
Abstract
The effect of surface layer properties on the fatigue strength of selectively laser melted 17-4 PH stainless steel flat specimens is presented within this work. X-ray surface residual stress measurements in loading direction show that the residual stresses are negligible if a final heat-treatment is applied, whereas values of only about 3% of the nominal yield strength of the base material are evaluated. The presented additively manufactured surfaces highlight irregular surface topographies, at which an area-based assessment of the surface roughness parameters should be applied instead of a line-based evaluation using defined profiles which may lead to an underestimation. Fatigue tests under cantilever bending at a load stress ratio of R = −1 demonstrate a fundamental impact of the surface layer on the fatigue strength especially within the high-cycle fatigue region. A comparison to the test results of machined specimens reveals a significant increase in the fatigue strength by 29% at ten million load-cycles due to the machining process. Finally, a fracture surface analysis highlights that not only the surface topography itself, but also the surface layer is of great importance in terms of fatigue. Thereby, surface-near imperfections or lack of fusion of the contour layer to the bulk material can act as origin for fatigue crack initiation, which illustrates the necessity to consider the surface layer properties in the fatigue design of additively manufactured 17-4 PH steel structures.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing (AM) increasingly demonstrates potential to produce complex lightweight structures; however, due to the impact of the AM process on the material/component condition, challenges in fatigue design occur, e.g., effects of microstructure, imperfections, surface roughness, and/or residual stresses (Ref 1, 2). Reviews in regard to metal additive manufacturing and the characteristics of specimens manufactured by selective laser melting are given in (Ref 3, 4).
Focus of this investigation is laid on the effect of local properties of the surface layer on the fatigue strength of selectively laser melted (SLM) 17-4 PH (1.4548) steel, whereas mechanical and microstructural properties are exemplarily presented in (Ref 5). As shown in (Ref 6,7,8,9), the heat-treatment as well as the building orientation in the course of the AM (SLM)-process significantly impacts the fatigue strength of 17-4 PH steel structures. Moreover, imperfections in the bulk material, such as pores or non-metallic inclusions, exhibit a detrimental effect on the fatigue life (Ref 10,11,12). Emphasis within this research study is given on the influence of the surface roughness and the residual stress condition. Thereby, residual stress measurement results via neutron diffraction for this steel type are presented in (Ref 13). It is shown that for as-is (as-built) samples, significantly high tensile residual stress states may occur, but after heat-treatment, no remarkable tensile residual stress values, compared to the nominal yield strength of the material, are observed anymore. Furthermore, a study in (Ref 14) highlights the major impact of the process parameters on the residual stress condition in the course of SLM of a 316L stainless steel. Besides the influence of residual stresses, the surface roughness effect acts as fundamental impact, which may lead to a reduction in fatigue strength even in the presence of relatively large internal defects, as concluded in (Ref 15). Further investigations in (Ref 16,17,18,19) present similar findings, which prove the necessity to study this effect for the analyzed 17-4 PH steel in more detail. Finally, a review on the progress, challenges, and opportunities of surface post-treatments for metal additive manufacturing is provided in (Ref 20).
An overview in regard to the evaluation of line-based (1D) and area-based (2D) roughness parameters is provided in (Ref 21). Based on the standard EN ISO 4287 (Ref 22), the arithmetic mean value Ra of the absolute surface topography z(x) within a sampling length L is evaluated by Eq. 1. The total height of the profile Rt is evaluated based on the sum of the height of the largest profile peak height zmax and the largest profile valley depth zmin within the evaluation length, see Eq. 2.
As presented in (Ref 21), a line-based measurement may be more applicable in case of regular, e.g., machined, surfaces; however, focusing on irregular surface topographies, such as surfaces produced by SLM, an area-based assessment may be favorable to properly evaluate surface roughness parameters. Therefore, the standard EN ISO 25178 (Ref 23) defines the arithmetic mean value Sa of the absolute surface topography Z(x, y) within a sampling area A by Eq. 3. The total height of the area St (also denoted as Sz) is evaluated based on the sum of the height of the largest area peak height and the largest profile valley depth, see Eq. 4.
A study in (Ref 24) investigates the practicability of AM 17-4 PH steel for structural applications. As an example, 17-4 PH gears are produced via selective laser melting in (Ref 25) and cyclically tested under bending load. It is concluded that the properties of AM gears are lower than those of gears made by standard steel available in the literature. A fracture surface analysis highlights the presence of defects within the material, identified mainly as lack of fusion, which affects the fatigue performance. Due to cantilever bending, the surface region is highly stressed enabling a focused investigation of the surface layer properties in terms of fatigue. Hence, also a bending load for the tests is used within this work and the following scientific contributions can be stated as:
-
Measurement of surface layer properties in terms of surface topography and residual stress state of selectively laser melted 17-4 PH stainless steel specimens.
-
Comparison of line-based (1D) and area-based (2D) roughness parameters and suggestion for the assessment of irregular SLM surfaces.
-
Fatigue tests under cyclic bending load with specimens exhibiting AM (SLM) and machined surface to assess the impact of the surface layer properties on the fatigue strength.
-
Identification of failure modes by fracture surface analyses as basis for further improvements of the local surface layer properties.
Specimen Design and Test Setup
In Table 1, the nominal chemical composition of the base material is provided. Table 2 presents the nominal mechanical properties of the wrought base material after precipitation hardening. The corresponding heat-treatment applies a temperature of 1050°C for 0.5 h followed by annealing at 600°C for 4 h and final air cooling. Further information is provided in (Ref 26). The final microstructure after selectively laser melting and the heat-treatment consists of martensite with austenite and ferrite, as well as intermetallic phases. Further details are given in (Ref 27). Quasi-static tensile tests of the AM material reveal similar values, which proves the application of proper SLM and heat-treatment process parameters to manufacture the specimens used in this study.
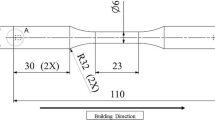
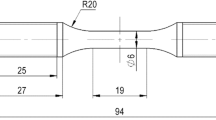
The dimensions of the investigated flat specimen geometry are illustrated in Fig. 1. Focussing on the testing area in the middle of the specimen, a width of 10 mm and a thickness of 9 mm are defined. The specimens are manufactured in vertical direction ensuring a similar surface condition at all surfaces in the testing area. Within the SLM process, the scan strategy is based on unidirectional stripes and the surface contour is built at the end of each layer applying different SLM process parameters compared to the bulk material. The main process parameters are laser power and speed, layer thickness, and hatch distance, whereas details are given in (Ref 27).

Dimensions of investigated flat specimen geometry
As introduced, a cantilever bending load scenario is applied to ensure a highly stressed region within the surface of the investigated specimen. The test setup is shown in Fig. 2(left), whereas the specimens are clamped at both ends, at which one clamping is fixed and the other is rotating leading to a cantilever bending load. To ensure improved clamping conditions, an enhanced width of 18 mm is defined in the clamping areas, see Fig. 1. The specimens are cyclically tested at a load stress ratio of R = −1 under cantilever bending leading to crack initiation within the surface layer. A picture of a flat specimen with AM (SLM) surface is presented in Fig. 2(right).

Test setup (left) and illustration of flat specimen with AM (SLM) surface (right)
Measurement Results
Surface Topography
Before fatigue testing, the surface topography is optically measured by digital light microscopy. The result of an exemplary measurement is shown in Fig. 3(left) using an evaluation length of 19 mm and width of 10 mm. Based on this surface topography data, line-based, as well as areal-based, roughness parameters are evaluated in accordance with Eq. 1 to Eq. 4. Figure 3(right) further displays an example of a St-map, which highlights the irregularity of the SLM surface. Further details to the measurement procedure are provided in (Ref 28). Differently colored sub-areas with a size of 1 × 1 mm correspond to respective local St values. By averaging all sub-area values, the mean maximum roughness profile height of each specimen is evaluated. The average areal mean roughness Sa is determined analogously. Thereby, the surface roughness of each specimen is represented by characteristic, global and comparable metrics.

Exemplary measurement result of surface topography (left) and example of St-map (right)
A comparison of the line-based roughness measurement results for five flat specimens is shown in Table 3. Thereby, the mean value of Ra is evaluated to 8.2 µm and the mean value of Rt is evaluated to 74.1 µm. In Table 4, the area-based roughness measurement results for the same five specimens are presented. In this case, the mean value of Sa is evaluated to 9.0 µm and the mean value of St is evaluated to 84.1 µm. A comparison of Ra and Sa shows that the area-based assessment leads to an increase in the value by about 10% relating to the line-based evaluation. However, a further calculation of the standard deviation SD reveals that the ranges are strongly overlapping with 8.2 ± 0.9 µm for Ra and 9.0 ± 0.8 µm for Sa. Therefore, no distinctive difference can be observed in this case. Comparing Rt and St, it is observed that the area-based assessment again leads to an increase in the evaluated mean roughness values, in this case by about 14%. An additional calculation of SD for both values leads to a range of 74.1 ± 7.2 µm for Rt and 84.4 ± 5.5 µm for St, which does not reveal a significant overlap. Hence, a comparably pronounced difference for the total height may be stated for the evaluated surface topographies. Finally, it should be stated that all machined specimens reveal a surface roughness of about 0.4 µm for Ra due to final polishing.
As shown in (Ref 20), the line-based measurement strongly depends on the position of the evaluation profiles, which may lead to an exclusion of some peak roughness values. On the contrary, the area-based assessment considers the whole surface and therefore holistically incorporates every major single pit, which may act as fatigue crack initiator. Hence, in the case of strongly irregular surface topographies, an area-based assessment can be recommended in order to fully cover the surface for the evaluation of the roughness parameters.
Residual Stress State
Residual stress analysis is performed with x-ray diffraction using an X-RAYBOT from MRX-RAYS. A psi-mounting configuration with Cr-Kα radiation is applied along with a collimator size of 2 mm in diameter. Exposure time is set to 15 s for each increment, opting for 25 unevenly distributed psi-increments, with a tilting angle of the x-ray tube from −40° to +40°. Detected diffraction peaks from the {211} plane are fitted by means of a Pseudo-Voigt function, a convolution of Gaussian and Lorentzian function. Evaluation is performed based on the 2theta – sin2(psi) method considering a confidence level of 95% accounting for measurement and fitting uncertainties.
The residual stress analysis is performed in axial specimen direction at the specimens in AM (SLM) condition without machining. Measurements are conducted at three positions at the surface, denoted as point A to C, enabling a statistically safe evaluation of present residual stresses, see Fig. 4. It is crucial to perform residual stress measurements at the crack initiation area, since the residual stress state interacts with the load-induced stress condition and therefore affects the fatigue strength by shifting the intended load stress ratio of R = −1 to an effective stress ratio.

Positions for surface residual stress measurements
The measurement results are given in Table 5, showing only negligible residual stresses with a mean value of about 3% of the nominal yield strength of the base material. The measured residual stress values are in accordance with the results presented in (Ref 13), whereas the residual stress state is comparably low due to the heat-treatment after the AM manufacturing process. Hence, no significant impact on the fatigue strength due to residual stresses can be assumed within this study.
Test Results
Fatigue Tests
As described, the fatigue tests are conducted under cantilever bending at a load stress ratio of R = −1. The fatigue test data points within the finite life region are statistically evaluated applying a standard given in (Ref 29). The fatigue strength at the defined run-out level of ten million load-cycles is statistically evaluated using the procedure presented in (Ref 30). Figure 5 shows the fatigue test results and statistically evaluated S/N-curves for a survival probability of PS = 97.7%. Thereby, the nominal stress amplitude is normalized to the statistically evaluated value of 186 MPa at ten million load-cycles of the test series with AM (SLM) surface for PS = 97.7%.

Fatigue test results and statistically evaluated S/N-curves (PS = 97.7%)
The evaluated S/N-curve parameters are summarized in Table 6, whereas the scatter band 1/Tσ is defined in accordance with the definition in (Ref 31), which is calculated as the ratio of the stress value at PS = 10 to 90%.
The fatigue test results reveal a remarkable effect of the AM (SLM) surface condition on the fatigue strength. Due to machining of the surface layer, the normalized amplitude of the fatigue strength increases by 29%, which proves the detrimental influence due to the SLM process. In addition, the number of load-cycles at the knee point decreases due to machining, which also contributed to the increase in the fatigue performance especially in the high-cycle fatigue regime. The slopes within the finite life region are almost similar, whereas a second slope of k’ = 22 is defined for both conditions. The scatter bands of both test series are also similar showing no fundamental impact by the machining process.
In machined condition, the statistically evaluated fatigue strength amplitude at PS = 50% equals about 26% of the nominal ultimate strength as given in Table 2. This ratio is lower than the recommended value of about 34-45% for steels (Ref 32) (uniaxial tension/compression loading) as still imperfections are observed as failure origin for the machined specimens, compared to subsequent section. As presented within a recent study (Ref 27), the application of hot isostatic pressing (HIP) as post-treatment can reduce such imperfections, whereas an increase in the ratio up to about 45% is possible.
Fracture Surface Analysis
In order to analyze the failure modes of the tested specimens in detail, a fracture surface analysis for selected specimens of both test series is performed after fatigue testing. Figure 6 shows the fracture surface of an AM (SLM) specimen, at which crack initiation occurs due to surface roughness. Within the sub-figure, the comparably rough surface topography is clearly observable, which significantly impacts the fatigue strength of the tested specimens.

Crack initiation due to surface roughness in case of AM (SLM) surface specimen
Figure 7 illustrates the fracture surface of an AM (SLM) surface at which crack initiation at a surface imperfection is detected. A detailed analysis reveals that the imperfection exhibits a size of about 0.4 mm, which majorly impacts the fatigue resistance within the surface layer.

Crack initiation at surface imperfection in case of AM (SLM) surface specimen
Figure 8 demonstrates another failure mode of the AM (SLM) specimens. Herein, the crack initiation occurs at the contour layer, whereas lack of fusion to the bulk material can be detected within the sub-figure. Hence, not only the surface topography itself, but also the surface layer condition is significantly influenced by the SLM process and needs to be considered within fatigue design. As shown in (Ref 33), an optimization of process parameters can improve the surface roughness, as well as layer condition, which is therefore recommended to ensure sound surface layer properties leading to an enhanced fatigue resistance.

Crack initiation at contour layer in case of AM (SLM) surface specimen
Finally, Fig. 9 shows a fracture surface of a specimen with machined surface. In this case, crack initiation is observed at imperfections at or close to the surface. However, the size of these imperfections is significantly lower compared to the specimens before machining, which explains the increase in fatigue strength for this test series.

Crack initiation at surface-near imperfections in case of machined surface specimen
Conclusions
Within this study, bending fatigue tests with SLM and post-heat-treated 17-4 PH flat stainless steel specimens in AM (SLM) as-built and machined condition are conducted. In addition, x-ray residual stress measurements in axial specimen direction, line- as well as areal-based surface roughness evaluations, and fracture surface analyses are performed. Based on the investigations and presented results within this study focusing on the impact of the surface layer on the fatigue strength, the following conclusions can be drawn:
-
Surface residual stresses are negligible if a final heat-treatment is applied, whereas axial residual stress values of only about 3% of the nominal yield strength of the base material are evaluated.
-
Surface roughness evaluations are performed based on line- and areal-based assessments for five surface topographies. The resulting mean values and according standard deviations are 8.2 ± 0.9 µm for Ra and 9.0 ± 0.8 µm for Sa in case of the arithmetic mean roughness value, whereby no distinctive difference can be observed. For the total height, value ranges of 74.1 ± 7.2 µm for Rt and 84.4 ± 5.5 µm for St are assessed, by which a comparably pronounced difference may be stated for the evaluated surface topographies. Especially for strongly irregular surface topographies, e.g., involving major single pits may acting as fatigue crack initiator, an areal-based assessment can be recommended in order to fully cover the surface for the evaluation of the roughness parameters.
-
The AM (SLM) surface majorly impacts the bending fatigue strength especially within the high-cycle fatigue region. A comparison to the test results of machined specimens reveals a significant increase in the fatigue strength by 29% at ten million load-cycles due to the machining process, which proofs the detrimental effect of the as-built surface condition within this study.
-
A fracture surface analysis showed that not only the surface topography itself, but also the surface layer is of great importance in terms of fatigue. Surface-near imperfections or lack of fusion of the contour layer to the bulk material can thereby act as origin for fatigue crack initiation.
To sum up, the results of this study demonstrate the major impact of the surface layer on the fatigue strength of 17-4 PH steel structures and the necessity to consider surface layer properties in fatigue design. Similar findings are observed for selectively laser melted 316 L stainless steel in (Ref 34), which highlight the significant influence of surface layer properties on the fatigue performance.
Further work will focus on a detailed analysis of SLM process parameters on the local properties within the surface layer and bulk material and their impact on fatigue strength. Additional insight into the homogeneity of residual stress states on the surface of SLM structures should be investigated by further measurements in complementary stress directions. Furthermore, emphasizes may be laid on post-treatments, such as the hot isostatic pressing (HIP) (Ref 35, 36), and the setup of elaborated fatigue design approaches considering local material characteristics to assess the fatigue strength (Ref 27, 37) of SLM 17-4 PH steel structures.
References
A. Yadollahi and N. Shamsaei, Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities, Int. J. Fatigue, 2017, 98, p 14–31.
W. Schneller, M. Leitner, S. Springer, F. Beter and F. Grün, Influencing Factors on the Fatigue Strength of Selectively Laser Melted Structures, Procedia Struct. Integr., 2019, 19, p 556–565.
W. Frazier, Metal Additive Manufacturing: A Review, J. Mater. Eng. Perform., 2014, 23, p 1917–1928.
D. Chen, P. Wang, R. Pan, C. Zha, J. Fan, D. Liang and Y. Zhao, Characteristics of Metal Specimens Formed by Selective Laser Melting: A State-of-the-Art Review, J. Mater. Eng. Perform., 2020 https://doi.org/10.1007/s11665-020-05323-6
A. Yadollahi, N. Shamsaei, S.M. Thompson, A. Elwany, L. Bian, Mechanical and Microstructural Properties of Selective Laser Melted 17-4 PH Stainless Steel, in ASME 2015 International Mechanical Engineering Congress & Exposition, Paper IMECE2015-52362, 2015.
A. Yadollahi, N. Shamsaei, S.M. Thompson, A. Elwany and L. Bian, Effects of Building Orientation and Heat Treatment on Fatigue Behavior of Selective Laser Melted 17–4 PH Stainless Steel, Int. J. Fatigue, 2017, 94, p 218–235.
A. Yadollahi, J. Simsiriwong, S.M. Thompson and N. Shamsaei, Data Demonstrating the Effects of Build Orientation and Heat Treatment on Fatigue Behavior of Selective Laser Melted 17–4 PH Stainless Steel, Data Brief, 2016, 7, p 89–92.
P.D. Nezhadfar, E. Burford, K. Anderson-Wedge, B. Zhang, S. Shao, S.R. Daniewicz and N. Shamsaei, Fatigue Crack Growth Behavior of Additively Manufactured 17–4 PH Stainless Steel: Effects of Build Orientation and Microstructure, Int. J. Fatigue, 2019, 123, p 168–179.
A. Yadollahi, M. Mahmoudi, A. Elwany, H. Doude, L. Bian and J.C. Newman Jr., Effects of Crack Orientation and Heat Treatment on Fatigue-Crack Growth Behavior of AM 17–4 PH Stainless Steel, Eng. Fract. Mech., 2020, 226, p 106874.
M. Akita, Y. Uematsu, T. Kakiuchi, M. Nakajima and R. Kawaguchi, Defect-Dominated Fatigue Behavior in type 630 Stainless Steel Fabricated by Selective Laser Melting, Mater. Sci. Eng., A, 2016, 666, p 19–26.
N. Sanaei, A. Fatemi and N. Phan, Defect Characteristics and Analysis of Their Variability in Metal L-PBF Additive Manufacturing, Mater. Des., 2019, 182, p 108091.
Y. Sun, R.J. Hebert and M. Aindow, Non-metallic Inclusions in 17–4PH Stainless Steel Parts Produced by Selective Laser Melting, Mater. Des., 2018, 140, p 153–162.
M. Masoomi, N. Shamsaei, R.A. Winholtz, J.L. Milner, T. Gnäupel-Herold, A. Elwany, M. Mahmoudi and S.M. Thompson, Residual Stress Measurements via Neutron Diffraction of Additive Manufactured Stainless Steel 17–4 PH, Data Brief, 2017, 13, p 408–414.
Y. Liu, Y. Yang and D. Wang, A Study on the Residual Stress During Selective Laser Melting (SLM) of Metallic Powder, Int. J. Adv. Manuf. Technol., 2016, 87, p 647–656.
N. Sanaei and A. Fatemi, Analysis of the Effect of Surface Roughness on Fatigue Performance of Powder Bed Fusion Additive Manufactured Metals, Theor. Appl. Fract. Mech., 2020, 108, p 102638.
J. Gockel, L. Sheridan, B. Koerper and B. Whip, The Influence of Additive Manufacturing Processing Parameters on Surface Roughness and Fatigue Life, Int. J. Fatigue, 2019, 124, p 380–388.
P.D. Nezhadfar, R. Shrestha, N. Phan and N. Shamsaei, Fatigue Behavior of Additively Manufactured 17–4 PH Stainless Steel: Synergistic Effects of Surface Roughness and Heat Treatment, Int. J. Fatigue, 2019, 124, p 188–204.
P.D. Nezhadfar, R. Shrestha, N. Phan and N. Shamsaei, Fatigue Data for Laser Beam Powder Bed Fused 17–4 PH Stainless Steel Specimens in Different Heat Treatment and Surface Roughness Conditions, Data Brief, 2019, 25, p 104215.
S. Romano, P.D. Nezhadfar, N. Shamsaei, M. Seifi and S. Beretta, High Cycle Fatigue Behavior and Life Prediction for Additively Manufactured 17–4 PH Stainless Steel: Effect of Sub-surface Porosity and Surface Roughness, Theor. Appl. Fract. Mech., 2020, 106, p 102477.
E. Maleki, S. Bagherifard, M. Bandini and M. Guagliano, Surface Post-treatments for Metal Additive Manufacturing: Progress, Challenges, and Opportunities, Addit. Manuf., 2021, 37, p 101619.
S. Pomberger, M. Leitner and M. Stoschka, Evaluation of Surface Roughness Parameters and Their Impact on Fatigue Strength of Al-Si Cast Material, Mater. Today Proc., 2019, 12, p 225–234.
EN ISO 4287: Geometrical Product Specifications (GPS)—Surface Texture: Profile method—Terms, definitions and surface texture parameters, 2012.
EN ISO 25178-2: Geometrical Product Specifications (GPS)—Surface Texture: Areal, 2012.
D.E. Burns, A. Kudzal, B. McWilliams, J. Manjarres, D. Hedges and P.A. Parker, Investigating Additively Manufactured 17–4 PH for Structural Applications, J. Mater. Eng. Perform., 2019, 28, p 4943–4951.
L. Bonaiti, F. Concli, C. Gorla and F. Rosa, Bending Fatigue Behaviour of 17–4 PH Gears Produced via Selective Laser Melting, Procedia Struct. Integr., 2019, 24, p 764–774.
WL 1.4548: Aerospace; Precipitation-Hardening Stainless Chromium-Nickel-Copper Steel with approx. 0,05C-16Cr-4Cu-4Ni, 1989.
W. Schneller, M. Leitner, S. Leuders, J. M. Sprauel, F. Grün, T. Pfeifer, O. Jantschner: Fatigue Strength Estimation Methodology of Additively Manufactured Metallic Bulk Material, Addit. Manuf. 101688, p 2020. Accepted–Article in Press.
S. Pomberger, M. Stoschka and M. Leitner, Cast Surface Texture Characterisation via Areal Roughness, Precis. Eng., 2019, 60, p 465–481.
ASTM E 739: Standard Practice for Statistical Analysis of Linear or Linearized Stress-Life (S-N) and Strain-Life (e-N) Fatigue Data, 1998.
D. Dengel, Arc Sine √P-Transformation—An Effective Tool for Graphical and Numerical Evaluation of Planned Wohler-Experiments, J. Mater. Technol., 1975, 6(8), p 253–288. (in German)
E. Haibach, Betriebsfestigkeit, Springer, Berlin, 2006. (in German)
S.A. McKelvey, Y.-L. Lee and M.E. Barkey, Stress-Based Uniaxial Fatigue Analysis Using Methods Described in FKM-Guideline, J. Fail. Anal. Prev., 2012, 12, p 445–484.
E. Ramirez-Cedillo, J.A. Sandoval-Robles, L. Ruiz-Huerta, A. Caballero-Ruiz, C.A. Rodriguez and H.R. Siller, Process Planning Guidelines in Selective Laser Melting for the Manufacturing of Stainless Steel Parts, Procedia Manuf., 2018, 26, p 973–982.
S. Hatami, T. Ma, T. Vuoristo, J. Bertilsson and O. Lyckfeldt, Fatigue Strength of 316 L Stainless Steel Manufactured by Selective Laser Melting, J. Mater. Eng. Perform., 2020, 29, p 3183–3194.
R. Molaei and A. Fatemi, Crack Paths in Additive Manufactured Metallic Materials Subjected to Multiaxial Cyclic Loads Including Surface Roughness, HIP, and Notch Effects, Int. J. Fatigue, 2019, 124, p 558–570.
W. Schneller, M. Leitner, S. Springer, F. Grün and M. Taschauer, Effect of HIP Treatment on Microstructure and Fatigue Strength of Selectively Laser Melted AlSi10Mg, J. Manuf. Mater. Process., 2019, 3, p 16.
W. Schneller, M. Leitner, S. Pomberger, S. Springer, F. Beter and F. Grün, Effect of Post Treatment on the Microstructure, Surface Roughness and Residual Stress Regarding the Fatigue Strength of Selectively Laser Melted AlSi10Mg Structures, J. Manuf. Mater. Process., 2019, 3, p 89.
Acknowledgments
Special thanks are given to the Austrian Research Promotion Agency (FFG), who funded the research project by funds of the Federal Ministry for Transport, Innovation and Technology (bmvit) and the Federal Ministry for Digital and Economic Affairs (bmdw).
Funding
Open access funding provided by Graz University of Technology.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special topical focus in the Journal of Materials Engineering and Performance on Additive Manufacturing. The issue was organized by Dr. William Frazier, Pilgrim Consulting, LLC; Mr. Rick Russell, NASA; Dr. Yan Lu, NIST; Dr. Brandon D. Ribic, America Makes; and Caroline Vail, NSWC Carderock.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Leitner, M., Schneller, W., Springer, S. et al. Effect of Surface Layer on the Fatigue Strength of Selectively Laser Melted 17-4 PH Steel. J. of Materi Eng and Perform 30, 5383–5391 (2021). https://doi.org/10.1007/s11665-021-05705-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-021-05705-4