed products is usually within 1 mm. Therefore, we need to form a melt pool about 1 mm in depth to make a smooth and defect-free surface. The dynamic movement of the melt pool along the surface and its shallow depth provide a high cooling rate of the metal in the surface layer, which allows expecting a more fine metal structure in this layer. Research on the metal properties in the glazed layers continues.
Figure 10a and b shows a hemisphere Ø250 mm made of titanium alloy Ti-6Al-4V with three different surface conditions—as printed, machined, and glazed. The surface glazing technique on this sample makes it possible to significantly reduce the required machining or even exclude it for some specific applications. It saves a lot of material from moving to waste and machining time and tools.

Titanium hemisphere Ø250 mm with three states of the surface–—as printed, machined, and glazed: (a) side view; (b) top view
In an ideal case, the combination of nonstick technique and surface glazing can bring the buy-to-fly ratio (BTF) of the 3D printed products down to 1:1.
7 Possibilities of Repair and Restoration of Products Using 3D Printing
The possibility of repair or restoration of products directly where this is needed is essential in ensuring the sustainable life of spacecraft, habitats, and other equipment during missions or on Mars or the Moon. This opportunity allows the rapid return of critical systems (and all systems are crucial in space!) to a regular operation which is often a matter of survival.
The first experiments with welding in space, which started in 1960-1970, were associated with solving these critical problems (Ref 12). 3D printing is an even more versatile tool in solving repair and restoration problems. After all, deposition can not only eliminate cracks or other damages but also compensate for the material lost due to wear or some mechanical destruction.
The influence of the repair process on the original product is the main problem of any repair technology. Temperature gradients that appeared in the repair zone due to local intensive heating can initiate residual stresses leading to the formation of cracks or/and residual distortions. Sometimes poorly controlled melting of the surface of the repaired product can lead to even more significant damage to the product's shape instead of improving.
The excellent control of the melt pool provided by the xBeam technology minimizes these risks. As explained in previous chapters, a melt pool on the substrate is necessary only to ensure good contact between the substrate material and the added molten material. Therefore, just a thin melt film on the surface of the product to be repaired can be sufficient to provide reliable cling of added material with the base product material, particularly if these materials are the same. It means that lower than usual power can be applied directly to the repaired part resulting in relatively small thermal gradients and small residual stresses accordingly.
The excellent accuracy and resolution of the deposited material provided by xBeam allow precise filling of the repair area with new material, with reasonably little or no finishing required.
The authors use this opportunity in everyday practice to repair the titanium cathodes of own gas-discharge EB guns. The emission surface of the cathodes wears out over time due to the sputtering of the cathode material in the area of ion bombardment. This wear results in changing the cathode's emission surface profile, which affects the parameters of the generated electron beam. Over time, this leads to a deviation of the metallurgy conditions from the specified parameters, which is unacceptable. We restored the emission surface of titanium cathodes by depositing only 1-2 layers on the worn-out area of the cathode surface (see Fig. 11); it took just a few minutes. Then the surface was finished on a CNC machine to the initial profile. Thus, users can restore the cathodes of gas-discharge EB guns almost unlimited times.

Repairing of the cold annular cathode of the gas-discharge EB gun (material CP Titanium)
Any other metal parts can be repaired or restored in the same way directly at the place of their operation.
8 Possibilities of Recycling Metal Waste Directly Into Wire for 3D Printing
Recycling various worn or irreparably damaged metal products is a big problem in space exploration—both onboard spacecraft and, in the long term, on the Lunar and Martian bases. In addition to the irrational use of expensive materials, there is also the problem of the accumulation of space debris. And the growth of such issues is inevitable, considering that many metal components will operate under challenging conditions.
In parallel with the accumulation of such useless metal waste, it will be necessary to supply the substituting parts or material for 3D printing (metal wire) to manufacture new components on-site or to repair products that can be recovered. Therefore, the development of recycling solutions for the useful utilization of various materials used in space is one of the priorities for further space exploration (Ref 38,39,40,41).
However, the in-space recycling of rejected metal products (usually of a complex shape) into new parts or semi-products for manufacture is challenging. Traditional recycling routes in terrestrial conditions are based on the multistage processes of heavy metallurgy, including melting ingots and multiple deformation processing, accompanied by intermediate machining and heat treatments. Such a complete cycle of recycling metal products, even to standard semi-finished products, requires a lot of complex, heavy and expensive equipment, much energy consumption, and, most importantly, a lot of time (many months). In space conditions, this approach is absolutely impossible. The recycling process should be compact, energy-efficient, and require as little equipment as possible.
Production of materials for 3D printing would be one of the optimal solutions for utilizing metal waste in space—better to rods than to wire to avoid the reeling wire on a spool (to exclude then unreeling and straightening it again). In this case, convenient geometric forms and sizes and the necessary chemical composition of the consumed material are the only requirements for use in 3D printing. Any mechanical properties are not needed because this material will be melted again during deposition.
As already shown in Chapter 4, xBeam 3D printing technology allows the use of ordinary straight rods of moderate length for deposition. Therefore, authors were looking for a solution for producing rods with requirements sufficient for 3D printing directly from scrap.
There are different methods of direct manufacturing of metal rods. Powder metallurgy methods and casting are not applicable in space due to the lack of gravity. There are methods for direct withdrawing rods from the melt—for example, this is how single crystals are produced according to the Czochralski process and other similar methods. But such methods require creating and maintaining a large amount of molten metal in some crucible for a long time which also requires large energy consumption. Several other technological problems exist, such as the loss of alloying elements due to evaporation, or vice versa, contamination of active metal melts with harmful gases and impurities.
The ability to maintain a melt pool of a limited size directly on the surface of a metal product, provided by the xBeam technology, opens up an opportunity of using such a pool as a replenishable source of melt for the direct withdrawing of rods. Such an approach allows the use of almost any metal product, including rejected metal parts, as a source of material for the direct manufacturing of rods.
Schematic views in Fig. 12a and b explain the operation principle of the invented method of direct metal rod manufacturing (Ref 42). We make a local melt pool on the surface of the metal part by employing a profile electron beam in the form of a hollow converging cone (Fig. 12a). Then we feed the seed rod directly into the center of the formed melt pool. The applied profile of the electron beam does not melt the seed rod while maintaining the melt pool on the surface of the metal part. Then we immerse the seed rod in a melt pool and immediately pull it in the opposite direction (12b). The seed rod carries the melt away from the melt pool due to the cohesion forces (like in the case of pulling single crystals using the Czochralski method). The withdrawn material immediately solidifies due to thermal radiation as soon as it leaves the direct heating zone by the electron beam. The surface tension forces provide the formation of a rod with an almost perfectly circular cross-section and a smooth surface. Replenishing the liquid metal in the melt pool provided by moving the melt pool along the part's surface maintains the process's continuity up to its complete utilization.

Schematic configuration of the direct rod withdrawing process and actual experiment: (a) and (c) making a local melt pool employing the hollow conical electron beam, (b) and (d) changing the direction of the surface tension forces due to reverse movement of the seed rod
An actual experiment with a titanium alloy demonstrates how we fed a seed rod into a melt pool formed by a hollow conical electron beam (Fig. 12c) and how the reverse movement of the seed rod immediately changed the direction of the surface tension forces as soon as seed rod touched the surface of the melt pool (Fig. 12d) resulting in forming a laminar flow of molten metal from the melt pool to a "drain funnel." Then melt metal from this "drain flow" will fast solidify with the formation of extension of the seed, which will serve as a permanent seed rod for the following process.
The configuration of this process looks very similar to the xBeam 3D metal printing process but which is realized in the reverse mode—we withdraw the wire/rod instead of feeding it, and the electron beam heats only the part's surface, not affecting the seed rod above it. The result is also the opposite of 3D printing—subtractive vs. additive: We are using the existing product as a source of material to withdraw a new rod instead of forming a new product.
Practically any metal parts can be used as objects for recycling by this method independently of their shape and size. If you should recycle tiny rejected metal parts or waste, they can be pre-compacted by fusion using the same electron beam gun. Then the resulting compact workpiece can be used for recycling according to the proposed method. You can use produced rods for the following 3D printing by the primary xBeam method.
It is essential that, like in the case of the xBeam deposition process, the main physical forces and phenomena involved in the rod withdrawing process do not depend on gravity and therefore can be applicable in space.
9 Autonomous Manufacturing Concept
The ability to autonomously maintain the viability of people and the functionality of equipment in remote and hard-to-reach places has always been a significant problem. Even on Earth, there are many places where it is difficult, and sometimes simply impossible, to deliver resources, equipment, and spare parts. This problem is critical for space exploration and missions on the Moon and Mars, where different equipment and systems operate in harsh conditions. The high delivery cost of each kilogram and the long delivery time are the main issue of delivering resources to these locations, especially since it is impossible to foresee all potential needs and problems.
The technological capabilities in the manufacture, recovery, and recycling of metal products, opened up by various profile electron beam solutions like the xBeam 3D Metal Printing and related processes, allow to create a closed (autonomous) self-sufficient production and operational ecosystem. According to our "xBeam Autonomous Manufacturing Concept," metal, once delivered to the place of use, can repeatedly go through a complete cycle from production to recycling and again return to production.
The "xBeam Autonomous Manufacturing Concept" presented in Fig. 13 combines all technological capabilities of the xBeam family in a closed-loop operational triangle production–operation–recycling–production. The possibility of repeated repetition of this closed-loop cycle is the most valuable feature of this concept. Each new cycle practically does not require the involvement of significant additional resources, only energy supply and operating gases.

The diagram of the “xBeam Autonomous Manufacturing Concept”
10 Conclusions
The xBeam 3D Metal Printing process, which employs a profile electron beam and coaxial wire/rod feed, has already demonstrated high efficiency in manufacturing a wide range of products for aerospace applications thanks to high accuracy and good quality of products, and a low total end-to-end production cost. Other configurations of profile electron beam generated by low-voltage gas-discharge EB guns open up a variety of complementary technology opportunities in metal additive manufacturing.
The main message of this article is that all benefits of these already validated and just developed technologies can also be obtained in zero gravity since all the primary physical forces and phenomena acting in xBeam and related processes—thermodynamics, hydrodynamics, gas dynamics, metallurgy aspects as well—do not depend on the level of gravity. This fact opens new opportunities in metal manufacturing in space—both onboard spacecraft and on the Moon and Mars.
Of course, some of the presented ideas are still a concept, and practical implementation requires thousands of experiments, which will take years. Each illustrated process has a different technical readiness level—starting from a feasibility study of processes like direct rods manufacturing up to fair TRL7 achieved by xBeam 3D Metal Printing technology. But physical feasibility of each particular method demonstrated in this article gives hope to creating a closed-loop production and operational ecosystem like the proposed xBeam Autonomous Manufacturing Concept.
This article aims to demonstrate opportunities that will set the fundamental engineering and technical tasks for designing appropriate equipment and operating infrastructure, which will allow testing of the presented ideas in practice. Fortunately, decades of experience accumulated by scientists and engineers in solving various technical problems in space will enable us to count on turning ideas into working processes and turning futuristic dreams into practical plans.
Change history
05 June 2022
The note designating this article as belonging to a special topic focus was missing from this article as originally published and has been added.
References
R.G. Clinton, Jr. NASA Marshall Space Flight Center Additive Manufacturing: Rocket Engines and In Space Manufacturing.// 2nd International Symposium Additive Manufacturing. February 8-9, (2017), Dresden, Germany
Niki Werkheiser. “NASA Additive Manufacturing Overview”. Military Additive Manufacturing Summit, February 7-8, (2017), Tampa, FL
T. Prater, J. Edmunsson, M. Fiskeb, F. Ledbetterc, C. Hillb, M. Meyyappan, C. Roberts, L. Huebnere, P. Halla, N. Werkheiser, NASA’s In-Space Manufacturing Project: Update on Manufacturing Technologies and Materials to Enable More Sustainable and Safer Exploration.// 70th International Astronautical Congress (IAC), Washington, D.C., 21-25 October (2019)
Artemis Program, https://en.wikipedia.org/wiki/Artemis_program
The Artemis Accords, https://www.nasa.gov/specials/artemis-accords/index.html
Mars Weather. https://mars.nasa.gov/insight/weather/
Climate of Mars. https://en.wikipedia.org/wiki/Climate_of_Mars
Marsquake. https://en.wikipedia.org/wiki/Marsquake
J. Günster, Additive Manufacturing, 3D printing in space-Parts 1-4.// Interview.-https://www.bam.de/Content/EN/Interviews/materials-interview-jens-guenster-powder-based-additive-manufacturing-in-space.html
O. D’Angelo, F. Kuthe, S.-J. Liu, R. Wiedey, J.M. Bennett, M. Meisnar, W. Andrew Barnes, T. Kranz, T. Voigtmann and A. Meyer, A Gravity-independent Powder-based Additive Manufacturing Process Tailored for Space Applications, Addit. Manuf., 2021, 47, p 102349. https://doi.org/10.1016/j.addma.2021.102349
US Patent Application #20140061165. Method and Arrangement for Building Metallic Objects by Solid Freeform Fabrication
N. Naden, T.J. Prater, A Review of Welding in Space and Related Technologies. NASA Report. NASA/TM—2020–220557
M. St Węglowski, Electron Beam-Based Rapid Prototyping-State of the Art, Biul. Inst. Spaw., 2018, 2018(1), p 25–35. https://doi.org/10.17729/ebis.2018.1/3
K.M.B. Taminger, R.A. Hafley, Electron Beam Freeform Fabrication: A Rapid Metal Deposition Process. In Proceedings of the 3rd Annual Automotive Composites Conference, September 9-10, 2003, Troy, MI. Society of Plastics Engineers (2003)
The European Space Agency. 3D printing our way to the Moon.// 22/01/2019 -https://www.esa.int/Enabling_Support/Preparing_for_the_Future/Discovery_and_Preparation/3D_printing_our_way_to_the_Moon
K. Taminger, Electron Beam Freeform Fabrication: A metal deposition apparatus to build components directly from CAD. WBT Showcase March 26-27, (2008) Arlington, TX
J.K. Watson, K.M. Taminger, R.A. Hafley, and D.D. Petersen, Develoment of a Prototype Low-Voltage Electron Beam Freeform Fabrication System. In Proceedings of the 13th Solid Freeform Fabrication Symposium, August 5-7, 2002, Austin, TX. University of Texas at Austin (2002)
COSM Advanced Manufacturing Systems, LLC. Electron Beam Delivery System with In-Situ Metrology and Real Time Closed Loop Process Control for Metal 3D printing and welding of large components to high accuracy and verifiable quality.// NASA’s SBIR/STTR program, Project No. SBIR_20_P2S.-https://www.sbir.gov/sbirsearch/detail/1882845
F. Pixner, F. Warchomicka, P. Peter, A. Steuwer, M.H. Colliander, R. Pederson and N. Enzinger, Wire-Based Additive Manufacturing of Ti-6Al-4V Using Electron Beam Technique, Materials, 2020, 13(15), p 3310. https://doi.org/10.3390/ma13153310
US Patent No. US10661343B2. Smart additive manufacturing device
Coaxial wire cladding in the next generation.//-Fraunhofer IWS. PRESS RELEASE No. 4 / 2018.-April 17, (2018)
S.V. Denbnovetsky, V.G. Melnyk and I.V. Melnyk, High-voltage, Glow-Discharge Electron Sources and Possibilities of its Application in Industry for Realizing Different Technological Operations, IEEE Trans. Plasma Sci., 2003, 31(5), p 987–993.
S.V. Denbnovetskiy, V.G. Melnyk, I.V. Melnyk and B.A. Tugai, Technological Possibilities of High Voltage Glow discharge Electron Guns, Electrotech. and Electron. (E+E), 2009, 5(6), p 189–192.
D. Kovalchuk, V. Melnyk, I. Melnyk and B. Tugai, Prospects of Application of Gas-Discharge Electron Beam Guns in Additive Manufacturing, Electrotech. Electron. (E+E), 2016, 5(6), p 36–42.
D. Kovalchuk, V. Melnyk, I. Melnyk and B. Tugai, Advanced Technical and Technological Solutions for Additive Manufacturing by xBeam 3D Metal Printing, J. Elektrotech. Elektron. (E+E), 2018, 53(3–4), p 60–68.
US Patent No.US 10,695,835 B2 “Method and System for manufacturing of three dimensional objects”
D. Kovalchuk and O. Ivasishin, Profile electron beam 3D metal printing, Additive Manufacturing for the Aerospace Industry. Elsevier, 2019, p 213–233
J. Zhang, Yi. Yang, S. Cao, Z. Cao, D. Kovalchuk, Wu. Songquan, E. Liang, Xi. Zhang, W. Chen, Wu. Fan and A. Huang, Fine Equiaxed β Grains and Superior Tensile Property in Ti–6Al–4V Alloy Deposited by Coaxial Electron Beam Wire Feeding Additive Manufacturing, Acta Metallurgica Sinica (English Letters), 2020, 33, p 1311–1320. https://doi.org/10.1007/s40195-020-01073-5
J. Hu, J. Zhang, Y. Wei, H. Chen, Y. Yang, S. Wu, D. Kovalchuk, E. Liang, X. Zhang, H. Wang, A. Huang, Effect of Heat Treatment on Microstructure and Tensile Properties of Ti-6Al-4V Alloy Produced by Coaxial Electron Beam Wire Feeding Additive Manufacturing. JOM, (2021)
D. Kovalchuk, V. Melnyk, I. Melnyk, D. Savvakin, O. Dekhtyar, O. Stasiuk and P. Markovsky, Microstructure and Properties of Ti-6Al-4V Articles 3D-Printed with Co-axial Electron Beam & Wire Technology, J. Mater. Eng. Perform. Link Disabl., 2021, 30(7), p 5307–5322.
A.E. Davis, J.R. Kennedy, D. Strong, D. Kovalchuk, S. Porter and P.B. Prangnell, Tailoring Equiaxed β-Grain Structures in Ti-6Al-4V Coaxial Electron Beam Wire Additive Manufacturing, Materialia, 2021, 20, p 101202.
S. Schiller and U. Heisig, Siegfried Panzer, Wiley, Electron Beam Technology, 1995.
D.R. Williams, Moon Fact Sheet. NASA. Retrieved 16 November 2016.//-https://nssdc.gsfc.nasa.gov/planetary/factsheet/moonfact.html
D.R. Williams, Mars Fact Sheet. Retrieved 13 June 2019.//-https://nssdc.gsfc.nasa.gov/planetary/factsheet/marsfact.html
Ukrainian Patent Application No. a202200949. Method and apparatus for continuous rod feeding
E.M. Jones, Apollo 13 Summary. From the Apollo Lunar Surface Journal.//-https://solarviews.com/eng/apo13.htm#home
S. Akhonin, V. Berezos, O. Pikulin, O. Severin and O. Ierokhin, Electron Beam Melting of Surface of Titanium Alloy Ingots, Adv. Electrometall., 2014, 2, p 21–25.
“CRISSP Custom Recyclable International Space Station Packaging.” Small Business Innovative Research (SBIR) abstract. 2017. www.sbir.gov/sbirsearch/detail/1148879
“In-Space Manufacturing (ISM) Multimaterial Fabrication Laboratory (FabLab).” Broad Agency Announcement. 11 April (2017). www.fbo.gov/index?s=opportunity&mode=form&tab=core&id=8a6ebb526d8bf8fb9c6361cb8b50c1f8&_cview=1
C. Warner, NASA Selects Three Companies to Develop ‘FabLab’ Prototypes. NASA Press Release. 7 December (2017). www.nasa.gov/press-release/nas-selects-three-companies-to-develop-fablab-prototypes
T. Prater, N. Werkheiser, F. Ledbetter, K. Morgan, In-Space Manufacturing at NASA Marshall Space Flight Center: A Portfolio of Fabrication and Recycling Technology Development for the International Space Station.
Ukrainian Patent Application #a202002492. The Method of Metal Wire Manufacturing
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special issue in the Journal of Materials Engineering and Performance entitled “Space and Aerospace Exploration Revolution: Metal Additive Manufacturing.” The issue was organized by Shahrooz Nafisi, Relativity Space; Paul Gradl, NASA Marshall Space Flight Center; Douglas Hofmann, NASA Jet Propulsion Laboratory/California Institute of Technology; and Reza Ghomashchi, The University of Adelaide, Australia.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kovalchuk, D., Melnyk, V. & Melnyk, I. A Coaxial Wire-Feed Additive Manufacturing of Metal Components Using a Profile Electron Beam in Space Application. J. of Materi Eng and Perform 31, 6069–6082 (2022). https://doi.org/10.1007/s11665-022-06994-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06994-z