
Abstract
Intermetallic growth can simultaneously enable low-resistance electrical pathways and determine the lifetime of a solder joint. Motivating this work is a demountable linear bilateral solder joint application, enabled via a vacuum pressure impregnation process. The effect of the initial solder joint thickness \(\delta _j = 25 - 125\) \(\mu \)m on intermetallic growth in this configuration is investigated for the \(\text{In}_{52}\text{Sn}_{48}\)(liquid)/Cu(solid) diffusion couple for temperatures T = 393, 413 and 433 K, in the range just above the \(\text{In}_{52}\text{Sn}_{48}\) melting temperature of 391 K. It was found that beyond a critical time \(\sim 1-15\) min into the kinetic reaction, thicker solder joints had more intermetallic growth. There are two intermetallic phases identified in this temperature range: \(\text{Cu}_{6}\text{(In,Sn)}{_5}\) closer to the Cu substrate, and \(\text{Cu(In,Sn)}_{2}\) closer to the solder bulk. The intermetallic growth fits give temporal growth exponents between \(n = 0.25 - 0.29\), indicating that grain boundary diffusion rather than volume diffusion is the predominant growth mechanism. Growth in thicker joints is associated with higher temporal growth exponents; this is attributed to suppressed grain coarsening, as there is Cu dissolution from the intermetallic into the solder bulk in the early stages of the reaction, in more highly unsaturated environments. In addition, there is on average a decrease in the intermetallic phase activation energy with increasing joint thickness. In combination with the literature, the results suggest the linear bilateral joint geometry has a growth constraining effect, and the liquid solder phase state strongly affects the morphology and coarsening of grains, leading to the intermetallic growth trends observed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Intermetallic formation is the basis of the connection between a substrate and a solder; diffusion occurs between atoms in the substrate and atoms in the solder, resulting in the formation of a binary or ternary alloy at the interface of the substrate. Intermetallics have been a topic of great interest in electronic packaging and integrated circuit component design due to their brittleness, susceptibility to fracture, and impact on joint reliability.1 However, they are a necessary feature for a low-resistance electrical bond. In addition, Pb-free solders with low melting temperatures are of great interest due to lower toxicity in the absence of Pb,2 and the reduction of thermal damage on components during the assembly process.
A unique application of low-temperature solders is a joint between superconducting paths, where both the electrical resistance of the joint must be small to reduce resistive losses in the cryogenic environment, and the solder melting point must be low to reduce damage on the superconducting material. For low resistance joint design that avoids high compression to provide the required interfacial contact, the intermetallics replace imperfect contact between asperities on the substrate and joint material surfaces, and provide the potential for improved electrical bonding. The motivation for this work comes from the proposal of a demountable joint enabled by a vacuum pressure impregnated low-temperature solder to couple turns of a superconducting coil.3 Of particular interest is the intermetallic growth at various conceivable soldering temperatures, and the variation of this growth with joint thickness; this is an important variable that affects solderability, overall joint resistance, and joint lifetime. While there are many previous papers on the growth kinetics and morphology of various intermetallics formed between low temperature solders and solid substrates, the work has focused primarily on different unilateral joint geometries.4,5,6 Additionally, previous research into intermetallic growth trends with joint thickness or size has shown highly variable results depending upon the solder type, phase state, and geometry of the joint.7
In this paper, the interfacial reaction between liquid \(\mathrm {In_{52}Sn_{48}}\) solder and a solid copper (Cu) substrate is characterized across the three parameters of time, temperature, and joint thickness. With relevance to the demountable joint application, the experiments are conducted in a similar linear bilateral substrate solder joint geometry. The results not only provide information about joint life and reliability, but also allow discussion of the underlying physics that dictates the key observations and trends. The variation of intermetallic growth with joint thickness is discussed and compared with previous works. The intermetallic phases are identified and the relevant activation energies are calculated. The trend of the temporal growth exponent, which dictates the intermetallic growth mechanism, is discussed in the context of results from a previously built phase field model.8
Experimental Methodology
Soldering Process
The \(\mathrm {In_{52}Sn_{48}}\) solder used in this experiment was obtained from Indium Corporation with a 99.9999\(\%\) level of purity, or 6N. The copper substrate is made from C101. To make the soldered joints, two pieces of copper are used, one with a groove cut to the selected initial joint thickness \(\delta _j\) = 25, 50, 75, 100, 125 \(\mu \)m, and the other milled flat with a section that extends beyond the groove opening, as shown in Fig. 1. This is designed to be of similar form to the vacuum pressure impregnation process for the demountable solder joint application that motivates this work. In that process, a primary flow channel carries solder through the sample, and connected at designated points along this path there are pre-cut copper grooves into which the solder will flow.3 The design is analogous to the experimental setup in this work, where there will be solder on the extended flat face connected with solder in the groove. This configuration thus also tests the local applicability of the Nernst–Brunner equation, which models substrate species concentration as a function of liquid volume V and substrate surface area A. Specifically, it is of interest to experimentally determine if the diffusive behavior in the linear bilateral region dominates and produces observable trends in the intermetallic growth. This will be discussed further in "Local Applicability of the Nernst–Brunner Equation" section.

Representation of the two copper blocks used for soldering; the bottom block is milled flat, and the upper block has a milled groove of the desired thickness.
The linear bilateral jointed area is 2.3 cm by 3.2 cm. The copper surfaces to be soldered are polished to remove any oxides, and then wiped down with ethanol to remove the residues. They are then assembled, and bolted to a hot plate. The hot plate is made in-house and consists of a block of copper with two 6.35 mm (1/4-inch) holes for the insertion of 300 W cartridge heaters. The thermocouple controlling the cartridge heat output is connected to the hot plate. A proportional-integral-derivative (PID) temperature controller is used to regulate the system. A second thermocouple is used to track the temperature of the two copper blocks to be soldered. Intermetallic growth was measured at flattop times of 0.5, 1, 15, 60, 210, 720 min. For all times except 0.5 and 1 min, the soldering plan is as follows:
-
Set the hot plate to the operating temperature. Wait for the joint to reach \(\pm 1 ^{\circ }\)C of the operating temperature and to stabilize.
-
Use a brush to apply TAC-012 (Indium Corporation) flux to the groove opening. The flux will travel into the groove by capillary action, remove remaining oxides, and activate the surface for soldering.
-
Apply solder pieces to the groove opening which will melt and by capillary action flow into the groove; this is the beginning of the flattop time. The amount of solder applied was a baseline 2.5 g designed to sit outside the linear bilateral region, in addition to an amount corresponding to the volume required to fill the joint groove. Note this ensures approximately the same \(V/A \approx 1.1\) mm ratio for the solder outside the linear bilateral region in all joints.
-
Place the assembly into the vacuum chamber and bolt the remaining flange. Pull to vacuum using the connected roughing pump; at longer flattop times, vacuum pressure prevents flux burning and oxidation.
-
After the joint has been at the operating temperature for almost the entire flattop time, vent the chamber, and carefully remove the hot plate.
-
Turn off the cartridge heaters; this is the end of the flattop time. Place the hot plate in a shallow bath of water to cool the joint quickly and solidify the solder.
-
Unbolt the joint from the hot plate.
For the 0.5- and 1-min flattop times, the same procedure is conducted under atmospheric pressure; this is to ensure that the flattop time is not exceeded due to the pumping and venting process. Although at vacuum pressure there may be improved wetting due to the reduction in the liquid–vapor interfacial energy \(\gamma _{\mathrm{{LV}}}\), the difference in the Gibbs free energy of formation of the intermetallics at vacuum pressure versus atmospheric pressure is negligible, and thus the growth kinetics should not be affected to any degree that is important for this analysis. In addition, flux burning and oxidation in atmospheric pressure is less of a concern with these short test times. Figure 2a and b show the unbolted vacuum chamber with the hot plate and sample assembly and a close-up of the sample with the applied molten solder, respectively. In these images, the solder has just melted and is seeping into the groove via capillary action.

Images showing (a) the vacuum chamber with the hot plate and bolted copper joint setup in place, and (b) a close-up of the hot plate and the bolted copper assembly with the molten solder.
All of the electronic connections and thermocouples are inserted from a side port to the left. The two holes equidistant from the center of the hot plate contain the two cartridge heaters. The sample is bolted down directly to the hot plate.
Local Applicability of the Nernst–Brunner Equation
As seen, the method and geometry used in our experiments closely represents that of the motivating solder joint application. However, because of the joint geometry and the way the solder is distributed both outside and inside the linear bilateral joint region, the complexity of analyzing such a joint should be discussed. In simple joints where there are no solders in contact with the solder in the primary linear area of interest, the Nernst–Brunner equation can be directly applied to help understand intermetallic growth via the substrate species concentration C in the solder bulk:9
Here, \(C_s\) is the substrate saturation concentration in the relevant solder, t is time, V is the solder volume, and A is the substrate area. It is observed that the intermetallic growth can increase or decrease with the solder volume to substrate area ratio V/A.7 In some of these experiments, solder is hot-pressed between two substrate surfaces with a set gap and contact area. This is to control the concentration of diffused substrate species in the solder bulk and, therefore, be able to compare the intermetallic growth in solder joints using only the solder volume to substrate area ratio.
If Eq. 1 is applied to our joint without consideration of the geometry or solder distribution, the conclusion would be that the microstructural kinetics in these joints are dominated by the external solder reservoir; in this case there would be almost no difference in intermetallic growth or observable trends across samples at a given temperature. As is expected, however, this 1-D solution has shown to be inadequate, particularly in smaller and more complex solder joints where the diffusion scales and microstructural changes are on the scale of the joint size. It is demonstrated in various works10,11,12 that the solder volume-to-substrate area ratio factor, as captured by the Nernst–Brunner equation, is insufficient to predict the differences in intermetallic growths in different size solder bumps, with geometry playing a key role. Even in simpler geometries where a circular copper pad is dipped into solder, differences in the intermetallic growth are seen at the central and edge parts of the pad, in addition to differences in the directional copper flux and pad consumption.10
In summary, 2-D diffusion effects are required to properly describe the variation of intermetallic growth with solder volume, substrate area, and joint geometry. Because of the disparity in spatial scales defining the two distinct regions, the diffusion rate of copper in tin,13 and the scale of the intermetallic growth, it is expected that the external solder reservoir in our experiments will not affect the intermetallic growth kinetics and trends observed in the linear bilateral joint region. The solder volume to substrate area ratios of the external and linear regions are \(V/A \approx 1.1\) mm and \(V/A \approx 25-125\) \(\mu \)m, respectively. The dominating fluxes in the external solder reservoir are those from the adjacent copper surfaces, eventually resulting in saturation of this solder bulk. This means that for the overwhelming majority of the linear joint region, there should be no effect on the intermetallic growth due to the external solder reservoir, and the local concentration within the joint groove dominates the intermetallic growth. This work then not only investigates the intermetallic growth between copper and liquid \(\mathrm {In_{52}Sn_{48}}\) solder at the relevant temperatures of joint assembly, but also tests the hypothesis that in this configuration local concentrations in the linear bilateral joint region dictate microstructural kinetics. Observations of identifiable trends between joint thicknesses at a given reaction temperature and time would support this hypothesis.
Intermetallic Identification and Measurement
Following the soldering process, the joint needs to be cut, polished and imaged. The soldered joint is cut using a wet abrasive saw; while this is slower than using a bandsaw, it is critical to minimizing the in-depth damage of the sectioning process, and also minimizes the subsequent amount of polishing to be done. After several iterations, the optimal polishing process developed is as follows:
-
P280, P800, P1200 SiC paper
-
9, 3, 1 \(\mu \)m diamond slurry
-
Optional (0.05 \(\mu \)m aluminum oxide)
The optional polish with aluminum oxide (\(\mathrm {Al_{2}O_{3}}\)) is done depending upon the finish desired. For example, given the softness of \(\mathrm {In_{52}Sn_{48}}\) solder, it is helpful to reveal the intermetallic layer boundary by polishing with the aluminum oxide, removing a small amount of the bulk solder layer in the process. However, due to the softness of the solder, some of the aluminum oxide particulates will become embedded in the solder bulk; these can be intrusive when trying to compute quantitative percentages of certain elements using elemental dispersive X-Ray (EDX) spectroscopy. Alternatively, one can skip this final step and etch the sample with a solution of \(95\%\) ethanol, \(5\%\) HCl or \(96\%\) ethanol, \(2\%\) HCl, \(2\%\) nitric acid (by volume), by applying the solution to the polished surface for \(\sim 30\) s. This removes some of the solder bulk, and distinctly reveals the intermetallic layer. There are generally two intermetallics present, and if the concentration of acid is too high, some of the softer intermetallic layer (closer to the solder, containing more indium) will also be eroded. The solution can be diluted to minimize or prevent this effect. The sample is then rinsed thoroughly with deionized water to prevent unwanted corrosion.
Images of the polished samples are taken on a Zeiss Sigma 300 VP scanning electron microscope (SEM), and the MIPAR software program is used to analyze them. The software allows development of ‘recipes’ to analyze an particular image, which can then be reapplied to subsequent images. The purpose of this analysis is to calculate the relevant dimensions of the intermetallics, including area and length. These are calculations based off of the calibration scale from the SEM software. The average intermetallic growth is calculated as \(x_{\mathrm{{IMC}}} = A_{\mathrm{{IMC}}}/l\) (area of intermetallic divided by the corresponding length of the substrate). The recipe developed has five steps to single out the intermetallics:
-
Crop a section of the image focusing on the intermetallic layer
-
Smart Cluster which groups together like pixels (color, granularity), so as to smooth over any defects due to polishing, and more accurately identify the intermetallic region
-
Median Filter which smooths alike pixels
-
Adjust Contrast to provide better differentiation between the intermetallics and other regions
-
Range Threshold to highlight the intermetallics
An example of these steps is shown in Fig. 3. The labels in Fig. 3b provide a representation of notable features commonly observed in these samples. The copper substrate and \(\mathrm {In_{52}Sn_{48}}\) are labelled ‘Cu’ and ‘Solder bulk’, respectively. Most clearly seen in Fig. 3a and b are Kirkendall voids, located in the region at the boundary between the two intermetallics; the presence of these voids is a result of a difference in the diffusion rates of various species. The two intermetallic compounds are labelled ‘IMC’: there is a dark gray phase closer to the Cu substrate, and a light gray phase closer to the solder bulk. The average thickness of the dark gray phase along the substrate length is relatively uniform, however the boundary is irregular adjacent to the light gray phase. The light gray phase is highly irregular and has greatly elongated sections. There are islands of precipitated intermetallics located in the solder bulk, labelled ‘Precipitated IMC’, which are generally formed during cooling due to the changing solubility of copper in the molten solder.14 Other structures such as long faceted rods can also form during cooling, extending from the intermetallic layer into the solder bulk;15,16,17 while not clearly seen in Fig. 3, an example of these rods present in our experiments will be addressed in the results section. Because the cooling rate can affect the amount and size of ‘island’ and ‘rod’ formations, the hot plate is placed into water to speed up the cooling process, ultimately reducing the additional intermetallic formed.17 While the total intermetallic formation is important for the practical purposes of the demountable joint application, the models used to assess the relationship between intermetallic growth and joint thickness focus on the microstructure that grows isothermally at the flattop temperature. Thus, for the analysis presented in this paper, both intermetallic phases constituting the continuous layer are included, but the island and rod structures formed during cooling are not considered. Note that while the rods are sometimes connected to the continuous layer, their morphology is generally distinguishable from this layer.15 In Fig. 3e, the dark gray phase is highlighted as a representative example of a step in calculating the average intermetallic thickness.

Iteration through the MIPAR recipe as detailed in the text: (a) Crop, (b) Smart Cluster, (c) Median Filter, (d) Adjust Contrast, (e) Range Threshold.
Results
Intermetallic Growth Versus Time
To analyze the growth on a single substrate surface in this linear bilateral joint configuration, the total continuous intermetallic growth on both surfaces is measured and averaged. Note that because of the two-sided joint, the reaction at either substrate interface is not strictly independent. This may alter the kinetics and cause deviation from the standard power law growth; however, this is not accounted for in this analysis. The time and temperature dictate how many intermetallic phases are present; almost all samples here show two phases. Five reaction time points are used in the data analysis: 1 min, 15 min, 60 min, 210 min, 720 min. The 1-min data point is critical to the analysis; early in the soldering reaction, the growth rate is the fastest. It is, therefore, particularly important to ensure precision in the total flattop time including cool down, to prevent large uncertainty in the growth data and the resulting fit parameters. The relationship between intermetallic growth \(x_{\mathrm{{IMC}}}\) and time t is given by the equation \(x_{\mathrm{{IMC}}} = kt^n\), where k is the growth rate constant and n is the temporal growth exponent. This equation can be represented in the linear form:
For a given initial joint thickness \(\delta _j\) = 25, 50, 70, 100, 125 \(\mu \)m, the log of growth and time are fit to Eq. 2 for the data at the various temperatures T = 393, 413, 433 K. The data produces quite satisfactory fits to the standard model with \(R^2>0.95\) in all cases. The intermetallic growth increases with increasing temperature, time, and joint thickness. The growth rate constant and temporal growth exponent for each case can be extracted from the fits; the results are presented in Table I. It is seen that the growth rate constant k, related to the diffusion coefficient, increases with both increasing temperature and joint thickness. The average growth exponent n also increases with increasing temperature and joint thickness. The value n dictates the growth mechanisms dominating the reactions, for example whether the diffusion occurs predominantly through the intermetallic grains or via the intermetallic grain boundaries; \(n = 1/2\) describes the classic Fick’s law volume diffusion model. While values close to \(n = 1/2\) are frequently observed in solid state solder intermetallic growth experiments, the value can be significantly less in liquid state solder reactions. A theory by Schaefer showed that when \(n<1/2\), the reaction is dominated by grain boundary diffusion.18 In addition, depending on the relationship between the grain boundary height \(X_{\mathrm{{GB}}}\) and the average grain height \(X_{\mathrm{{ave}}}\) during intermetallic layer growth, the shape of the growth curve can vary.14 For example, if instead of assuming a constant ratio \(R = X_{\mathrm{{GB}}}/X_{\mathrm{{ave}}}\) one assumes a variable ratio \(r = X_{\mathrm{{GB}}}/X_{\mathrm{{ave}}}^2\), the theoretical temporal growth exponent goes from 0.33 to 0.25, respectively. The variable ratio assumption is based upon the observation that grains change from spherical to elongated ellipsoidal shapes as they grow. There are other factors related to flux ripening and grain coarsening effects13 that also have a strong influence on n, and these will also be discussed in “Discussion” section. Across all joint thicknesses and temperatures, the n values lie between 0.25 and 0.29, within the range that is predicted by the theory.
Intermetallic Growth Versus Joint Thickness
In this section, the intermetallic growth is plotted against the joint thickness for the various flattop operating temperatures at a given reaction time. Joint thickness is another variable which affects intermetallic growth by virtue of its effect on species concentration. This is a complex variable which has had less exploration in the literature than general characterization of intermetallic growth and morphology for various solders. However, from solderable area, solder volume, to the modelling of fluxes which drive intermetallic growth, there have been numerous efforts to understand the variation of intermetallic growth with geometry and joint size.
Figure 4 shows the three plots for intermetallic growth versus joint thickness for 393 K, 413 K and 433 K. The difference between the growth on either substrate surface is defined as the uncertainty displayed in the vertical error bars. For each temperature of this \(\mathrm {In_{52}Sn_{48}}\)(liquid)/Cu(solid) diffusion couple, there are some key and consistent trends observed:
-
1.
Beyond a critical time \(\sim \)1-15 min, the intermetallic growth increases with increasing joint thickness
-
2.
The temporal growth exponent increases with increasing joint thickness
-
3.
Thicker joints in general have a lower proportion of intermetallic as a fraction of the whole joint, despite the larger absolute amount of growth
Points (1) and (2) are related; the higher growth exponent for thicker joints results in less growth in early stages of the reaction, and more growth in later stages of the reaction, compared to thinner joints. As seen in the plots in Fig. 4a and b, there was a data set for 393 K and 413 K that was collected at 0.5 min of flattop exposure. At 0.5 min it is seen that the thicker joints do not have more intermetallic growth; however, by 1-15 min they do; this is discussed further in “Discussion” section.
Figure 5 presents a set of SEM images that show intermetallic growths in different joint thicknesses at T = 433 K and t = 720 min. Point (3) is observed in these images; the thinner joints are seen to have higher proportions of intermetallic growth. In the joint with initial 25 \(\mu \)m thickness, there is merging of the intermetallics from both substrate surfaces; in this case, the total average growth documented for a given substrate surface is calculated as the total intermetallic area associated with both sides, divided by twice the length of the joint section in question. Note that the total joint thicknesses following reaction are larger than the initial joint thicknesses due to consumption of the copper substrate for both solder bulk saturation and for contribution to intermetallic growth.

Plots showing the intermetallic growth (\(x_{\mathrm{{IMC}}}\)) vs. joint thickness (\(\delta _j\)) for (a) 393 K (b) 413 K (c) 433 K.

Sectioned and polished samples with conditions of T = 433 K, t = 720 min for joint thicknesses (a) 25 \(\mu \)m, (b) 50 \(\mu \)m, (c) 75 \(\mu \)m, (d) 100 \(\mu \)m, (e) 125 \(\mu \)m. There are four identifiable material compositions. 1. Cu substrate: top and bottom of each image 2. \(\mathrm {Cu_6(In,Sn)_5}\): intermetallic closest to substrate 3. \(\mathrm {Cu(In,Sn)_2}\): intermetallic closer to solder bulk 4. \(\mathrm {In_{52}Sn_{48}}\): solder bulk. Note the darkest spots present in these backscattered electron SEM images are polishing artifacts.
Intermetallic Phases
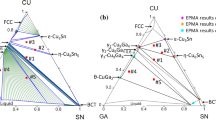
It is important to note the intermetallic phases formed at these reaction conditions. For various diffusion couples including Cu/Sn, Cu/In, and Cu/InSn,19 it has been well documented that the number of intermetallic compounds and their evolution depend upon the time, temperature, and phase state of the solder. For the \(\mathrm {In_{52}Sn_{48}}\)(liquid)/Cu(solid) linear bilateral diffusion couple presented in our work, there were two predominant intermetallics identified: \(\mathrm {Cu_{59}In_{18}Sn_{23}}\) and \(\mathrm {Cu_{34}In_{50}Sn_{16}}\). These correspond to the \(\mathrm {Cu_6(In,Sn)_5}\) and \(\mathrm {Cu(In,Sn)_2}\) phases and are in accordance with the results from Han20 for a similar geometry at 433 K. A solid state thermal aging reaction in Kim’s work also showed the same two intermetallic phases.21 One can see in Fig. 5e that \(\mathrm {Cu_6(In,Sn)_5}\) is the phase closer to the Cu substrate, and \(\mathrm {Cu(In,Sn)_2}\) is the lighter colored intermetallic that interfaces the solder bulk. The other intermetallic detected in the very early stages of the reaction but which was consumed was \(\mathrm {Cu_{72}In_{12}Sn_{16}}\), corresponding to the \(\mathrm {Cu_3(In,Sn)}\) phase. Chuang’s work22 shows that this intermetallic predominantly appears above 573 K. Within the \(\mathrm {In_{52}Sn_{48}}\) bulk, the two phases constituting the base alloy were detected: \(\mathrm {In_{21}Sn_{79}}\) and \(\mathrm {In_{74}Sn_{26}}\), corresponding to \(\mathrm {\gamma - InSn_4}\) and \(\mathrm {\beta - In_3Sn}\) , respectively. These are consistent with the In-Sn phase diagram, and are formed through eutectic reactions during cooling.20 The \(\beta \) and \(\gamma \) phases are shown in Fig. 6.

Image showing the phases in the bulk \(\mathrm {In_{52}Sn_{48}}\) solder. The sample conditions were 413 K, 125 \(\mu \)m, 1 min. In and Sn are adjacent in the periodic table; \(\mathrm {\gamma - InSn_4}\) is heavier than \(\mathrm {\beta - In_3Sn}\) so appears brighter.
Using etching with the HCl-based solution, the faceted rods which are part of the \( {\text{Cu}}_{6} \left( {{\text{In}},{\text{Sn}}} \right)_{5} \) phase can be seen in Fig. 7. These rods are formed during the cooling process due to the changing solubility of copper in the molten solder; however, faster cooling rates reduce the additional intermetallic formed.17 As mentioned previously in “Intermetallic Identification and Measurement” section, these rods which are less present in the cross-sectional images in Fig. 5, are not included in the analysis; the models used to investigate the relationship between intermetallic growth and joint thickness are for the continuous microstructure that growths isothermally at the peak flattop temperature. It is important to note that because the rods can be attached to this continuous intermetallic layer, there is some uncertainty associated with the analysis. The volume fraction of the rods would also be greater at higher flattop temperatures due to the higher solubility of copper in molten solder, resulting in greater precipitation upon cooling. However, Yang shows that by water cooling instead of air cooling solder joint samples, there is a reduction in the amount of additional intermetallic formed,17 due to the faster cooling rate. In addition, because the rapid water cooling rate results in a smaller absolute cooling time to solidification, there is only a very small difference between the average additional precipitated intermetallic for the 240\(^{\circ }\)C and 280\(^{\circ }\)C joints (0.047, 0.107 \(\mu \)m), respectively, versus (0.143, 1.152 \(\mu \)m), respectively, for the air-cooled case. The SEM cross-sections in Chang’s work show similar clearly identifiable faceted rod \(\mathrm {Cu_6(In,Sn)_5}\) structures formed during water cooling of the \(\mathrm {In_{52}Sn_{48}}\)/Cu reaction. Combined with the fact that the cooling rate in our experiments was between the water and air cooling rates in Yang’s work, these results indicate that any uncertainty introduced into the analysis by unintended inclusion of intermetallic formed upon cooling would be small relative to the isothermal growth, and there would be little variation across samples of different temperature.

The images in (a) and (b) show the faceted rods of the \(\mathrm {Cu_6(In,Sn)_5}\) phase formed during cooling, exposed using etching with the HCl-based solution.
Activation Energies
Calculating the activation energies of the intermetallics for the various joint thicknesses is both a measure of the type of intermetallic present, the soldering conditions, and a validation of the parameters calculated in the previous section. There are multiple ways to calculate the activation energy. The most standard method begins with the Arrhenius relationship between the activation energy Q and the diffusion coefficient D:
Where \(D_0\) is a pre-exponential factor, \(R = 8.314\) kJ/mol is the universal gas constant, and T is the temperature. The standard units of the diffusion coefficient are \(\mathrm {m^2/s}\), meaning that the growth rate constant takes units of \(\mathrm {m/s^{1/2}}\). This in turn implies that \(x \propto t^{1/2}\), and that volume diffusion is the dominant kinetic mechanism. As seen, this is not the case in this particular set of soldering experiments, where grain boundary diffusion is the dominant mechanism (\(n<0.3\)). Despite this, an extension of this methodology is frequently used to write the growth rate constant of these experiments in the same Arrhenius format.18 To do this, first the k values must all be determined with the same units. For example, by setting \(n = 0.25\), fits to the data can be made to find k values with units of \(\mu \)m/min\(^{0.25}\). Then the equation relating this constant and the temperature can be re-expressed in the linearized form:
From here the activation energy Q and the pre-exponential factor \(k_0\) are determined. However, forcing the temporal growth exponent to be \(n = 0.25\) can result in poorer predictions for the growth rate constants, and thus the activation energies. A second method to determine the activation energy of the intermetallic phases begins by using the Arrhenius relationship for the growth rate constant, and re-writing the growth equation as:
Non-linear regression is performed to calculate \(k_0\), Q, and n simultaneously. This has the potential to be a more accurate determination of the activation energies than the first method, where the growth exponent was set to a given value. The results of this fit method for the activation energies are presented in Table II.
It is seen that the value of the activation energy decreases for increasing joint thickness, except for the 125 \(\mu \)m joint. This trend of lower activation energy for thicker solder joints is consistent with the observation that for a given period of time, more intermetallic growth is present in the thicker joints. Previous works23,24,25 have observed similarly; there is an effect of the solder joint size on the intermetallic growth rates, and thus the activation energies of the present phases. In the work by Li,24 it is found that for the Cu substrate/solder characteristic contact of 90, 150, 200 \(\mu \)m, the intermetallic growth increased for larger joints, and the corresponding activation energies are 75.84, 70.94, 61.98 kJ/mol, respectively; these joints were isothermally aged with the solder in the solid state for multiple hundreds of hours. Compared to previous research, there are small differences between activation energies for various joint sizes in the experiments presented in this paper.
In the literature, there are a range of activation energy values given for various Cu/Sn, Cu/In, and Cu/InSn intermetallics; these are documented in Table III. For the liquid tin/solid copper diffusion couple, reported activation energies for the total intermetallic formation of both the predominant \(\mathrm {Cu_6Sn_5}\) and \(\mathrm {Cu_3Sn}\) compounds are between 10.8 kJ/mol26 and 20.8 kJ/mol..27 For the liquid indium/solid copper diffusion couple, reported activation energies are 17 kJ/mol for \(\mathrm {Cu_2In}\),28 16.9 kJ/mol for \(\mathrm {Cu_{11}In_9}\), and 23.5 kJ/mol for \(\textrm{CuIn}\).29 For the liquid \(\mathrm {In_{52}Sn_{48}}\)/solid copper diffusion couple, 28.9 kJ/mol is reported for \(\mathrm {Cu_{6}(In,Sn)_5}\),22 and for the solid \(\mathrm {In_{52}Sn_{48}}\)/solid copper diffusion couple, 97.6 kJ/mol is reported for \(\mathrm {Cu_{6}(In,Sn)_5}\).21 As expected, solid/solid diffusion couples have higher activation energies for compound formation than liquid/solid diffusion couples. For the tin based liquid \(\mathrm {Sn_{62}Pb_{36}Ag_{2}}\)/solid copper diffusion couple, an activation energy of 7.0 kJ/mol was calculated for \(\mathrm {Cu_{6}Sn_{5}}\).18
The results presented in Table II show that the activation energies for the total [\(\mathrm {Cu_{6}(In,Sn)_5}\) + \(\mathrm {Cu(In,Sn)_2}\)] intermetallic layer in the various joints are on the lower side of what is reported in the literature. A factor that could affect the results is the altered growth kinetics of two intermetallic layers growing into one another, compared to the reaction at single isolated substrate interface. For example, the impingement of intermetallic compounds, more prevalent in earlier stages in thinner joints, could affect the activation energies calculated.
Discussion
Growth Exponent Trend and Comparison with the Phase Field Model
The increase in the temporal growth exponent with increasing initial joint thickness, as seen in Fig. 8, is consistent with previous research which has shown via a phase field model that intermetallic growth in an initially unsaturated liquid solder is characterized by a higher growth exponent than intermetallic growth in an initially saturated liquid solder.8 As previously mentioned, the saturation level here regards the substrate species, or Cu in this case. While all the joints in our experiments begin with an unsaturated solder, because it takes a longer period of time for a thicker solder joint to become Cu saturated, this joint corresponds to the more unsaturated environment during this period, compared to a thinner solder joint. The reason for the difference in temporal growth exponents is the coarsening effect. Before the work by Schaefer,14 which showed the effect of grain boundary diffusion on intermetallic growth with a liquid solder, it had been shown in the work by Kim30 that intermetallic growth of hemispherical scallop grains in liquid/solid diffusion couples went as \(t^{1/3}\), with two contributing components: a ripening flux, and an interfacial reaction flux, corresponding to the first and second terms on the right hand side of the following equation:
Here, r is the radius of the scallop, \(\gamma \) is the surface energy of the scallop, \(\Omega \) is the average atomic volume, D is the atomic diffusivity in the molten solder, \(C_0\) is the solubility of Cu in the molten solder, \(N_A\) is Avogadro’s number, L is the numerical factor relating mean separation between scallops and the mean scallop radius, A is the solder/substrate contact area, v is the consumption rate of Cu, \(N_P\) is the number of scallops, R is the gas constant, T is the temperature, m is the atomic mass of Cu, and \(\rho \) is the density of Cu.13 The ripening flux is due to the Gibbs-Thomson effect; because of curvature differences in the grains, there is a Cu concentration gradient between grains of different radii. This drives Cu atoms from smaller grains to larger grains, resulting in the disappearance of smaller grains and the growth of larger grains. The interfacial reaction flux is the flux of Cu that dissolves directly from the substrate, uses the valleys in between grains to enter the solder, and then contributes to the growth of each grain. The ripening and interfacial reaction fluxes result in grain coarsening; the average increase in size of each grain, and simultaneous decrease in number of grains. In revisiting Huh’s phase field work,8 grain coarsening is suppressed in solder that is less saturated with Cu, because there is dissolution of Cu flux from the intermetallic into the solder bulk, contributing to its saturation; this flux reduces the Cu gradient that causes the Gibbs-Thomson effect.

Increase in the temporal growth exponent n versus initial joint thickness (\(\mu \)m).
The phase field results then show that because of the suppression of the coarsening effect, the intermetallic growth in the initially unsaturated solder is less that in the initially saturated solder, in the very early stages of the reaction.8 However, the growth in the initially unsaturated case surpasses that in the initially saturated case beyond a certain reaction time. In combination, this results in a larger temporal growth exponent associated with the initially unsaturated solder, corresponding to a thicker joint in our experiments.
It is also of interest to probe the crossover point in the reaction when the initially unsaturated solder is predicted to have more intermetallic growth; from the phase field model numerical procedure, the equation for real time is given by:
where \(D_L\) is the liquid solder inter-diffusion coefficient, \(\tau \) is the non-dimensional time, and w is the interface width (numerical factor that is a measure of the grain boundary width). From the modelling results, the crossover point where the intermetallic growth in the initially unsaturated case would overtake that in the initially saturated case is \(\tau = 10000\).8 The values of w and \(D_L\) are not explicitly stated in this model, but other works give \(D_L = 2\times 10^{-12}\) \(\mathrm {m^2/s}\) and \(w = 8\times 10^{-8}\) m31 (for liquid Sn, solid Cu reaction), resulting in a real time of approximately 0.5 min. If a larger interface width value of \(8\times 10^{-7}\) m32 is used, this gives a value of approximately 50 min. Note that while temporal and spatial scales of intermetallic growth kinetics can vary significantly with substrate and solder materials, this calculation can be used as an order of magnitude check, particularly because the substrate material (Cu) is identical, and Sn is a major component of the \(\mathrm {In_{52}Sn_{48}}\) used. The corresponding model intermetallic growth for the 0.5 and 50 min estimates are 0.4 and 4 \(\mu \)m, respectively. In Fig. 4a and b, it is seen that at the early reaction time point of t = 0.5 min, some of the thicker joints have less intermetallic growth than the thinner joints. At \(t\approx 1-15\) min, most of the thicker joints have higher intermetallic growth. At or beyond 60 min, all of the thicker joints have more intermetallic growth relative to a thinner joint. While the phase field model prediction of 0.5 min is an underestimate and the prediction of 50 min is likely an overestimate, this 0.5 - 50 min range gives good agreement with the experimental results as the possible times at which growth in a thicker joint would surpass that in a thinner joint. The corresponding model intermetallic growth estimate of 0.4 - 4 \(\mu \)m captures the 1 - 2.5 \(\mu \)m observed in the experiments.
Uncertainty in these time and growth model predictions are introduced via the estimate of the interface width value and the fact that Huh’s model is based on a unilateral joint rather than the bilateral design present here. Note that theoretically, each joint should have its own crossover point due to different initial thicknesses, meaning a different time until the solder is Cu saturated. However, the fact that the initial joint conditions (bilateral, unsaturated) are identical (but different effective saturation levels over the initial period in the reaction), in conjunction with the small 25 \(\mu \)m increment between joints, suggests that from joint to joint the crossover points are temporally close to one another. The discreteness of the experimental data points means that all these points are not captured, however at 1 min it is seen that the thicker joints start to have more growth, and from 15 to 60 min at 393 K and 413 K, the 125 \(\mu \)m joint goes from having less growth than the 100 \(\mu \)m joint, to having more. Ultimately, these growth trends mean there are higher temporal growth exponents for the thicker joints than for the thinner joints, as seen in Fig. 8. Li’s experimental work also shows that increasing joint pad sizes resulted in increased temporal growth exponents.6 The greater growth in the thicker joints beyond the crossover time may be due to the higher number of grain boundaries still available for Cu transport. In addition, there is possibly a constraining effect7 present as two intermetallic layers grow toward one another in the linear bilateral configuration; this effect would be lessened in thicker joints, allowing for greater intermetallic growth.
Comparison with Literature on the Variation of Intermetallic Growth with Joint Geometry
It is instructive to look at the other results in the literature which investigate the effect of solder joint size on intermetallic growth. A summary is outlined in Wang’s work;7 these results, in addition to others found in the literature are documented in Table IV, separated by factors that are important to this work. Note that unilateral joints are generally joints in which a ball of solder sits upon a single substrate surface, and bilateral joints are those in which solder is sandwiched between two substrate surfaces; these bilateral joints can contain a ball type solder profile, or have a much thinner solder layer on the scale of the intermetallic growth, as is the case in our experiments. The ‘IMC \(\uparrow \downarrow \)’ column indicates that intermetallic growth increases \(\uparrow \) or decreases \(\downarrow \) with increasing V/A ratio.
From these data sets, it is shown that solder composition, solder phase state, and joint geometry can influence the intermetallic growth trends with varying joint size, quantified here as the solder volume to substrate area ratio (V/A). The effects of solder composition and phase state suggest that the species diffusivities and morphological evolution of the intermetallics play a role. For example, Li showed that by adding \(\mathrm {TiO_2}\) to Sn-3.0Ag-0.5Cu (SAC305) solder in a unilateral joint geometry (solder ball on pad), the trend could be reversed in both the liquid6 and solid24 state. It should also be noted these results by Li in addition to those by Rao25 achieve increasing V/A ratios by increasing pad area as opposed to solder volume; this would change the diffusion gradients, another possible reason why these are the only unilateral joints listed which show an increasing rather than decreasing growth trend. While the liquid state bilateral joints have increasing intermetallic with increasing V/A ratio, the linear bilateral Sn(solid)/Cu(solid) setup in Roy’s work39 results in more growth in thinner joints; this suggests that the more lamellar versus irregular intermetallic morphologies in the solid and liquid phases, respectively, may have an effect. Some of the unilateral cases also show that in the early stages of the liquid state reaction the larger joints have less intermetallic content although the rates of growth are higher in these joints, indicating potential crossover;5,33 this is in accordance with the phase field theory8 and our results. In fact, Huang’s concentration gradient controlled kinetics model accurately predicts less intermetallic in larger V/A joints for this stage in the reaction.5 Longer reaction time studies should be performed on the unilateral joints to investigate the long term intermetallic growth trend, however the currently available data shows that in most cases the growth decreases with increasing V/A ratio. To summarize the results in the table, it can be stated that as opposed to the majority of unilateral joints, most of the linear bilateral micro-solder joints show increasing intermetallic growth with increasing V/A ratio, indicating there may a constraining effect which restricts the growth in thinner joints compared to the thicker joints.7,35,40
The phase field model8 appears to capture most of the effects which are observed throughout the data. In a liquid state reaction where the grains are irregular rather than lamellar, there is grain coarsening suppression37 in the early stages of a more highly unsaturated solder (corresponding to thicker joints). Because of this, there are more grain boundaries available for rapid substrate species transport at the latter stages of the reaction, resulting in higher temporal growth exponents. In combination with a potential growth constraining effect in the linear bilateral configuration where the joint size is on the order of the microstructural changes, more intermetallic growth is present in thicker joints, in accordance with our work.
Conclusion
In this work, the interfacial reaction between liquid \(\mathrm {In_{52}Sn_{48}}\) solder and a solid Cu substrate was investigated in a linear bilateral configuration relevant to a vacuum impregnated demountable solder joint application. The intermetallic growth was found to increase with temperature and time, following the Arrhenius dependence. Beyond \(\sim \)1-15 min into reaction, the overall intermetallic growth increases with increasing joint thickness. The temporal growth exponents determined were n = 0.25−0.29, within the range predicted by the theory. It was found that n increases and the reaction activation energy Q decreases with increasing joint thickness in the linear bilateral region. The literature documents varying trends in intermetallic growth with joint thickness, depending upon the parameters of solder composition, joint geometry and solder phase state. In combination with our work in this paper, these effects are well captured by a previously built phase field model. The presence of strong trends within the linear bilateral joint region in this geometry indicate that the Nernst–Brunner equation and the solder volume to contact area (V/A) ratio must be used in conjunction with geometric factors when predicting microstructural kinetics within a solder joint. The results suggest that a growth constraining effect in the linear bilateral solder joint, and the intermetallic morphology in the liquid state reaction, have strong effects on the trends observed.
References
N. Stoloff, C. Liu, and S. Deevi, Emerging applications of intermetallics. Intermetallics 8, 1313 (2000).
E. Wood and K. Nimmo, In search of new lead-free electronic solders. J. Electron. Mater. 23, 709 (1994).
T. Mouratidis, Low temperature solderdemountable joints for non-insulated, high temperature superconducting fusion magnets. Ph D thesis, Massachusetts Institute of Technology, Department of Aeronautics and Astronautics (2022).
C. Chang, Y. Lin, Y. Wang, and C. Kao, The effects of solder volume and Cu concentration on the consumption rate of Cu pad during reflow soldering. J. Alloys Compd. 492, 99 (2010).
M. Huang and F. Yang, Size effect model on kinetics of interfacial reaction between Sn-xAg-yCu solders and Cu substrate. Nature 4, 7117 (2014).
Z. Li, G. Li, B. Li, L. Cheng, J. Huang, and Y. Tang, Size effect on IMC growth in micro-scale Sn-3.0Ag-0.5Cu-0.1TiO2 solder joints in reflow process. J. Alloys Compd. 685, 983 (2016).
S. Wang, Y. Yao, and X. Long, Critical review of size effects on microstructure and mechanical properties of solder joints for electronic packaging. Appl. Sci. 9, 227 (2019).
J. Huh, K. Hong, Y. Kim, and K. Kim, Phase field simulations of intermetallic compound growth during soldering reactions. J. Electron. Mater. 33, 1161 (2004).
V. Dybkov, Reaction Diffusion and Solid State Chemical Kinetics (London: IMPS Publications, 2010).
Z. Huang, P. Conway, E. Jung, L. Thomson, R. Changqing, T. Loeher, and M. Minkus, Reliability issues in Pb-free solder joint miniaturization. J. Electron. Mater. 35, 1761 (2006).
Z. Huang, P. Conway, L. Changqing, and R. Thomson, The effect of microstructural and geometrical features on the reliability of ultrafine flip chip microsolder joints. J. Electron. Mater. 33, 1227 (2004).
Z. Huang, P. Conway, and L. Changqing, Effect of solder bump geometry on the microstructure of Sn-3.5 wt.% Ag on electroless nickel immersion gold during solder dipping. J. Mater. Res. 20, 649 (2004).
K. Tu, J. Lee, and J. Jang, Wetting reaction versus solid state aging of eutectic SnPb on Cu. J. Appl. Phys. 89, 4843 (2001).
M. Schaefer, R. Fournelle, and J. Liang, Theory for intermetallic phase growth between Cu and liquid Sn-Pb solder based on grain boundary diffusion control. J. Electron. Mater. 27, 1167 (1998).
F. Chang, Y. Lin, H. Hung, C. Kao, and C. Kao, Artifact-free microstructures in the interfacial reaction between eutectic In-48Sn and Cu using ion milling. Intermetallics 16, 3290 (2023).
M. Yang, M. Li, L. Wang, Y. Fu, J. Kim, and L. Weng, Growth behavior of Cu6Sn5 grains formed at an Sn3.5Ag/Cu interface. Mater. Lett. 65, 1506 (2011).
M. Yang, Y. Cao, S. Joo, H. Chen, X. Ma, and M. Li, Cu6Sn5 precipitation during Sn-based solder/Cu joint solidification and its effects on the growth of interfacial intermetallic compounds. J. Alloys. Compd. 582, 688 (2014).
M. Schaefer, W. Laub, J. Sabee, and R. Fournelle, A numerical method for predicting intermetallic layer thickness developed during the formation of solder joints. J. Electron. Mater. 25, 992 (1996).
S. Sommadossi, W. Gust, and E. Mittemeijer, Characterization of the reaction process in diffusion soldered Cu/In-48 at.% Sn/Cu joints. Mater. Chem. Phys. 77, 924 (2003).
D.L. Han, Y.A. Shen, F. Huo, and H. Nishikawa, Microstructure evolution and shear strength of tin-indium-xCu/Cu joints. Metals 12, 33 (2022).
D. Kim and S. Jung, Interfacial reactions and growth kinetics for intermetallic compound layer between In-48Sn solder and bare Cu substrate. J. Alloy. Compd. 386, 151 (2005).
T. Chuang, C. Yu, S. Chang, and S. Wang, Phase identification and growth kinetics of the intermetallic compounds formed during In-49Sn/Cu soldering reactions. J. Electron. Mater. 31, 640 (2002).
O. Abdelhadi and L. Ladani, Effect of joint size on microstructure and growth kinetics of intermetallic compounds in solid–liquid inter diffusion Sn3.5Ag/Cu-substrate solder joints. J. Electron. Packag. 135, 021004 (2013).
Z. Li, L. Cheng, G. Li, J. Huang, and Y. Tang, Effects of joint size and isothermal aging on interfacial IMC growth in Sn-3.0Ag-0.5Cu-0.1TiO2 solder joints. J. Alloy. Compd. 697, 104 (2017).
C. Rao, D. Fernandez, V. Kripesh, and K. Zeng, Effect of solder volume on diffusion kinetics and mechanical properties of microbump solder joints. IEEE Conf 697, 423 (2010).
T. Iida and R. Guthrie, The Physical Properties of Liquid Metals (Oxford: Clarendon Press, 1988).
J. London and D. Ashall, Brazing and Soldering 11 (Incorporated: McGraw-Hill Book Company, 1986).
Y.S. Chiu, H.Y. Yu, H.T. Hung, Y.W. Wang, and C.R. Kao, Phase formation and microstructure evolution in Cu/In/Cu joints. Microelectron. Reliab. 95, 18 (2019).
C. Yu, S. Wang, and T. Chuang, Intermetallic compounds formed at the interface between liquid indium and copper substrates. J. Electron. Mater. 31, 488 (2001).
H. Kim and K. Tu, Kinetic analysis of the soldering reaction between eutectic SnPb alloy and Cu accompanied by ripening. Phys. Rev. B 53, 16027 (1996).
M. Park and R. Arroyave, Early stages of inter-metallic compound formation and growth during lead-free soldering. Acta Mater. 58, 4900 (2010).
M. Park and R. Arroyave, Formation and growth of intermetallic compound Cu6Sn5 at early stages in lead-free soldering. J. Electron. Mater. 39, 2574 (2010).
Y. Park, Y. Kwon, Y. Lee, J. Lee, and K. Paik, Effects of fine size lead-free solder ball on the interfacial reactions and joint reliability. Electron. Compon. Technol. Conf. 39, 1436 (2010).
M. Islam, A. Sharif, and Y. Chan, Effect of volume in interfacial reaction between eutectic Sn-3.5%Ag-0.5% Cu solder and Cu metallization in microelectronic packaging. J. Electron. Mater. 34, 143 (2005).
F. Sun, Y. Zhu, and X. Li, Effects of micro solder joint geometry on interfacial IMC growth rate. J. Electron. Mater. 46, 4034 (2017).
A. Sharif, Y. Chan, and R. Islam, Effect of volume in interfacial reaction between eutectic Sn-Pb solder and Cu metallization in micro-electronic packaging. Mater. Sci. Eng. B 106, 120 (2004).
S. Wang, Y. Yao, and X. Lu, Size effect on microstructure and tensile properties of Sn3.0Ag0.5Cu solder joints. J. Mater. Sci. Mater. Electron. 28, 17682 (2017).
W. Li, M. Zhou, H. Qin, X. Ma, and X. Zhang, Experimental and numerical study of the size effect on microstructure and mechanical behavior of Cu/Sno.7Cuo.05Ni/Cu joints with very small solder volume. in International Conference on Electronic Packaging Technology & High Density Packaging 39, 749 (2012).
A. Roy, A. Luktuke, N. Chawla, and K. Ankit, Predicting the Cu6Sn5 growth kinetics during thermal aging of Cu-Sn solder joints using simplistic kinetic modeling. J. Electron. Mater. 51, 4063 (2022).
M. Park, S. Gibbons, and R. Arroyave, Phase-field simulations of intermetallic compound growth in Cu/Sn/Cu sandwich structure undertransient liquid phase bonding conditions. Acta Mater. 60, 6278 (2012).
Acknowledgments
The author would like to thank the Plasma Science and Fusion Center at MIT, SPARC Fellowship donors, and Commonwealth Fusion Systems for funding this work.
Funding
'Open Access funding provided by the MIT Libraries'.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author declares that he has no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mouratidis, T. The Effect of Joint Thickness on Intermetallic Growth in the In52Sn48(Liquid)/Cu(Solid) Diffusion Couple. J. Electron. Mater. 53, 418–431 (2024). https://doi.org/10.1007/s11664-023-10764-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11664-023-10764-5