
Abstract
Effects of laser surface remelting (LSR) on microstructure and corrosion properties of as-cast Mg-12Dy-1.1Ni (wt.%) alloy were investigated. The as-cast alloy was mainly composed of α-Mg, lamellar Mg12DyNi phase with an 18R-long period stacking order (LPSO) structure and Mg24Dy5. After LSR treatment, fine and compact 18R-LPSO phase reprecipitated on dendrite boundaries as a continuous network. In addition, the volume fraction of the LPSO phase remarkably increased to 34.9% and the grain size of as-cast alloy was refined to ca. 4 μm. Electrochemical and immersion tests indicated that the LSR-treated alloy exhibited a lower weight loss rate (2.8 ± 0.2 mg/cm2/h) and corrosion current density (160.1 ± 20.7 μA/cm2, and of 37% reduction after LSR) than the as-cast alloy in 0.1 M NaCl solution. The improved corrosion resistance of the LSR alloy was mainly ascribed to the grain refinement and continuous distribution of 18R-LPSO phase on dendrite boundaries.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Recently, wrought Mg alloys containing long-period stacking-ordered (LPSO) phases have been shown to exhibit excellent tensile strength and high ductility at both room and elevated temperatures owing to LPSO precipitation and its kink-band strengthening mechanism (Ref 1,2,3,4,5). However, poor corrosion properties of these alloys limit their development and application.
The corrosion properties of Mg alloys are mainly related to the micro-galvanic coupling effects between α-Mg matrix and secondary phase (Ref 6, 7). Moreover, morphology, distribution and amounts of the secondary phase also influence corrosion properties of Mg alloys (Ref 8,9,10,11,12). The LPSO phase has a low electrode potential and its morphology, amounts and distribution can also be further optimized through alloying, heat treatment and wrought processing (Ref 8). So, it is possible to further improve corrosion properties by optimizing the above properties of the LPSO phase. Zhang et al. (Ref 9) pointed out that a high-volume fraction LPSO phases could act as effective corrosion barriers to protect the α-Mg matrix in the as-cast Mg-5Gd-1Zn-0.6Zr alloy from further corrosion. Zhang et al. (Ref 10) demonstrated that the continuous network-like LPSO phase at the grain boundaries could play a much greater role in protecting Mg matrix than discontinuous ones in an as-cast Mg97Zn1Y2 alloy. Moreover, Pérez et al. (Ref 11) revealed that the corrosion resistance of extruded Mg97Y2Zn1 alloy is strongly influenced by the orientation of the LPSO phase. The LPSO phase that is perpendicular to the extrusion direction suppresses the matrix corrosion more effectively than the LPSO phase that is parallel to the extrusion direction in a longitudinal section. Additionally, the grain size has a significant effect on the overall corrosion resistance of Mg alloys (Ref 12,13,14,15). Ralston et al. (Ref 13) pointed out the corrosion rate of Mg decreases with the reduction of grain size when an oxide/passivity exists, which is similar to Hall–Petch relationship between yield strength and grain size. Argade et al. (Ref 15) demonstrated that a hot-rolled Mg-4Y-3Nd alloy with ultra-refined grains (0.65 ± 0.44 μm) possesses a lower corrosion rate to one in the as-received state with coarser grains (70 ± 56 μm). This is mainly due to the high fraction of grain boundaries in the ultra-refined microstructure that accelerates the passivation kinetics and reduces the intensity of the galvanic couple between the grain interior and grain boundary. As mentioned above, refining the grain size of the alloy and optimizing properties of LPSO phase are a promising approach to improve corrosion properties of Mg alloys.
Laser surface remelting (LSR) is an emerging processing technology that involves rapid melting and cooling when the laser beam passes through a small local area on the sample surface. Similar to other fast solidification technologies (including splat cooling, atomization or melt spinning), LSR can provide phase segregation and grain refinement on the Mg alloy surface without compromising its bulk mechanical properties (Ref 16). The high cooling rate of LSR enables the refinement of grains of both primary (Ref 17,18,19) and secondary phases (Ref 20, 21). Recently, Rakensh et al. (Ref 22) reported that LSR could refine grains and modify the distribution and amounts of the second phase of as-cast Mg-1Zn-2Dy alloy, significantly improving the corrosion properties of the alloy. However, the effects of LSR on microstructure and corrosion properties of Mg-Dy-Ni alloy with LPSO phase have not been reported. Thus, in this paper, we prepared an as-cast Mg-12Dy-1.1Ni alloy with LPSO phase and investigated the effects of LSR on microstructure and corrosion properties of the alloy.
2 Materials and Methods
2.1 Alloy Preparation and Laser Surface Remelting
The experimental Mg-12Dy-1.1Ni (wt.%) alloy was prepared by melting pure Mg (99.99 wt.%), Mg-20 wt.%Ni and Mg-20 wt.%Dy master alloys in an electric resistance furnace under the protection of a molten salt coating agent. The melts were homogenized at 750 °C for 30 min and then poured into a water-cooled steel mold with a diameter of 90 mm at 720 °C. The surface of the sample with dimensions 60 × 20 × 10 mm was remelted using TRUMPF TruLaser Cell 7020 at 1.5 kW laser pulse energy, 0.6 mm beam diameter, 1200 mm/min laser scan speed and 70% track overlap. Under these parameters, a continuous clad layer was obtained as seen in Fig. 1.

Schematic diagram of the experimental setup (a) and sample (b) of the LSR alloy
2.2 Microstructure Characterization
Microstructure, phase structure and components of the as-cast and LSR specimens were comprehensively investigated by optical microscope (OM), scanning electron microscopy (SEM) conducted using FEI Nova NanoSEM coupled with energy-dispersive x-ray spectroscopy (EDS), transmission electron microscopy (TEM, FEI Talos F200X), x-ray diffraction (XRD, D8 ADVANCE) with a scanning angle of 30°-80° and a scanning step of 0.02°/s. Prior to the SEM, the samples were polished using SiC paper and diamond polishing solution to ~ 0.3 μm and then chemically etched in a solution containing 4 mL of 97% HCl and 100 mL of ethanol. TEM foils were prepared by mechanical grinding and ion-beam thinning using a Gatan Precision Ion Polishing System (PIPS) at 3 keV with a 3° incident angle. The Inverse pole figure of the alloy before and after LSR were determined by electron backscattered diffraction (EBSD) and the average grain size analyzed by Tango-maps using Channel 5 software. The EBSD samples were mechanically polished and then electrochemically polished in a solution containing 40 mL perchloric acid, 20 mL ethylene glycol monobutyl ether and 140 mL ethanol. The volume fraction of LPSO phase was estimated using Image J software. At least ten different areas were analyzed for each sample.
2.3 Corrosion Assessment
2.3.1 Electrochemical Tests
Electrochemical impedance spectroscopy (EIS) and potentiodynamic polarization (PDP) of the samples were tested using an electrochemical VMP 300 workstation, in which the sample was a working electrode, saturated calomel electrode (SCE) a reference electrode and Pt a counter electrode (Ref 20). Prior to the electrochemical tests, the samples were stabilized at an open circuit potential (OCP) for over 300 sec. EIS was performed at OCP in 14.7 kHz-0.1 Hz frequency range and 5 mV amplitude. ZSimpWin software was utilized to analyze the impedance results and model equivalent electrical circuit parameters. Polarization curves were recorded at 1 mV s−1 scan rate in the − 1.8 to − 1.2 V (vs. SCE) range. Each test was performed at least five times for reproducibility.
2.3.2 Immersion Tests
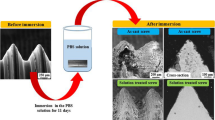
The corrosion properties of alloy were determined by immersion testing. Cubic samples of dimension of 7 × 7 × 7 mm were immersed in 0.1 M NaCl solution for 10-60 min at room temperature. The samples were removed from the solution at regular intervals, rinsed, the corrosion products were removed using a hot chromic acid bath containing 180 g CrO3, 1 g AgNO3 and 1 L distilled water, and then analyzed by OM and SEM. Additionally, samples were weighed before and after immersion with 0.1 mg accuracy. Average weight loss rates (mg/cm2/h) were calculated as following:
where V (g/cm2/d) is the weight loss rate; m1 and m2 (g) are the weight of sample before and after immersion test, respectively; s (cm2) is the exposed corrosion area; t (h) is the soaking time. Each corrosion measurement was taken at least three times.
After removing corrosion products, the corrosion morphology and three-dimensional corrosion characteristics of samples were obtained by SEM and three-dimensional confocal laser scanning microscopy (3D CLSM, OLYMPUS LEXT OLS4000). Phase compositions of the corrosion products were characterized by XRD.
3 Results
3.1 Microstructure of As-Cast and LSR Alloys
Figure 2 shows backscattered electron (BSE) images of the transverse cross section of the as-cast and LSR alloys. It is seen from Fig. 2(a) that the as-cast alloy mainly consists of the α-Mg matrix, lamellar Mg12DyNi phase with an 18R-LPSO structure and white Mg24Dy5 particles. As can be seen from Fig. 2(b, c), after LSR treatment, the 18R-LPSO phase is significantly refined and its length and width decrease from 19.6 ± 9.4 and 5.6 ± 2.5 µm in as-cast alloy to 0.9 ± 0.1 and 0.13 ± 0.08 µm in the LSR alloy, respectively. Also, the amount of the phase increases from 18.3% in the as-cast alloy to 34.9% in the LSR alloy. Additionally, the LPSO phase appears as a continuous network-like distribution in the LSR alloy, as seen in Fig. 2(c).

Cross-sectional microstructure of the LSR alloy at (a) low and (b, c) high magnifications
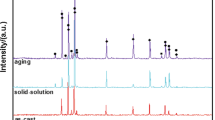
The 18R-LPSO phase reprecipitation during the LSR treatment is attributed to the segregation of solute atoms during solidification. The higher cooling rate during LSR solidification and low diffusion coefficient of Dy and Ni atoms means that these solute atoms accumulate at solid/liquid front, generating considerable supercooling. The high supercooling increases the nucleation rate of the LPSO phase during solidification due to a decrease in the critical nucleation radius promoting nucleation in the LSR alloy (Ref 23, 24). Furthermore, this also makes the phase appear in a continuous network-like distribution (Ref 25). To identify the crystalline structure of the particles in the LSR alloy, Fig. 3 shows the bright-field (BF) TEM images and corresponding selected area electron diffraction (SAED) patterns of particle phase in the LSR alloy. Analysis of the lamellar phase in Fig. 3(a), using high-resolution TEM (HRTEM) in Fig. 3(b) indicates that the spacing of its periodic atomic layer is measured to be 1.6 nm, which is about 6 times higher than that (0.26 nm) of the Mg matrix (Ref 26). Also, the corresponding SAED pattern indicates that there are five additional diffraction spots at the positions of n/6 (0002) α spots (where n is an interval), indicating that the phase is 18R-LPSO structure (Ref 25, 27). For the fine strip phase in Fig. 3(c), whose SAED pattern displays some weak bright lines appearing as two adjacent diffraction spots, there are no other satellite spots, demonstrating that the phase contains stacking faults (SF) (Ref 28, 29). The HRTEM image and SAED pattern of the irregular particles marked as “C” in Fig. 3(a) reveal that these particles are Mg24Dy5 phase with a bcc structure and its lattice parameter a is 1.12 nm (see Fig. 3(d)). XRD patterns in Fig. 4 show that the diffraction peak intensities of the 18R-LPSO phase in the LSR alloy is higher than that of the as-cast alloy, suggesting a high-volume fraction of 18R-LPSO phases in the LSR alloy compared to the as-cast alloy. The XRD results are in agreement with SEM observation for the amounts of the phase. Conversely, the diffraction peaks of Mg24Dy5 are not indexed in XRD patterns owing to its small amount.

TEM images of particles in the LSR alloy (a), HRTEM images of lamellar phase (A), SFs (B) and Mg24Dy5 phase (C). Inset: corresponding selected area diffraction pattern of particles

X-ray diffraction patterns of the (a) as-cast and (b) LSR alloys
The inverse pole figure (IPF) of the LSR alloy in Fig. 5(a) shows that the laser-remelted region consists of a columnar grain zone adjacent to the substrate and a fine equiaxed grain zone located close to the surface. The grains are obviously refined after LSR. Figure 5(b) compares various grain sizes of Mg alloys after LSR treatment reported in the literature (Ref 16, 22, 30,31,32,33,34,35,36,37). It can be seen that the average grain size in the equiaxed grain zone of the LSR alloy is much smaller (~ 4 µm) than that of the as-cast alloy (~ 37 µm), and is only slightly higher than that (~ 2.5 µm) of LSR-treated Mg-2Dy-1Zn alloy. The grain refinement mainly arises from constitutional supercooling and thermal undercooling of the alloy during solidification. According to the Interdependence Theory (Ref 17), the thermal gradient of a conventional cast alloy is typically very low. This makes the constitutional supercooling act as the main factor of the undercooling in front of the solid-liquid (S-L) interface. In this case, thermal undercooling is relatively small (Ref 18). In contrast, the small melt pool size and fast-moving energy source of the LSR results in a rapidly changing thermal diffusion field. As a result, the thermal undercooling is significantly enhanced (Ref 19). The fast cooling and short nucleation-free zone increase the particle nucleation rate in the undercooled field in front of the S-L interface, leading to smaller grains.

EBSD of the cross section of LSR alloy (a) and comparison of average grain size for various LSR Mg alloys (b)
3.2 Corrosion Behavior
Nyquist plots of the as-cast and LSR alloys in Fig. 6(a) show that the impedance curves of both alloys contain capacitive and inductive loops at high and low frequencies, respectively. It is noted that the inductive loop at low frequency implies the breakdown of the corrosion film caused by localized corrosion. However, the impedance of the LSR alloy remains significantly higher than that of the as-cast alloy according to the larger capacitive loop. So, the high capacitive loop diameter of the LSR alloy indicates the alloy exhibits a good corrosion resistance.

Nyquist spectra (a) and corresponding equivalent circuits to fit EIS outcome of the as-cast and LSR alloys subject to 0.1 M NaCl solution (b)
EIS data are fitted utilizing an electrical equivalent circuit (EEC) indicated in Fig. 6(b), in which Rs is the solution resistance; \({Q}_{dl}\)(\({Q}_{dl}= {Y}_{0}^{-1}{(j\omega )}^{-n}\), where Y0 represents the capacitance of the corroding system, \(j= {(-1)}^{1/2}\), ω is the angular frequency and n the dispersion coefficient) represents the constant phase element associated with a double layer capacitance; Rct is the charge transfer resistance at the film/bulk interface; L is the surface film damaged by the localized corrosion; and Rp is the resistance of inductance associated with the localized corrosion (Ref 38, 39). The LSR alloy possesses a higher Rct value than the as-cast alloy (see Table 1), which indicates a more difficult electron transfer process and slower corrosion reaction. Figure 7 illustrates the polarization curves of the as-cast and LSR alloys in 0.1 M NaCl solution. The corresponding polarization data including the corrosion potential (Ecorr), corrosion current density (icorr), anodic (βa), cathodic (βc) Tafel slopes and corrosion rates (Pi) are presented in Table 2. The polarization resistance (Rp) is estimated using Eq 2 (Ref 40):

Curves of potentiodynamic polarization for the as-cast and LSR alloys corroded in 0.1 M NaCl solution
It can be seen that the LSR alloy exhibits a higher Ecorr (− 1.36 ± 0.02 VSCE) and Rp (1.63 ± 0.17 kΩ cm2), and lower icorr (160.1 ± 21.7 μA/cm2) than the as-cast alloy. The icorr correlates with the corrosion rate (Pi) as shown below:
Thus, the Pi values of the LSR and as-cast alloys are 3.65 ± 0.49 and 5.85 ± 1.11 mm/year, respectively. Additionally, the immersion test results in Fig. 8 show the LSR alloy exhibits a small corrosion-induced weight loss rate (2.8 ± 0.2 mg/cm2/h), which is lower than that of the as-cast alloy (4.2 ± 0.1 mg/cm2/h). The above immersion test results are in agreement with electrochemical tests (see Fig. 6 and 7) and this also confirms the better corrosion resistance of the LSR alloy than the as-cast alloy. To further understand the corrosion process, the corrosion morphologies of both alloys immersed in 0.1 M NaCl solution for different times are shown in Fig. 9 and 10. The surfaces of both alloys show some corrosion pits in the first 20 min in 0.1 M NaCl solution (see Fig. 9(b) and 10(b)). After 30 min immersion, the area of the corroded regions of the as-cast alloy significantly increases and the depth of corrosion pits is larger compared with the LSR alloy as seen in Fig. 9(c) and 10(c). After 40 min immersion, the surface of the as-cast alloy is fully corroded while that of the LSR alloy still retains sections of uncorroded regions up to 1 h immersion as seen in Fig. 10(f). Corrosion products of both alloys immersed in 0.1 M NaCl solution for 1 h are shown Fig. 11. Compared with the corrosion surface of the cast alloy, the LSR alloy appears to have a more smooth and compact corrosion layer, and the depth of corrosion pits is shallower and amount of micro-cracks is lower as seen in Fig. 11(a) and (b).

Comparison of weight loss rates the as-cast (a) and LSR alloys (b) immersed in 0.1 M NaCl solution for 1 h

Optical microscopy of the as-cast alloy immersed in 0.1 M NaCl solution for (a) 10 min, (b) 20 min, (c) 30 min, (d) 40 min, (e) 50 min and (f) 1 h

Optical microscopy of the LSR alloy immersed in 0.1 M NaCl solution for (a) 10 min, (b) 20 min, (c) 30 min, (d) 40 min, (e) 50 min and (f) 1 h

SEM + EDS of corrosion products on the surface of the as-cast (a) and LSR alloys (b) immersed in 0.1 NaCl solution for 1 h
From the view of element distribution in the corrosion layer of both alloys, Mg, Dy, O and Ni distribute more uniformly in the corrosion layer for the LSR alloy than that for the as-cast alloy. XRD results in Fig. 12 indicate that the corrosion products of both alloys are composed of Dy(OH)3, Mg(OH)2 and Dy2O3, which could act as protective layers preventing or slowing down surface reactions with the corrosive solution. Dy(OH)3 and Dy2O3 are more likely to be observed in the corrosion layer than Mg(OH)2 as they are less soluble in water (Ref 41). Figure 13 shows 3D CLSM images of the as-cast and LSR alloys immersed in 0.1 M NaCl solution for 1 h. The LSR alloy has a shallow corrosion surface with a depth of 17.3 μm, which is smaller than that of the as-cast alloy (96.5 μm). As seen in Fig. 14, cross sections of the as-cast and LSR alloys show corrosion paths with serrated and V-shape morphologies, respectively. In this case, the corrosion solution could penetrate the discontinuous LPSO phase and corrode the α-Mg matrix of the as-cast alloy as seen in Fig. 14(a). In contrast, the corrosion solution would be prevented by the continuous LPSO phases at the dendritic boundary as seen in Fig. 14(b).

XRD patterns of corrosion products of the as-cast (a) and LSR alloys (b) immersed in 0.1 M NaCl solution for 1 h

3D CLSR images of the as-cast (a) and LSR alloys (b) immersed in 0.1 M NaCl solution for 1 h

Cross-sectional micrographs of the as-cast (a) and (b) LSR alloys in 0.1 M NaCl solution immersion for 1 h
4 Discussion
Immersion and potentiodynamic polarization test results indicate that the LSR alloy exhibits the better corrosion resistance properties than the as-cast alloy (see Fig. 6, 7 and 8). The corrosion resistance difference of the present two alloys is mainly associated with the morphology and volume fraction of the LPSO phase, and grain sizes of the alloys.
Firstly, the discontinuous and continuous distributions of LPSO phase appear in the as-cast alloy and LSR alloy (see Fig. 14), respectively. It can be seen from corrosion morphology and products that both alloys exhibit the same micro-galvanic corrosion mechanism, that is, the LPSO phase and α-Mg matrix act as the micro-cathodes and micro-anodes, respectively. This mainly ascribes the corrosion rate to the higher self-corrosion potential of LPSO phase than that of α-Mg matrix. The overall anodic and cathodic reactions of both alloys in 0.1 M NaCl solution are as follows:
In the initial state of immersion, the micro-galvanic corrosion between LPSO phase and its adjacent Mg matrix would form for the two alloys. The discontinuous LPSO phase of the as-cast alloy would accelerate the Mg matrix dissolution of the as-cast alloy, while a continuous one slows down the corrosion of the LSR alloy by providing an effective barrier (see Fig. 9, 10 and 14). This has also been observed in high pressure die cast AZ91 in which the β phase distributes as a continuous network (Ref 11). Schematic diagrams of the corrosion process for both alloys are shown in Fig. 15. In addition, the volume fraction of the LPSO phase also effects the corrosion properties of the alloy when the phase is arranged as a continuous network. For our alloy, the volume fraction of LPSO phase is significantly increased to being ~ 34.9% after LSR treatment. The large number of the thick and compact LPSO phases, acting as an anodic barrier, could effectively protect the matrix from serious corrosion attack.

Schematic illustration of corrosion mechanism for (a) as-cast and (b) LSR alloy
Secondly, grain size also influences the corrosion resistance of the alloy. It is reported that the corrosion current density (icorr) and grain size (d) satisfy the following equation when an oxide/passivity exists (Ref 13):
where A is a function of the environment and B is a material constant, which depends on the alloy composition. The equation is similar to the classical Hall–Petch relationship expressing yield strength and grain size of an alloy. As seen in Eq 7, the smaller the grain size, the lower the corrosion current density of alloy. The small grains means that the alloy has a large number of grain boundaries. These grain boundaries on one hand could provide nucleation sites for the corrosion film and the other hand act as diffusion pathways of solute atoms to promote the formation of the film on the surface of alloy (Ref 14, 42). For the present alloy, the average grain size of the LSR alloy is 4 μm, which is almost 90% smaller than that (37 μm) of as-cast alloy (see Fig. 5). These fine grains are more helpful to generate the dense and compact corrosion product film on the surface of the LSR alloy (see Fig. 10 and 11). In addition to Mg(OH)2, the presence of Dy2O3 also further strengthens the corrosion product film and helps prevent further corrosion attack of the α-Mg matrix. Thus, it can be seen from components, compactness and uniformity of the corrosion product film, the LSR alloy indeed exhibits better corrosion resistance than the as-cast alloy, which is reflected from electrochemical and immersion tests.
5 Conclusions
The as-cast alloy was mainly composed of α-Mg, lamellar Mg12DyNi phase with an 18R-LPSO structure and Mg24Dy5 particles. After LSR treatment, LSR remarkably refined the grain size of the as-cast alloy from 37 to 4 μm. Additionally, the morphology of the LPSO phase changed from a discontinuous lamellar to a continuous network, and its amount increased from 18.2 to 34.9%. The immersion and electrochemical tests indicated that the LSR alloy possessed better corrosion resistance than the as-cast counterpart. The weight loss rate of the LSR alloy was 2.8 ± 0.16 mg/cm2/h in 0.1 M NaCl solution for 1 h, less than that of the as-cast alloy sample (4.2 ± 0.12 mg/cm2/h). Furthermore, icorr of the LSR alloy appeared at a lower icorr value of (160.1 ± 20.7 μA/cm2) than that of the as-cast alloy (256.1 ± 44.1 μA/cm2). The good corrosion resistance of the LSR alloy was mainly attributed to grain refinement and continuous distribution of 18R-LPSO phase on the dendritic boundary.
References
G.L. Bi, Y.S. Wang, J. Jiang, J.R. Gu and Y. Ma, Microstructure and Mechanical Properties of Extruded Mg-Y-Zn (Ni) Alloys, J. Alloys Compd., 2021, 881, 160577.
G.L. Bi, Y.X. Han, J. Jiang, Y.D. Li, D.Y. Zhang, D. Qiu and M. Easton, Microstructure and Mechanical Properties of an Extruded Mg-Dy-Ni Alloy, Mater. Sci. Eng. A, 2019, 760, p 246–257.
Y. Yao, Z.H. Huang, H. Ma, H. Zhang, Z.M. Zhan, C.J. Xu, N. Zhou, M. Kuang and J.C. Huang, High Strength Mg-1.4Gd-1.2Y-0.4Zn Sheet and its Strengthening Mechanisms, Mater. Sci. Eng. A, 2017, 747, p 17–26.
L. Zhang, S.J. Zhang, P. Xu and H. Huang, Effects of Substitution of Cu with Ni on Microstructure and Mechanical Properties of Mg-Er-Cu Alloy, J. Mater. Eng. Perform., 2021, 23(10), p 2100368.
H. Liu, F. Xue, J. Bai and J. Zhou, Microstructure and Mechanical Properties of a Mg94Y4Ni2 Alloy with Long Period Stacking Ordered Structure, J Mater. Eng. Perform., 2013, 22, p 3500–3506.
Z. Hu, Z. Yin, Z. Yin, K. Wang, Q. Liu, P. Sun, H. Yan, H. Song, C. Luo, H. Guan and C. Luc, Corrosion Behavior Characterization of as Extruded Mg-8Li-3Al Alloy with Minor Alloying Elements (Gd, Sn and Cu) by Scanning Kelvin Probe Force Microscopy, Corros. Sci, 2020, 176, 108923.
J. Zhang, B. Jiang, Q. Yang, D. Huang, A. Tang, F. Pan and Q. Han, Role of Second Phases on the Corrosion Resistance of Mg-Nd-Zr Alloys, J. Alloys Compd., 2020, 849, 156619.
J. Liu, L. Yang, C. Zhang, B. Zhang, T. Zhang, Y. Li, K. Wu and F. Wang, Role of the LPSO Structure in the Improvement of Corrosion Resistance of Mg-Gd-Zn-Zr Alloys, J. Alloys Compd., 2019, 782, p 648–658.
X. Zhang, W. Qian, F. Chen, Y. Wu and W. Qiang, Relation Between LPSO Structure and Biocorrosion Behavior of Biodegradable GZ51K Alloy, Mater. Lett., 2015, 138, p 212–215.
X. Zhao, L.L. Shi and J. Xu, Mg-Zn-Y Alloys with Long-Period Stacking Ordered Structure: In Vitro Assessments of Biodegradation Behavior, Mater. Sci. Eng. C, 2013, 33, p 3627–3637.
P. Pérez, S. Cabeza, G. Garcés and P. Adeva, Influence of Long Period Stacking Ordered Phase Arrangements on the Corrosion Behaviour of Extruded Mg97Y2Zn1 Alloy, Corros. Sci., 2016, 107, p 107–112.
R. Maurya, A.R. Siddiqui and K. Balani, An Environment-Friendly Phosphate Chemical Conversion Coating on Novel Mg-9Li-7Al-1Sn and Mg-9Li-5Al-3Sn-1Zn Alloys with Remarkable Corrosion Protection, Appl. Surf. Sci., 2018, 443, p 429–440.
K.D. Ralston, N. Birbilis and C.H.J. Davies, Revealing the Relationship Between Grain Size and Corrosion Rate of Metals, Scr. Mater., 2010, 63(12), p 1201–1204.
Y. Cubides, A.I. Karayan, M.W. Vaughan, I. Karaman and H. Castaneda, Enhanced Mechanical Properties and Corrosion Resistance of a Fine-Grained Mg-9Al-1Zn Alloy: The Role of Bimodal Grain Structure and β-Mg17Al12 Precipitates, Materialia, 2020, 13, 100840.
G.R. Argade, S.K. Panigrahi and R.S. Mishra, Effects of Grain Size on the Corrosion Resistance of Wrought Magnesium Alloys Containing Neodymium, Corros. Sci., 2012, 58, p 145–151.
Y.H. Li, S. Arthanari and Y.C. Guan, Influence of Laser Surface Melting on the Properties of MB26 and AZ80 Magnesium Alloys, Surf. Coat Technol., 2019, 378, 124964.
D.H. StJohn, M. Qian, M.A. Easton and P. Cao, The Interdependence Theory: The Relationship Between Grain Formation and Nucleant Selection, Acta Mater., 2011, 59, p 4907–4921.
D. Shu, B. Sun, J. Mi and P.S. Grant, A Quantitative Study of Solute Diffusion Field Effects on Heterogeneous Nucleation and the Grain Size of Alloys, Acta Mater., 2011, 59, p 2135–2144.
D.Y. Zhang, D. Qiu, S.M. Zhu, M. Dargusch and M.A. Easton, Grain Refinement in Laser Remelted Mg-3Nd-1Gd-0.5Zr Alloy, Scr. Mater., 2020, 183, p 12–16. https://doi.org/10.1016/j.scriptamat.2020.03.006
J. Park, H.S. Han, J. Park, H. Seo, J. Edwards, Y.C. Kim, M.R. Ok, H.K. Seok and H. Jeon, Corrosion Behavior of Biodegradable Mg-Based Alloys via Femtosecond Laser Surface Melting, Appl. Surf. Sci., 2018, 448, p 424–434.
Y.C. Guan, W. Zhou, Z.L. Li and H.Y. Zheng, Study on the Solidification Microstructure in AZ91D Mg Alloy After Laser Surface Melting, Appl. Surf. Sci., 2009, 255, p 8235–8238.
K.R. Rakensh, S. Bontha, M.R. Ramesh, M. Das and V.K. Balla, Laser Surface Melting of Mg-Zn-Dy Alloy for Better Wettability and Corrosion Resistance for Biodegradable Implant Applications, Appl. Surf. Sci., 2019, 480, p 70–82.
A.E. Coy, F. Viejo, F.J. Garcia-Garcia, Z. Liu, P. Skeldon and G.E. Thompson, Effect of Excimer Laser Surface Melting on the Microstructure and Corrosion Performance of the Die Cast AZ91D Magnesium Alloy, Corros. Sci., 2010, 52, p 387–397.
S.C. Chen and J.C. Huang, Influence of Welding Parameters on Microstructures and Mechanical Properties of Electron Beam Welded Aluminium-Lithium Plates, J. Mater. Sci. Technol., 2013, 15, p 965–978.
J.S. Zhang, J.D. Xu, W.L. Cheng, C.J. Chen and J.J. Kang, Corrosion Behavior of Mg-Zn-Y Alloy with Long-Period Stacking Ordered Structures, J. Mater. Sci. Technol., 2012, 28(12), p 1157–1162.
Y.M. Zhu, A.J. Morton and J.F. Nie, The 18R and 14H Long-Period Stacking Ordered Structures in Mg-Y-Zn Alloys, Acta Mater., 2010, 58, p 2936–2947.
G.L. Bi, X.M. Luo, J. Jiang, Y.G. Zhang, J.J. Xu, J.M. Chen, Y.D. Li and Y. Ma, Effect of Zn Cu and Ni Addition on Microstructure and Mechanical Properties of As-Cast Mg-Dy Alloys, China Foundry., 2016, 13, p 54–58.
H. Liu, F. Xue, J. Bai and Y.S. Sun, Effect of Heat Treatments on the Microstructure and Mechanical Properties of an Extruded Mg95.5Y3Zn1.5 Alloy, Mater. Sci. Eng. A, 2013, 585, p 261–267.
D. Wang, H. Wu, R. Wu, Y. Wang, J. Zhang, S. Betsofen, B. Krit, L. Hou and T. Nodir, The Transformation of LPSO Type in Mg-4Y-2Er-2Zn-0.6Zr and its Response to the Mechanical Properties and Damping Capacities, J. Magnes. Alloys, 2020, 8(3), p 793–798. https://doi.org/10.1016/j.jma.2019.10.003
Y.Q. Ge, W.X. Wang, S. Guo and Z.Q. Cui, Laser Surface Melting and Strengthening Magnesium Alloy Far from Equilibrium, Rare Metal Mater. Eng., 2016, 45, p 1949–1955.
D. Zhang, Y. Qin, W. Feng, M. Huang, X. Wang and S. Yang, Microstructural Evolution of the Amorphous Layers on Mg-Zn-Ca Alloy During Laser Remelting Process, Surf. Coatings Technol., 2019, 363, p 87–94.
P.C. Banerjee, R.K.S. Raman, Y. Durandet and G. McADam, Influence of Laser Processing Parameters on Microstructure and Corrosion kinetics of Laser-Treated ZE41 Magnesium Alloy, Metall. Mater. Trans. A, 2013, 44, p 2346–2357.
C.C. Liu, J. Liang, J.S. Zhou, L.Q. Wang and Q.B. Li, Effect of Laser Surface Melting on Microstructure and Corrosion Characteristics of AM60B Magnesium Alloy, Appl. Surf. Sci., 2015, 343, p 133–140.
H.G. Liao, P.H. Fu, L.M. Peng, J. Li, S.Q. Zhang, G.Q. Hu and W.J. Ding, Microstructure and Mechanical Properties of Laser Melting Deposited GW103K Mg-RE Alloy, Mater. Sci. Eng. A, 2017, 687, p 281–287.
J.R. Zhang, Y.C. Guan, W.T. Lin and X.N. Gu, Enhanced Mechanical Properties and Biocompatibility of Mg-Gd-Ca alloy by Laser Surface Processing, Surf. Coat. Technol., 2019, 362, p 176–184.
C.C. Liu, J. Liang, J.S. Zhou, Q.B. Li and L.Q. Wang, Characterization of AZ31 Magnesium Alloy by Duplex Process Combining Laser Surface Melting and Plasma Electrolytic Oxidation, Appl. Surf. Sci., 2016, 382, p 47–55.
J.D. Majumdar, R. Galun, B.L. Mordike and I. Manna, Effect of Laser Surface Melting on Corrosion and Wear Resistance of a Commercial Magnesium Alloy, Mater. Sci. Eng. A, 2003, 361, p 119–129.
Y.J. Feng, L. Wei, X.B. Chen, M.C. Li, Y.F. Cheng and Q. Li, Unexpected Cathodic Role of Mg41Sm5 Phase in Mitigating Localized Corrosion of Extruded Mg-Sm-Zn-Zr Alloy in NaCl Solution, Corros. Sci., 2019, 159, 108133.
T. Zhang, G.Z. Meng, Y.W. Shao, Z.Y. Cui and F.H. Wang, Corrosion of Hot Extrusion AZ91 Magnesium Alloy. Part II: Effect of Rare Earth Element Neodymium (Nd) on the Corrosion Behavior of Extruded Alloy, Corros. Sci., 2011, 53, p 2934–2942.
H.R. Bakhsheshi-Rad, M.R. Abdul-Kadir, M.H. Idris and S. Farahany, Relationship Between the Corrosion Behavior and the Thermal Characteristics and Microstructure of Mg-0.5Ca-xZn Alloys, Corros. Sci., 2012, 64, p 184–197.
L. Yang, N. Hort, D. Laipple, D. Höche, Y. Huang, K.U. Kainer, R. Willumeit and F. Feyerabend, Element Distribution in the Corrosion Layer and Cytotoxicity of Alloy Mg-10Dy During In Vitro Biodegradation, Acta Biomater., 2013, 9, p 8475–8487.
N. Birbilis, K.D. Ralston, S. Virtanen, H.L. Fraser and C.H.J. Davies, Grain Character Influences on Corrosion of ECAPed Pure Magnesium, Corros. Eng. Sci. Technol., 2010, 45(3), p 224–230.
Acknowledgment
The authors would like to thank the National Natural Science Foundation of China (51961021, 51971105, 51464032 and 52001152) and Undergraduate Innovation and Entrepreneurship Training Programs (DC2020353 and DC2020342) for financial support. ME acknowledges support of the Australian Research Council LP15100950 and DQ is also grateful for the support of Australian Research Council LP160100690. The authors acknowledge the technical support and use of the RMIT Advanced Manufacturing Precinct and Sinoma Institute of Materials Research (Guang Zhou) Co, Ltd (SIMR).
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical focus in the Journal of Materials Engineering and Performance on Magnesium. The issue was organized by Prof. C. (Ravi) Ravindran, Dr. Raja Roy, Mr. Payam Emadi, and Mr. Bernoulli Andilab, Ryerson University.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bi, G., Chen, S., Jiang, J. et al. Effects of Laser Surface Remelting on Microstructure and Corrosion Properties of Mg-12Dy-1.1Ni Alloy. J. of Materi Eng and Perform 32, 2587–2597 (2023). https://doi.org/10.1007/s11665-022-06933-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06933-y