
Abstract
With the raw materials for ironmaking are becoming increasingly complex, more accurate control of blast furnace operation is essential to reduce the energy cost and CO2 emission. CaO–SiO2–Al2O3–MgO is a basic system of ironmaking slag in which CaO and MgO are mainly come from the flux, SiO2 and Al2O3 are mainly from the raw materials. Effect of raw material composition on phase equilibrium of the slag can be described by a pseudo-ternary system (CaO + MgO)–SiO2–Al2O3 at a fixed MgO/CaO ratio of 0.2. High-temperature experiments have been carried out in this system, and the quenched samples were analyzed by an electron-probe microanalyzer. The results are presented in a pseudo-ternary phase diagram (CaO + MgO)–SiO2–Al2O3 with a fixed MgO/CaO weight ratio of 0.2. Dicalcium silicate (Ca2SiO4), Melilite (2CaO·MgO·2SiO2–2CaO·Al2O3·SiO2), spinel (MgO·Al2O3), merwinite (3CaO·MgO·2SiO2), and anorthite (CaO·Al2O3·2SiO2) are the major primary phases in the composition range investigated. A series of pseudo-binary phase diagrams have been constructed to demonstrate the applications of phase diagram on blast furnace operation. CaO-rich cordierite solid solution has been first time reported with the accurate compositions and microstructure. The liquidus temperatures and solid solution compositions are compared between the experimental data and FactSage predictions to provide useful information for optimization of the thermodynamic database.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Blast furnace ironmaking is facing a new challenge to adapt low-quality raw materials. Optimizing the slag system from different directions is an effective way to keep the smooth operation of the blast furnace.[1,2] After the reduction of iron oxides from the ores, the remaining oxides CaO, SiO2, Al2O3, and MgO form the blast furnace slag.[3] SiO2 and Al2O3 are mainly from raw materials such as iron ore, coke, and coal. CaO and MgO are mainly added as flux to adjust the slag composition to meet the required properties.
The liquidus temperature of the blast furnace slag needs to be controlled at a low level to (1) enable the slag to react with hot metal efficiently to remove sulfur, (2) allow the hot metal to be separated completely from the slag, and (3) ensure the slag to be tapped smoothly from the furnace. The phase equilibrium in the CaO–SiO2–Al2O3–MgO slag system has been studied extensively by many researchers.[4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22] In the early stage of the blast furnace ironmaking, high-quality iron ores and coke were easily available, and the slag compositions could be kept in a stable range. The phase diagrams were investigated and presented in the form of pseudo-ternary sections CaO–MgO–SiO2 at fixed Al2O3 concentrations[6] or Al2O3–CaO–SiO2 at fixed MgO concentrations.[7,8,9] In these pseudo-ternary phase diagrams, effects of CaO/SiO2 ratio and MgO (Al2O3) concentration on liquidus temperatures of the blast furnace slags were discussed. With the development of the blast furnace technology and accumulation of the slag information, CaO/SiO2 ratio was considered to be one of the most important parameters fixed for a specific blast furnace.[13] Pseudo-ternary phase diagrams (CaO + SiO2)–Al2O3–MgO with fixed CaO/SiO2 ratios of 0.9, 1.1, 1.3, and 1.5 have been experimentally determined recent years.[14,15,16,17] It is convenient to discuss the effect of MgO/Al2O3 ratio on liquidus temperatures of the blast furnace slags at a fixed CaO/SiO2 ratio. However, to face the increasing complex ironmaking raw feeds including iron ores and carbon-containing materials, the effects of Al2O3 and SiO2 from raw feeds on the phase equilibria of the blast furnace slag need to be described in detail. The existing phase diagrams mentioned above cannot meet the requirement of blast furnace operation utilizing complex raw feeds. In addition, development of the thermodynamic software such as FactSage[23] and Thermo-Calc[24] requires a large amount of accurate liquidus temperatures and corresponding compositions of the solid solutions that can be provided by the new research techniques.
In the present study, the phase equilibrium in the CaO–MgO–Al2O3–SiO2 system was studied at a fixed MgO/CaO ratio 0.2 using a high-temperature equilibration, quenching, and electron-probe microanalysis (EPMA) method. Effects of ternary basicity, Al2O3 concentration, Al2O3/SiO2 ratio, and quaternary basicity on liquidus temperature will be discussed.
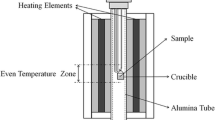
Experimental
The experimental procedure includes sample preparation from pure chemicals, high-temperature equilibration, and analyses of microstructures and compositions of the phases in the quenched samples. The experiments were first planned based on the available information, including low-order phase diagrams, FactSage predictions, and preliminary experiments. High-purity powders of Al2O3, SiO2, MgO, and CaCO3 were weighed and mixed according to the experimental plan and pelletized. Approximate 0.2 g pellet was placed in a graphite crucible and equilibrated under ultrahigh-purity Ar flow for enough time to achieve equilibrium. The equilibrated sample was dropped into water directly to attain rapid cooling. The quenched samples were mounted, polished, and carbon coated for EPMA. A JXA 8200 Electron Probe Microanalyser with wavelength dispersive spectroscopy (WDS) was used for microstructural and compositional analyses. The EPMA was operated at an accelerating voltage of 15 kV and a probe current of 15 nA. The beam size 0 μm was used to accurately measure the composition of a area larger than 1 μm. The ZAF (Z is atomic number correction factor, A is absorption correction factor, and F is fluorescence correction factor) correction procedure was applied for the data analysis. The standards used for EPMA included alumina (Al2O3) for Al, magnesia (MgO) for Mg, and wollastonite (CaSiO3) for Ca and Si. These standards were provided by Charles M Taylor Co., Stanford, California. The average accuracy of the EPMA measurements was within ± 1 wt pct.
On rapid cooling, the liquid phase in the equilibrated sample was converted to glass and the solid phases were retained in their shapes and compositions. The homogeneity of the phases can be confirmed by the EPMA measurements in different areas of the quenched sample. Usually, 8 to 20 points of the liquid phase and 3 to 5 points of the solid phase were measured from different areas by EPMA. The sample with the standard deviation of the phase compositions less than 1 pct was accepted for phase diagram construction.
FactSage 8.2[23] was used for the thermodynamic calculations that are compared with the experimental results. The databases of “FactPS” and “FToxid” were used in the “Equilib” module. The solution phases selected in the calculations include “FToxide-SLAGA,” “FToxide-SPINC,” “FToxide-MeO_A,” “FToxide-bC2S,” “FToxide-aC2S,” “FToxide-Mel_A,” “FToxide-WOLLA,” and “FToxide-Mull.”
Results and Discussion
Description of the Pseudo-ternary Section
Proper presentation of the multi-component phase diagram is essential for easy use of the information by industrial operators and academic researchers. Figure 1 shows the presentation of the pseudo-ternary phase diagram (CaO+MgO)–SiO2–Al2O3 system at a fixed MgO/CaO=0.2. The end members of the pseudo-ternary section are Al2O3, SiO2, and (CaO+MgO) with the fixed MgO/CaO ratio of 0.2 in the liquid. Both CaO and MgO are added in the ironmaking process as flux and the MgO/CaO ratio 0.2 was selected based on the average compositions of the current blast furnace slags in Shougang.[25] The selection of Al2O3 and SiO2 as the end members enables the effect of raw material composition on slag phase equilibrium to be discussed.

Presentation of the pseudo-ternary phase diagram (CaO + MgO)–SiO2–Al2O3 system at a fixed MgO/CaO = 0.2
The microstructures and phase compositions of the quenched samples were determined by EPMA. Anorthite (CaO·Al2O3·2SiO2), cordierite (2MgO·2Al2O3·5SiO2), dicalcium silicate (Ca2SiO4), melilite (2CaO·MgO·2SiO2–2CaO·Al2O3·SiO2), merwinite (3CaO·MgO·2SiO2), MgO, mullite (3Al2O3·2SiO2), spinel (MgO·Al2O3), and SiO2 were observed in the quenched samples. Typical microstructures of the quenched samples are shown in Figures 2(a) through (f). Figure 2(a) shows the coexistence of liquid and melilite. Figure 2(b) shows the equilibrium of liquid with anorthite and melilite. Figures 2(c) and (d) shows the equilibrium of liquid with anorthite, and liquid with Ca2SiO4, respectively. Figures 2(e) and (f) shows the equilibrium of liquid with cordierite and liquid with spinel, respectively.

Typical microstructures of the quenched samples showing the equilibrium of liquid with (a) melilite, (b) melilite and anorthite, (c) anorthite, (d) Ca2SiO4, (e) cordierite, and (f) spinel
The compositions of the phases measured by EPMA are given in Table I. One of the advantages by using the present experimental technique is that the compositions of the solid phases at high temperature can be retained on quenching and accurately measured by EPMA. It can be seen from Table I that the compositions of anorthite, dicalcium silicate, merwinite, MgO, mullite, spinel, and SiO2 are close to their stoichiometry with limited solid solutions. Melilite is the solid solution between akermanite (2CaO·MgO·2SiO2) and gehlenite (2CaO·Al2O3·SiO2). Cordierite is the solid solution between 2MgO·2Al2O3·5SiO2 and 2CaO·2Al2O3·5SiO2. The compositions of melilite and cordierite will be discussed in late sections. The compositions of other solid phases are summarized as follows:
-
Anorthite (CaO·Al2O3·2SiO2): up to 0.8 wt pct MgO is present in the anorthite. When the MgO is high in the anorthite, the SiO2/Al2O3 mole ratio is increased up to 2.28 accordingly.
-
dicalcium silicate (Ca2SiO4): up to 12.2 wt pct MgO and 0.3 wt pct Al2O3 are present in the dicalcium silicate.
-
merwinite (3CaO·MgO·2SiO2): less than 0.2 wt pct Al2O3 is present in the merwinite.
-
MgO: up to 0.3 wt pct CaO and 0.8 wt pct Al2O3 are present in the MgO. It is unexpected that more Al2O3 than CaO are present in the MgO.
-
mullite (3Al2O3·2SiO2): up to 0.3 wt pct CaO and 0.3 wt pct MgO are present in the mullite. The mole ratio of Al2O3 to SiO2 is up to 1.62.
-
spinel (MgO·Al2O3): up to 0.4 wt pct CaO and 0.6 wt pct SiO2 are present in the spinel. The mole ratio of Al2O3 to MgO is up to 1.62.
-
SiO2: up to 0.6 wt pct CaO and 1.1 wt pct Al2O3 are present in the SiO2. MgO was not detected in the SiO2.
The experimental data presented in Table I are used to construct the pseudo-ternary phase diagram (CaO+MgO)–Al2O3–SiO2 with a fixed MgO/CaO weight ratio of 0.2, as shown in Figure 3. The experimental data reported in previous work are also included in Table I and Figure 3[14,15,16,17,22] as the same experimental technique was used in these studies. Note that the MgO/CaO weight ratio in the liquid is not always exactly 0.2 because of solid phase precipitation. Some liquid compositions with the MgO/CaO weight ratio far from 0.2 are not directly used in the construction of the phase diagram. For the same reason, the primary phase fields of cordierite, MgO, mullite, and SiO2 are not included in the pseudo-ternary section although these phases were observed in the quenched samples. The isotherms are not simply connection of the liquid compositions with the same temperature and primary phase because they may have slightly different MgO/CaO weight ratios. The invariant points on the join (CaO+MgO)–SiO2 were adopted from the CaO–MgO–SiO2 system.[26] It can be seen from the figure that most of the experimental points are in the primary phase fields of anorthite, melilite, and dicalcium silicate. Thin solid thin lines represent experimentally determined isotherms and the dashed thin lines represent the predicted isotherms. The solid thick lines represent the boundaries between the primary phase fields.

Experimentally determined pseudo-ternary phase diagram SiO2–Al2O3–(MgO + CaO) with MgO/CaO = 0.2
Four special reactions are determined in the composition investigated. The compositions and temperatures of the special points are estimated from Figure 3 and given in Table II. The lowest liquidus temperature in the composition range investigated is approximately 1235 °C (Point A).
Application of the Pseudo-ternary Phase Diagram in Ironmaking Process
Phase diagram shown in Figure 3 gives an overall picture of primary phase fields and isotherms. However, it is more convenient for the operators and researchers to use pseudo-binaries to discuss the effect of slag composition on liquidus temperature. A typical composition of blast furnace slag is shown in Figure 4. It can be seen that the slag is in the melilite primary phase field with the liquidus temperature 1400 °C to 1450 °C. When the compositions of the iron ores and coke/coal vary, the Al2O3 and SiO2 in the slag will change accordingly. Based on the pseudo-ternary phase diagram determined, effects of Al2O3 concentration, ternary and quaternary basicity, and Al2O3/SiO2 on the liquidus temperature will be discussed from different directions as shown in Figure 4.

A typical blast furnace slag and effects of slag composition on the liquidus temperature
Effect of ternary basicity on liquidus temperature
The basicity of blast furnace slag has been used as one of the critical parameters to control the operation and hot-metal quality. Binary basicity (CaO/SiO2) is a most common parameter to control slag properties. On the other hand, MgO is also a flux with similar property as CaO. It is more accurate to use the ternary basicity (CaO + MgO)/SiO2 to discuss the effect of the flux on liquidus temperature. Figure 5 shows the liquidus temperature as a function of (CaO + MgO)/SiO2 at fixed 10, 15, and 20 wt pct Al2O3. The 10 pct Al2O3-containing slag represents a slag generated from high-quality feeds which is not common in the current blast furnace operation. The 15 pct Al2O3-containing slag represents the average value of the current BF operation. The 20 pct Al2O3-containing slag is the result of high-Al2O3 iron ore used in blast furnace ironmaking.

Liquidus temperature as a function of (CaO + MgO)/SiO2 at fixed 10, 15, and 20 wt pct Al2O3 in the CaO–MgO–SiO2–Al2O3 system with MgO/CaO = 0.2
Melilite and Ca2SiO4 are the main primary phases present in three sections. Anorthite is the primary phase at 15 and 20 pct Al2O3 at low basicity. In contrast, CaSiO3 is the primary phase at low basicity when Al2O3 is 10 pct. Merwinite is also appeared at low-Al2O3. In low-Al2O3 slag (10 pct), the liquidus temperatures increase continuously with increasing (CaO + MgO)/SiO2 in all primary phase fields investigated. On the sections with 15 and 20 pct Al2O3, the liquidus temperatures first increase and then decrease with increasing (CaO + MgO)/SiO2 in the anorthite and melilite primary phase fields. In the Ca2SiO4 primary phase field, the liquidus temperatures increase sharply with increasing (CaO + MgO)/SiO2. High basicity in the blast furnace slag can decrease the sulfur content in the hot metal. However, the limitation of the basicity is the formation of Ca2SiO4 phase where the liquidus temperatures are sensitive to the slag composition and the slag pulverization may occur. At ternary basicity 1.32 to 1.40 which is the most common one in the current slag, the slag composition with 10 pct Al2O3 is close to the Ca2SiO4 primary phase field with the liquidus temperature below 1414 °C. At the same basicity, the slag composition with 15 pct Al2O3 has a liquidus temperature approximately 1427 °C. It can be seen from Figure 5 that the ternary basicity can be further increased up to 1.6 at 15 pct Al2O3 and a lower liquidus temperatures can be obtained. When 20 pct Al2O3 is present in the slag, the liquidus temperature is approximately 1475 °C at ternary basicity 1.3 to 1.4. The ternary basicity can be further increased without formation of Ca2SiO4 phase. However, the liquidus temperatures will increase slightly and then decrease with increasing the basicity. A liquidus temperature 1450 °C can be obtained at ternary basicity 1.63 which is beneficial for sulfur removal. To decrease the liquidus temperatures for high-Al2O3 slag, the ternary basicity of the slag needs to be decreased.
Effect of Al2O3 concentration on liquidus temperature
Figure 6 shows the liquidus temperature as a function of Al2O3 concentration at fixed ternary basicity of 1.2, 1.4, and 1.6. FactSage predicted liquidus temperatures at ternary basicity 1.4 are also shown in the figure for comparison. It can be seen from the figure that melilite, merwinite, and dicalcium silicate are the primary phase at low-Al2O3 concentrations at ternary basicity of 1.2, 1.4, and 1.6, respectively. The liquidus temperatures decrease with increasing Al2O3 concentration at low-Al2O3 region. At high Al2O3 concentrations, melilite is the only primary phase and the liquidus temperatures increase with increasing Al2O3 concentration. At higher-Al2O3 concentrations, the spinel (MgOAl2O3) will appear. The minimum liquidus temperature at a given ternary basicity moves towards high Al2O3 concentration and high temperature with increasing the basicity. For example, at ternary basicity 1.2, the minimum liquidus is approximately 1360 °C at 8 wt pct Al2O3. When the ternary basicity is increased to 1.6, the minimum liquidus is approximately 1398 °C at 14.4 wt pct Al2O3. The liquidus temperatures can be adjusted by the ternary basicity according to the Al2O3 concentration. If the slag liquidus is required to be below 1450 °C for a blast furnace, the operating window of Al2O3 concentration is different for different ternary basicities. At ternary basicity 1.2, the slag liquidus is lower than 1450 °C up to 25 wt pct Al2O3. When the ternary basicity is increased to 1.4, the operating window is limited to 7.5 to 16.5 wt pct Al2O3. Further increase of the ternary basicity to 1.6 reduces the operating window to 12.5 to 16.0 wt pct Al2O3. On the other hand, it seems that if the ternary basicity is increased from 1.4 to 1.6, the liquidus temperature of the current slag (15 wt pct Al2O3) will not change which is good for sulfur removal.

Liquidus temperature as a function of Al2O3 concentration at fixed ternary basicity (MgO + CaO)/SiO2 = 1.2, 1.4, and 1.6
The predicted section of (MgO + CaO)/SiO2 = 1.4 by FactSage 8.2 is also shown in Figure 6 for comparison. Dicalcium silicate is predicted to be the primary phase which is different from that experimentally determined merwinite at low Al2O3 concentrations. The liquidus temperatures predicted by FactSage are up to 120 °C higher than that of experimental results.
Effect of quaternary basicity on liquidus temperature
In the ironmaking process, Al2O3 and SiO2 mainly come from raw materials, and MgO and CaO mainly come from flux. (CaO + MgO)/(SiO2 + Al2O3) is defined as quaternary basicity because both CaO and MgO are strong basic oxides. Figure 7 shows the change of liquidus temperature with quaternary basicity at fixed MgO/CaO and Al2O3/SiO2 ratios. It can be seen that anorthite, melilite, and dicalcium silicate are the primary phases at low-, middle-, and high-quaternary basicity, respectively. High Al2O3/SiO2 ratio generally results in a higher liquidus temperature in all primary phase fields. The current slag with quaternary basicity approximately 1.0 locates on the peak of the liquidus temperature in the melilite primary phase field. Slightly increase of the quaternary basicity can decrease the liquidus temperature but will approaching the dicalcium silicate primary phase field.

Liquidus temperature as a function of quaternary basicity at fixed MgO/CaO and Al2O3/SiO2 ratios
An ironmaking plant always uses different raw materials from various sources. Different Al2O3 and SiO2 contents in iron ores and ashes of coke and coal result in variable Al2O3 and SiO2 concentrations in the slag. Figure 8 shows the effect of Al2O3/SiO2 ratio on liquidus temperature at fixed (CaO + MgO) = 50 wt pct and MgO/CaO = 0.2. At low Al2O3/SiO2 ratio, CaSiO3 is the primary phase and the liquidus temperatures decrease with increasing Al2O3/SiO2 ratio. When the Al2O3/SiO2 ratio is greater than 0.18, the liquidus temperatures increase continuously with increasing Al2O3/SiO2 ratio. Clearly the Al2O3/SiO2 ratio 0.18 is an optimum for the raw materials. However, the current slag with a Al2O3/SiO2 ratio of 0.4 has a liquidus temperature of 1430 °C, which is 70 °C higher than the optimum slag. The raw materials with low Al2O3/SiO2 ratio will be beneficial for the plant to decrease the liquidus temperature of the final slag.

Liquidus temperature as a function of Al2O3/SiO2 at fixed (CaO + MgO) = 50 wt pct and MgO/CaO = 0.2
Comparison of Experimental Data and FactSage Prediction
High-temperature experiments are time consuming and expensive. CALPHAD (CALculation of PHAse Diagram) approach has been developed to predict liquidus temperatures for metallurgical slags.[27,28] FactSage is one of the most successful thermodynamic models in predicting the liquidus temperatures of oxide slags.[23] Reliable experimental data can be used to evaluate the accuracy of the FactSage predictions and support the optimization of the database. Clarifying the difference between the calculated and experimental data is of great significance for optimizing thermodynamic databases and avoiding the misleading for industrial practices.
Solid solution of cordierite
Cordierite (2MgO·2Al2O3·5SiO2) was reported to be a compound in the system MgO–Al2O3–SiO2.[26] In the studies of the system CaO–SiO2–Al2O3–MgO, cordierite phase appears in high-MgO and high-Al2O3 sections.[6,7,8,9] However, neither these studies nor FactSage database reported solid solution of cordierite. Fu and Lin[29] synthesized and characterized the solid solution of cordierite 2(MgO, CaO)·2Al2O3·5SiO2 with up to CaO/MgO mole ratio of 0.1. The cordierite was prepared from Mg(NO3)2·6H2O, Al(NO3)3·9H2O, Ca(NO3)2·4H2O, and tetraethylortho silicate by sol–gel method. 2 Wt pct B2O3 was present in the final cordierite as H3BO3 was used in the preparation. They found from XRD patterns that doping Ca in MgO lattice caused the diffraction peaks of the cordierite to shift. In the present study, five experiments (48 to 51, 95) reported the existence of the cordierite in equilibrium with liquid at high temperature. Figure 2(e) shows a typical microstructure of cordierite in a quenched sample. Analysis of the EPMA measured compositions shows that cordierite composed of CaO 21 to 23.1, MgO 0.3 to 1.2, Al2O3 21.5 to 22.4, and SiO2 53.7 to 56.9 mol pct. This is the first report of the CaO-rich cordierite compositions together with the clear microstructure. It seems that 2CaO·2Al2O3·5SiO2 is not a stable phase. However, as low as 0.3 mol pct, MgO dissolution can stabilize this phase to be a CaO-rich cordierite. The information will provide a solid evidence to develop a cordierite solid solution in the thermodynamic database.
Comparison of melilite compositions and liquidus temperatures
As discussed above, the current composition of the Shougang blast furnace slag is usually in the melilite primary phase field as shown in Figures 5 through 8. Melilite is the solid solution between akermanite (2CaO·MgO·2SiO2) and gehlenite (2CaO·Al2O3·SiO2). Table III presents the comparison of the experimental data and FactSage predictions in the melilite primary phase field. The experimentally determined liquid compositions were used to calculate the liquidus temperature and the compositions of the primary phase by FactSage 8.2. Melilite is predicted to be the primary phase for these liquid compositions which is consistent with the experimental results. The difference between the predicted and experimental liquidus temperatures is within 40 °C. Figure 9 shows the mol pct of gehlenite (2CaO·Al2O3·SiO2) in predicted melilite against the experimentally measured melilite. It seems that the predicted mol fractions of gehlenite in melilite have the same trend as the experimental data. The maximum difference is 23.4 mol pct. Unfortunately, there is no correlation between the difference of the gehlenite in melilite and the difference of the liquidus temperature.

Comparison of the melilite composition between experimental data and FactSage predictions
Comparison of liquidus temperatures in mullite primary phase field
Table IV shows the experimentally determined liquid compositions and liquidus temperatures in the mullite primary phase field. The liquid compositions were used to calculate the liquidus temperatures and corresponding primary phase by FactSage 8.2. It can be seen from the table that in one case (#55), the predicted primary phase is SiO2 which is different from the experimental result. Figure 10 shows the relationship between the experimental and predicted liquidus temperatures in the mullite primary phase field. Most of the predicted liquidus temperatures are higher than the experimental data. At high temperatures, the predicted liquidus temperatures are lower than the experimental data. The maximum difference between the experimental and predicted liquidus temperature is 113 °C in the mullite primary phase field. Mullite is an important refractory and thermal insulation material in the metallurgical industry. The lack of accurate experimental data resulted in the inaccuracy of the FactSage predictions.

The discrepancies between the determined and predicted liquidus temperature in mullite phase region
Comparison of liquidus temperatures in anorthite primary phase field
Table V shows the experimentally determined liquid compositions and liquidus temperatures in the anorthite primary phase field. The liquid compositions were used to calculate the liquidus temperatures and corresponding primary phase by FactSage 8.2. FactSage predicted all compositions in the anorthite primary phase field and the calculated liquidus temperatures are in good agreement with the experimental data. Most of the predicted liquidus temperatures are within 35 °C from the experimental data. Only one predicted liquidus temperature (#43) is 76 °C lower than the experimental data.
Conclusions
Pseudo-ternary phase diagram (CaO + MgO)–SiO2–Al2O3 with MgO/CaO ratio of 0.2 has been experimentally determined in the composition range related to iron blast furnace slags. Microstructures and phase compositions have been obtained from the quenched samples by EPMA. A series of pseudo-binary phase diagrams are constructed to discuss the effects of ternary basicity, Al2O3 concentration, quaternary basicity, and Al2O3/SiO2 ratio on liquidus temperatures of the blast furnace slags. Accurate compositions together with the microstructure have been reported in the first time for the cordierite solid solution. The liquidus temperatures and solid solution compositions were compared between the experimental data and FactSage predictions to provide useful information for optimization of the thermodynamic database.
Change history
14 June 2023
A Correction to this paper has been published: https://doi.org/10.1007/s11663-023-02831-3
References
K. Sunahara, K. Nakano, M. Hoshi, T. Inada, S. Komatsu, and T. Yamamoto: ISIJ Int., 2008, vol. 48, pp. 420–29.
M. Geerdes, R. Chaigneau, and O. Lingiardi: Modern Blast Furnace Ironmaking: An Introduction, IOS Press, Amsterdam, 2020, pp. 1–2.
N.B. Ballal: Trans. Indian Inst. Met., 2013, vol. 66, pp. 483–89.
A.T. Prince: J. Am. Ceram. Soc., 1951, vol. 34, pp. 44–51.
R.C. DeVries and E.F. Osborn: J. Am. Ceram. Soc., 1957, vol. 40, pp. 6–15.
E.F. Osborn, R.C. DeVries, K.H. Gee, and H.M. Kraner: JOM, 1954, vol. 6, pp. 33–45.
A.T. Prince: J. Am. Ceram. Soc., 1954, vol. 37, pp. 402–08.
G. Cavalier and M. Sandrea-Deudon: Rev. Metall., 1960, vol. 57, pp. 1143–57.
W. Gutt and A.D. Russell: J. Mater. Sci., 1977, vol. 12, pp. 1869–78.
V.D. Eisenhuttenleute: Slag Atlas, 2nd ed. Verlag Sthaleisen GmbH, Dusseldorf, 1995, pp. 156–61.
F. Dahl, J. Brandberg, and S.C. Du: ISIJ Int., 2006, vol. 46, pp. 614–16.
B.A. Vázquez, A. Caballero, and P. Pena: J. Am. Ceram. Soc., 2003, vol. 86, pp. 2195–99.
D. Zhang, E. Jak, P. Hayes, and B. Zhao: Proc. 4th Annu. High Temp. Process. Symp. 2012, Swinburne University of Technology, Melbourne, Victoria, Australia, 2012, pp. 14–18.
X. Ma, G. Wang, S. Wu, J. Zhu, and B. Zhao: ISIJ Int., 2015, vol. 55, pp. 2310–17.
X. Ma, D. Zhang, Z. Zhao, and T. Evans: ISIJ Int., 2016, vol. 56, pp. 513–19.
M. Kou, S. Wu, X. Ma, L. Wang, M. Chen, Q. Cai, and B. Zhao: Metall. Mater. Trans. B, 2016, vol. 47B, pp. 1093–1102.
D. Wang, M. Chen, Y. Jiang, S. Wang, Z. Zhao, T. Evans, and B. Zhao: J. Am. Ceram. Soc., 2020, vol. 103, pp. 7299–7309.
J. Gran, Y. Wang, and D. Sichen: CALPHAD, 2011, vol. 35, pp. 249–54.
J. Gran, B. Yan, and D. Sichen: Metall. Mater. Trans. B, 2011, vol. 42B, pp. 1008–16.
S. Lyu, X. Ma, M. Chen, Z. Huang, and G. Wang: CALPHAD, 2020, vol. 68, p. 101721.
S. Lyu, X. Ma, Z. Huang, Z. Yao, H. Lee, Z. Jiang, G. Wang, J. Zou, and B. Zhao: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 732–47.
Z. Yao, X. Ma, and S. Lyu: CALPHAD, 2021, vol. 72, p. 102227.
C.W. Bale, E. Bélisle, P. Chartrand, S.A. Decterov, G. Eriksson, A.E. Gheribi, K. Hack, I.H. Jung, Y.B. Kang, J. Melancon, A.D. Pelton, S. Petersen, C. Robelin, J. Sangster, P. Spencer, and M.A. Van Ende: CALPHAD, 2016, vol. 55, pp. 1–9.
B. Sundman, B. Jansson, and J.O. Andersson: CALPHAD, 1985, vol. 9, pp. 153–90.
R.Z. Xu, H.S. Zhang, J.L. Zhang, C.J. Liu, and Z.Y. Wang: Chin. Metall., 2016, vol. 26, pp. 16–20.
A. Muan and E.F. Osborn: Phase Equilibria Among Oxides in Steelmaking, Addison-Wesley Publishing Company, Boston, 1965, pp. 148–57.
K. Hack: Pure Appl. Chem., 2011, vol. 83, pp. 1031–44.
H. Lukas, S.G. Fries, and B. Sundman: Computation Thermodynamics the CALPHAD Method, Cambridge University Press, Cambridge, 2007, p. 324.
Y.P. Fu and C.H. Lin: J. Mater. Sci., 2003, vol. 38, pp. 3081–84.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Liao, J., Qing, G. & Zhao, B. Phase Equilibrium Studies in the CaO–SiO2–Al2O3–MgO System with MgO/CaO Ratio of 0.2. Metall Mater Trans B 54, 793–806 (2023). https://doi.org/10.1007/s11663-023-02726-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-023-02726-3