
Abstract
The effect of microstructure on the corrosion of heat-treated Ti-10 mass% Mn alloys was investigated by electrochemical impedance spectroscopy (EIS) in 10% NaCl solution of pH 0.5 at 97 °C. Sample of solution heat treatment (ST) had a single β phase, and samples subjected to the aging heat treatment at 600 °C had α phase precipitation in β phases. The EIS measurements showed that the corrosion resistance of the aging heat-treated samples showed lower values than ST sample, however, much higher values than pure Ti. Thus, Mn was effective to increase the corrosion resistance of Ti alloys. Laser micrographs of heat-treated samples indicated that α phase was selectively corroded and made the pit after the corrosion test. The transmission electron microscope (TEM)-energy dispersive x-ray spectrometry (EDXS) analyses showed that the Mn content was 9 mass% in the β phase and 0.7 mass% in α phase. Hence, it was understood that less-Mn α phase was selectively corroded in the corrosion test. However, as compared with pure Ti, the aging heat-treated samples showed much higher resistance against the corrosion by the 0.7 mass% Mn in α phase. Finally, it was concluded that it was possible to keep the high corrosion resistance for heat-treated Ti-10 mass% Mn alloy by controlling the microstructure of α phase.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Titanium (Ti) alloys are widely used for structural applications, for example, in the chemical plants and the oil production industries. The vast utilization of titanium and its alloys own to their excellent mechanical property and high corrosion resistance (Ref 1). However, Ti is susceptible to the corrosion attack when exposed to environments containing high level acidic solution at elevated temperatures (Ref 2, 3). In order to overcome this defect of Ti, much attention has been paid to improve the corrosion resistance of Ti by increasing the stability of the surface oxide film. In the case of alloying design, noble metals such as Pt, Pd, and Ru were used to increase the corrosion resistance. It was found that those Ti alloys had good resistance in acidic media (Ref 4-8). However, such elements are rare metal, and, recently, their costs are increasing remarkably. It has been documented that alloying Ti with sufficient quantities of molybdenum (Mo) provides high corrosion resistance (Ref 9, 10). In our work, Ti-15 mass% Mo alloy was found to be a highly corrosion-resistant alloy instead of rare metal in high level acidic solution at elevated temperatures (Ref 11, 12).
Recently, β-phase type Ti alloy is becoming an attractive alloy because it has high specific strengths with excellent strength and high cold deformability. However, the elements of β-former are very rare and expensive, such as Nb, V, and Ta. Thus, we have increased the corrosion resistance of Ti alloy by using Mo (Ref 11, 12). However, Mo is also getting rare and expensive element in these days. Thus, we are very much interested in using Manganese (Mn) as a cheap β-former in alloy design. However, there are few papers which demonstrate the effect of Mn on the corrosion resistance of Ti alloy. Moreover, an investigation for the effect of microstructure of metal on corrosion behavior of Ti-Mn alloys has not been reported. In the case of welding, it is important to examine the effect of the microstructure of heat affected zone (HAZ) on the corrosion behavior. Moreover, Ti-Mn alloy can increase the strength by the precipitation of α phase in β base metal. Hence, the present work is focused to assess the corrosion behavior of heat-treated Ti-10 mass% Mn alloys in high chloride and low pH condition. The stability of the passive film and breakdown behavior was investigated by open circuit potential (OCP) along with electrochemical impedance spectroscopy (EIS) in 10% NaCl solution of 0.5 pH at 97 °C. The microstructure of alloy was examined by field emission scanning electron microscopy (FE-SEM) and high-resolution transmission electron microscopy (HR-TEM) in combination with an energy dispersive x-ray (EDAX) analysis. Finally, the effect of microstructure on the corrosion of heat-treated Ti-10 mass% Mn alloy was discussed in order to keep the high corrosion resistance by controlling the microstructure of alloys.
Experimental Method
Materials Treatment
Ti alloy containing 10 mass% of Mn was made by arc melting process at a vacuum level of 10−5 atom in the present investigation. Different types of heat treatment procedures were carried out over the Ti-10% Mn alloy in order to research the effect of metal microstructures on the corrosion. The various heat treatments and the designations assigned to the specimen are provided in the Table 1. All samples were conducted the solution treatment (ST) at 900 °C for 1 h and then water quenched (WQ). NC0 sample was subjected to ST only. NC1 sample was subjected to the aging heat treatment at 700 °C for 1 h. NC2 and NC3 samples were subjected to the aging heat treatment at 600 °C for 10 and 1 h, respectively. In order to examine the microstructure of heat-treated alloys, surface of all the specimens was mechanically polished to a final level of 0.3-µm alumina powder and, then, etched in H2O with nitric acid and hydrofluoric acid (100:3:2 in volume ratio) without the control of the temperature.
Electrochemical Measurements
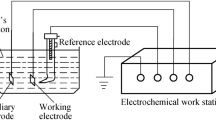
The specimens were cut into 1.0-1.0-0.2 cm for the electrochemical studies. These specimens were covered with epoxy resin so as to expose only one face to the test solution. The surface to be exposed was polished with SiC emery paper up to 1500 grit and used for Electrochemical Impedance Spectroscopic (EIS; HZ3000, Hokuto-denko) measurements. The electrochemical cell consisted of heat-treated Ti-10% Mn alloy as a working electrode, platinum (Pt) as a counter electrode, and saturated calomel electrode (SCE) as a reference electrode. The measurements were conducted in 10% NaCl adjusted to pH values of 0.5 by HCl in deaerated (Ar) condition at 97 °C kept by the oil bath. In order to reduce the temperature, the cooling system was used, where the water was cooled through the condenser. Moreover, in order to keep the solution condition constantly, the deaerated solutions were used to eliminate the effect of Oxygen. The test specimens were set in the test solution for 30 minutes to attain steady state of the potential. Then, all the EIS measurements were measured by applying a amplitude of 10 mV and by scanning the frequency ranging from 20 KHz to 3 mHz. In order to examine the breakdown of passive film on Ti-10% Mn alloy, EIS measurements were conducted for the specimens immersed in high chloride and low pH solution for several days at OCP conditions.
Surface Characterization
The heat-treated Ti-10% Mn alloys were analyzed using Laser microscope instrument (VK-8500, Keyence) to investigate the surface profile after corrosion in the test solution. The precipitated phases of Ti-10% Mn were analyzed using SEM instrument (JSM-5900LV, JEOL) with an applied voltage of 30 kV in combination with an EDXS. TEM (JEM-ARM200F, JEOL) observations were carried out to examine the nanostructure of alloy on samples which were prepared by ion beam milling. By using an EDXS, the chemical composition around the precipitated α phase was measured.
Results and Discussion
Microstructures of Heat-Treated Ti-10 Mass% Mn Alloys
Figure 1 shows the microstructures of Ti-10% Mn samples after their respective aging heat treatments. As for NC0 sample which was conducted only ST, the microstructure consists of relatively large grains of a single β phase with an average size of 200 µm. However, in case of NC1, NC2, and NC3 samples which were subjected to the aging heat treatment at 700 or 600 °C, α phase precipitated as needle shape in each of the β grain.

Microstructure of heat-treated Ti-10% Mn alloys (heat-treated conditions are shown in Table 1)
Electrochemical Impedance Spectroscopic (EIS) Measurement
In order to confirm the influence of Mn and microstructures on the resistance against corrosion, EIS measurements were carried out for heat-treated Ti-10% Mn alloys. Samples as polished condition were conducted EIS measurement in a deaerated 10% NaCl at a pH of 0.5 at 97 °C. Moreover, the pure Ti (CP-Ti) was examined as a comparison. The EIS spectra are shown in Fig. 2. The each EIS spectrum is composed of two resistances and one capacitance component in Fig. 2. NC 0-3 samples exhibit higher impedance values (R t) of 103 − 104 Ω cm2 at lowest frequency region. These results show that all samples of alloys are passivated, and show high corrosion resistance even in a severe condition of 10% NaCl at a pH of 0.5 at 97 °C. Thus, the equivalent circuit has the solution resistance (R sol), the oxide film resistance (R film), and the film capacitance (C film) in an EIS spectrum. Moreover, the EIS spectra show that microstructures of alloys slightly affect the corrosion resistance, although all samples can keep the passive condition. On the other hand, pure Ti shows the lowest value of 120 Ω cm2 at lowest frequency region, which shows the active dissolution of base metal. In this way, heat-treated Ti-10% Mn shows much higher resistance against the corrosion than pure Ti. It was shown that Mn was effective to increase the corrosion resistance of Ti alloy in high chloride and low pH condition.

EIS behaviors of heat-treated Ti-10% Mn alloys (NC 0-3) and pure Ti (CPTi) as polished surface in 10% NaCl solution of pH 0.5 at 97 °C
Figure 3 shows OCP of heat-treated Ti-10% Mn alloys after 1 h in 10% NaCl of various pH at 97 °C. As compared with the heat-treated samples of NC1-NC3, ST sample of NC0 shows higher potential in each pH condition. Although the higher OCP does not necessarily mean higher corrosion resistance, however, OCP was widely changed from higher potential region of −0.3 V to lower one less than −0.7 V, which showed the change from the passive to active state according to the pH of the solution. Thus, the sample which has no α phase demonstrates the higher corrosion resistance. In another words, α phase decreases the corrosion resistance of Ti-10% Mn alloy in high chloride and low pH condition.

Open circuit potential (OCP) of heat-treated Ti-10% Mn alloys. After 1 h in 10% NaCl of various pH at 97 °C
It is important to investigate the stability of the passive film over longer duration for the Ti alloys which have 2nd phases. Hence, all the samples were passivated at +500 mV for 1 h, and then kept at its OCP in the above test solution for 7 days. The passive region was thought to be in the potential range of −400 to 1000 mV from Fig. 3. Thus, in order to set the passive restate completely, the potential was kept at +500 mV in this study. The OCP was monitored during the experiment, and EIS measurements were carried after 1st, 3rd, and 7th day of immersion. Figure 4 shows the OCP decay of samples for 7 days after the passivation for 1 h in test solution. It is found that NC2 and NC3 samples show low OCP value of −0.39 and −0.37 V, respectively, after 1 day of immersion. However, NC0 of ST and NC1 samples show higher value after 1 day. This behavior indicates that the ST sample of only β phase shows higher resistance against corrosion compared to the others. After 5 days, all OCPs of samples show low value from −0.43 to −0.40 V, which indicates the active dissolution of metal. Thus, heat-treated Ti-10% Mn shows the start of the depassivation after 5 days.

Potential decays of heat-treated Ti-10% Mn alloys in 10% NaCl of pH 0.5 at 97 °C
Figure 5, 6, and 7 show the EIS spectra of heat-treated Ti-10% Mn alloys after 1 to 7 days in 10% NaCl of pH 0.5 at 97 °C. In Fig. 5, EIS spectra of NC0 and NC1 sample show one capacitance and very high impedance values of 104 Ω cm2 at low-frequency region, which indicates the passive condition. This behavior is corresponding to the equivalent circuit (1) in Fig. 8. On the other hand, EIS spectra of NC2 and NC3 show 2 capacitances and low impedance values of 200 to 600 Ω cm2 at low-frequency region. This behavior shows the start of the dissolution of α phase in the passivated β phase. Thus, this result is thought corresponding to the equivalent circuit (2) in Fig. 8. This circuit contains the R ct (charge transfer resistance) and C dl (double layer capacitance) of α phase in the parallel of R film and C film in β phase. Here, two capacitances are mainly corresponding to the C film in β phase and C dl in α phase.

EIS behaviors of heat-treated Ti-10% Mn alloys after 1 day in 10% NaCl of pH 0.5 at 97 °C

EIS behaviors of heat-treated Ti-10% Mn alloys after 3 days in 10% NaCl of pH 0.5 at 97 °C

EIS behaviors of heat-treated Ti-10% Mn alloys after 7 days in 10% NaCl of pH 0.5 at 97 °C

Equivalent circuit for the corrosion of heat-treated Ti-10% Mn alloys in 10% NaCl of pH 0.5 at 97 °C
Figure 6 shows the EIS spectra of heat-treated Ti-10% Mn alloys after 3 days in test solution. All EIS spectra show low impedance values of 40 to 200 Ω cm2 at low-frequency region. This behavior is thought to show the start of the active dissolution of β phase. Thus, this result is thought corresponding to the equivalent circuit (3) in Fig. 8. This circuit contains additionally the R ct and C dl of the active dissolution of β phase in the circuit (2). Here, as the passive film of β phase is thought still existing at the surface, the circuit contains R film and C film in β phase. However, C film and C dl of β phase are difficult to be distinguished clearly in the EIS spectrum by the complicated corrosion in actual environment.
Figure 7 shows the EIS spectra of heat-treated Ti-10% Mn alloys after 7 days in test solution. All EIS spectra show very low impedance values of 20 to 50 Ω cm2 at low-frequency region. This behavior is thought that all surface of the sample is conducting the anodic dissolution. Thus, this result is thought corresponding to the equivalent circuit (4) in Fig. 8. This circuit shows only the R ct and C dl of the surface. Only NC3 sample shows the capacitance at the middle-frequency region. Maybe it is corresponding to the corrosion product on the surface; however, it needs more examination. In this way, EIS spectra during the corrosion test are explained by the equivalent circuits in Fig. 8.
Figure 9 shows the impedance (Z 3mHz) at 3 mHz in EIS spectra in the corrosion test on different days in Fig. 5, 6, 7, and 8. Z 3mHz value for NC0 sample as ST and NC1 is found to be more than 104 Ω cm2 at 1st day, which is much higher than other heat-treated samples. This result confirms that the passive film formed over NC0 as ST is stable even in highly acidic chloride solutions at high temperature. On the contrary, NC2 and NC3 samples reveal lower Z 3mHz values of 200 and 500 Ω cm2 after 1 day of immersion. After 3 days immersion, Z 3mHz values for all samples are reducing to the low level of active dissolution. After 7 days, among the samples, the highest value of Z 3mHz belongs to NC0, and low values are shown by NC2 and NC3. Moreover, Z 3mHz is thought corresponding to the corrosion resistance (R t) of these samples. Thus, these results indicate that the corrosion resistance (R t) is decreased by the 2nd phase in the metal structure of Ti-10% Mn alloys in highly acidic chloride solution. In the case of NC1 aged at 700 °C, as the amount of α phase is less than NC2 and NC3 aged at 600 °C, R t of NC1 is thought higher in the test condition.

Change in impedance values at 3 mHz (Z 3 mHz) for heat-treated Ti-10% Mn alloys in 10% NaCl of pH 0.5 at 97 °C
Surface Characterization After Corrosion for Heat-Treated Ti-10 Mass% Mn Alloys
Figure 10 shows the laser micrographs on the surfaces of heat-treated Ti-10% Mn sample of NC3 after different days of immersion in 10% NaCl of pH 0.5 at 97 °C. The surface on NC3 sample is slightly affected and shows the needle-shaped dissolution in the test solution after 1 day. This behavior is thought related with the selective dissolution of α phase in the metal structure. In the case of 3 and 5 days, the width of the needle-shaped dissolution is increasing. Thus, the dissolution of α phase is increasing as a test time. After 7 days, the needle-shaped dissolution is not clear. This behavior is thought related to the dissolution of base metal of β phase. Then, the surface of sample is uniformly corroded, and the trace of the needle shape is vanishing.

Laser micrograph profile of heat-treated Ti-10% Mn alloy (NC3) after 7 days immersion in 10% NaCl of pH 0.5 at 97 °C
In order to confirm the details of the precipitated phase in the grains and at the boundaries, SEM and TEM with corresponding EDXS were use to identify the form and elemental composition of it. SEM-EDAX mapping analysis of heat-treated NC3 sample was carried out and is shown in Fig. 11. The mapping shows the elemental composition of Ti and Mn around α phase. Although the distribution of Ti is not clear, however, it is found that the content of Mn in α phase is less than that in base metal.

SEM-EDAX mapping analysis of Ti and Mn for heat-treated Ti-10% Mn alloy (NC3)
TEM bright-field images are shown for NC3 sample in Fig. 12. It is apparent that the shape of α phase is like the needle. Here, the micrograph depicts the spot position of analysis, and typical EDXS spectra are shown in Fig. 13. Figure 13 shows the line profile of the EDXS analysis around α phases corresponding to LG1 line in Fig. 12. The subsequent graph in Fig. 13 shows the elemental composition of Ti and Mn in mass% corresponding to the each spots in Fig. 12. This figure clearly indicates a drastic drop in the mass% of Mn according to the change from β to α phase. Actually from the EDX results, it is found that there are β phase of 9 mass% and α phase of 0.7 mass% Mn forms a metal structure in NC3. Thus, less-Mn α phase was thought selectively dissolved in a corrosive solution in the above experiment.

Spot positions by TEM-EDAX analysis of heat-treated Ti-10% Mn alloys (NC3)

TEM-EDAX line profile (LG1) of Mn and Ti on heat-treated Ti-10% Mn alloy (NC3) corresponding to Fig. 12
Corrosion Mechanism for Heat-Treated Ti-10 Mass% Mn Alloys
From the surface analysis, it was found that heat-treated Ti-10% Mn alloys had Mn-rich β phase and Mn-less α phase in a metal structure. Thus, as micro-galvanic couple is composed of the Mn-less α phase and Mn-rich β phase, the active part of α phase is highly susceptible to corrosion. Hence, in Fig. 10, corrosion preferentially was occurred at the position where α phase was precipitated in NC2 and NC3. In case of NC0 as ST which has only a β phase, the susceptibility to corrosion is totally less than other samples. As the single β phase has rich Mn throughout the sample, it can prevent the corrosion. Compared with pure Ti, the samples which have α phases in Ti-10% Mn alloys show higher resistance against the corrosion. This behavior is explained by the fact that α phase contains 0.7 mass% Mn which improves the corrosion resistance against the pure Ti. Moreover, in the case of long duration in test solution, Mn-rich β phase is remained longer time at the surface after the selective dissolution of α phase, and then, it is kept at the high resistance against the corrosion. These results are demonstrated by the EIS behavior, laser microscopic studies, and the surface analysis. In this way, we are thought to be able to keep the high corrosion resistance for heat-treated Ti-10% Mn alloy by controlling the microstructure of α phase.
Conclusions
The effect of microstructure on the corrosion of heat-treated Ti-10 mass% Mn alloys was investigated by EIS in 10% NaCl solution of pH 0.5 at 97 °C. Moreover, TEM analysis was conducted to identify the relationship between microstructure and corrosion behavior of heat-treated Ti-10 mass% Mn alloys. The results are summarized as follows:
-
1.
SEM micrographs confirmed that the relatively large grains of a single β phase were detected for the sample (NC0) as ST, and both α and β phases were observed for other samples which were subjected aging heat treatment at 700 and 600 °C.
-
2.
The EIS measurements showed that the corrosion resistance (R t) of alloys decreased with immersion time against the corrosion at high temperature. The corrosion resistance of the aging heat-treated samples of Ti-10% Mn alloys showed lower values than ST sample, however, much higher values than pure Ti.
-
3.
Laser micrographs of heat-treated alloys showed that α phase was selectively corroded and the width of the needle-shaped dissolution is increasing as corrosion test time.
-
4.
The TEM-EDXS analyses showed that the Mn content was high of 9 mass% in the β phase compared to 0.7 mass% in α phase. Hence, less-Mn α phase was selectively corroded in the corrosion test. Thus, ST sample of only β phase showed the highest resistance, and aging heat-treated samples containing α phases (0.7 mass% Mn) showed higher resistance than pure Ti in the corrosion test.
-
5.
Finally, it was concluded that it was possible to keep the high corrosion resistance for heat-treated Ti-10% Mn alloy by controlling the microstructure of α phase.
References
P.G. Pound, Corrosion Behavior of Metallic Materials in Biomedical Applications. I. Ti and Its Alloys, Corros. Rev., 2014, 32, p 1–20
B. Vicentini, D. Sinigaglia, and G. Taccani, Crevice Corrosion of Titanium. Behaviour of Galvanic Cell Between Shielded and Unshielded Titanium in Sulphuric Acid, Corros. Sci., 1975, 15, p 479–483
L.A. Yao, F.X. Gan, Y.X. Zhoa, C.L. Yao, and J.L. Bear, Microelectrode Monitoring the Crevice Corrosion of Titanium, Corrosion, 1991, 47, p 420–425
S.Y. Yu, C.W. Brodrick, M.P. Ryan, and J.R. Scully, A New Activation Process for a Zr-Based Alloy as a Negative Electrode for Ni/MH Electric Vehicle Batteries, J Electrochem. Soc., 1999, 146, p 4429–4438
S.Y. Yu, J.R. Scully, and C.M. Vitus, Influence of Niobium and Zirconium Alloying Additions on the Anodic Dissolution Behavior of Activated Titanium in HCl Solutions, J Electrochem. Soc., 2001, 148, p B68–B78
D.G. Kolman and J.R. Scully, Electrochemistry and Passivity of a Ti-15Mo-3Nb-3Al Beta-Titanium Alloy in Ambient Temperature Aqueous Chloride Solutions, J Electrochem. Soc., 1993, 140, p 2771–2779
C.S. Brossia and G.A. Cragnolino, Effect of Palladium on the Corrosion Behavior of Titanium, Corros. Sci., 2004, 46, p 1693–1711
R.S. Glass and Y.K. Hong, Transpassive Behaviour of Titaniummolybdenum Alloys in 1 NH2SO4, Electrochim. Acta, 1984, 29, p 1465–1470
N.D. Tomashov, G.P. Chernova, Y.S. Ruscol, and G.A. Ayuyan, The Passivation of Alloys on Titanium Bases, Electrochim. Acta, 1974, 19, p 159–163
N.D. Tomashov, Factors of Control and Metal Protection Against Corrosion, Corros. Sci., 1961, 1, p 77–87
T. Nishimura, Corrosion Resistance of Molybdenum-Containing Titanium Alloy for Overpack in Simulating Underground Environment, J. Nucl. Mater., 2009, 385, p 495–503
S. Tamilselvi, T. Nishimura, X.H. Min, and K. Tsuzaki, The Effect of Microstructure on Corrosion of Molybdenum-Bearing Titanium Alloys in High Chloride and Acidic Solution at High Temperature, Mater. Trans., 2009, 50, p 2545–2551
Acknowledgments
The authors acknowledge the helpful comment and the assistance of Dr. X H Min and Dr. V Raman on this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Nishimura, T. Effect of Microstructure on the Electrochemical Behavior of Ti-10 Mass% Mn Alloys in High Chloride Solution. J. of Materi Eng and Perform 25, 443–450 (2016). https://doi.org/10.1007/s11665-015-1867-5
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-015-1867-5