
Abstract
Significant amount of Ti-5553 alloy (a near-beta titanium alloy) swarf is produced during the daily operation of manufacturing high strength titanium alloy components used in industry. However, the direct use of the produced swarf is seldom investigated and reported. In this paper, hot pressing was used to recycle Ti-5553 machining swarf to turn the waste into useful material. The hot-pressed Ti-5553 alloy has an ultimate tensile strength (UTS) of 675 ± 12 MPa, strain to fracture of 0.98 ± 0.04%, and bending strength of 1181±28 MPa. After double-aging at 600 ºC for 4 h followed by 700 ºC for 0.5 h, both strength and ductility of hot-pressed Ti-5553 alloy have a significantly improved, with a yield strength (YS) of 1390 ± 20 MPa, UTS of 1425 ± 12 MPa, a strain to fracture of 2.47 ± 0.07%, and a bending strength 2565±35 MPa. These results demonstrate the hot pressing is a viable processing route to recycle Ti-5553 swarf to cost-effectively produce a qualified solid material for post-processing and engineering applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium and titanium alloys are widely used in the field of aerospace, automotive, and biomedical due to their superior properties such as high strength-to-weight ratios, high toughness, excellent corrosion resistance, low thermal expansion, and outstanding biocompatibility (Ref 1,2,3). In the past few decades, metastable beta titanium alloys have gained significant popularity in the aviation/ aerospace industries (Ref 4). Ti-5553 alloy (with nominal composition Ti-5Al-5V-5Mo-3Cr wt.%) is one of the most recently developed commercial metastable beta titanium alloy which has been used by Boeing in manufacturing of 787 aircraft body structures and landing gears (Ref 5,6,6).
It is well documented that the production of titanium and titanium alloys by conventional multi-step methods is an energy-intensive process, leading to the titanium alloys are very expensive (Ref 2, 6). In addition, machining of material to a desired final shape can significantly increase the fabrication cost and produce vast amount of material wastage. In general, the buy-to-fly ratio of titanium is typically 9:1 and often reach to more than 20:1, which means most of the raw material is turning into unwanted waste in the form of swarf (Ref 7,8,8). Recycling titanium alloy machining swarf and converting the waste into solid material would significantly bring down the cost and it would promote the widespread usage of titanium alloys in more general applications such as in civil construction industry as a structural material.
Vacuum arc re-melting and electron beam cold hearth refining as the conventional methods are expensive and inefficient, owing to the high melting temperature and chemical reactivity (Ref 9,10,11). Nevertheless, solid-state recycling is an attractive method because it avoids the energy-intensive smelting process (Ref 9, 12,13,13). Many studies have been reported in the literature that explores recycling of titanium and titanium alloys using melt less processes. Luo et al. (Ref 14,15,15) consolidated the pure titanium machining chips to full density by equal channel angular pressing (ECAP), and ultrafine grains were produced with the average grain size as low as 0.8 μm. The yield strength is up to 650 MPa, and ductility is about 16%. Similarly, Lui et al. (Ref 16) had performed the recycling of Ti-6Al-4V machined chips using ECAP and had stated that the chip size, shape, and processing conditions make little influence on the final mill-annealed microstructure. The recycled plus mill-annealed Ti-6Al-4V generally had high YS >900 MPa and ductility >10%. Shi et al. (Ref 17) have found that back-pressure and number of passes can increase the relative density and mechanical properties of the as-recycled products. Due to the static and dynamic recrystallization, the grain of α phase was refined after equal channel angular pressing (ECAP) compaction. Qi et al. (Ref 18) had shown that the cequal-channel rystallographic texture intensity of α phase was decreased following annealing.
Topolski et al. (Ref 19) had used upsetting, heating and extrusion with cyclic die rotation in two directions process (KOBO) to subject the titanium chips to preliminary consolidation and then directly extruded. The properties of the final recycling product were comparable with the solid commercial purity (CP) titanium Grade 2. Weston et al. (Ref 8) had demonstrated the hybrid FAST (Field Assisted Sintering Technology)-forge process is one of effective routes to recycle Ti-6Al-4V swarf. Yang et al. (Ref 20,21,21) used the Ti-6Al-4V swarf (3-15 mm) to fabricate strong and ductile Ti-6Al-4V alloy by hot pressing, the ultimate tensile strength in the range of 1076-1139 MPa and fracture strain from 6.92 to 7.80%. Compared to the ECAP, the hot pressing process can be a more cost-effective way to recycle titanium alloy swarf, due to the time-saving and relatively simple equipment.
In this study, we are exploring the consolidation of Ti-5553 swarf (5–15 mm), which is much stronger than the Ti-64 swarf, using the hot processing technique, and investigating the effect of heat treatment on the microstructure and mechanical properties. This study focuses on the process of swarf boundaries disappear or forming the grain boundaries during the hot pressing, and the effects of α phase precipitation on the microstructure properties of Ti-5553 alloy after heat treatment, such as size and morphology of α phase precipitates.
2 Materials and Experimental Method
2.1 Materials and Processes
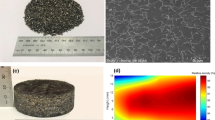
The nominal composite of the swarf is Ti-5Al-5V-5Mo-3Cr (wt.%) (Ti-5553), and the actual composition is Al: 5.14 wt.%, V: 5.03 wt.%, Mo: 5.02 wt.%, Cr: 3.10 wt.%, O: 0.08 wt.%, and N: 0.008 wt.%, and rest is Ti. The morphology and microstructure of Ti-5553 swarf are shown in Fig. 1(a-c). The swarf pieces are 5–15 mm in length, 5 mm in width, and about 0.1 mm in thickness. There is a large amount of globular α phase (grain size 2–5 μm) and a small amount of acicular α phase in the β matrix. The swarf was cleaned to remove the residual coolant using hot water with dishwashing liquid and ethanol in an ultrasonic bath, and air-dried in the fume hood. First, the cleaned swarf was warm-pressed at 500 ºC into a cylindrical compact in an argon atmosphere. Subsequently, the compact was induction-heated to the temperature of 1250 ºC-1300 ºC, and holding at the temperature for 10-15 min, then the hot compact was transferred into a 58 mm die followed by hot pressing. The pressure was 400 MPa (both warm-pressed and hot-pressed). The warm-pressing time was 240 s and the hot pressing time was 120 s. The more detailed hot pressing procedures can be seen in the (Ref 22,23,23). The measured relative density (RD) of warm-pressed and hot-pressed Ti-5553 swarf were higher than 65 and 97% of theoretical density, respectively. The Ti-5553 billets heat-treatments were conducted in the muffle furnace, and the conditions of heat treatment are exhibited in Table 1.

Ti-5553 chips, green compact, and hot-pressed billet: (a) appearances of Ti-5553 swarf; (b) thickness of Ti-5553 swarf; (c) microstructure of Ti-5553 swarf; (d) 500 ºC warm-pressed green compact, ϕ56mm×26mm; (e) hot-pressed billet, ϕ58mm×16mm; (f) schematic showing the location of hot-pressed OM samples
2.2 Experimental Methods
Microstructural characterization and phase analysis of Ti-5553 alloys were using an Olympus BX60F5 microscope (OM) and a Hitachi S4700 scanning electron microscope (SEM). The samples for OM and SEM microstructure observations were ground (SiC paper), polished (silica gel), and etched with Kroll solution (6 ml HNO3, 2 ml HF and 92 ml distilled water). The size and volume fraction of α precipitations were calculated by Image-Pro Plus software using SEM micrographs.
Dog-bone-shaped tensile specimens (Fig. 2a) were prepared from the hot-pressed and heat-treated Ti-5553 alloy billets, and the location of test specimens is shown in Fig. 2(b). Tensile testing and three-point bending testing were performed using an Instron 33R4204 testing machine. The strain rate of tensile testing was 10-4 s-1. The bending strengths were determined using the equation σ = 3PL/2bh2, where σ is the bending strength (MPa); P, the load (N); L, the span length (mm); b, the specimen width (mm); and h, the specimen thickness (mm). The three-point bending specimens were L = 20 mm, b = 5 mm, and h = 2 mm.

(a) Dimensional drawing of the tensile testing specimen; (b) the location of tensile and three-point bending specimens
3 Results and Discussion
3.1 Microstructure Characterization
The microstructure of the hot-pressed Ti-5553 alloy is shown in Fig. 3 (reference for the various location for OM investigations can be found in Fig. 1f). The micrographs captured from the center of hot-pressed Ti-5553 billet indicated that the material is composed of coarse equiaxed β phase where size of the equiaxed β grains varies between 100 to 1000 μm in Fig. 3(d-f). However, prior-swarf boundaries and defects (pores and voids) can be seen at the top and bottom of the billet. The α phase in the swarf is completed transformation β phase, due to the hot-pressed holding temperature is 1250 -1300 ºC above the transformation temperature of β phase (Ref 24,25,25). As shown in Fig. 3(a-c and g-i, respectively), it is seen the prior-swarf boundaries and defects (pores and voids) present near the top and bottom of the billet. The defected layer present at the bottom of the billet (2.16-2.84 mm) is relatively thick compared to the top layer (1.12-2.13 mm) providing an overall disparity in relative density distribution from the center to the edge. This is mainly due to variation in pressure distribution resulting from single punch uniaxial hot pressing process and deviation in heat dissipation rate, i.e., the bottom of the billet was touching the die surface first and hence higher heat dissipation than the top.

Optical microstructures showing the hot-pressed Ti-5553 alloy (Fig.1f show the location of hot-pressed OM samples).
After hot pressing, the swarf boundaries are disappearing or form continuous grain boundaries around individual grains. The process of formation grain boundaries can be divided into two-stage as illustrated by the schematic shown in Fig. 4. As shown in Fig. 4(a), part of the swarf surfaces contact with each other, but most still have gaps after warm-pressed. Due to the diffusion-reaction during the heating process, the holding temperature above 1250 ºC and holding at the temperature for 10-15 min that a part of swarf interface disappearing and still have a gap between two individual swarf (Fig. 4b) as observed by Yang et al. in (Ref 20). After the heating process, the plastic deformation resulting from uniaxial pressure of 400 MPa (during hot pressing) provides opportunity to remove the gaps and helps to join the swarf to create the grains with regular grain boundaries as shown in Fig. 4(c). Furthermore, the existence of oxide film on the swarf surface (after machining) (Ref 9, 26) would complicate the merging of the interface between the two neighboring swarfs. The oxide film can be completely dissolved in the swarf at high temperature (Ref 27) and/or large plastic deformation (Ref 22). Thus, we can speculate that the oxide film of the swarf at top and bottom surfaces and nearby positions of the swarf compact can not completely be dissolved in the swarf compact due to the heavy chilling effect and low plastic deformation induced. This is also a reason cause a large number of pores are observed at the top and bottom parts of the hot-pressed swarf billets (Fig. 3a-c and g-h).

Schematic illustration of the hot pressing process: (a) warm-pressed; (b) heating stage; (c) hot pressing stage
The microstructures of hot-pressed and heat-treated Ti-5553 alloys are shown in Fig. 5. The microstructure of hot-pressed is composed of equiaxed β grains in Fig. 5(a). Different sizes and morphology of α phase precipitates are precipitation from the β matrix after different aging temperatures and different aging time. Fig. 5(b-g) shows the SEM micrographs of the hot-pressed samples after aging at a series of temperatures (600, 700 and 750 ºC) for 1 h. From Table 2, it is clear that changing the aging temperature from 600 to 750 ºC, the proportion of the α phase is increasing from 9.8 ± 3.7 to 33.8±4.2 %, and the microstructure of α precipitation is getting larger and coarser (see Fig. 5 b, d and f). Aging at 600 ºC for 1 h, the acicular α particles are about 0.04-0.1 μm in width and 0.2-0.6 μm in length and globular α particles are less than 0.2 μm. A high magnification investigation of microstructure resulting from HT-700 ºC/1 h/ AC shows that includes acicular and globular α phase precipitations with a length of less than 1.5 μm and a thickness of less than 300 nm. Similarly, after HT-750 ºC/1 h/AC, the more globular α phase is precipitated from the β matrix with a dimension less than 1.5 μm. This is because the α phase is not very stable at a higher temperature and tended to be coarsened according to the lamellar globularisation mechanism, so the precipitates of α phase aging at 750 ºC were much thicker and coarser than the alloy heat-treated at 700 ºC (Ref 28,29,30).

SEM images showing the microstructures of hot-pressed Ti-5553 alloy and heat-treated Ti-5553 alloys: (a) hot-pressed; (b, c) HT-600 ºC/1 h/AC; (d, e) HT-700 ºC/1 h/AC; (f, g) HT-750 ºC/1 h/AC; (h, i) HT-600 ºC/4 h/AC; (j, k) HT-600 ºC/4 h/AC+700 ºC/0.5 h/AC
Aging at 600 ºC for 4 h, the acicular α particles are about 0.1 μm in width and 0.2-1.5 μm in length, and the proportion of the α phase is increasing from 9.8 ± 3.7 to 30.7 ± 8.8 % with aging time prolong from 1 h to 4 h. Compared to aging at 700 ºC for 1 h and 750 ºC for 1 h, the aging at 600 ºC for 4 h followed by 700 ºC for 0.5 h has more fine α particle size and a little more volume fraction of α phase. Aging temperature and time have a strong influence on the size and shape of α precipitations within the β titanium alloys (Ref 25, 31,32,33). Generally, the lower aging temperature generates finer and more numerous precipitates of α phase within the β matrix, which are very critical to improve the strength of resulting material (Ref 34,35,35).
3.2 Mechanical Properties
The room-temperature tensile and three-point bend test results of hot-pressed and heat-treated Ti-5553 alloy can be found in Fig. 6 and 7. It is very apparent that the aging time and temperature have a significant influence on both tensile and three-point bending properties (refer to Table 3). As hot-pressed Ti-5553 alloy has a UTS of 675 ± 12 MPa, a ductility of 0.98 ± 0.04%, and bending strength of 1181 ± 28 MPa mainly due to the presence of larger equiaxed β grains as shown previously in Fig. 3. After aging at 600 ºC for 1 h (HT-600 ºC/1 h/AC), the mechanical properties of the resulting material have been significantly improved with UTS values of 1285 ± 14 MPa, ductility of 1.16 ± 0.04%, and bending strength of 1983 ± 20 MPa. The comparison as processed and this heat-treated material clearly illustrate that formation of α phase precipitates had a positive effect on strength and ductility (Ref 31, 36). This is mainly due to interaction between α/β interfaces and dislocation motion. The phases α precipitates are generally harder than the β matrix (Ref 25, 28) and therefore, these can act as obstacle for dislocation motions resulting in significant increase in strength.

Room-temperature tensile curves of hot-pressed and heat-treated Ti-5553 alloys

Room-temperature three-point bending curves of hot-pressed and heat-treated Ti-5553 alloys
Aging of Ti-5553 at 700 ºC for 1 h (HT-700 ºC/1 h/AC) results in improvement of the ductility to 1.74 ± 0.02% whereas YS and UTS (1190 ± 10 MPa and 1205 ± 20 MPa, respectively) remained better compared to as processed material. It seems that coarsening of acicular α phase is reducing the strength of the material. This effect is more pronounced in HT-750 ºC/1 h/AC case where presence of more globular α phase morphology (with average size 1.5 μm) had provided more inferior tensile properties (UTS of 1068 ± 10 MPa, ductility of 1.08 ± 0.04%). In terms of bending strength, both of these aging treatments have provided relatively superior values in the range of 2124-2298MPa. This confirms that although presence of coarse microstructure is detrimental for tensile strength, it can still have a positive effect on ductility and bending strength.
The tensile properties attained from material exposed to prolonged aging at 600 ºC for 4h (HT-600 ºC/4 h/AC) have shown very high strengths but no ductility (final break is in the linear elastic region). This is due to the presence of relatively fine α precipitates (length < 1 μm and thickness < 100 nm), which are becoming effective barriers for dislocations but diminishing toughness or lowering bending strength compared to other heat-treated materials. According to the Hall-Petch relationship, the small grain size is to increase the strength (Ref 37,38,38), this idea is fully applicable in the case of fine α precipitates. The double-aging heat treatment (HT-600 ºC/4 h+700 ºC/0.5 h/AC) is the most effective treatment as it significantly improves YS (1390 ± 20 MPa), UTS (1425 ± 12 MPa), ductility (2.47 ± 0.07%) as well as bending strength (2565 ± 35 MPa) compared to all other cases. The idea of double-aging heat treatment was to have a lot of relatively fine α precipitates during the first aging stage leading to controlled growth during a short time at higher temperature. The optimized size and shape of the α phase attained in this manner are contributed to the superior mechanical properties. Here, overall strengthening mechanism is still the same as earlier described, i.e., α/β interfaces are pinning the movement of the dislocations (Ref 37, 39). But overall more dislocations are activating or accumulating through slipping and shearing mechanisms, leading to improved ductility (Ref 40,41,41). Overall, it can be concluded that the volume fraction of the α phase, the size, and shape of the α precipitates have a strong influence on the properties of swarf consolidated Ti-5553 alloy.
The fracture surfaces of hot-pressed and heat-treated Ti-5553 tensile specimens are shown in Fig 8. It is very apparent that the type of fracture features present on the broken surfaces (such as cleavage or dimples) are clearly related to the level of mechanical properties achieved in this study. In hot-pressed specimen, entire fracture surface is consists of cleavage facet and river-like pattern confirming overall mode of failure is brittle (see Fig. 8a). For low-temperature (at 600 ºC) aging conditions presence of cleavage facet, secondary crack, river-like pattern and tear ridges is very evident from Fig. 8(b, e). Only aging at 700 ºC for 1 h and double-aging (HT-600 ºC/4 h+700 ºC/0.5 h/AC) conditions have provided some indication of mixed-mode fracture. In these two cases, some ductile dimple and cleavage facet co-existed highlighting the fact that ductility values were relatively higher than all the other cases.

SEM fracture morphology of hot-pressed and heat-treated Ti-5553 alloys: (a) hot-pressed; (b) HT-600 ºC/1 h/AC; (c) HT-700 ºC/1 h/AC; (d) HT-750 ºC/1 h/AC; (e) HT-600 ºC/4 h/AC; (f) HT-600 ºC/4 h+700 ºC/0.5 h/AC
In summary, it can be stated that compared to both pure Ti and Ti-6Al-4V alloy, Ti-5553 alloy has higher strength and lower ductility which raises more challenges during recycling of Ti-5553 swarf. In this study, the machining swarf-Ti-5553 alloy was fabricated by hot pressing and the strength and ductility have significantly improved after heat treatment. This demonstrates the hot pressing is a viable processing route for the recycling of Ti-5553 swarf. Fig 9. shows a comparison of UTS and ductility attained in this study with those given in the literature for standard Ti-5553 alloy produced via well-established conventional fabrication methods (23, 37, 42,43,44,45,46). In general, it is clear that best strength/ductility balance found in this study is comparable with few traditional processing routes. The main advantage of consolidation of Ti-5553 alloy swarf via hot pressing route followed by double-aging heat treatment is obtaining superior UTS. For UTS comparison, data attained in this study is higher than all the processing routes except two (PM + extrusion + aging and Ingot + hot forging + ST + aging conditions).

Comparison of tensile strength and ductility of swarf Ti-5553 alloy in this study with Ti-5553 alloys fabricated by other approaches. (Powder metallurgy, PM; Ingot metallurgy, IM; Selective laser melting, SLM; Solution treatment, ST; High-pressure torsion deformed, HPTed)
4 Conclusions
Machining swarf of Ti-5553 alloy was successfully recycled by hot pressing, and effect of aging temperature and aging time on microstructure and mechanical properties is reported. It is very apparent that after hot pressing, double-aging treatment (HT-600 ºC/4 h+700 ºC/0.5 h) provides optimized microstructure composing of desirable shape, size and proportion of the α phase precipitates. In terms of mechanical properties, as processed hot-pressed alloy has a UTS of 675 ± 12 MPa, a ductility of 0.98 ± 0.04%, and bending strength of 1181±28 MPa. These properties has been significantly improved to 1390 ± 20 MPa, 1425 ± 12 MPa, 2.47 ± 0.07%, and 2565 ± 35 MPa, respectively, after double-aging heat treatment. This demonstrated that the hot pressing is a possible process to recycle high-strength beta titanium swarfs to cost-effectively fabricate a near-beta titanium material with acceptable properties for engineering applications.
Data Availability
All data generated or analyzed during this study are included in this manuscript.
Reference
R.R. Boyer, An Overview on the use of Titanium in the Aerospace Industry, Mater. Sci. Eng. A, 1996, 213(1–2), p 103–114.
M. Peters, J. Kumpfert, C.H. Ward and C. Leyens, Titanium Alloys for Aerospace Applications, Adv. Eng. Mater, 2003, 5(6), p 419–427.
D. Banerjee and J.C. Williams, Perspectives on Titanium Science and Technology, Acta Mater., 2013, 61(3), p 844–879.
R. Prakash Kolli and A. Devaraj, A Review of Metastable Beta Titanium Alloys, Metals, 2018, 8(7), p 506.
S.L. Nyakana, J.C. Fanning and R.R. Boyer, Quick Reference Guide for β Titanium Alloys in the 00s, J. Mater. Eng. Perform., 2005, 14, p 799–811.
R.R. Boyer and R.D. Briggs, The Use of β Titanium Alloys in the Aerospace Industry, J. Mater. Eng. Perform., 2005, 14, p 681–685.
Z.Z. Fang, J.D. Paramore, P. Sun, K.S. Ravi Chandran, Y. Zhang, Y. Xia, F. Cao, M. Koopman and M. Free, Powder Metallurgy of Titanium – Past, Present, and Future, Int. Mater. Rev., 2017, 63(7), p 407–459.
N.S. Weston and M. Jackson, FAST-forge of Titanium Alloy Swarf: A Solid-State Closed-Loop Recycling Approach for Aerospace Machining Waste, Metals, 2020, 10(2), p 296.
D.T. McDonald, E.W. Lui, S. Palanisamy, M.S. Dargusch and K. Xia, Achieving Superior Strength and Ductility in Ti-6Al-4V Recycled from Machining Chips by Equal Channel Angular Pressing, Metall. Mater. Trans. A, 2014, 45, p 4089–4102.
O. Takeda and T.H. Okabe, Current Status of Titanium Recycling and Related Technologies, JOM, 2018, 71, p 1981–1990.
A.-W. El-Morsy, Microstructural Characterization of Ti–6Al–4V Machining Chips After Remelting and Severe Deformation, Mater. Des., 2009, 30(5), p 1825–1829.
B.B. Wan, W.P. Chen, T.W. Lu, F.F. Liu, Z.F. Jiang and M.D. Mao, Review of Solid State Recycling of Aluminum Chips, Resour. Conserv. Recy., 2017, 125, p 37–47.
S. Shamsudin, M.A. Lajis and Z.W. Zhong, Solid-State Recycling of Light Metals: A Review, Adv. Mech. Eng., 2016, 8, p 1–23.
P. Luo, H. Xie, M. Paladugu, S. Palanisamy, M.S. Dargusch and K. Xia, Recycling of Titanium Machining Chips by Severe Plastic Deformation Consolidation, J. Mater. Sci., 2010, 45, p 4606–4612.
P. Luo, D.T. McDonald, S.M. Zhu, S. Palanisamy, M.S. Dargusch and K. Xia, Analysis of Microstructure and Strengthening in Pure Titanium Recycled from Machining Chips by Equal Channel Angular Pressing Using Electron Backscatter Diffraction, Mater. Sci. Eng. A, 2012, 538, p 252–258.
E.W. Lui, S. Palanisamy, M.S. Dargusch and K. Xia, Effects of Chip Conditions on the Solid State Recycling of Ti-6Al-4V Machining Chips, J. Mater. Process. Techn., 2016, 238, p 297–304.
Q. Shi, Y.Y. Tse and R.L. Higginson, Effects of Processing Parameters on Relative Density, Microhardness and Microstructure of Recycled Ti–6Al–4V from Machining Chips Produced by Equal Channel Angular Pressing, Mater. Sci. Eng. A, 2016, 651, p 248–258.
Y.S. Qi, I.B. Timokhina, A. Shekhter, K. Sharp and R. Lapovok, Optimization of Upcycling of Ti-6Al-4V Swarf, J. Mater. Process. Techn., 2018, 255, p 853–864.
K. Topolski, W. Bochniak, M. Łagoda, P. Ostachowski and H. Garbacz, Structure and Properties of Titanium Produced by a New Method of Chip Recycling, J. Mater. Process. Techn., 2017, 248, p 80–91.
F. Yang, Z.Q. Pi, Q.Y. Zhao, S. Raynova, Q. Liu, K. Sharp, M. Brandt, L. Bolzoni and M. Qian, Strong and Ductile Ti-6Al-4V Alloy Produced by Hot Pressing of Ti-6Al-4V Swarf, JOM, 2019, 71, p 1056–1061.
Q.Y. Zhao, Z.Q. Pi, X. Lu, Y.D. Qu, L. Bolzoni and F. Yang, Superior strength-ductility balance in hot pressed swarf-Ti-6Al–4V alloy, Mater. Sci. Eng. A, 2020, 788, p 139574.
F. Yang and B. Gabbitas, Feasibility of Producing Ti-6Al-4V Alloy for Engineering Application by Powder Compact Extrusion of Blended Elemental Powder Mixtures, J. Alloy. Compd., 2017, 695, p 1455–1461.
F. Yang, S. Raynova, A.J. Singh, Q.Y. Zhao, C. Romero and L. Bolzoni, Producing High-Quality Titanium Alloy by a Cost-Effective Route Combining Fast Heating and Hot Processing, JOM, 2018, 70, p 632–637.
Q.Y. Zhao, F. Yang, R. Torrens and L. Bolzoni, Allotropic Phase Transformation and High-Temperature Tensile Deformation Behaviour of Powder Metallurgy Ti-5553 Alloy, Int. J. Refract. Met. H., 2020, 90, p 105235.
B.Z. Jiang, S. Emura and K. Tsuchiya, Microstructural Evolution and its Effect on the Mechanical Behavior of Ti-5Al-5Mo-5V-3Cr Alloy During Aging, Mater. Sci. Eng. A, 2018, 731, p 239–248.
P. Luo, D.T. McDonald, W. Xu, S. Palanisamy, M.S. Dargusch and K. Xia, A Modified Hall-Petch Relationship in Ultrafine-Grained Titanium Recycled from Chips by Equal Channel Angular Pressing, Scr. Mater., 2012, 66, p 785–788.
J.L. Murray and H.A. Wriedt, The O−Ti (Oxygen-Titanium) System, J. Phase Equilib., 1987, 8, p 148–165.
F. Yang, B. Gabbitas, M. Dore, A. Ogereau, S. Raynova and L. Bolzoni, On Microstructural Evolution and Mechanical Properties of Ti-5Al-5V-5Mo-3Cr Alloy Synthesised from Elemental Powder Mixtures, Mater. Chem. Phys., 2018, 211, p 406–413.
S. Zherebtsov, M. Murzinova, G. Salishchev and S.L. Semiatin, Spheroidization of the Lamellar Microstructure in Ti–6Al–4V Alloy During Warm Deformation and Annealing, Acta Mater., 2011, 59, p 4138–4150.
S.L. Semiatin, N. Stefansson and R.D. Doherty, Prediction of the Kinetics of Static Globularization of Ti-6Al-4V, Metall. Mater. Trans. A, 2005, 36, p 1372–1376.
S. Shekhar, R. Sarkar, S.K. Kar and A. Bhattacharjee, Effect of Solution Treatment and Aging on Microstructure and Tensile Properties of High Strength β Titanium Alloy, Ti–5Al–5V–5Mo–3Cr, Mater. Des., 2015, 66, p 596–610.
V.C. Opini, C.A.F. Salvador, K.N. Campo, E.S.N. Lopes, R.R. Chaves and R. Caram, α Phase Precipitation and Mechanical Properties of Nb-Modified Ti-5553 Alloy, Mater. Sci. Eng. A, 2016, 670, p 112–121.
C.A.F. Salvador, V.C. Opini, M.G. Mello and R. Caram, Effects of Double-Aging Heat-treatments on the Microstructure and Mechanical Behavior of an Nb-Modified Ti-5553 Alloy, Mater. Sci. Eng. A, 2019, 743, p 716–725.
D. Kent, G. Wang, W. Wang and M.S. Dargusch, Influence of Ageing Temperature and Heating Rate on the Properties and Microstructure of β Ti Alloy, Ti–6Cr–5Mo–5V–4Al, Mater. Sci. Eng. A, 2012, 531, p 98–106.
O.M. Ivasishin, P.E. Markovsky, S.L. Semiatin and C.H. Ward, Aging Response of Coarse- and Fine-Grained β Titanium Alloys, Mater. Sci. Eng. A, 2005, 405, p 296–305.
N. Jones, R. Dashwood, M. Jackson and D. Dye, Development of Chevron-Shaped α Precipitates in Ti–5Al–5Mo–5V–3Cr, Scr. Mater., 2009, 60(7), p 571–573.
D.Y. Qin, Y.L. Li, S.Y. Zhang and L. Zhou, On the Tensile Embrittlement of Lamellar Ti–5Al–5V–5Mo–3Cr Alloy, J. Alloy. Compd., 2016, 663, p 581–593.
Z.X. Du, S.L. Xiao, L. Xu, J. Tian, F.T. Kong and Y.Y. Chen, Effect of Heat Treatment on Microstructure and Mechanical Properties of a New β High Strength Titanium Alloy, Mater. Des., 2014, 55, p 183–190.
S.K. Kar, A. Ghosh, N. Fulzele and A. Bhattacharjee, Quantitative Microstructural Characterization of a Near Beta Ti Alloy, Ti-5553 Under Different Processing Conditions, Mater. Charact., 2013, 81, p 37–48.
S. Sadeghpour, S.M. Abbasi, M. Morakabati and S. Bruschi, Correlation Between Alpha Phase Morphology and Tensile Properties of a New Beta Titanium Alloy, Mater. Des., 2017, 121, p 24–35.
C. Huang, Y. Zhao, S. Xin, W. Zhou, Q. Li and W. Zeng, Effect of Microstructure on Tensile Properties of Ti–5Al–5Mo–5V–3Cr–1Zr Alloy, J. Alloy. Compd., 2017, 693, p 582–591.
Q.Y. Zhao, F. Yang, R. Torrens and L. Bolzoni, PM versus IM Ti-5Al-5V-5Mo-3Cr Alloy in Mechanical Properties and Fracture Behaviour, Mater. Res., 2019, 22(2), p 20180739.
M. Sen, S. Suman, T. Banerjee, A. Bhattacharjee and S.K. Kar, Tensile Deformation Mechanism and Failure Mode of Different Microstructures in Ti-5Al-5Mo-5V-3Cr Alloy, Mater. Sci. Eng. A, 2019, 753, p 156–167.
H.D. Carlton, K.D. Klein and J.W. Elmer, Evolution of Microstructure and Mechanical Properties of Selective Laser Melted Ti-5Al-5V-5Mo-3Cr after Heat Treatments, Sci. Techn. Weld. Joi., 2019, 24(5), p 465–473.
B. Jiang, S. Emura and K. Tsuchiya, Improvement of Ductility in Ti-5Al-5Mo-5V-3Cr Alloy by Network-Like Precipitation of Blocky α Phase, Mater. Sci. Eng. A, 2018, 722, p 129–135.
P. Manda, R.M. Samudrala, M.K. Mohan and A.K. Singh, Microstructure, Texture, and Mechanical Properties of β Solution-Treated and Aged Metastable β Titanium Alloy, Ti-5Al-5Mo-5V-3Cr, Metall. Mater. Tran. A, 2017, 48, p 4539–4552.
Acknowledgments
Not applicable
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. No funding was received for this research work.
Author information
Authors and Affiliations
Contributions
Y. C. Guo: Writing - original draft, Investigation, Formal analysis; P. Genelot, Investigation, Data Acquiring, A. P. Singh: Writing - Review & Editing, L. Bolzoni: Methodology; Y. D. Qu, Methodology, H. C. Kou: Resource, Methodology, J. P. Lin: Supervision, Writing - Review & Editing, F. Yang: Conceptualization, Methodology, Investigation, Writing - Review & Editing, Supervision.
Corresponding author
Ethics declarations
Conflict of interest
No competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Guo, Y., Genelot, P., Singh, A.P. et al. High-Strength Near-Beta Titanium Alloy Fabricated by Direct Hot Pressing of the Machining Swarf. J. of Materi Eng and Perform 31, 8619–8629 (2022). https://doi.org/10.1007/s11665-022-06846-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06846-w