
Abstract
The technique of embedding components inside printed circuit boards (PCBs) is described, using different filling masses. To investigate the possibility of placing the components inside the printed circuit board, a residual circuit breaker with an overload protection (RCBO) system was adapted. Four types of fillings (two epoxy and two silicone) were used in the tests, which were carried out showing the full functionality of the systems embedded in the PCB, regardless of the applied sealing compound. A certain disadvantage was the shrinkage of the applied masses, which was visible in some cases in the occurrence of gaps in the flooding spaces. However, it should be emphasized that the tests were preliminary and that the adjustment of the filling shrinkage will be optimized in subsequent tests.
Similar content being viewed by others

Introduction
Currently designed electronic systems require new solutions to optimize their work, reducing the size of printed circuit boards (PCBs) with at the same time effective heat dissipation. Techniques for integrating a PCB with electronic components are now becoming more commonly applied. Using embedded components improves the PCB performance and reduces the size. Technologies for embedding components inside PCBs have been developed for many years. Currently, more and more components are integrated within PCBs, from classical passive components to more advanced and complex systems. They are based on a standard lamination technique, both thin-film and surface-mount device (SMD) components. Due to the limited distance between the layers, these SMD components must have a reduced height.1,2,3,4,5 The technique of mounting components in the laminate with the use of special filling masses also allows for the development of this technology for embedded components.
Thanks to the development of research into new polymer materials, it is possible to use more and more optimal filling masses.6,7,8,9 The correct operation of electronic systems can be disturbed by numerous aspects. The most critical issues are heat and mechanical factors. Inaccurately designated materials for electrical insulation can lead to malfunctioning and damage of the electronic device during long-duration operation.10,11 Research can be found regarding investigations into the influence of a harsh environment, such as temperature and humidity, on the mechanical and long-term properties of electronic systems.12,13 The materials used as electrical insulation for filling materials for electronic devices have to simultaneously provide several characteristics, notably the dielectric, mechanical, and thermal parameters which should be at a required level. The accurate choice of the multifunctional filling material allows the fabrication of electrical devices with enhanced properties.14,15,16,17,18,19,20
Polymer materials, like epoxy or silicone resins, are frequently used for electrical insulation.6 They are commonly incorporated as a potting material or as an external coating. Pure polymers show a very low thermal conductivity in the order of 0.2 W/m K,6 and possess moderate dielectric and mechanical properties. It is known that the performance of pure polymers can be improved by the integration of additives.6 For example, alumina (Al2O3) is frequently added to a polymer matrix to encapsulate electrical devices. Incorporation of alumina particles allows polymer composites with enhanced properties to be obtained, as alumina has very high intrinsic thermal conductivity and good dielectric properties. The use of higher contents of filler particles leads to an increase of heat transfer because more heat paths are formed by the filler particles.6 The filled polymer composites additionally offer an improved load transfer and, as a result, the overall mechanical performance can be enhanced.8,20,21,22 Moreover, there are fillers possessing much higher thermal conductivity, namely, boron nitride or graphene, which can lead to higher levels of the overall thermal conductivity of electrical insulation.14,16,18,21 However, in the case of graphene, which is electrically conductive, the electrical insulation properties can be disturbed.14,16 One can also use more advanced filler particles with a core–shell structure.7,15,22
It is possible to use the above technique to embed both passive and active components. However, if the component is embedded inside the PCB, it cannot be replaced in the case of damage or incorrect operating parameters. For this reason, it is necessary to use the optimal and repeatable technology of their production, as well as strict and accurate control of their functional parameters during production. The solution to these problems is based on the knowledge of the basic phenomena occurring in the materials used during the production of such components, and of the mechanisms of their degradation and damage. Therefore, so far, on the world market, the design solutions which utilize the elements embedded inside a multilayer PCB have been reserved for military applications, mainly due to the high cost not being justified for other market areas. In recent years, a great increase in the demand for highly advanced and cheap electronic devices (e.g., mobile phones, laptops, network devices, etc.) has resulted in a wide interest in new technologies, including for embedded components. Miniaturization, the aim of which is to achieve the greatest possible functionality with the maximum possible reduction of dimensions, has been implemented for many years using the technology of multistructure modules, such as multi-chip module co-fired ceramics, dielectrics, laminates, silicon, and plastics,23,24,25 or three-dimensional electronic assembly technologies, such as package on package, system on chip, system in package.26,27 For many years, work has been carried out in many global research centers to develop the technology of embedding passive and active components inside a PCB in the process of its production. Thick- and thin-film passive components were already being applied in the 1960s and 1970s and are still being developed. The use of these components in electronic products is steadily increasing, and, although their dimensions are constantly decreasing, the surrounding area cannot be further reduced due to the limitations imposed by the assembly equipment and the requirements of the soldering process.28,29,30,31,32,33,34,35 The idea of packing more components on/in a PCB by introducing new technologies for integrating components with it is now becoming a necessity for manufacturers of modern equipment.
Therefore, the aim of the present work is to verify the proposed technology of standard surface-mounted components embedded into PCBs using different types of polymer composite materials for filling assembly. Detailed structural and thermal analysis of the applied technology was carried out to select the filling materials which allow the fabrication of the most durable electronic devices.
Tested Systems and Materials Used
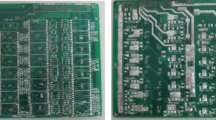
This research proposes the implementation of an electronic assembly in a new technique of integration of electronic components with PCBs, with the use of polymer filling masses. The residual circuit breaker with overload protection (RCBO) system, shown in Fig. 1, was selected for testing.

Residual circuit breaker with overload protection (RCBO) system; (a) top, (b) bottom.
A double-sided board has been redesigned so that some of the passive and active components are inside it. All the components from the bottom were selected for embedding. Two technological processes were used to fabricate the system with embedded components: bonding and laminating.
Technological processes.
-
A.
Package in bonded version
-
1.
Materials
-
a)
FR4 laminate by ISOLA, type DE104 ML
-
b)
3 M-type 467MP adhesive film with 200MP glue
-
c)
Lackwerke Peters filling masses
-
d)
Lead-free solder paste for assembly (LFM-48W TM-HP; Almit)
-
a)
-
1.
For the study, two types of epoxy-based casting compounds were selected, namely Wepox series VU 4045 NV and VU 4085 NV. Additionally, two types of silicone-based filling materials were used: Wepesil VU 4675 and Wepesil VU 4694 E. All the materials were supplied by Lackwerke Peters. They were designed to protect and insulate the electronic components and the assembled PCBs against extreme climatic influences, aggressive media, and mechanical stress. According to data from the supplier, the filling masses were specially developed to encapsulate, embed, or cast electronic components, assemblies, and electrical equipment to increase their reliability and lifetime.36 Table I shows the properties of the filling materials.
It is worth noting that the chosen silicone compounds are filled with ceramic fillers, therefore their thermal conductivity is high. Especially, this can be noticed for VU 4675 which exhibits thermal conductivity at the level of 1.2 W/m K, which is much higher than for pure polymer.6 Additionally, in relation to epoxy compounds, the silicone materials possess high elasticity and extremely high temperature stability up to 200 °C. They are also characterized by a very low volume and shrinkage pressure, therefore silicone rubber casting compounds are particularly suitable for high-quality, temperature- and shock-sensitive electronic devices. Moreover, due to the very low heat development during curing, and the fact that the elasticity in operation means that the material tension resulting from temperature changes is reduced, the very good flowability of silicones allows them to be applied to component geometries that are difficult to access.37
-
2.
Stages of build of stack up
-
a)
Preparation of laminates of double-sided PCBs
-
b)
Preparation of a 2.0-mm-thick spacer laminate
-
c)
Laser cutting of the adhesive film
-
d)
Automatic assembly of embedded components on the lower laminate
-
e)
Transfer of the adhesive film to the spacer laminate
-
f)
Preparation for stacking with the use of a positioning system for pressing multilayer circuits
-
g)
Vacuum bonding set for 15 min with a pressure of 15 atm for 1 min
-
h)
Opening the filling channels and slowly filling the chambers with components
-
i)
Drying of the filling mass in accordance with the manufacturer's recommendations (room temperature)
-
j)
Drilling of the through holes
-
k)
Plating of the through holes
-
l)
Applying of the solder mask
-
m)
Final finishing of the pads
-
n)
Milling coupons
-
o)
Assembly of components on the outer layer
-
a)
-
B.
Package in the laminated version
-
1.
Materials
-
a)
FR4 laminate by ISOLA DE104 ML
-
b)
Prepregs type 106—ISOLA type DE104 ML
-
c)
Lackwerke Peters filling masses
-
d)
Lead-free solder paste for assembly (LFM-48W TM-HP; Almit)
-
a)
-
2.
Stages of build of stack up
-
a)
Preparation of component laminates in the standard technology of multilayer board
-
b)
Preparation of a 2.0-mm-thick spacer laminate
-
c)
Milling windows in prepregs
-
d)
Automatic assembly of components buried in the lower laminate
-
e)
Stacking and vacuum pressing of package; standard process
-
f)
Drilling through holes and blind holes in the package, chemical metallization
-
g)
The process of photochemistry
-
h)
Standard process of electrochemical metallization, solder mask positioning and protecting of solder pads
-
i)
Opening the filling channels and slowly filling the chamber with components
-
j)
Drying of the filling mass in accordance with the manufacturer's recommendations (room temperature)
-
k)
Drilling of the through holes
-
l)
Plating of the through holes
-
m)
Applying of the solder mask
-
n)
Final finishing of the pads
-
o)
Milling coupons
-
p)
Assembly of the components on the outer layer
-
a)
-
1.
The channels were filled slowly with a syringe through the entire section of the panel. In order to reduce the amount of voids, the channels were filled with a slight inclination of the panel. with the inlet positioned lower than the outlet.
Examples of the packages are shown in Fig. 2. Regardless of the technique used, the external appearance of the systems was identical.

Residual circuit breaker with overload protection (RCBO) system with embedded components: (a) top, (b) bottom; orange arrow filling channel (Color figure online).
Results
Similar effects were obtained by the filling masses, for both the construction of the package and for the technique of bonding and lamination. The best results were achieved with the use of the VU 4694 E silicone filling (see Table II). The main reasons for the better behavior of the silicon compound versus the epoxy-based one were the high elasticity, very low heat development, and very low volume shrinkage during the curing phase. The exothermic temperature when working with epoxy systems is higher than that for silicones. Therefore, epoxy filling materials will have poor compatibility with heat-sensitive components, as was observed. It is essential to completely reduce voids in the fillings, as they can interfere with the operation of the system and cause defects. In the experiments, we used special two-component epoxy systems that generated low exothermic temperatures even in thick sections. Such products avoid premature curing, have lower shrinkage, and create less stress than conventional high-exothermic systems. The functional testing of the systems showed that all the structures were working properly. X-ray examination, including computer tomography (CT), revealed the internal structure of the package and the assessment of the quality of the soldered joints of the embedded components. In the filler VU 4045 NV, clear voids were noticed in the structure. The results are shown in Figs. 3, 4, and 5. In the next stages, quantitative tests will be performed in order to optimize the process.

Components in inner layers, filler VU 4694 E (CT).

Components in inner layers, filler VU 4694 E (x-ray).

Components in inner layers, filler VU 4045 NV (x-ray).
The amount of prepreg resin that fills the cavities is negligibly small. The main filler in this process are the filling masses used. Production experience shows that the number of layers and the type of prepreg should be matched to the mosaic and the PCB application.
Repairs, such as the replacement of components, is practically impossible. However, modern electronics are mass-produced and, in the vast majority of cases, damaged modules are replaced as a whole, leading to the malfunction ones being scrapped. Additionally, it should be noted that this type of construction makes it much more difficult to copy the original layout and design know-how, just like encapsulation by nontransparent filling masses of critical objects on a printed circuit board assembly (PCBA). This is an advantage of this technology.
In many cases, voids were noticed in the metallographic cross-sections. Only the VU 4694 E silicone filler made it possible to fill the space with the desired parameters. In the case of this filler, the structure was also the most uniform. The internal structure of the boards made with different fillers are shown in Figs. 6, 7, 8, 9, in which gaps are marked by arrows.

Epoxy filler VU 4045 NV.

Epoxy filler VU 4085 NV.

Silicone filler VU 4675.

Silicone filler VU 4694 E.
The tests that were performed indicated that the silicone fillers produced the desired properties. The epoxy-based resin compounds were characterized by significant shrinkage, which caused gaps in the filler. It was also observed that, due to shrinkage, the brazed joints were damaged, as shown in Figs. 10 and 11, in which gaps are partially filled with mounting resin. Silicone filling masses, due to low shrinkage and greater flexibility, produced the desired properties of filling spaces on the inner layers of the PCB.

Components in inner layers, filler VU 4045 NV, cracks in solder joints (x-ray).

Components in inner layers, filler VU 4694 E, crack in solder joints (cross-section) and gaps partially filled with mounting resin.
The operating temperature of the epoxy masses is − 40 to 130 °C. The tests confirmed that, despite seemingly going through the soldering process, the resin undergoes some degradation. Exposure above 130 °C lasted about 3 min. In further tests, resins with better thermal parameters will be used.
Thermal Effects
The thermal effect of the systems, both with embedded components and manufactured using standard technology, was examined by means of a FLIR A320 thermographic camera with a closeup lens of ×2 and a power source (stabilized power supply HMP2020 HAMEG). The heat dissipation during operation is a critical factor of electrical systems.38,39 When the current flows through a system, it generates heat, which can be effectively dissipated through the PCB to the ambient. Before the temperature measurements, it was necessary to compensate for the various radiation sources. This was performed automatically when the following camera parameters were set up: emissivity of a resistive layer, environment temperature, and relative humidity. Thermographs with temperature distribution in the system were recorded on the surface. Figures 12 and 13 present examples of the thermal images.

Thermal image of PCBA manufactured with embedded components, filler VU 4694 E.

Thermal image of PCBA manufactured using standard SMD technology.
In all the recorded thermographs of PCBA with embedded components, it was observed that the temperature distribution in the area's main circuit was uniform. The maximum temperature did not rise beyond 34 °C. The system was heated to this temperature from room temperature for approximately 180 s. For the standard manufactured PCBA, the maximum temperature was above 52 °C. The time of heating to this temperature was approximately 90 s. It should be noted that the heated area for a standard PCBA is located in the central part of the system, in contrast to a PCBA with embedded components, in which the heated area is located uniformly on the surface and the heat dissipation was clearly better. It should be noted that the PCBA with embedded components had a larger volume, but the components were inside the PCB and yet there was no problem of heating even after a long duration. The dependence of the temperature on the filling masses changed slightly, the difference being about 3 °C. The maximum temperature was noted for the epoxy filler, but the silicone filler without ceramics had similar values. Thermal conductivity for the VU 4675 filler is 1.2 W/mK and for VU 4694 E filler, 0.8 W/mK. The VU 4085 does not have a specified thermal conductivity; however, according to the manufacturer, it is characterized by good thermal conductivity, and,, from the results, it can be concluded that it is at the level of VU 4694. The coefficient of thermal expansion (CTE) of the materials used is not different from the CTE values of FR-4. Moreover, the use of a common large window may affect the reliability of the PCBA, and increase the possibility of component damage due to resin shrinkage. Electrical tests in operational conditions did not show any abnormal operation of the system. In order to determine the reliability and optimization of the process, long-term quality tests are planned.
Conclusions
The soldering, embedding, and filling by polymer mass technology might be adapted as a promising technology for various branches of electronics. The main goal was to check the technology readiness in order to produce the electronic hardware. It should be noted that this research was a preliminary study, and that commonly available filling compounds were used to test the technological concept. On the basis of the obtained results, it can be concluded that the silicone filling masses are more than adequate in relation to epoxy-based materials to meet the reliability requirements of electronic systems. The main benefit of the use of silicone compounds is that no shrinkage leading to the formation of voids or damage to the solder joints was noted. Moreover, the silicone materials showed their very good compatibility with laminates and embedded components. In the presented case, too many defects were observed when epoxy compounds were applied, which at this stage makes them unsuitable materials for use in further work. As this research was an initial feasibility study, tests on resin-based fillings should be completed using other types of materials, like polyurethane resins or modified and optimized epoxy fillings. The results of the tests allow us to conclude that the technology has great development potential. Its development is recommended by making new designs with embedded components without redesigning, but with the concept of designing a system from scratch with components integrated with the PCB.
Data Availability
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.
Change history
23 April 2023
A Correction to this paper has been published: https://doi.org/10.1007/s11664-023-10454-2
References
D. Manessis, S.-F. Yen, A. Ostmann, R. Aschenbrenner, and H. Reichl, in Proc. 57th Electronic Components and Technology Conf., (Sparks, USA, 2007), p. 278–285
A. Efimenko and B.A. Ryabov, Tekhnologiya i Konstruirovanie v Elektronnoi Apparature 1, 3 (2018).
T. Hofmann, Embedding active and passive componentsin organic PCBs for more reliability and miniaturization. PCB Mag. 6, 32 (2017).
M. Wojcik, D. Witek, T. Klej, and E. Ramotowski, Embedding components in voltage converter PCB for size reduction and heat management, Circuit World 42/1, 17 (2016)
M. Baszynski, E. Ramotowski, D. Ostaszewski, T. Klej, and M. Wojcik, Evaluation of new technologies and materials for printed circuit boards with improved heat dissipation properties, Circuit World 42/1, 32 (2016)
A. Rybak, Processing of polymer nanocomposites. ed. S. Kenig (Munich: Carl Hanser Verlag GmbH & Co. KG, 2019), p. 463.
A. Rybak and K. Gaska, Functional composites with core–shell fillers: I. Particle synthesis and thermal conductivity measurements. J. Mater. Sci. 50, 7779 (2015).
A. Rybak and J. Nieroda, Aluminosilicate-epoxy resin composite as novel material for electrical insulation with enhanced mechanical properties and improved thermal conductivity. Polym. Composite 40, 3182 (2019).
K. Gaska, G. Kmita, A. Rybak, R. Sekula, K. Goc, and C. Kapusta, Magnetic-aligned, magnetite-filled epoxy composites with enhanced thermal conductivity. J. Mater. Sci. 50, 2510 (2015).
N. Andraschek, A.J. Wanner, C. Ebner, and G. Riess, Mica/Epoxy-composites in the electrical industry: applications, composites for insulation, and investigations on failure mechanisms for prospective optimizations. Polymers 8, 201 (2016).
I. Pleşa, P.V. Noţingher, S. Schlögl, C. Sumereder, and M. Muhr, Properties of polymer composites used in high-voltage applications. Polymers 8, 173 (2016).
S.M. Haque, J.A. Ardila-Rey, Y. Umar, A.A. Mas’ud, F. Muhammad Sukki, B.H. Jume, H. Rahman, and N.A. Bani, Application and suitability of polymeric materials as insulators in electrical equipment. Energies 14, 2758 (2021).
N.D. Lamontagne, Thermosets bring benefits to new markets and applications. Plast. Eng. 75, 30 (2019).
A. Rybak, L. Jarosinski, K. Gaska, and C. Kapusta, Graphene nanoplatelet-silica hybrid epoxy composites as electrical insulation with enhanced thermal conductivity. Polym. Composite 39, E1682 (2018).
A. Rybak, K. Gaska, C. Kapusta, F. Toche, and V. Salles, Epoxy composites with ceramic core–shell fillers for thermal management in electrical devices. Polym. Adv. Technol. 28, 1676–1682 (2017).
L. Jarosinski, A. Rybak, K. Gaska, G. Kmita, R. Porebska, and C. Kapusta, Enhanced thermal conductivity of graphene nanoplatelets epoxy composites. Mater. Sci. Poland 35, 382 (2017).
K. Goc, K. Gaska, K. Klimczyk, A. Wujek, W. Prendota, L. Jarosinski, A. Rybak, G. Kmita, and C. Kapusta, Influence of magnetic field-aided filler orientation on structure and transport properties of ferrite filled composites. J. Magn. Magn. Mater. 419, 345 (2016).
K. Gaska, A. Rybak, C. Kapusta, R. Sekula, and A. Siwek, Enhanced thermal conductivity of epoxy–matrix composites with hybrid fillers. Polym. Adv. Technol. 26, 26 (2014).
J. Sroka, A. Rybak, R. Sekula, P. Filipczak, M. Kozanecki, and M. Sitarz, Two-step procedure of fly ash modification as an alternative method for creation of functional composite. J. Polym. Environ. 25(1342), 1342–1347 (2017).
J. Sroka, A. Rybak, R. Sekula, and M. Sitarz, an investigation into the influence of filler silanization conditions on mechanical and thermal parameters of epoxy resin-fly ash composites. J. Polym. Environ. 24, 298 (2016).
A. Rybak, L. Malinowski, A. Adamus-Wlodarczyk, and P. Ulanski, Thermally conductive shape memory polymer composites filled with boron nitride for heat management in electrical insulation. Polymers 13, 2191 (2021).
A. Rybak, Functional polymer composite with core-shell ceramic filler: II. Rheology, thermal, mechanical, and dielectric properties. Polymers 13, 2161 (2021).
P. Winiarski, A. Kłossowicz, J. Wróblewski, A. Dziedzic, and W. Stęplewski, Electrical properties of thin-film resistors in a wide temperature range. Circuit World 41, 116 (2015).
D.A. Doane and P. Franzon, Multichip module technologies and alternatives: the basics (New York: Van Nostrand Reinhold, 1993).
L. Shan, Y. Kwark, and C. Baks, in Proc. 65th Electronic Components and Technology Conf., (San Diego, USA, 2015), p. 1725–1729
T. Merkle and R. Götzen, Millimeter-wave surface mount technology for 3-D printed polymer multichip modules. Packag. Manuf. Technol. 5, 201 (2015).
J. Sitek, W. Stęplewski, K. Janeczek, M. Kościelski, K. Lipiec, P. Ciszewski, and T. Krzaczek, Influence of assembly parameters on lead-free solder joints reliability in Package-on-package (PoP) technology. Solder. Surf. Mt. Technol. 27, 98 (2015).
R. Schwerz, M. Roellig, S. Osmolovskyi, and K.J. Wolter, in Proc. 15th Int. Conf. on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), (Ghent, Belgium, 2014), p. 1–7
W. Stęplewski, T. Serzysko, G. Kozioł, and A. Dziedzic, Preliminary assessment of the stability of thin- and polymer thick-film resistors embedded into printed wiring boards. Microelectron. Reliab. 52, 1719 (2012).
S. Wang, in Proc. 8th Int. Symposium on Advanced Topics in Electrical Engineering, (Bucharest, Romania, 2013), p. 1–4
K.J. Lee, S. Bhattacharya, M. Varadarajan, L. Wan, I.R. Abothu, V. Sundaram, P. Muthana, D. Balaraman, P.M. Raj, M. Swaminathan, S. Sitaraman, R. Tummala, P. Viswanadham, S. Dunford, and J. Lauffer, in Proc. Int. Symp. on Advanced Packaging Materials: Processes, Properties and Interfaces, (Irvene, USA, 2005), p. 249–254
H. Chammas, in Proc. Int. Conf. Surface Mount Technology Association (SMTA), (Rosemont, USA, 2014), p. 207–214
B.P. Mahler, OnBoard Technol. 4, 10 (2004).
J.S. Peiffer, Printed Circuit Des. Fab (2009).
T. Rovensky, A. Pietrikova, I. Vehec, and L. Livovsky, Stability of miniaturized non-trimmed thick- and thin-film resistors. Microelectron. Reliab. 84, 88 (2018).
Products: Elpecast® Casting Compounds, https://www.peters.de/en/products/elpecast-casting-compounds. Accessed 4 March 2022
Z. He, Y. Yan, and Z. Zhang, Thermal management and temperature uniformity enhancement of electronic devices by micro heat sinks: a review. Energy 216, 119223 (2021).
B. Shao, W. Kong, J. Cao, R. Yang, S. Zhang, and X. Fan, in 2018 IEEE International Telecommunications Energy Conference, (2018)
P. Ciszewski, M. Sochacki, W. Stęplewski, M. Kościelski, A. Araźna, and K. Janeczek, A comparative analysis of printed circuit drying methods for the reliability of assembly process. Microelectron. Reliab. 129, 114478 (2022).
Funding
The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
MB, AR and MW conceived and planned the experiments, AC, MK, KJ, AS and DL carried out the experiments, AD contributed to the interpretation of the results, DO and RR manufactured PCBs and described the technology and WS took the lead in writing the manuscript. All authors provided critical feedback and helped shape the research, analysis and manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised: Dariusz Ostaszewski, Edward Ramotowski, Anna Sitek, and Dorota Liszewska's affiliations were corrected.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Stęplewski, W., Rybak, A., Dziedzic, A. et al. Technology of Standard SMT Components Embedded Into PCB by Using Different Materials as Filling Masses. J. Electron. Mater. 52, 4509–4520 (2023). https://doi.org/10.1007/s11664-023-10345-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11664-023-10345-6