
Abstract
This paper presents experimental results and finite element analysis of hot upsetting of titanium alloys Ti64 and Ti407 using a dilatometer in loading mode. All samples showed barrelling, as a consequence of an inhomogeneous temperature distribution and friction. The FE analysis is a full thermomechanical model of the test calibrated using multiple thermocouples. At each nominal temperature and strain rate, the true flow stress–strain response is inferred using the difference between the initially assumed constitutive response input to the FE analysis, \(\sigma =f\left(T,\dot{\varepsilon },\varepsilon \right)\), and the predicted response of the model. The analysis applies new procedures for: (1) modeling the thermal gradient; (2) finding the flow stress correction due to the inhomogeneity, using literature data as the input to the FE analysis; and (3) smoothing the constitutive data, fitting empirical \(\sigma =f\left(T,\dot{\varepsilon }\right)\) surfaces at multiple discrete strains. The extracted true constitutive data confirm the moderate strain-softening behavior in Ti64 alloy, and the FE model predicts the distribution of local deformation conditions, for application in interpretation of microstructure and texture evolution. This highlights the difference between nominal and actual test conditions, showing that the discrepancy varies systematically with test conditions, with the central strain and strain rate being magnified significantly, by factors of order 2–3.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
It is well established that process modeling is central to hot forming of industrial alloys, to optimize processing parameters while simultaneously managing the inhomogeneity of microstructure and properties. α-β Ti alloys present a particular challenge, due to the complex evolution of their two-phase microstructure and texture at high temperatures. To minimize development costs, forging processes are conventionally simulated by laboratory-scale uniaxial compression testing over a matrix of (nominally constant) temperature and strain rate conditions. Hot uniaxial compression testing has well-known limitations: It is impossible to eliminate friction altogether, while heat loss at the platens, combined with adiabatic heating at higher strain rates, leads to temperature gradients. Some of these effects can be minimized with larger samples, heated platens and improved lubrication, but this requires more material and specialized testing rigs with furnaces and large thermal mass, which can limit testing throughput to a few tests per day. A popular alternative is to use a machine with active heating, via resistance or induction, like a Gleeble or a dilatometer in loading mode. In these systems, temperature and deformation heterogeneity may be more severe, but the small scale of the dilatometer offers a faster turnaround so that many more tests and conditions can be studied, with good control over heating rates and test temperatures. In order to use this high-throughput instrument as a thermomechanical simulator for validation of models of microstructure evolution, it is necessary to determine the spatial and temporal variations of temperature, strain rate and strain within the samples during testing. In this study, finite element modeling is used to model the dilatometer testing of two α-β titanium alloys, in order to: (a) extract the constitutive response of the alloys; (b) predict the local deformation histories within the sample, to feed forward into the prediction of microstructure.
1.1 Hot Testing of Ti Alloys
Hot uniaxial upsetting is a common test method to measure the constitutive response and to understand processing–structure–property relationships of engineering alloys. In Ti alloys, Ti-6Al-4V (Ti64) dominates, being widely used in aerospace for its high strength-to-weight ratio, fracture toughness, corrosion resistance, notably at elevated temperatures. Ti407 is a novel alloy, developed as an alternative to Ti64 with increased ductility and reduced strength, to improve machinability and formability while retaining similar toughness characteristics (Ref 1).
α-β alloys Ti64 and Ti407, and other alloys that consist of two ductile phases, deform heterogeneously. Consequently, the plastic properties of the alloy and the inhomogeneous distribution of strain are complex and depend on a number of factors, including chemical composition of the phases, their volume fraction, grain morphology and texture (Ref 2). Among the key aspects of thermomechanical testing in Ti64 is strain softening, typically exhibited by flow stress–strain curves from compression testing. This has been attributed to two very different causes—adiabatic heating during testing and microstructure evolution (Ref 3)—and so an important goal of modeling the tests themselves is to decouple these effects.
All thermomechanical analysis of hot deformation needs constitutive data relating the stress with temperature, strain rate and strain. However, there is a degree of circularity in the problem, in that the accuracy of any model that predicts the spatial variation in deformation conditions relies on the constitutive data used as the input—but this in itself may be derived from the experimental data. This is a particular challenge in complex two-phase alloys such as Ti64, where significant microstructural variation may occur within the same alloy designation, due to prior process histories. As a result, a pragmatic approach to selecting constitutive data for forging simulations in Ti alloys is often to use a phenomenological model or raw data directly, instead of a constitutive equation based on physical deformation mechanisms (Ref 4). These are often limited to a narrow range of conditions, for example, relevant in particular to superplastic forming. The approach used to capture the constitutive data in the present work is discussed in Section 2.
1.2 Hot Upsetting with a Dilatometer
This paper investigates small-scale hot compression tests using a dilatometer DIL 805A/T/D in loading mode. It is more common in the literature to see the application of larger thermomechanical simulators such as a Gleeble Hydrawedge and Servotest TMTS. A follow-up study will report a direct comparison between the three machines, for hot compression tests on Ti64 titanium alloy, in particular highlighting the significant differences in spatial internal deformation histories for tests under nominally identical temperature and strain rate (Ref 5). The DIL 805 A/D/T Dilatometer has more limited capacity than a Gleeble system, especially in terms of maximum load and heating rates, but it offers a comparable range of strain rates and maximum temperature. Since the dilatometer is designed to measure volume changes caused by phase transformations and thermal expansion, it provides good temperature control (using induction heating and helium gas cooling) and precision length measurement, making it suitable for performing repeatable upsetting tests on a small scale (Ref 6).
Although most published work on hot compression of titanium alloys presents tests conducted on Gleeble Thermomechanical Simulators, several authors have used dilatometers for hot upsetting of Ti alloys, predominantly employing variants of the DIL 805 machine, under vacuum or a helium atmosphere. Most of the work is on Ti64 (Ref 7,8,9,10), but other Ti alloys include Ti–6Al–6V–2Sn (Ref 11), Ti-5Al-5V-5Mo-3Cr (Ref 12), Ti-10V-1Fe-3Al and Ti-10V-2Cr-3Al (Ref 13), eutectic Ti-32.5Fe alloy (Ref 14), titanium-based martensitic 23A, 5VA and PT3V alloys (Ref 15) and other alloys (Ref 16). Most authors used the standard cylindrical sample size of Φ5mm×10mm in length—a higher aspect ratio than the more common value of 1.5, but buckling is not found to be a problem. In several studies, the strain rates spanned practically the entire range provided by DIL 805 (0.001-20s-1), with test temperatures in almost all cases limited to the alpha–beta transition region, and final true strains typically between 0.3 and 0.8. Some authors report the use of molybdenum sheets inserted between the sample and platens—a technique used in the current work—to limit the temperature inhomogeneity in the sample. The dilatometer is also convenient for conducting heat treatments in situ, before and after the upsetting. Notably, a few studies have been carried out in situ with high-energy synchrotron x-ray diffraction (HEXRD) during compression testing, aiming to capture the continuous evolution of the microstructure (Ref 7, 8, 11, 12).
1.3 Barrelling and Flow Stress Correction Procedures
In ideal uniform compression, the sample remains cylindrical, with homogeneous temperature, strain rate and strain. In reality, some degree of inhomogeneous deformation and sample barrelling is inevitable, due to friction between sample and platens, and a temperature gradient due to plastic heat dissipation and losses to the platens. Some authors disregard barreling, by following practical guidance to limit it to a level that is considered to be negligible, for example, by limiting the maximum temperature deviation from nominal (Ref 17).
If barrelling cannot be avoided by careful design of experiments, ‘modeling the test’ is necessary, leading to the circularity in constitutive data discussed above. To account for non-uniform deformation and barrelling, a number of authors have proposed correction methods for \(\sigma \left(\varepsilon \right)\) data obtained from hot upsetting—these were recently reviewed by the authors in connection with a dilatometer study on hot compression of ZrNb alloys (Ref 18). For example, Li et al. (Ref 19,20,21) and Monajati et al. (Ref [22]) used simple analytical formulae to correct stress from hot compression tests for friction and an average temperature rise to adiabatic heating. FE models have also been used to derive analytical formulations for correcting stress; for example, Oh et al. (Ref 23) and Goetz and Semiatin (Ref 24) calculated an adiabatic correction factor, while Li et al. (Ref 25) proposed a formula to compensate for friction. Similar challenges were found in recent work by Levkulich et al. (Ref 26) for plane strain transverse hot compression of Ti64 cylinders. In this analysis, friction and heat transfer parameters were chosen to match the load–displacement data, but the authors also state that the flow stress data were ‘extrapolated to high strain and tuned’ to fit the load–displacement data. So it is unclear how the procedure decouples the effects of spatial inhomogeneity from uncertainty in the constitutive data, and it is not possible to adopt or replicate the analysis.
To improve the corrections for barrelling, several authors applied FE models in iterative procedures, updating the input \(\sigma \left(\varepsilon \right)\) sequentially (Ref 27, 2829). Various criteria were proposed for comparing the predicted and measured force–displacement \(F\left(u\right)\) curves until these converged to an acceptable level—for example, a fractional error \({F}_{test}\left(u\right)/{F}_{FE}\left(u\right)\), or minimizing a target objective function of squared differences. Wang et al. (Ref 30) applied a method similar to that applied here (see Section 2), but without accounting for the temperature gradient. In recent work by Xiao et al. (Ref 31), the flow stress obtained from uniaxial compression of titanium alloy TA15 was corrected for temperature gradient, via a coefficient that depended on the sample cross-sectional area at a given instant.
The small-scale dilatometer tests show significant inhomogeneity, and so the aim of this work is to develop a complete FE simulation of the test that captures the effects of friction and the evolving temperature gradient, without resorting to empirical correction factors, but with the result being a true constitutive response that is self-consistent with all of the experimental data. Such a methodology was proposed for hot dilatometer testing of ZrNb alloys (Ref 18, 32) but only as a proof of concept, since in that work the temperature gradient had to be assumed as constant. By increasing the instrumentation with thermocouples along the sample length, it is now possible to calibrate a thermal model for the evolution of the temperature gradient, applied here in the context of hot compression of Ti alloys. This enables both correction of the constitutive data and prediction of the local deformation conditions, for the purposes of interpreting and modeling microstructure evolution.
2 Strategy for Handling Deformation Inhomogeneity
2.1 Modeling Problem and Strategy
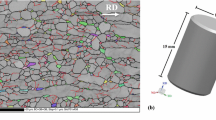
The familiar problem of barrelling is illustrated in Fig. 1, comparing the shapes of an ‘ideal’ sample deformed in frictionless, homogeneous compression with that of a real sample with interface friction and inhomogeneous temperature. The temperature gradient has two main sources: heat conduction to cold platens and plastic dissipation localized to the center of the workpiece (due to the formation of ‘dead metal zones’). For the ideal, cylindrical case, the ‘notional’ true stress σ and strain ε are calculated from force and displacement measured using the conventional expressions:

Cylindrical sample in uniaxial compression: (a) original dimensions; (b) ideal homogeneous compression; and (c) real case, showing barrelling, due to friction and a temperature gradient
These ‘notional’ true values, neglecting sample inhomogeneities in temperature, strain and strain rate, should be distinguished from the actual true constitutive response of the material.
Our modeling strategy, to account for inhomogeneity in hot compression using the dilatometer, is outlined in Fig. 2 and consists of four steps: (1) selection of the initial constitutive data (either from the literature, or by fitting and extrapolation of experimental data); (2) FE modeling of hot upsetting; (3) correction of the constitutive data; and (4) validation by re-prediction of the experimental response. This concept was first tested on a series of hot dilatometer tests on a Zr–2.5Nb alloy (Ref 18, 32), an important nuclear alloy in its own right, but also an α-β alloy with parallels to Ti alloys. In this previous work, however, a fixed estimated temperature gradient was imposed, due to the lack of sufficient thermocouple data. So a significant refinement here is the inclusion of a calibrated thermal model for the dilatometer test, presented in Section 4.

Modeling strategy for correcting constitutive data from dilatometer hot compression tests
The numerical procedure used to correct the ‘notional’ true stress–strain curves, following the four steps above, is illustrated in Fig. 3. The first estimate for the constitutive response, \(\sigma = f\left( {T,\dot \varepsilon ,\varepsilon } \right)\), is input to the FE analysis, predicting the force–displacement \(F\left( u \right)\) curves for all nominal test conditions, including friction and the non-uniform temperature field. The predicted \(F\left( u \right)\) is converted to notional true \(\sigma \left( \varepsilon \right)\), and at several discrete strains, the offset in stress \(\Delta \sigma = f\left( {T,\dot \varepsilon } \right)\) is evaluated (Fig. 3a). This offset \(\Delta \sigma\) is subtracted from the original notional true stress–strain curves from the experiments, to give a corrected constitutive dataset, \(\sigma = f\left( {T,\dot \varepsilon ,\varepsilon } \right)\). Validation is conducted by repeating the FE analysis with the corrected data as input, comparing the predicted and measured experimental response (Fig. 3b).

Method for correction and validation of true stress–strain response
In the previous work on ZrNb alloy (Ref 18), an extensive raw experimental dataset (suitably smoothed) was used as the constitutive input to the FE model. In the present work, alternatives were explored, discussed further below.
2.2 Selection of the Initial Constitutive Data
As noted in Fig. 2, the initial constitutive data can come from one of two sources: from published sources, or raw (uncorrected) data from the experiments themselves. The initial constitutive data input to the FE model needs to be reasonably close to the actual response for the alloy under test, to capture the first-order influences of inhomogeneous deformation conditions. The correction will scale with the absolute level of material flow stress and will depend on temperature, strain rate and strain, as the experimental load–displacement response is an aggregate of the deformation over internal gradients in both \(T\) and \(\dot{\varepsilon }\). For common alloys such as Ti64, extensive constitutive data are readily available in the literature. Any constitutive dataset for a given alloy designation is non-unique, varying from batch to batch due to composition variation within the designation, and processing-related microstructural differences, including texture. But provided the data are broadly similar in form for \(\sigma \left(\varepsilon ,\dot{\varepsilon },T\right)\) and span the domain of the experiments, published data may be used, and this is the approach trialled here for Ti64. For less common alloys, the raw ‘notional’ stress–strain data prior to correction may be used as a first estimate—in this case therefore the ‘FE input’ curve of Fig. 3(a) and the ‘Experiment’ curve of Fig. 3(b) are identical. This was the approach used in the previous work on the Zr-2.5Nb alloy (Ref 18), for which an extensive 8×9 matrix of temperatures and strain rates was available, enabling the nonlinear dependence of the stress correction on temperature and strain rate to be captured empirically. In the present work, this direct use of raw test data as input is trialled on a sparse 3×3 test series on Ti407 alloy, which is desirable to minimize laboratory costs.
2.3 Fitting and Extrapolation of \(\sigma \left(T,\dot{\varepsilon },\varepsilon \right)\)
Regardless of the source of the data (literature or experiment), the data input to the FE analysis must meet two criteria: (1) capturing the nonlinear dependence of flow stress on temperature and strain rate, and its evolution with strain; (2) covering the full domain of deformation conditions experienced in the workpieces. Note that the latter implies a much wider range of conditions than the nominal \(T,\dot{\varepsilon }\) and \(\varepsilon \) of the test series. In the dilatometer, temperatures can range from as much as 100°C below \(T\) nominal close to the platens (which are initially cold), to 50°C above \(T\) nominal at the sample center (due to adiabatic heating, particularly at higher strain rates). Barrelling and deformation inhomogeneity lead to maximum strains and strain rates that exceed the nominal values by factors of order 2–3 (illustrated later), while adjacent to the platens, the formation of dead metal zones leads to strain rate and strain falling to zero. Hence, every test involves strain rates spanning the full range from zero to somewhat above the nominal value. So if the input \(\sigma \left(T,\dot{\varepsilon },\varepsilon \right)\) data are based on the experiments themselves, it will need to be reliably extrapolated in \(T\) and \( \dot{\varepsilon } - \)and indeed, data from the literature may well not include low strain rate quasi-static tests.
Fitting analytical functions to raw experimental data must be done in a robust manner, to manage scatter, and to avoid artifacts, such as negative strain rate sensitivity which is not expected for these alloys in this temperature regime, and which may lead to numerical convergence problems. Common approaches are to fit the data to standard models, such as Zener–Hollomon parameter (Ref 33), Sellars–Tegart (Ref 34) or Johnson–Cook (Ref 35). Commercial codes also contain standard data for common alloys—for example, Levkulich et al. (Ref 26) used the library data in DEFORM (with a degree of unspecified ‘tuning’ to improve the fit to their experiments). For the Ti64 alloy in this work, the initial constitutive data for FE input were taken from Turner et al. (Ref 36). These stress–strain curves were predicted by a model derived from a series of isothermal compression tests and implemented in computer software JMatPro. The model assumed two competing mechanisms for deformation: dislocation glide and dislocation climb (creep-controlled deformation) (Ref 37). This constitutive dataset meets the criteria proposed above for use in the FE model, covering the full domain of temperature and strain rate required; sample data are presented in Section 4. Although this dataset is model-based, it has been adopted successfully in the related ‘hot forming’ application of linear friction welding of Ti64 alloy (Ref 38, 39). A consistency check is also made later in the paper, comparing the JMatPro values with the corrected data from our experiments.
The issues of fitting models such as Sellars–Tegart and Johnson–Cook (and empirical modifications of them) to hot compression data for α–β alloys were discussed in depth for the ZrNb alloy by the current authors (Ref 18, 40). For example, the Johnson–Cook model imposes a separable variable form for the dependence on temperature, strain and strain rate. In contrast, the Sellars–Tegart equation has no strain dependence, and this has been addressed in the literature in a questionable manner by proposing empirical modifications, in which the ‘constants’ are fitted to high-order polynomial functions of strain, including the physically determined activation energy Q and creep exponent n (Ref 41). This flawed approach introduces up to 24 adjustable parameters and generates non-physical artifacts, such as flow stress–strain curves crossing at different strain rates.
The Johnson–Cook and Sellars–Tegart models are widely used and may incorporate a degree of physical basis—for instance, through the activation energy of the Zener–Hollomon parameter. But in two-phase alloys such as Ti64, hot deformation involves the complex evolution of the fractions and textures of the α- and β-phases from a range of initial microstructural states. Attempts have been made to produce mechanical models based on the separate responses of the two phases, combined under assumed states of isostress, isostrain or a self-consistent formulation. For example, Briottet et al. (Ref 42) used this method to extract an aggregate activation energy within a power-law creep model. Semiatin et al. (Ref 43) tested the same three methods of aggregating the power-law creep responses of α- and β-phases in Ti64, notably incorporating a range of initial α fractions prior to deformation, obtained by prior heat treatment. These approaches, and the potential of internal state variable methods for capturing microstructure evolution and its relationship to flow stress, have been reviewed in detail recently by Semiatin (Ref 44). The power of modern experimental techniques (including in situ methods during high-temperature deformation) and crystallographic computational methods now enables detailed understanding of microstructure evolution. The accurate prediction of flow stress directly from the microstructure may ultimately become possible, overcoming some of the limitations of semiempirical constitutive models, such as path dependence in strain and strain rate. But it is impractical and largely unnecessary to implement such high-level models in commercial codes—particularly when experimental measurement of flow stress is relatively straightforward. What is important though is to capture the constitutive response with empirical models of sufficient precision to predict the local history of the deformation conditions within a workpiece, to serve as inputs to predictive models of the microstructure evolution, which is our goal here.
An alternative method to fitting the constitutive data, proposed in (Ref 18), was applied in the current work: The nonlinear flow behavior is captured with a balanced quadratic surface fit, \({\text{log}}\;\sigma = f\left( {T,{\text{log}}\dot \varepsilon } \right)\), fitted at discrete intervals in strain \(\varepsilon\):
where \({c}_{0},\) \({c}_{1},\) \({c}_{2},{c}_{3},{c}_{4}\) and \({c}_{5}\) are constants. Note the use of \(log\left(\dot{\varepsilon }\right)\) to reduce the nonlinearity of the problem, and the use of \(log\left(\sigma \right)\) to avoid extrapolation to physically meaningless negative values of flow stress. It is important to recognise that the purpose here is purely to provide data-smoothing, without over-fitting the data, maintaining computational efficiency and accuracy with a monotonic nonlinear variation in the two dominant factors of strain rate and temperature. The weaker strain dependence is managed by fitting the adjustable parameters in Eq. 2 at discrete values of strain (typically at intervals of 0.05). This is a novel step, since experimental procedures tend to bias analyses toward continuous \(\sigma -\varepsilon \) responses at discrete \(T\) and \(\dot{\varepsilon }\). This approach enables smoothing of the data over the entire experimental domain for a complex two-phase alloy, avoiding the constraint of forcing a single equation to fit (such as Johnson–Cook), or introducing contrived strain dependence in physically defined parameters in the Sellars–Tegart equation, as seen in some cases in the literature (Ref 41). The values of the fitting parameters \({c}_{0}-{c}_{5}\) were each found to vary monotonically with strain, giving confidence that over-fitting has been avoided and that interpolation in strain is robust. It also enables robust extrapolation beyond the limits of the tested domain (including down to low strain rates).
Equation 2 was applied to smooth flow stress data at two points in the analysis, indicated by ‘curve-fit’ in Fig. 2: (1) the experimental data for notional true stress–strain, as input to the FE analysis (to find the flow stress correction in alloy Ti407); (2) the corrected constitutive response, in both alloys. For implementation in Abaqus, the coefficients \({c}_{0}-{c}_{5}\) for each strain were stored in a database, and Eq. (2) was used to generate a numerical lookup table for interpolation of flow stress between discrete values of strain, strain rate and temperature.
3 Experimental Work
3.1 Nominal Test Conditions
Two α-β Ti-Al-V alloys of widely different Al content and strength, with nominal compositions shown in Table 1, were tested at a range of nominal strain rates and temperatures. The temperature range was selected to cover the α-β phase transition. The Ti64 alloy was tested across a more extensive 4×7 matrix of nominal conditions, with temperatures of 700-1000°C in 50°C intervals, and strain rates of 10-3–10 s-1, in multiples of 10. For the lower strength Ti407 alloy, a 3×3 matrix of conditions was applied: temperatures of 700, 850 and 950°C, and strain rates of 10-2, 10-1 and 10 s-1. All samples were compressed to 0.5 of their original length, corresponding to a maximum notional true strain of approximately 0.7.
3.2 Experimental Set-up
All hot compression trials were performed using a TA Instruments DIL 805 A/D/T Dilatometer in loading mode. The samples were cylinders of 5mm diameter and 10mm height, machined from plate, with the cylinder axis parallel to the prior rolling direction. Each sample was positioned inside a copper induction heating coil, between alumina platens, which reduce the axial temperature gradient more than conventional Si3N4 platens. The dilatometer has a cooling system that directs helium gas onto the cylindrical surface of the sample via channels in the induction coil. This was turned off during the heat-up and deformation stages of the compression test and only used to cool the sample after the deformation. To further reduce heat losses to the platens and the consequent temperature gradient, and in an effort to reduce friction, thin molybdenum disks were attached to the end faces of each cylindrical sample. Graphite lubricant was also used to reduce friction for the highest strain rate tests.
The experiments were displacement-controlled, with platen velocity varied to maintain the target true (notional) strain rate as the sample length decreased. The length was measured with an LVDT transducer, which measured the distance between two silica glass rods mounted on the alumina platens. An advantage of this test machine is that since its principal application is for precision dilatometry, the length and strain measurements are of high accuracy. The data acquisition system had a maximum logging frequency of 500Hz and was capable of taking up to 11,000 readings throughout the deformation phase.
3.3 Thermocouple Measurements
The temperature was monitored by S-type thermocouples, with accuracy better than ±0.25% of the measured value, spot welded to the sample surface. All samples were instrumented with a central mid-plane thermocouple, used in a feedback loop to control the induction heating with the goal of maintaining the nominal test temperature in the sample. In selected trials, two additional thermocouples were welded at the locations shown in Fig. 4(b), at the edge of the sample close to one platen, and at an intermediate position halfway between the other two (referred to subsequently as ‘middle’ thermocouple). These enabled the evolution of the axial temperature gradient to be measured.

Geometry and mesh of the FE models: (a) dilatometer overview; (b) dilatometer workpiece, showing thermocouple locations
In practice, recording the temperature gradient along the sample was challenging, as the reliability was limited by several factors: (1) precision of thermocouple positioning; (2) difficulties with welding multiple thermocouples to small samples; and (3) significant deformation at the final stages of compression. Off-center thermocouples tended to break off or lose thermal contact. As a result, a reliable measurement of temperature gradient was available only for a subset of tests, but these were sufficient to calibrate the thermal model (Section 4).
4 Finite Element Model
4.1 Materials and Properties
The materials for different parts of the dilatometer apparatus are shown in Fig. 4(a). Thermal properties (specific heat, thermal conductivity) and density of alumina were assumed independent of temperature, while those of Ti64, Ti407 and tool steel were specified as temperature-dependent (data from (Ref 47,48,49,50,51,52). Elastic properties of Ti64 and Ti407 were also defined as temperature-dependent (Ref 53), but the alumina platens and steel grips were treated as rigid. Due to a lack of temperature-dependent data for Ti407 in the literature, its thermal and elastic properties were assumed to be identical to those of Ti64.
The Ti alloy samples were modeled assuming isotropic plasticity, in spite of the strong texture. This assumption is sufficient to account for the first-order effects of inhomogeneous deformation and barrelling. Flow stress was specified as a function of temperature, strain and strain rate \(\sigma \left(T,\dot{\varepsilon },\varepsilon \right)\), in the form of a lookup table. Recall that different strategies to modeling the constitutive response were trialled for Ti64 and Ti407, at different stages of the methodology (Fig. 2):
-
Ti64 (computing the correction): initial constitutive data for FE input available from the literature (Ref 36), as discussed in Section 2.3. Sample data are shown for selected test conditions in Fig. 5, showing moderate strain softening under almost all conditions.
-
Ti407 (computing the correction): published data sparse, so raw experimental data used; smoothed by fitting to Eq. (2) at discrete strains.
-
Ti64 and Ti407 (validation of constitutive response): corrected experimental data, again smoothed by fitting to Eq. (2) at discrete strains.

True stress–strain curves for Ti64 from JMatPro software (Ref 36), at selected nominal strain rates: (a) 0.01s-1; (b) 1s-1
4.2 Geometry, Mesh and Mechanical Boundary Conditions
The model assembly consists of the sample, platens and platen grips (Fig. 4a). Deformation of the plates and grips is neglected, but they act as heat sinks, contributing to the temperature gradient in the sample. Other parts of the dilatometer, and finer details of its geometry, have little effect on the temperature gradient in the sample and were not included. For computational efficiency, the geometry of the model is axisymmetric, which is a further approximation as deformed samples showed varying degrees of asymmetry, especially at higher strain rates (Ref 5). Asymmetry results from material inhomogeneity and texture, and minor misalignments with the small samples in the dilatometer. Anisotropic deformation is unavoidable, especially because of the small sample size of the samples tested in the dilatometer relative to the grain size in these materials. However, the effects on the calibration can be minimized by repeating the tests at each nominal condition and ignoring outliers, as described in our previous work on Zr-2.5 Nb authors (Ref 18, 40). Because this anisotropy is not systematic, and given the overall kinematic constraint of the test, an axisymmetric model is judged to be sufficient to account for the first-order effects of inhomogeneity due to friction and a temperature gradient.
The model was implemented in Abaqus 2018 and uses element type CAX4RT: four-node, thermally coupled axisymmetric quadrilateral, bilinear displacement and temperature elements, with reduced integration and hourglass control. To obtain a compromise between accuracy and computational time, the mesh size in the sample was optimized in a sensitivity study, presented in detail elsewhere (Ref 40). For the same reason, element size was graded in the far field (Fig. 4a). Computational efficiency was particularly important, as hundreds of individual runs of the FE model were required—first due to the large number of experimental conditions (7×4 matrix of nominal \(T\) and \(\dot{\varepsilon }\) for Ti64), and also because of the iterative procedure used to calibrate the thermal model (below). To further limit the computation time, implicit time integration was used, as an explicit method would lead to prohibitively long computation times.
Displacement boundary conditions were specified on rigid platen surfaces contacting the sample, varying the velocity as in the experiments, to maintain a constant (notional) true strain rate. Coulomb friction was specified at the workpiece–platen interfaces, with a constant coefficient of friction of 0.5. This leads to a very limited amount of slip at the platen interface, as observed experimentally, and was established in a sensitivity study in earlier work (Ref 40).
4.3 Thermal Loads and Boundary Conditions
The spatial variation of heat input from induction heating is complex, requiring unknown details of the distribution and evolution of eddy currents in the sample. This was idealized as a uniform volumetric heat flux over the entire sample volume (Fig. 4b). Helium gas cooling was defined as a uniform surface heat flux over the cylindrical sample surface, though this was only applied here during quenching after deformation and has no influence on the results in the current work.
In the deformation stage, the induction heating is superimposed on the heat dissipated internally (and inhomogeneously) by plastic deformation, calculated by the thermomechanical analysis. A typical Taylor–Quinney factor of 0.95 was used, to account approximately for the percentage of deformation work converted to heat. In practice, this was only non-negligible at the highest strain rate of 1 s–1. Uncertainty in the value chosen in the range 0.9-1.0 influenced the temperature rise due to adiabatic heating by less than 5% (i.e., less than 5°C), comparable to the accuracy used in calibrating the superimposed power of induction heating.
The time-dependent power input to the sample from induction heating, q(t), cannot readily be measured experimentally. The power history was therefore inferred from temperature data using an iterative procedure, similar to that used by Jedrasiak et al. (Ref 54) in the context of friction stir spot welding, where direct measurement was also very difficult. A piecewise constant power history q(t) was obtained by sequentially adjusting its value at each time step, until the predicted temperature matched the thermocouple measurement at the center of the sample to a specified level of accuracy, equal to 0.5% of the experimental temperature (approx. 4-5°C, depending on the test conditions). In the initial heat-up stage, the time step was linked to the temperature increment per step and varied from 10s to 50s. During the deformation stage, the time step corresponded to constant increments in true strain, equal to 0.05. This automatically provided FE output at the discrete strain intervals selected for the correction and fitting of flow stress data and gave the same number of time steps during deformation, regardless of the strain rate.
Heat transfer at the platen interface is complex, depending on temperature, pressure, the contacting materials and surface roughness. It will vary spatially and with time as the test proceeds. For practical modeling purposes, a constant interface conductance was assumed, as the goal is to capture the temperature gradient with sufficient accuracy, while avoiding the numerical problems and computational penalties that are associated with more complex boundary conditions, which are beyond the scope of experimental validation. Note in particular that the temperature history in the central half of the sample is much less sensitive to the platen conductance than that near the interface, due to the greater heat conduction distance. Furthermore, there is a degree of compensation between the value chosen for the thermal conductance and the inferred power that matches the central temperature history. This emphasizes the importance of having more than one thermocouple along the sample, which enables the calibration of the contact conductance and the power to be partially decoupled.
Values of interface conductance at the platen interface, and convection coefficient at the cylindrical surface, were taken as 1000 and 100 [W/m2K], respectively. These are within the physically realistic ranges of both quantities and were selected based on sensitivity analysis of their effect on: (1) the subsequent rate of free cooling (i.e., with the cooling system inactive) after the deformation stage; (2) the temperature gradient in the sample. Both interface conductance and convection coefficient were assumed to be uniform over their corresponding interfaces (Fig. 4b), and constant throughout the test. Note that one set of values was sufficient to give an acceptable fit to the temperature gradient, for all tests in which off-center thermocouples survived, and hence, these values could be adopted for all tests. The surrounding air was assumed to be at room temperature.
5 Results and Discussion—Ti64 Alloy
5.1 Thermal Model: q(t) and T(t), Heat-up Stage (Ti64)
Figure 6 shows experimental and modeling results for the initial heat up to the nominal temperature \({T}_{n}\). A constant power input is predicted to be needed to maintain the sample temperature (Fig. 6a). The small peaks in q(t) at the end of the ramp-up are numerical artifacts of the calibration procedure, caused by the time step chosen to limit computational cost. The hold time aims to allow the sample temperature to homogenize and for the platen temperature to rise toward \({T}_{n}\), reducing the temperature gradient. But the experimental thermocouple data (Fig. 6b) indicate that near-steady-state conditions are established early in the hold, with a temperature gradient of order 50-100°C. The FE model predicts this temperature gradient with an accuracy of a few %, which is acceptable, given the simplifications in the thermal loading and boundary conditions.

Predicted and experimental histories for the heat-up stage of Ti64 dilatometer trials, at \({T}_{n}\) = 800°C: (a) power of induction heating, inferred from the FE model; (b) corresponding temperature history: measured (solid lines), predicted by FE model (dashed lines)
The temperature field from the end of the heat-up stage automatically becomes the initial temperature distribution in the model of the subsequent deformation stage. The heat-up stage and isothermal hold were nominally identical in all trials conducted at a given nominal temperature, regardless of the strain rate, and were found to be very repeatable. Hence to limit the computational cost, the temperature field at the end of heat-up was predicted only once for each nominal temperature and used across all nominal strain rates.
5.2 Thermal Model: q(t) and T(t), Deformation Stage (Ti64)
Figure 7 shows experimental and modeling results for the deformation stage, at selected nominal conditions (including the same temperature as the heat-up stage in Fig. 6, noting the expanded temperature scales in Fig. 7). The inferred q(t) for induction and deformation heating strongly depend on the nominal strain rate. At low strain rates, adiabatic heating from plastic deformation is negligible, and the induction q(t) is practically constant, with a similar value to that from the heat-up stage (Fig. 6a and 7a). The temperature at the central thermocouple is maintained at its target nominal value in the experiments, and the temperature difference reduces (Fig. 7b). The FE prediction is good for the center and middle thermocouples (i.e., the area of greatest plastic strain, of interest for microstructural analysis) but is less accurate close to the platens (where the sensitivity to contact conditions is greatest). Note that the temperature at the edge shows an initial dip as deformation commences, presumably due to enhanced thermal contact with the cooler platens. The simplified thermal boundary conditions in the model were a best fit across all tests for which off-center thermocouple data were available. There is no physical justification for re-calibrating test by test, and this also enables predictions of the temperature field in tests where the off-center thermocouples did not survive (as in Fig. 7d, at high strain rate).

Power and temperature histories for the deformation stage of Ti64 dilatometer trials, a (a,b) \({T}_{n}\) = 800°C, \({\dot{\varepsilon }}_{n}\) = 0.01s-1 and (c,d) \({T}_{n}\) = 850°C, \({\dot{\varepsilon }}_{n}\) = 1s-1: (a,c) powers due to induction heating (black) and plastic dissipation (blue), predicted by the FE model, and (b,d) corresponding temperature histories, measured (solid lines) and FE predicted (dashed lines)
Figure 7(c) shows that at the higher strain rate of 1 s-1 the power of plastic dissipation is significant and remains roughly constant throughout the entire compression (Fig. 7c). The temperature rises to around 20°C above the nominal value at the center, before dropping back below it (Fig. 7d). The cooling system was not used in these tests, as its response time is insufficient to compensate for adiabatic heating at these loading rates. The temperature difference between the sample center and edge is again predicted to decrease during the compression stage.
So at both extremes of strain rate, a thermal gradient persists throughout the test, evolving due to plastic dissipation (at high strain rates) while shortening of the sample changes the axial heat transfer. The analysis below demonstrates the consequences of this gradient for the distribution of plastic deformation, giving significant deviations from the nominal test conditions. This reveals the limitations of the previous work on Zr2.5Nb (Ref 18, 32), in which a fixed temperature difference was assumed, for lack of sufficient experimental knowledge of the temperature evolution in the sample.
5.3 Flow Stress Correction \(\Delta \sigma\) (Ti64)
Given the improved prediction of the temperature field in the dilatometer, the first task is to predict the true constitutive response of the material that is consistent with the notional data from the experiments, following the procedure summarized in Section 2.1. Figure 8 shows the correction in stress computed individually for each of the nominal conditions, and extracted at a discrete strain, using as input to the FE analysis the constitutive data for Ti64 from the literature. The variation of the correction with temperature and strain rate is systematic and nonlinear, forming a relatively smooth surface \(\Delta \sigma = f\left( {T,\dot \varepsilon } \right)\), with the exception of an anomalous dip at high strain rate and low temperature, to a negative \(\Delta \sigma\). In this domain, adiabatic heating is significant and the temperature in the sample exceeds the nominal test temperature (Fig. 7d). So, in spite of friction and the temperature gradient, the measured flow stress is below the stress expected at the nominal test temperature, and a negative correction needs to be subtracted, to raise the flow stress.

Stress correction \(\Delta \sigma \) for Ti64 for all experimental combinations of temperature \(T\) and log(strain rate, \(\dot{\varepsilon }\)), for strain of 0.25
The stress correction surface takes a similar form at all strains, evolving systematically in magnitude with strain. The fractional change in flow stress is of order 5-10%, comparable to the values in the previous work using this method on Zr2.5Nb (Ref 18). Overall, however, the shape of the stress correction surface is different in profile to that obtained in Zr2.5Nb alloy, where the correction also increased with increasing strain rate. This reinforces the importance of capturing the temperature gradient accurately, though it is expected that there will be differences in correction from material to material, due to their specific dependences of flow stress on temperature and strain rate.
5.4 Fitting and Extrapolating Flow Stress \(\sigma =f\left(T,\dot{\varepsilon },\varepsilon \right)\) (Ti64)
The stress correction (as in Fig. 8) was subtracted from the notional true stress–strain curves obtained from the Ti64 dilatometer experiments. The resulting corrected experimental flow stress \(\sigma =f\left(T,\dot{\varepsilon },\varepsilon \right)\) is shown for two strains in Fig. 9 (solid lines), showing modest scatter. As discussed earlier, the data need to be extrapolated, notably to low strain rates, and the point-to-point variation is such that extrapolation would lead to numerical artifacts, such as negative strain rate sensitivity, that can cause convergence problems in the FE analysis. As described in Section 2.3, a smoothing process was applied, fitting second-order surfaces \(log\sigma =f\left(T,log\dot{\varepsilon }\right)\), using Eq. (2) at discrete strains in intervals of 0.05, subsequently converted to a lookup table for implementation in the FE analysis.

Flow stress vs. log(strain rate): corrected notional true stress of Ti64 from dilatometer experiments (solid lines), and the fitted model extrapolated to lower temperatures and strain rates (dashed lines), for strains of (a) 0.05 and (b) 0.5
A number of constraints to the fitting were applied at the extremes of the domain of \(\left(T,\dot{\varepsilon },\varepsilon \right)\) to provide numerical robustness, following procedures developed in (Ref 18). First, the flow stress was assumed to be unchanging with strain rate below its value at 10-5 s-1, corresponding to quasi-static conditions. Second, Eq. (2) was found to produce a broad maximum in flow stress with increasing strain rate, when extrapolated to high strain rates and low temperatures. So to ensure a positive or zero slope in \(\sigma =f\left(\dot{\varepsilon }\right)\) at constant \(T\), the peak value at a given \(\dot{\varepsilon }\) was maintained for all higher strain rates. Finally, each stress–strain curve was assumed to be constant (perfectly plastic) from the value for the highest value of strain in the lookup table.
The resulting smoothed data are shown in Fig. 9 (dashed lines). The fit with the corrected experimental data is good, with the exception of very high strain rate at the lowest temperature, where the tests are known to be on the limit of the machine capability. The data are also numerically robust, extrapolating reliably beyond the test domain. The shape of the corresponding \(\sigma \left(\varepsilon \right)\) curve for each \(\left(T,\dot{\varepsilon }\right)\) combination was also checked for smoothness—examples are shown later.
A final detail is that the \( \varepsilon \) =0.05, because capturing the elastic–plastic transition reliably with the dilatometer was difficult. It was, nevertheless, necessary to include a numerically stable and physically realistic elastic–plastic transition in the FE model. For that purpose, the flow stress at each \(\left(T,\dot{\varepsilon }\right)\) for the first two strains in the lookup table, 0.05 and 0.1, was extrapolated linearly to zero plastic strain and added to the table.
5.5 Corrected Stress–Strain Curves and Validation (Ti64)
Sample corrected stress–strain curves are shown in Fig. 10(a, c). Most show modest strain softening, tending toward perfect plasticity with increasing temperature (as in the literature data, Fig. 5). At high strain rate (Fig. 10c), the curves for low temperature show a shallow minimum at high strain, which is considered to be an experimental artifact—as noted previously, the data for this regime of \(\left(T,\dot{\varepsilon }\right)\) are questionable, due to the dilatometer operating close to its loading limit.

Stress–strain curves for Ti64 dilatometer trials at two nominal strain rates \({\dot{\varepsilon }}_{n}\) = 0.01s-1 (a,b) and 1s-1 (c,d); (a,c) corrected true stress–strain curves, \(\sigma \left(\varepsilon ,\dot{\varepsilon },T\right)\); (b,d) notional true stress–strain curves from experimental force–displacement data (solid lines), and FE predicted using corrected \(\sigma \left(\varepsilon ,\dot{\varepsilon },T\right)\) (dashed lines)
To validate the corrected constitutive data, it was used as FE input to re-predict the original experimental curves—the results are shown in Fig. 10(b, d), plotted as ‘notional’ true \(\sigma \left(\varepsilon \right)\) calculated from \(F\left(u\right)\) using Eq. (1). The match between FE predictions and experiments is good for most test conditions, being at most 10%, and usually much closer less.
As a final validation step, the corrected data are plotted against the original literature data used as input to the FE model—see Fig. 11, for low and high strain values. The correlation is good, with no systematic deviation with temperature, strain rate or strain, and almost all values falling within a 10% scatter band from a 45° line signifying equal values of stress. This gives confidence in both the model-based JMatPro data, and in the corrected experimental flow stress. As noted in Section 2, constitutive data for Ti64 alloy will show variability, due to differences in composition and prior processing, and thus resulting phase fractions and distributions, and texture. So it is always wise to conduct a ‘sanity check’ for a given batch of material that newly measured data follow similar dependence on temperature, strain rate and strain as are found in ‘standard’ sources in the literature or databases, within a meaningful scatter band.

Corrected flow stress against initial data from the literature, for strains of (a) 0.05 and (b) 0.5, for all temperatures and strain rates
5.6 Local Deformation Conditions (Ti64)
Figure 12 shows the predicted local deformation conditions and sample shape at the maximum strain, for a mid-range nominal temperature and strain rate. The predicted shape shows significant barrelling, consistent with the similar behavior observed and quantified in Zr–2.5Nb alloy (Ref 18), in which it was also noted that barrelling is more pronounced at lower temperatures and higher strain rates. Comparison with experimental cross sections in Ti64 samples is reserved for the follow-up paper, comparing the dilatometer with two other testing machines (Ref 5).

Predicted final deformed shape and distribution and peak values of: (a) temperature, (b) axial strain and (c) axial strain rate, for Ti64 dilatometer sample at overall true strain of 0.65, for nominal strain rate = 0.1s-1 and temperature = 850°C
The map of temperature distribution (Fig. 12a) shows that, for these conditions, the nominal temperature is maintained at the center, but a 60°C gradient persists along the sample, caused mostly by the heat losses to the platens. Maps of plastic strain and strain rate (Fig. 12b,c) show dead metal zones adjoining the interface with the platens. These are caused by both the temperature gradient and friction—colder material near the platens deforms to a lesser extent because of its higher flow stress, while friction additionally constrains yield by inducing radial compression under the platens.
The maximum strain and strain rate at the sample center are both significantly higher than the nominal values—as commonly observed in modeling of upsetting in the literature, dating back, for example, to Oh et al. (Ref 23) The strain and strain rate in Fig. 12(b, c) at the end of the test are more than double the nominal values, rising to these values continuously throughout the test. For the purposes of correlating deformation conditions to microstructure evolution, factors of order 2-3 are significant and must be accounted for. The deformation field and dead metal zones appeared broadly similar for all nominal conditions, but the numerical discrepancy between local and nominal conditions was more marked at lower \(T\) and higher \(\dot{\varepsilon }\)—i.e., for the conditions that show more pronounced barreling. Figure 13 shows the ratio of the predicted conditions at the sample center to the nominal values, over the whole test domain. First, for temperature (Fig. 13a) the instrument is able to maintain the target temperature within 1% at the sample center, for all tests at strain rates at or below 0.1s-1. However, at 1s-1, adiabatic heating leads to peak temperatures as much as 10% higher than nominal. The amplification of strain (Fig. 13b) ranges continuously over the test domain from 2.1 to 3.2; it is a little lower for strain rate (Fig. 13c), ranging from 1.75 to 2.9.

The ratio of nominal test conditions to those predicted at the center of the sample, over the full domain of testing, for: (a) peak temperature; (b) final strain; and (c) final (peak) strain rate
In conclusion, the analysis shows that substantial differences can be found between local deformation conditions and nominal test conditions. At the very least, a typical average correction should be applied in correlating microstructure with test conditions, of order 2.5 and 2.2 to strain and strain rate, respectively, while deviation from nominal temperature may be neglected for all except the highest strain rates. But if greater precision is required, the FE analysis needs to be run for each individual test, outputting the full local histories. In a subsequent paper (Ref 5), this dilatometer test series and FE model are extended to compare the results from nominally identical tests conducted on Gleeble and Servotest machines. These prove to vary widely, highlighting the need to relate microstructural studies to local deformation conditions for the specific test, rather than nominal conditions.
6 Results and Discussion—Ti407 Alloy
Identical procedures were followed for a smaller test series on a Ti407 alloy, except for the source of the initial constitutive data. Here, we use the raw notional true stress–strain curves from the Ti407 compression tests, instead of data from literature (as for Zr2.5Nb in (Ref 18)). However, the size of the matrix of experimental test conditions for Ti407 (3×3) is much smaller than that for either Ti64 (4×7) or Zr-2.5Nb (8×9). So the goal with Ti407 is to assess the minimum number of trials needed to capture the nonlinearity in the correction of flow stress \(\sigma =f\left(T,\dot{\varepsilon }\right)\) functions at each strain.
The thermomechanical FE model of the Ti407 tests used the same geometry, mesh and mechanical and thermal boundary conditions as in the Ti64 simulations. The predicted initial heat-up stage was the same in Ti407 as for Ti64 in Fig. 6, since the model used identical thermal properties for both alloys. During the deformation stage, the power of plastic heating for the softer Ti407 alloy at high strain rate was approximately 50% of that shown in Fig. 7c for Ti64. Consequently, overshooting of the nominal temperature was less pronounced. The temperature gradient along the sample was similar to that in Ti64, as it is dependent mostly on the thermal properties and heat losses to the platens, and the reduction in sample length.
Figure 14 shows the stress correction surface for Ti407, which again evolves systematically with strain. The correction for Ti407 displays a similar trend to that observed in Ti64 (Fig. 8). The magnitude of the correction for Ti407 is smaller, but it is of similar order expressed as a fraction of the flow stress. In Ti407, there is no anomaly at low \(\dot{\varepsilon }\) and high \(T\) (seen as a negative correction predicted in Fig. 8). This is consistent with adiabatic heating being less significant in the lower strength Ti407, leading to a similar temperature gradient as in lower strain rate tests.

Stress correction \(\Delta \sigma \) for Ti407 for all experimental combinations of temperature \(T\) and log(strain rate, \(\dot{\varepsilon }\)), for strain of 0.25
The corrected constitutive data for Ti407 are shown in Fig. 15(a, c). Most conditions show close to perfectly plastic behavior, with the exception of a hardening response for the high strain rate/low-temperature condition. The corrected data appear self-consistent, when used to re-predict the ‘notional’ true experimental curves (the solid lines in Fig. 15b, d). As for Ti64, the validation is better at 0.01s-1 than at 1s-1. Overall the results indicate that the correction in flow stress could be made successfully for Ti407 with a sparse 3×3 test matrix of temperatures and strain rates, using the uncorrected data itself as the initial input, rather than an extensive dataset from the literature, as in Ti64.

Stress–strain curves for Ti407 dilatometer trials at two nominal strain rates \({\dot{\varepsilon }}_{n}\)= 0.01s-1 (a,b) and 1s-1 (c,d); (a,c) corrected true stress–strain curves, \(\sigma \left(\varepsilon ,\dot{\varepsilon },T\right)\); (b,d) notional true stress–strain curves from experimental force–displacement data (solid lines), and FE predicted using corrected \(\sigma \left(\varepsilon ,\dot{\varepsilon },T\right)\) (dashed lines)
The local deformation conditions and sample shape are predicted for Ti407 in Fig. 16, for the same strain rate (\({\dot{\varepsilon }}_{n}\) = 0.1s-1) as for Ti64 in Fig. 12, in which adiabatic heating plays a negligible role. The distributions are similar to those in Fig. 12, and the same observations made for Ti64 apply here. The thermal properties of both alloys are assumed identical, so the main difference between the models for Ti64 and Ti407 lies in the flow stress: Ti407 is roughly half as strong as Ti64. The temperature distribution is the same in both alloys, while the peak values of \(\varepsilon \) and \(\dot{\varepsilon }\) are again higher than nominal by over a factor of two. The range of magnification of strain rate across all the test conditions was lower than in Ti64, varying from 1.9 to 2.5.

Predicted final deformed shape and distribution and peak values of: (a) temperature, (b) equivalent plastic strain, (c) axial strain and (d) axial strain rate for Ti407 dilatometer sample at overall true strain of 0.65, for nominal strain rate = 0.1s-1 and temperature = 850°C
7 Conclusion
This paper models hot compression of titanium alloys Ti64 and Ti407 using a dilatometer in loading mode. A correction method was successfully applied to account for the effect of barrelling due to temperature gradient and friction in calculating the true constitutive response \(\sigma =f\left(T,\dot{\varepsilon },\varepsilon \right)\). The methodology was validated using two new sources for the initial constitutive response for the FE input: (a) using literature data, for Ti64; (b) using the raw data itself for Ti407, but with only a limited 3×3 matrix of deformation conditions.
A significant refinement of the FE analysis was the development of a full thermomechanical model to predict the evolution of the temperature field, accounting for induction heating, plastic dissipation and conductive and convective losses. The net power of induction heating was reverse calibrated in an iterative procedure, to match the temperature measured by a central thermocouple. Importantly, the use of multiple thermocouples provided the ability to calibrate and validate the temperature gradient along the sample in all tests.
A novel approach was successfully used for smoothing all flow stress data, by fitting quadratic surfaces of the form log \(\sigma =f\left(T,log\dot{\varepsilon }\right)\), at discrete values of strain \( \varepsilon \). This method allowed robust extrapolation beyond the domain of nominal test \(T\), \(\dot{\varepsilon }\) and \(\varepsilon \), needed because of inhomogeneous deformation conditions in the sample.
In both Ti64 and Ti407, the corrected constitutive data accurately predicted the experimental load–displacement responses, plotted as ‘notional true’ \(\sigma \left(\varepsilon \right)\) curves. The greatest error was associated with low \(T\) and high \(\dot{\varepsilon }\) in Ti64, where the influence of adiabatic heating on temperature inhomogeneity was greatest, and the instrument was approaching its loading limits.
The FE model with corrected constitutive data was used to visualize the distributions of temperature and local deformation conditions in the sample, highlighting the pronounced peak in strain and strain rate at the sample center, both magnified axially by factors of order 2-3, and which varied systematically with test conditions. The deviation from nominal conditions, both spatially and temporally, is potentially significant in modeling and interpreting the evolution of microstructure in these small-scale tests. This will be reported in subsequent papers, together with a comparative study of nominally identical tests conducted on the dilatometer, and on Servotest and Gleeble machines (Ref 5).
References
S Sneddon DM Mulvihill E Wielewski M Dixon D Rugg P Li 2021 Deformation and Failure Behaviour of a Titanium Alloy Ti-407 with Reduced Aluminium Content: A Comparison with Ti-6Al-4V in Tension and Compression Mater. Charact. 172 110901
S Ankema H Margolin CA Greene BW Neuberger PG Oberson 2006 Mechanical Properties of Alloys Consisting of Two Ductile Phases Prog. Mater. Sci. 51 5 632 709
Q Bai J Lin TA Dean DS Balint T Gao Z Zhang 2013 Modelling of Dominant Softening Mechanisms for Ti-6Al-4V Mater. Sci. Eng. A 559 352 358
RC Picu A Majorell 2002 Mechanical Behavior of Ti–6Al–4V at High and Moderate Temperatures—Part II: Constitutive Modeling Mater. Sci. Eng. A 326 2 306 316
P. Jedrasiak, H. Shercliff, S. Mishra, C. S. Daniel, J. Quinta da Fonseca, “Comparative Study and Modelling of Multiple Test Geometries for Hot Compression of Titanium Alloys (unpublished work)”, unpublished research, 2021.
“Quenching Dilatometry” (T.A. Instruments, 2020), https://www.tainstruments.com/wp-content/uploads/DIL_805.pdf. Accessed 19 July 2021
F Warchomicka D Canelo-Yubero E Zehetner G Requena A Stark C Poletti 2019 In-Situ Synchrotron x-Ray Diffraction of Ti-6Al-4V During Thermomechanical Treatment in the Beta Field Metals 9 8 862
F. Warchomicka, E. Zehetner, C. Poletti, A. Stark, G. Requena, “ Microstructure Tracking of Ti-6Al-4V by In-Situ Synchrotron Diffraction During Thermomechanical Process in Beta Field,” in Proceedings of the 13th World Conference on Titanium, 16-20 Aug. 2015, San Diego, USA, pp. 783-788,
I Sizova M Bambach 2017 Hot Workability and Microstructure Evolution of Pre-forms for Forgings Produced by Additive Manufacturing Procedia Eng. 207 1170 1175
B. Guo, “Dynamic and Reverse Transformation of Ti-6Al-4V Alloy,” (PhD thesis), McGill University, Montreal, Quebec, Canada, 2018.
D Canelo-Yubero G Requena F Sket C Poletti F Warchomicka J Daniels N Schell A Stark 2016 Load Partition and Microstructural Evolution During In situ Hot Deformation of Ti–6Al–6V–2Sn Alloys Mater. Sci. Eng. A 657 244 258
P Barriobero-Vila J Gussone K Kelm J Haubrich A Stark N Schell G Requena 2018 An In situ Investigation of the Deformation Mechanisms in a Beta-quenched Ti-5Al-5V-5Mo-3Cr Alloy Mater. Sci. Eng. A 717 134 143
C Li Z Ding S Zwaag van der 2021 The Modeling of the Flow Behavior Below and Above the Two-Phase Region for Two Newly Developed Meta-Stable β Titanium Alloys Adv. Eng. Mater. 23 1901552
J Gussone K Bugelnig P Barriobero-Vila JC Silva da U Hecht C Dresbach F Sket P Cloetens A Stark N Schell J Haubrich G Requena 2020 Ultrafine Eutectic Ti-Fe-based Alloys Processed by Additive Manufacturing – A New Candidate for High Temperature Applications Appl Mater Today 20 100767
V.I. Alekseev, B.K. Barakhtin, G.A. Panova, “Hot Plastic Deformation of Titanium Alloys Reflected on Process Maps,” Russ. Metall., p. 1575–1578, 2020.
M.M. Radkevich, N.R. Vargasov, B.K. Barakhtin, “Characteristics of the Dissipation of Energy at Hot Plastic Deformation of Near-Alpha Titanium Alloy,” in Titanium Alloys - Novel Aspects of Their Manufacturing and Processing, Rijeka, IntechOpen, 2019.
B Roebuck JD Lord M Brooks MS Loveday CM Sellars RW Evans 2006 Measurement of Flow Stress in Hot Axisymmetric Compression Tests Mater. High Temp. 23 2 59 83
P Jedrasiak H Shercliff 2021 Finite Element Analysis of Small-Scale Hot Compression Testing J. Mater. Sci. Technol. 76 174 188
YP Li H Matsumoto A Chiba 2009 Correcting the Stress-Strain Curve in the Stroke-Rate Metall. Mater. Trans. A 40A 1203 1209
Y Li E Onodera A Chiba 2010 Friction Coefficient in Hot Compression of Cylindrical Sample Mater. Trans. 51 7 1210 1215
YP Li E Onodera H Matsumoto A Chiba 2009 Correcting the Stress-Strain Curve in Hot Compression Processto High Strain Level Metall. Mater. Trans. A 40 982 990
H Monajati AK Taheri M Jahazi S Yue 2005 Deformation Characteristics of Isothermally Forged UDIMET 720 Nickel-Base Superalloy Metall. Mater. Trans. A 36 895 905
SJ Oh SL Semiatin JJ Jonas 1992 An Analysis of the Hot Compression Test Met. Trans. A 23A 963 975
RL Goetz SL Semiatin 2001 The Adiabatic Correction Factor for Deformation Heating During the Uniaxial Compression Test J. Mater. Eng. Perform. 10 6 710 717
YP Li E Onodera H Matsumoto Y Koizumi S Yu A Chiba 2011 Development of Novel Methods for Compensation of Stress-Strain Curves ISIJ Int 51 5 782 787
NC Levkulich SL Semiatin EJ Payton S Srivatsa AL Pilchak 2021 An Investigation of the Development of Coarse Grains During β Annealing of Hot-Forged Ti-6Al-4V Metall. Mater. Trans. A 52 1353 1367
E Parteder R Bunten 1998 Determination of Flow Curves by Means of a Compression Test Under Sticking Friction Conditions Using an Iterative Finite-Element Procedure J. Mater. Process. Technol. 74 227 233
L Xinbo Z Fubao Z Zhiliang 2002 Determination of Metal Material Flow Stress by the Method of C-FEM J. Mater. Process. Technol. 120 1–3 144 150
H Cho G Ngalle T Altan 2003 Simultaneous Determination of Flow Stress and Interface Friction by Finite Element Based Inverse Analysis Technique CIRP Ann. Manuf. Technol. 52 1 221 224
X Wang H Li K Chandrashekhara SA Rummel S Lekakh DC Aken Van 2017 Inverse Finite Element Modeling of the Barreling Effect on Experimental Stress-Strain Curve for High Temperature Steel Compression Test J. Mater. Process. Technol. 243 465 473
H Xiao XG Fan M Zhan BC Liu ZQ Zhang 2021 Flow Stress Correction for Hot Compression of Titanium Alloys Considering Temperature Gradient Induced Heterogeneous Deformation J Mater Process Technol 288 116868
C. S. Daniel, P. Jedrasiak, C. J. Peyton, J. Quinta da Fonseca, H. R. Shercliff, L. Bradley, and P. D. Honniball, “Quantifying Processing Map Uncertainties by Modeling the Hot-Compression Behavior of a Zr-2.5Nb Alloy,” in Zirconium in the Nuclear Industry: 19th International Symposium, ed. A. T. Motta and S. K. Yagnik, ASTM International, West Conshohocken, PA, 2021
C Zener JH Hollomon 1944 Effect of strain rate upon plastic flow of steel J. Appl. Phys. 15 22
CM Sellars WJ McTegart 1966 On the Mechanism of Hot Deformation Acta Metall. 14 9 1136 1138
G.R. Johnson, W.H. Cook, “A Constitutive Model and Data for Metals Subjected to Large Strains, High Strain Rates and High,” Proceedings of the 7th International Symposium on Ballistics, The Hague, 19-21 April 1983, pp. 541–547
R Turner JC Gebelin RM Ward RC Reed 2011 Linear Friction Welding of Ti-6Al-4V: Modelling and Validation Acta Mater. 59 10 3792 3803
Z. Guo, N. Saunders, J.P. Schillé, A.P. Miodownik, “Modelling High Temperature Flow Stress Curves of Titanium Alloys,” in MRS International Materials Research Conference, Chongqing, China, 9-12 June 2008.
AR McAndrew PA Colegrove C Bühr BCD Flipo A Vairis 2018 A Literature Review of Ti-6Al-4V Linear Friction Welding Prog. Mater. Sci. 92 225 257
P Jedrasiak HR Shercliff 2019 Modelling of Heat Generation in Linear Friction Welding Using a Small Strain Finite Element Method Mater Des 177 107833
P. Jedrasiak, H.R. Shercliff, “Finite Element Modelling of Small-Scale Hot Deformation Testing,” Cambridge University Engineering Department Technical Report, CUED/C-MATS/TR264, Cambridge, UK, December 2019.
J Cai F Li T Liu B Chen M He 2011 Constitutive Equations for Elevated Temperature Flow Stress of Ti–6Al–4V Alloy Considering the Effect of Strain Mater. Des. 32 3 1144 1151
L Briottet JJ Jonas F Montheillet 1996 A Mechanical Interpretation of the Activation Energy of High Temperature Deformation in Two-phase Materials Acta mater. 44 4 1665 1672
SL Semiatin NC Levkulich CA Heck AE Mann N Bozzolo AL Pilchak JS Tiley 2020 Transient Plastic Flow and Phase Dissolution During Hot Compression of α/β Titanium Alloys Metall. Mater. Trans. A 51A 2291
SL Semiatin 2020 An Overview of the Thermomechanical Processing of α-β Titani-um Alloys: Current Status and Future Research Opportunities Metall. Mater. Trans. A 51A 2593
“Timetal 407,” Titanium Metals Corporation , Exton, PA, USA , 2017, https://www.timet.com/assets/local/documents/datasheets/alphaandbetaalloys/Timetal-407-Datasheet.pdf. Accessed 19 July 2021
“ASTM B381-08a, Standard Specification for Titanium and Titanium Alloy Forgings,” ASTM International, West Conshohocken, PA, 2008.
M Boivineau C Cagran D Doytier V Eyraud MH Nadal B Wilthan G Pottlacher 2006 Thermophysical Properties of Solid and Liquid Ti-6Al-4V (TA6V) Alloy Int. J. Thermophys. 27 2 507 529
D Basak RA Overfelt D Wang 2003 Measurement of Specific Heat Capacity and Electrical Resistivity of Industrial Alloys Using Pulse Heating Techniques Int. J. Thermophys. 24 6 1721 1733
HH Tong OR Monteiro IG Brown 2001 Effects of Carbon Ion Pre-Implantation on the Mechanical Properties of ta-C Coatings on Ti-6Al-4V Surf. Coat. Technol. 136 1–3 211 216
JJZ Li WL Johnson WK Rhim 2006 Thermal Expansion of Liquid Ti–6Al–4V Measured by Electrostatic Levitation Appl Phys Lett 89 6 111913
M Shabgard S Seydi M Seyedzavvar 2016 Novel Approach Towards Finite Element Analysis of Residual Stresses in Electrical Discharge Machining Process Int. J. Adv. Manuf. Technol. 82 1805 1814
“Corundum, Aluminum Oxide, Alumina, 99.9%, Al2O3,” MatWeb, LLC, [Online]. Available: http://www.matweb.com/. Accessed 19 July 2021.
M Fukuhara A Sanpei 1993 Elastic Moduli and Internal Frictions of Inconel 718 and Ti-6AI-4V as a Function of Temperature J. Mater. Sci. Lett. 12 1122 1124
P Jedrasiak HR Shercliff A Reilly GJ McShane YC Chen L Wang J Robson P Prangnell 2016 Thermal Modeling of Al-Al and Al-Steel Friction Stir Spot Welding J. Mater. Eng. Perform. 25 9 4089 4098
Acknowledgments
This research was funded by LightForm, a UK Engineering and Physical Sciences Research Council (EPSRC) programme grant (EP/R001715/1). The authors wish to acknowledge the contribution of Salim Alhabsi and Bernadeta Karnasiewicz at the University of Manchester, who conducted some of the experimental work on the dilatometer.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jedrasiak, P., Shercliff, H., Mishra, S. et al. Finite Element Modeling of Hot Compression Testing of Titanium Alloys. J. of Materi Eng and Perform 31, 7160–7175 (2022). https://doi.org/10.1007/s11665-022-06750-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06750-3