
Abstract
A metallurgical study of a Renaissance spearhead from northern Italy was performed to provide new deep insights into both smelting and smithing technologies which are involved in the manufacturing process. Optical microscopy observations, Vickers microhardness measurements, and optical emission spectroscopy analyses demonstrated that the spearhead was skillfully assembled and shaped from different steel bars, and a slack-quenching heat treatment was performed on the blade to improve its functionality. The chemistry of a large sample of nonmetallic inclusions was characterized by scanning electron microscopy coupled with X-ray dispersive spectroscopy. A multivariate statistical data treatment based on logistic regression was applied to assess the technological origin of the steel bars. The results allowed to conclude that the spearhead steel was obtained following the indirect steel-making route. The temperatures reached during both smelting and smithing stages were estimated in the FeO–SiO2–CaO system at 1470 °C and 1200 °C, respectively.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The object of this study is a Renaissance (fifteenth to sixteenth centuries) partizan-type polearm (a sort of war spear) which was retrieved in Sabbia Valley (Brescia, northern Italy) and likely produced by Brescian hafted weapons making specialists. Polearms are considered the most effective infantry weapons in a period during which the dominance of armored knightly horsemen was eclipsed by foot soldiers.[1] Against this background, the Renaissance period is often recognized as the “golden age” of staff weapons. In fact, many typological and functional variants of polearms were introduced and developed such as halberds, glaives, bills, and partizans.[2] In particular, the partizan was originally derived from the Italian war spear and spread in both Northern and Southern Europe during the fifteenth and sixteenth centuries as a thrusting and to a lesser extent a slashing infantry staff weapon.[3] During the Renaissance period, the major production centers of Italian weapons were mainly clustered in the cities of Milan and Brescia (Lombardy, northern Italy). Indeed, more than 160 names of Brescian arms makers were attested in the fifteenth century.[4] The zenith of the Brescian armaments manufacturing industry was reached under Venetian domination (fifteenth to eighteenth centuries). The produced weapons (especially swords, armors, and polearms), which were often distinguished by valuable trademarks, were extensively exported all over Europe and appreciated for their unquestioned high quality and beauty.[5,6] Brescian arms production supplied also Italian cities such as Mantova, Ferrara, Urbino, and Venice.[7] As a manner of fact, the presence of rich iron ore deposits mainly located in Val Trompia (in the Brescian territory) was a prominent driving factor for the development of weapons manufactures during a period in which a new steel-making technology, i.e., indirect method, became well-established.[7,8] Actually, in the Renaissance age, the steel needed to forge armaments was mainly produced by the indirect process even if direct smelting of iron ores was practiced at once. The direct method is based on solid-state reduction (i.e., carried out below metal melting point) of iron ore in bloomery furnace through reducing interaction between ore and carbon monoxide gas, which is generated during charcoal combustion. It should be stressed that only easily reducible iron ore like hematite was effectively smelted in bloomery furnaces.[9] On the other hand, following the indirect steel-making route, the main type of exploited iron ore in Brescian territory, i.e., siderite (iron carbonate), was properly reduced in shaft furnaces named “a canecchio” (also known as Brescian-type furnaces).[9,10] Inside these ovens, which were higher than bloomery furnaces, the operating conditions in terms of temperature, carbon monoxide partial pressure in the gas mixture, and metal residence time were high enough to allow extensive iron carburization and consequently the production of cast iron. Due to its poor workability, cast iron must be converted to wrought iron or steel via decarburization in fining hearts named “large fires” in which the metal was subjected to the oxidizing environment.[10] In particular, cast iron blocks were placed onto a charcoal bed and fired supplying air inflow through tuyères. It is worth to note that the development of the indirect method starting from the Late Middle Age (thirteenth century) allowed to satisfy the increasing demand of high-quality iron and steel by the Brescian arms manufacturers and therefore was crucial for their expansion in the Renaissance period.[11] Although the forging technology of Renaissance swords and armors has been extensively investigated,[5,7,11] at present, the manufacturing process of Renaissance polearms has been scarcely studied.[1] To the best of authors' knowledge, only one archaeometallurgical research on a sixteenth century bill-type staff weapon from Italy has been published so far.[12] In this study, it was concluded that the bill was forged from a single heterogeneous carbon steel billet and no attempt of performing any heat treatments was made.[12] As a manner of fact, the analysis of a unique artifact does not allow to infer any general rule about the Renaissance polearms manufacturing technology, especially referring to Italian production. At first instance, some general technological information can still be obtained from archaeometallurgical studies focused on earlier European iron spearhead.[13,14] In general, the metalworking technologies involved in spearhead forging are quite comparable to those applied in swords production.[15] In particular, the spear blade was firstly shaped by drawing out and pointing a steel rod. Subsequently, the socket can be forged from the same steel rod or using a different bar. In the latter case, the shaped socket must be hammer-welded to the blade. The socket was shaped beating out a wide flat triangular shaped base, which was rolled up over a mandrel and hammer-welded in the middle of one side to finally generate a cylindrical or conical tubular socket.[3,14] The hammer-welding process allows solid-state joining of metals under the hammer blows pressure. At a temperature of 1100 °C, metal surfaces were covered by sand flux which reacts with the oxide scale and forms a low-melting point iron silicate (i.e., fayalite). The hammer pressure permits to both squeeze out the fluid fayalite slags and successfully join the metal parts through an interatomic diffusion mechanism.[16,17,18] Moreover, a steeling technique which consists in forge-welding of hardenable steel cutting-edges onto softer low-carbon steel blade core was also applied to achieve a trade-off between the hardness of the cutting-edges and toughness of the polearm as a whole. It is interesting to note that this forging technique can be considered as the precursor of modern manufacturing processes such as the fabrication of laminated metal composites.[19] Thermochemical and heat treatments like cementation and subsequent quench-hardening through metal rapid cooling could also be performed to improve the hardness of the cutting-edges.[14] Additional carbon enrichment of cutting-edges was carried out promoting carbon diffusion into the metallic matrix by heating the metal in a charcoal-fed hearth at a temperature above 900 °C for a long period of time.[14] It is important to stress that each described manufacturing stage can leave traces in the final object. As shown in the literature,[5,11,20,21,22,23,24,25,26] one of the most effective reverse engineering strategies to extract technological information from ancient ferrous artifacts involves a synergic combination of metallographic and slag inclusions (SIs) analysis. Using this approach, the present research aims to offer new insights into both smelting and forging processes practiced by Brescian hafted weapons' specialists during the Renaissance period.
Materials and Methods
The Spearhead
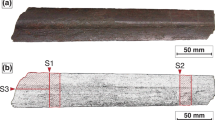
The fifteenth to sixteenth century spearhead analyzed in this study was retrieved in a corroded condition without the blade tip, as shown in Figure 1(a). The main spearhead measurements are as follows: total spearhead length = 405 mm, blade length = 288 mm (estimated original blade length = 477 mm), blade maximum width = 71 mm, socket length = 105 mm, and socket maximum diameter = 40 mm. The blade has a broad triangular shape with straight edges and a rhombic cross section. On both blade sides, two asterisks (eight-point star)-shaped stamps were hot punched using a proper punching tool (Figure 1(b)). These symbols are probably distinguishing trademarks of specific metalworking manufacture located in Brescia territory.[3] It is worth noting that smiths' marks stamped onto the weapon surface are generally associated with higher quality items.[7] The socket had originally an octagonal section, although its greatest portion is currently flattened due to crushing damage. Moreover, two opposite shafting nail holes are punched on the socket (Figures 1(a) and (c)). Four transverse sections (S1, S2, S3, S4) and a longitudinal section (S5) were taken from the spearhead blade, while a single transverse section was extracted from the socket (S6) to carry out microstructural investigations and SIs analysis. The sampling scheme is represented in Figure 1(d). At the transverse sections S1, S2, S3, and S4, the spearhead blade thickness varies in the ranges 3.7 to 0.2 mm, 4.4 to 0.3 mm, 5 to 0.2 mm, and 11.5 to 2.2 mm, respectively.

(a) Photographic image of the spearhead with essential terminology, (b) asterisk (eight-point stars)-shaped stamps, (c) shafting nail hole, and (d) sampling scheme
Analytical Methodology
Each sample was subjected to standard metallographic preparation including grinding with silicon carbide abrasive papers (grades from 80 to 1200) and final polishing with polycrystalline diamond paste (3 and 1 µm). Observations of the as-polished sections via light optical microscopy (LOM) were performed by Leica DMI 5000M optical microscope to investigate both morphology and distribution of SIs. The samples were subsequently submitted to metallographic etching by immersion in 1 pct Nital solution (1 vol pct HNO3 in ethanol) to distinguish the steel microstructural constituents and characterize their distribution pattern in each section. Vickers microhardness tests were carried out with a Shimadzu Microhardness Tester Type-M under a 300 g load applied for 15 seconds on the etched sections to confirm the recognition of each microstructural constituent. This procedure allows to explore in detail the heterogeneity of the metal matrix, especially in the case of composite objects, distinguishing main metallurgical zones and assessing the artifact technological history. Chemical analysis of SI was performed on repolished samples after microstructural study of the metal matrix to select a reliable number of inclusions for each metallurgical site of interest and avoid any influence of metallographic etching on chemical composition measurements. In particular, SI were analyzed via scanning electron microscope (SEM) in backscattering mode (BSD) to further investigate their structure and constitution in terms of mineralogical phases assemblage. In addition, X-ray energy-dispersive spectroscopy (EDS) coupled with SEM was adopted to determine in a semiquantitative way the main SI chemical components. Oxygen was not measured but was calculated based on stoichiometry. The area of each SI was measured with the ImageJ software environment for image analysis. The chemical composition of the spearhead steel in terms of carbon content and other alloy elements was obtained by means of arc/spark-optical emission spectroscopy (OES).
Classification of SI
The analysis of SI chemical data collected via SEM/EDS allows to extract significant technological information from antique artifacts about the steel-making process practiced by ancient metalworking craftsmen and the forging strategy involved in the manufacturing process. To achieve this goal, it is crucial to perform an accurate classification of SI. In particular, SI have different formation origins. Some SI directly derived from smelting slags which can remain entrapped in the metal matrix during the steel-making process, whereas other SI were originated during smithing operations and will be referred in the following as forging SI. For example, as mentioned in the Introduction section, metal surfaces were frequently covered by sand flux before their joining via hammer-welding. After the forge-welding operation, flux residues, iron oxide scale, and fayalitic slags originated from interactions between sand flux and iron oxide scale can remain embedded at welding interfaces as forging SI. In addition, local concentration (LC) effects (phase partitioning) due to SI fragmentation and clay refractories or ash contaminations can greatly alter SI chemical composition.[21] Different strategies have been proposed to discriminate between these kinds of SI. All these methods basically rely on SI chemical constitution in terms of oxides. Prior to describe this classification strategy, some premises are necessary. In general, SI are considered as multicomponent oxide systems into which two main oxide groups can be distinguished: reduced compounds (RCs) and non-reduced compounds (NRCs). The oxides that belong to RCs group (e.g., FeO, P2O5) are reduced during the smelting stage in bloomery (direct method) or shaft furnace (indirect method) in contrast to NRCs (e.g., MgO, CaO, Al2O3). RCs content inside smelting SI from direct or indirect process mainly depends on the local thermo-chemical conditions (i.e., oxygen partial pressure in gas mixture and temperature) in bloomery/finery furnaces and smithing systems. On the one hand, RCs do not retain useful information on reduction/finery and smithing systems because their content can be greatly scattered even inside ferrous metals with identical technological origins. NRCs depend on reduction/finery and forging systems and therefore contain useful information to tackle the SI classification problem. The longest-established SI classification procedure, which is based on NRCs, has been proposed by Buchwald and Wivel[20] and Dillmann and L’Héritier.[21] NRCs percentage in SI can greatly vary depending on RCs (mainly FeO) fluctuations related to local thermo-chemical conditions. In particular, reducing conditions (high carbon monoxide partial pressure and temperature) promote a decrease of slag iron oxide content, whereas oxidizing conditions (low-carbon monoxide partial pressure and temperature) increase it. However, the ratios of NRCs must remain constant and similar within SI that derive from the smelting stage and have the same origin. Therefore, if bivariate plots of NRCs are considered (e.g., wt pct SiO2/wt pct Al2O3), it is expected that smelting SI will approximately form a positive slope line passing through zero. It is worth noting that this line models the decrease of iron oxide associated with a reduction in bloomery furnace (direct method) or, conversely, the increase of iron oxide related to the oxidizing conditions at fining stage (indirect method). In this context, Charlton et al.[27] suggested a different but complementary approach based on a multivariate statistical analysis of NRCs, i.e., principal component analysis (PCA) coupled with hierarchical cluster analysis (HCA). Charlton's approach has the advantage of both enabling the SI grouping and classification considering simultaneously all the main NRCs and allowing to effectively analyze a wide collection of SI. In particular, PCA permits to set out a new orthogonal group of variables, termed principal components (PCs). Each PC is calculated as a linear combination of the original variables in such a way to maximize the variance.[28] It must be observed that in most cases the first two or three PCs retain the majority of variation of the original dataset with minimal loss of information. Therefore, most of the variation between SI can be graphically represented in a unique plane set out by the directions of the first two PCs. In this plane, SI groups are likely to be separated as distinct clouds of points, termed clusters. HCA based on Euclidean distance using the Ward method was employed as a grouping method to discriminate the main SI groups. Ward method (minimum variance method) is a clustering method that starts considering all points as single groups and successively links them in such a way to minimize the between-clusters distance at each agglomerative step.[28] The classification of SI groups in Charlton et al.[27] is based on the correlations between NRCs reported in Tables I and II. As shown in Table I, each parent material (i.e., smelting slag, clay, ash, smithing flux) may influence in different and specific ways the SI chemical composition.
As shown in Table II, strong positive correlations between specific couples of NRCs allow to identify the parent materials that have mainly contributed to the formation of SI groups. For example, SI groups located at the upper extreme of strong positive correlated Al2O3–SiO2 pair can be classified as clay contamination. In addition, both siliceous flux adding during smithing and LC effects can generate SI groups featured by high SiO2 and Al2O3 content, respectively. Furthermore, smelting SI will be more probably located close to the origin of the first two PCs plane because many parent materials contribute to their formation (Table I). Charlton et al.[27] suggested to graphically explore the correlations between NRCs on the PCs plane using loading vectors for each considered NRCs. In general, the components of a loading vector for a specific NRC in the first two PCs plane are defined by two components. Each component is equal to the magnitude of influence of the given NRC on the first and second PC, respectively. The correlation between each NRCs pair can be geometrically defined as the cosine of the angle comprised between their loading vectors. To perform PCA composition data must be pre-processed in the following way: raw elemental chemical data obtained via SEM/EDS were transformed to oxides weight percentages (wt pct) through stoichiometric calculations. All SI with zero-valued NRCs (i.e., values below the instrument detection limit) were not considered. To equalize the weight magnitude and variance of the major NRCs the log-ratio transformation developed by Aitchison[29] was applied using the following Formula (1):
where XiNRC is the ith transformed value for each NRC (i.e., MgO, Al2O3, SiO2, K2O, CaO, MnO), EiNRC is the amount of the ith NRC, and g(log ENRC) is the geometrical mean of the logged NRCs. PCA was then performed on log-ratio transformed SI dataset. Following the same approach proposed by Disser et al.,[30] in this study, both Dillmann’s and Charlton's SI classification methods were used in a complementary way. All compositional data were treated using R 3.6.1, Excel and OriginLab software environment for statistical computing and graphics.[31,32]
Results and Discussion
Metallographic Examination and Microhardness Measurements
The five sections taken from the spearhead blade (S1, S2, S3, S4, S5) and socket (S6) were analyzed with the optical microscope. The observation of the as-polished S1 section revealed a patterned SI orientation (Figure 2(a)). In particular, SI in the core zone are highly scattered (Figure 2(b)), whereas SI within peripheral areas are preferentially arranged as stringers aligned alongside the main hot plastic deformation directions as a consequence of the artifact smithing operations (Figure 2(c)). In fact, the magnitude of the material strain imposed through hammer blows during the blade shaping stage is higher at cutting-edges because they were more extensively drawn down and sharpened than the blade core. Similar results were obtained for the as-polished transverse sections S2, S3, and S4 and therefore for the sake of brevity will not be described (for further information on the other sections please refer to Figures S-1, S-2, and S-3 in the Electronic Supplementary Material). Consistently, several SI streaks were also detected on the as-polished S5 longitudinal section (Figure 2(d)). Non-metallic inclusions bands are mainly arranged following circular alignments in the as-polished spearhead socket section S6 (Figure 3(a)). This feature could reflect the bending deformation imposed during the hot working shaping of the spearhead socket by rolling up a flattened lump over a mandrel. In addition, the SI bands are truncated at the outer surface, suggesting a material removal by a post-forging grinding treatment (Figure 3(b)). Cracks covered by oxidation products are also present in this section and could be originated during the socket smithing stage (Figure 3(c)). A possible hammer-welded junction between the two lump flaps is also highlighted by a SI stringer (Figure 3(d)). In fact, as mentioned in the Introduction section, the metal surfaces to be joined together by hammer-welding were covered by sand flux which at the temperature of 1100 °C reacts with the oxide scale forming a low-melting point iron silicate.[16,17,18] Therefore, the observed SI stringer at the joint interface probably corresponds to iron silicate remnants which were not squeezed out by the hammer blowing pressure during the forge-welding process. It should be noted that the forge-welding flaps coupling is uncomplete may be due to both the flaps detachment during the socket crushing damage and the unsuccessful hammer-welding operation.

(a) The as-polished S1 section (collage of micrographs with 50 times magnification), optical micrographs of (b) scattered SI, (c) elongated SI (both 200 times magnification), and (d) the as-polished S5 section (collage of micrographs with 50 times magnification)

(a) The as-polished S6 section (collage of micrographs with 50 times magnification), (b) SI alignments interrupted at the outer surface, (c) crack covered by corrosion products, and (d) SI stringer corresponding to a welding seam
Chemical etching with 1 pct Nital of the S1 section highlighted a heterogeneous microstructure. As shown in Figure 4(a), the central blade portion is characterized by a ferritic–pearlitic banded microstructure. In particular, the outer bands are mainly pearlitic with some traces of allotriomorphic and Widmanstätten ferrite (P + F*) (Figure 4(b)), whereas in the inner zones, the microstructure is almost completely ferritic with traces of pearlite at ferrite grains boundaries (F + P) (Figure 4(c)). Both cutting-edges and outlying areas are featured by pearlite and martensite (P + M) (Figure 4(d), high magnification in Figure 5). Two V-shaped transition zones located on both blade sides between the core and the cutting-edges are marked by several SI stringers, and the ferritic–pearlitic microstructure rapidly evolves to almost fully pearlite (Figure 4(e)). In addition, bright ghost lines (also termed “white lines”) were detected along the V-shaped transition regions (Figure 4(e)). It should be underlined that the ghost lines location provides some essential clues for interpretation of the artifact construction because they are mainly positioned at the hammer-welded joints interfaces.[14,16] In fact, the white lines could be related to subscale metal matrix enrichment of alloying elements (e.g., nickel and arsenic) due to metal surface interaction with an oxidizing environment (i.e., high oxygen partial pressure and temperature) during forge-welding.[33]

(a) Distribution map of the main microstructural constituents and features observed on S1 section (wl, welding line) and (b through e) some representative 200 times magnification optical micrographs (F, ferrite; F*, Widmanstätten ferrite; P, pearlite; M, martensite)

Martensitic microstructure in the cutting-edges (500 times magnification)
The optical examination of the etched S2 blade section showed similar results (Figure 6(a)). A banded microstructural pattern characterized by pearlite with allotriomorphic and Widmanstätten ferrite (P + F*) was observed in the core zone of the section (Figure 6(b)). The outer region of the section is marked by both nodular pearlitic colonies at prior austenitic grain boundaries in a martensitic matrix (P* + M) (Figure 6(c), high magnification in Figure 7), and fully martensitic microstructure (M) at the cutting-edges (Figure 6(d)). The presence of nodular pearlite in a martensitic matrix suggests that locally in this region the rate of cooling was not sufficient to promote a complete martensitic transformation of austenite.[34]

(a) Distribution map of the main microstructural constituents and features observed on S2 section (wl, welding line) and (b through d) some representative 200 times magnification optical micrographs (F*, Widmanstätten ferrite; P, pearlite; P*, nodular pearlite; M, martensite)

Nodular pearlitic colonies in a martensitic matrix (500 times magnification)
The distribution map of the main microstructural constituents for the blade section S3 is shown in Figure 8(a). The section core is featured by ferritic–pearlitic bands. In the outer layers, the microstructure is marked by massed ferrite with small traces of pearlite at ferritic grains boundaries (F + P) (Figure 8(b)), whereas the inner zones are mainly pearlitic with ferritic traces (P + F) (Figure 8(c)). At the cutting-edges, both martensite (M) (Figure 8(d)) and pearlitic nodules (P*) surrounded by martensitic matrix (Figure 8(e)) were detected. According to the microstructural analysis results of the sections S1 and S2, two V-shaped transition zones corresponding to hammer-welding joints between the core and the cutting-edges can be noted.

(a) Distribution map of the main microstructural constituents and features observed on S3 section (wl, welding line) and (b through e) some representative 200 times magnification optical micrographs (F, ferrite; P, pearlite; P*, pearlite nodules; M, martensite)
The blade section S4 is featured by a banded heterogeneous microstructure (Figure 9(a)). The outer bands at the top and the bottom of the section are almost fully pearlitic (P) (Figure 9(b)). In these zones, localized spheroidized pearlite was noticed (P**) (Figure 9(c), high magnification in Figure 10). Pearlite spheroidization was probably caused by warm working at subcritical temperature during the blade forging process.[35] Moreover, at the bottom layer, the steel locally reaches an hypereutectoid composition with pearlitic colonies surrounded by proeutectoid cementite networks (P***) (Figure 9(d)). Toward the right side of the upper layer, the pearlitic microstructure evolves into nodular pearlite in a martensitic matrix (P* + M) because of more rapid cooling. It is worth to note that unlike the previous sections the outer bands do not cover the entire section periphery, and local discontinuities of these layers were detected. As already suggested for the spearhead socket, these features could be related to a material subtraction by post-forging grinding operations. The inner zone of the section is mainly pearlitic with some traces of allotriomorphic ferrite (P + F). Toward the left edge of the section, pearlite is partially spheroidized (P** + F) (Figure 9(e)). Near this edge, a highly deformed ferritic–pearlitic microstructure (CW) was observed (Figure 9(f)). This elongated microstructure was probably originated after cold working during the final stage of the blade base forming process. Between the outer and the inner zones, two almost fully ferritic bands with traces of pearlite (F + P) (Figure 9(g)) surrounded by ferritic–pearlitic transition zones with allotriomorphic and Widmanstätten ferrite (F* + P) were detected. For the sake of clarity, representative optical micrographs of three already shown microstructures (i.e., P* + M, P + F, F* + P) are not included in Figure 9.

(a) Distribution map of the main microstructural constituents and features observed on S4 section (wl, welding line) and (b through g) some representative 200 times magnification optical micrographs (F, ferrite; F*, Widmanstätten ferrite; P, pearlite; CW cold working; P*, nodular pearlite; P**, spheroidized pearlite; P***, lamellar pearlite with proeutectoid cementite networks)

Spheroidized pearlite (500 times magnification)
Compatibly with the previous results, the etched longitudinal section S5 exhibits a layered and heterogeneous microstructural pattern (Figure 11(a)). From left to right the microstructure of the inner band evolves from pearlitic with allotriomorphic and Widmanstätten ferrite (P + F*) (Figure 11(b)) to the finer pearlitic–ferritic microstructure depicted in Figure 11(c). In particular, this microstructure could be originated by cooling after partial austenitization during re-heating in the intercritical region (between Ac1 and Ac3).[36] Moving toward the right side of the inner band, the pearlite fraction increases and the microstructure becomes almost fully pearlitic with some traces of ferrite (P + F) (Figure 11(d)). The inner band is interposed between two less carburized ferritic–pearlitic layers (F + P). At the mid of the section core, another pearlitic–ferritic band appears. On the left side of the external layers, the microstructure is fully pearlitic (P) (Figure 11(e)). At the bottom of the external layer, the composition of steel is locally hypereutectoid with pearlite and proeutectoid cementite networks (P***) (Figure 11(f)). Moving toward the right side, the microstructure evolves to martensite (M) (Figure 11(g)) even with nodular pearlitic colonies in a martensitic matrix (P* + M). Moreover, the discontinuity of the upper external layer could be ascribed to material subtraction during post-forging grinding operations. For the sake of clarity, representative optical micrographs of two already shown microstructures (i.e., F + P and P* + M) are not included in Figure 11.

(a) Distribution map of the main microstructural constituents and features observed on S5 section (wl, welding line) and (b through g) some representative 200 times magnification optical micrographs (F, ferrite; F*, Widmanstätten ferrite; P, pearlite; P*, nodular pearlite; P***, lamellar pearlite with proeutectoid cementite networks; M, martensite)
A layered distribution of microstructural constituents was also observed in the socket section S6 (Figure 12(a)). In the outer zones, incomplete bands are featured by a pearlitic microstructure with allotriomorphic and Widmanstätten ferrite (P + F*) (Figure 12(b)). These partial layers could correspond to the initial ends of the most carburized cutting-edges layers which have already been detected in the previous sections. Moreover, post-forging grinding of the socket surface may have contributed to partially remove the external pearlitic–ferritic band. The other two band types are ferritic with small traces of pearlite (F + P) (Figure 12(c)) and pearlitic with allotriomorphic and Widmanstätten ferrite (P + F*), respectively. The transition zone between these two different layers is shown in Figure 12(d). It should be noted that both bands are positioned even in the outside zones of the section probably as a consequence of material removal by grinding. The hammer-welding junction of the two rolled-up flaps is also positioned between a mainly pearlitic and an almost fully ferritic zone (Figure 12(e)).

(a) Distribution map of the main microstructural constituents and features observed on S6 section (wl, welding line) and (b through e) some representative 200 times magnification optical micrographs (F, ferrite; F*, Widmanstätten ferrite; P, pearlite)
Vickers microhardness measurements were performed for all six sections. In the following, only the results for section S1 will be illustrated referring to the Supplementary Figures S-4, S-5, S-6, S-7, S-8, and Table S-I for the distribution maps of microhardness indentations and measurements data of the other sections. In accordance with the microstructural analysis results, Vickers microhardness measurements performed in the mainly ferritic core zone (F + P) of S1 vary in the ranges 122 to 160 HV0.3 (Figure 13 and Supplementary Table S-I). In the core banded regions where the pearlite is the major microstructural constituent (P + F*), the microhardness measurements are in the range 177 to 385 HV0.3. At the pearlitic–martensitic cutting-edges, the microhardness values are in the intervals 348 to 709 HV0.3.

(a) Distribution map of Vickers microhardness indentations on S1 section and resulting measurements along (b) horizontal (L1, L2, L3) and (c) vertical (L4, L5, L6) lines
Moreover, OES analyses carried out on both cutting-edges (Table III) allowed to conclude that the two steel bars which correspond to hardenable cutting-edges are characterized by a near-eutectoid composition.
Microstructural examinations, Vickers microhardness measurements, and OES analyses allowed to conclude that piling and steeling techniques were employed during the spearhead forging. The banded structures in the blade and the socket could be derived from the intentional assemblage by hammer-welding of different hypoeutectoid and near-eutectoid steel bars. In particular, a near-eutectoid steel billet which include the cutting-edges was probably bent and hammer-welded to a piled core composed of four hypoeutectoid steel bars (Figure 14(a)). As mentioned in the Introduction section, this steeling technique was performed by the ancient blacksmiths to effectively combine in the blade the toughness of the core made of low-carbon steel with the hardness of the cutting-edges made of steel with higher carbon content. The layered steel lump was subsequently drawn out by hot hammering (Figure 14(b)). One lump side was flattened and the spearhead blade was shaped by hot working operations (Figure 14(b)). The flattened side of the composite steel lump was rolled up over a mandrel to obtain the socket (Figure 14(c)). The socket octagonal section was probably shaped using a proper swage block and the nail holes were punched (Figure 14(c)). The presence of both pearlitic and martensitic microstructures at cutting-edges could point out that a slack-quenching heat treatment was executed[34] (Figure 14(d)). In particular, the cutting-edges hardness was increased in the range 348 to 709 HV0.3. After quenching, the spearhead was finally grinded and polished (Figure 14(e)).

Main phases of the spearhead manufacturing process: (a) hammering–welding of a piled steel lump and steeling (b) lump drawing out, flattening at one side and blade shaping, (c) socket forming and nail holes punching, (d) blade quenching, and (e) spearhead grinding and final polishing
SEM/EDS Analysis
The results of PCA coupled with HCA for a total number of 166 SI from the spearhead blade sections S1 and S5 are shown in Figure 15. Inclusions were clustered in four main groups on PC space (Figure 15(a)) when the dendrogram plot was truncated at a height of 6 (Figure S-9 in the Electronic Supplementary Material).

(a through e) Projection of SI chemistry on PC1–PC2 plane (solid and open version of the same symbol refer to S1 and S5 sections, respectively) with loading vectors plot (the percentage of variation explained by each PC are indicated into brackets) and location of SI groups on microstructural constituent maps of (f) transverse section S1 and (g) longitudinal section S5
The average weighted oxides percentages for each of the four SI groups were calculated by the Formula (2) to consider the SI surfaces:
where pct Oxide*j is the average weighted percentage of a given oxide for the jth group, pct Oxideij is the weight percentage of a given oxide for the ith SI and the jth group, Sij is the surface of the ith SI for the jth group, and STj is the sum of all SI surfaces for the jth group. The mean oxides weighted percentages for each of the four SI groups are summarized in Table IV.
The origin of each SI group was examined following the basic criteria already described in the Materials and Methods Section. In particular, group 1 (yellow squares) is mainly located near the origin of the PC1–PC2 plane and, therefore, could reasonably derive from the smelting stage (Figures 15(a) and (b)). In addition, five SI of group 1 are well separated along the two positive correlated compositional variables Al2O3 and K2O. This outcome indicates that the chemistry of these SI was probably biased by clay contaminations. Group 2 (green circles) is characterized by a strong positive correlation between SiO2 and CaO as graphically indicated by the small angle between these two loading vectors (Figures 15(a) and (c)). Even if not included in the aforementioned classification model, this positive correlation could match with the influence of CaO-bearing ash contamination on SiO2-rich smithing SI. Coherently to this hypothesis, group 2 is preferentially positioned in the blade welding zone where the probability to incur in forging flux remnants is maximal. Moreover, the relatively high iron oxide content is compatible with the interaction between SiO2-rich smithing flux and the iron oxide scale (Table IV). Group 3 (blue triangles) is positioned near the origin of the PC1–PC2 plane. This result may suggest that group 3 contains smelting-related SI (Figures 15(a) and (d)). Consistently, this SI group is marked by a high amount of MnO, which is generally associated with MnO-bearing iron ore gangue (Table IV). Group 4 (red hexagons) is also characterized by a great MnO content (Table IV). For the same abovementioned reasons, this group is probably constituted by smelting-derived SI. Except for group 2, which is especially positioned in the blade welding zone, a clear distribution pattern for the smelting-related SI of groups 1, 3, and 4 was not identified because these SI are greatly spread in all three blade zones. This result could suggest that the cutting-edge and the core blade portions correspond to steel bars with a similar origin. To further deepen SI classification, SI petrology was studied by SEM/EDS analysis. It is worth noting that three main petrological types of SI were identified: single-phase glassy SI (Figure 16(a)), two-phase fayalite-glass SI (Figure 16(b)), and three-phase fayalite–wüstite–glass SI (Figure 16(c)). Moreover, the correlation between SI petrology, chemical composition, and morphology was investigated. In particular, single-phase glassy SI (Figure 16(a)) are generally featured by low iron oxide and mainly belong to group 3 (Table V). The two-phase SI (Figure 16(b)) and three-phase SI (Figure 16(c)) types are marked by a high iron oxide content and preferentially belong to groups 1, 2, and 4 (Table V). The results of SEM/EDS microchemical analysis for the three main mineralogical phases (i.e., glass, Mn-rich fayalitic olivine, and wüstite) in the areas (A, B, and C) pointed by arrows in Figure 16 are shown in Table V.

SEM micrographs of the three main SI types: (a) single-phase glassy SI (dark gray), (b) two-phase fayalite (gray)–glass (dark gray) SI, and (c) three-phase fayalite (gray)–wüstite (light gray)-glass (dark gray) SI. The letters A, B, and C refer to SEM/EDS analyzed zones
To validate the SI groups selection and classification, FeO–SiO2 and NRCs bivariate plots were assessed (Figure 17). By way of example, the SiO2–Al2O3 biplot is shown in Figure 17(b). In harmony with PCA/HCA clustering results, the data points corresponding to the SI groups 1, 3, and 4 roughly form a linear point cloud as a consequence of approximately constant NRC ratios, as expected for smelting-derived SI with the same origin. However, groups 1 and 2 appear more scattered than group 3. This point cloud differs from that of group 2 in both FeO–SiO2 (Figure 17(a)) and SiO2–Al2O3 (Figure 17(b)) biplots. As a manner of fact, these results confirm that the origin of group 2 diverges from that of groups 1, 3, and 4. Moreover, the high SiO2–Al2O3 ratio observed for group 2 is a further indication that such a cluster probably includes SiO2-rich smithing-related SI (Figure 17(b)).

Bivariate plots for two SI oxides couples: (a) FeO–SiO2 and (b) SiO2–Al2O3
As mentioned in the Introduction Section, the spearhead investigated in this research belongs to the Renaissance period (fifteenth to sixteenth centuries) during which direct and indirect steel-making processes certainly coexist and were both practiced. To investigate the technological origin of the polearm steel and effectively discriminate between bloomery and finery SI, a statistical approach was adopted in the present study. In particular, Disser et al.[30] proposed a multivariate statistical model based on logistic regression. It is important to stress that only smelting-related SI potentially contain useful information about the practiced steel-making process. Given the smelting-derived SI chemistry for a steel artifact of unknown technological origin, this model allows to discriminate between direct and indirect smelting processes. In particular, the output of the model is the binary variable Y. This variable assumes the value of 0 or 1 in the case that the predicted smelting process is direct or indirect, respectively. According to Disser et al.,[30] the average weighted oxides percentages for smelting-related SI (pct Oxide*) must be transformed to subcompositional ratios (pct Oxide**) by the following Formula (3):
where “Oxide” refers to each oxide included in the statistical model (i.e., MgO, Al2O3, SiO2, P2O5, K2O, CaO, and MnO). The logistic regression model is expressed by the Eq. [4]:
where p is the probability that the output variable Y is equal to unity (i.e., indirect process). The values of logistic regression parameters (β0, βMg, βAl, βSi, βP, βK, βCa, βMn) were estimated by Disser et al.[30] starting from a large set of artifacts for which SI chemistry and steel technological origin are both known (Table VI).
If the resulting value of p is less than 0.3 or greater than 0.7, the predicted steel-making process will be direct or indirect, respectively.[30] In the present research, to discriminate the technological origin of the spearhead steel, SI of group 3 were considered because they were safely classified as smelting-derived SI. The calculated oxides subcompositional ratios for group 3 are summarized in Table VII.
Applying the logistic regression model (Eq. [4]), a p value equal to 0.82 was computed. Because this quantity is greater than 0.7, this result can be considered a clear indication that the spearhead steel was obtained following the indirect steel-making route.
Ternary Phase Diagram
To estimate the temperature reached during fining and smithing manufacturing stages, the mean chemical composition of each SI group (Table IV) was plotted into the FeO–SiO2–CaO ternary phase diagram (Figure 18). Other minor oxides were also considered according to their chemical compatibility with the three main compounds. In particular, acid (Al2O3, TiO2, P2O5) and basic (MgO, Na2O, K2O) oxides were, respectively, combined to SiO2 and CaO, while MnO was added to FeO. It should be stressed that, due to the complex SI chemistry and possible non-equilibrium conditions, the estimated melting temperatures have to be considered as rough approximations. Smelting-related SI groups fall into both the cristobalite (group 1), tridymite (group 3), and wollastonite (group 4) primary fields with melting temperatures of about 1470 °C, 1300 °C, and 1200 °C, respectively (Figure 18). The minimum operating temperature of the finery heart can be therefore assumed in the range of 1200 °C to 470 °C. Forging-derived SI group 2 belongs to the fayalite primary field with a melting temperature of approximately 1200 °C which corresponds to the lower limit of the maximum temperature reached during the smithing stage (Figure 18).

SI groups bulk chemistry plotted into the FeO–SiO2–CaO ternary phase diagram in terms of (FeO + MnO) − (SiO2 + Al2O3 + TiO2 + P2O5) − (CaO + MgO + Na2O + K2O)
Conclusions
In this study, an archaeometallurgical investigation on a Renaissance spearhead retrieved in Val Sabbia (Brescia, northern Italy) was performed to reconstruct its manufacturing process and provide new insights into both smelting and forging operations practiced by Brescian polearms making specialists during the Renaissance period. Microstructural analysis results, Vickers microhardness measurements, and OES analysis indicated that the spearhead was forged by combining different steel bars. A near-eutectoid steel bar which includes the two cutting-edges was wrapped around a piled core composed of four hypoeutectoid bars and hammer-welded to it. The composite billet was drawn out and the blade was shaped by hammering. The lump was subsequently flatted at one side and rolled up over a mandrel to finally shape the spearhead socket. A proper swage block could have been used to obtain in a simpler way the octagonal shape of the socket section. Moreover, the presence of both pearlite and martensite in the cutting-edges suggested that a slack quench-hardening heat treatment by rapid cooling of austenite was executed to increase their hardness and therefore improve polearm blade functionality. After the forging operations, a treatment of surface grinding was performed to both improve the shape and the surface quality of the spearhead. The SI chemistry was determined by SEM/EDS microchemical analysis. A multivariate statistical approach based on PCA and HCA allowed to explore the compositional dataset and distinguish SI in four main groups. The smelting or forging-related origin of each SI group was assessed focusing on both NRC ratios and correlations. Smithing-related SI are mainly positioned near the welding lines, while a clear distribution pattern for smelting SI was not recognized suggesting that the five steel bars could have a similar technological origin. To assess the technological origin of the spearhead steel, a multivariate statistical model based on logistic regression was applied. As a result, the smelting-related SI chemistry indicates that the spearhead steel was obtained following the indirect steel-making route, i.e., decarburation of cast iron in finery hearth. The temperatures reached during the smelting and forging manufacturing stages were roughly estimated projecting SI chemistry on FeO–SiO2–CaO system. The estimated lower limits of maximum temperatures reached during smelting and forging processes were 1470 °C and 1200 °C, respectively.
References
G.A. Snook: The Halberd and Other European Pole Arms, 1300–1650, Museum Restoration Service, Alexandria Bay, 1998, p. 1.
E. Oakeshott: European Weapons and Armour: From the Renaissance to the Industrial Revolution, 2nd ed. Boydell Press, Woodbridge, 2012, pp. 44–61.
J. Waldman: Hafted Weapons in Medieval and Renaissance Europe: The Evolution of European Staff Weapons Between 1200 and 1650, Brill, Boston, 2005, pp. 1–5.
F. Rossi: Armi e Armaioli Bresciani Del’400, Ateneo di Brescia, Brescia, 1971, p. 11.
G. Tonelli, M. Faccoli, R. Gotti, R. Roberti, and G. Cornacchia: JOM, 2016, vol. 68, pp. 2233–49.
V.F. Buchwald: Iron, Steel and Cast Iron Before Bessemer: The Slag-Analytical Method and the Role of Carbon and Phosphorus, Historisk-filosofiske Skrifter 32, The Royal Danish Academy of Sciences and Letters, Copenhagen, 2008, pp. 183–88.
A. Williams: The Knight and the Blast Furnace: A History of the Metallurgy of Armour in the Middle Ages and the Early Modern Period, Brill, Boston, 2002, pp. 56–57.
S. Leroy, R. Simon, L. Bertrand, A. Williams, E. Foy, and P. Dillmann: J. Anal. At. Spectrom., 2011, vol. 26, pp. 1078–87.
G. Pipino: Minerali del ferro e siderurgia antica: alcune precisazioni, Museo Storico dell’Oro Italiano, Ovada, 2016, pp. 1–30.
M. Cima: Il canecchio bresciano tra forno a manica e altoforno in Dal basso fuoco all’altoforno, Comunità Montana di Valle Camonica, Bienno, 1989, pp. 275–94.
C. Mori, G. Ghiara, P. De Montis, P. Piccardo, D. Gatta, and S.P. Trasatti: Heritage, 2021, vol. 4, pp. 1269–83.
A. Williams and J.G. O’Hara: JAAS, 1979, vol. IX, pp. 198–200.
R.F. Tylecote and B.J.J. Gilmour: The Metallography of Early Ferrous Edge Tools and Edged Weapons, BAR British Series 155, BAR Publishing, Oxford, 1986, pp. 109–23.
R. Pleiner: Iron in Archaeology, Early European Blacksmiths, Archaeologicky Uśtav Avĕr, Praha, 2006, pp. 55–57.
G. Csiky: Avar-Age Polearms and Edged Weapons, Brill, Boston, 2015, pp. 152–291.
V.F. Buchwald: Iron and Steel in Ancient Times, Historisk-filosophiske Skrifter, Copenhagen, 2005, pp. 274–82.
A. Aronson, D. Ashkenazi, O. Barkai, and Y. Kahanov: Mater. Manuf. Process., 2013, vol. 78, pp. 108–20.
I. Voiculescu, V. Geantă, A. Stern, D. Ashkenazi, M. Cohen, and D. Cvikel: Metallogr. Microstruct. Anal., 2017, vol. 6, pp. 106–25.
D.R. Lesuer, C.K. Syn, O.D. Sherby, J. Wadsworth, J.J. Lewandowski, and W.H. Hunt: Int. Mater. Rev., 1996, vol. 41, pp. 169–97.
V.F. Buchwald and H. Wivel: Mater. Charact., 1998, vol. 40, pp. 73–96.
P. Dillmann and M. L’Héritier: J. Archaeol. Sci., 2007, vol. 34, pp. 1810–23.
A. Disser, P. Dillmann, M. Leroy, P. Merluzzo, and S. Leroy: Archeosci. Rev. d’archéom., 2016, vol. 40, pp. 149–61.
T. Birch and M. Martinòs-Torres: Hist. Met., 2015, vol. 48, pp. 69–78.
G. Cornacchia, M. Faccoli, and R. Roberti: JOM, 2015, vol. 67, pp. 260–71.
P. Merico, M. Faccoli, V. Ferrari, A. Breda, and G. Cornacchia: Metallogr. Microstruct. Anal., 2021, vol. 10, pp. 1–18.
G. Cornacchia, R. Roberti, and M. Faccoli: JOM, 2020, vol. 72, pp. 3224–35.
M.F. Charlton, E. Blakelock, M. Martinón-Torres, and T. Young: J. Archaeol. Sci., 2012, vol. 39, pp. 2280–93.
A.C. Rencher: Methods of Multivariate Analysis, Wiley, New York, 2003, pp. 380–407.
J. Aitchison: J. R. Stat. Soc. B, 1982, vol. 44, pp. 139–77.
A. Disser, P. Dillmann, C. Bourgain, M. l’Héritier, E. Vega, S. Bauvais, and M. Leroy: J. Archaeol. Sci., 2014, vol. 42, pp. 315–33.
R Core Team: A Language and Environment for Statistical Computing, R Core Team, 2020. https://www.r-project.org/.
W.N. Venables and B.D. Ripley: Modern Applied Statistics with S, 4th ed. Springer, New York, 2002.
R.F. Tylecote: Hist. Metall., 1990, vol. 24, pp. 33–38.
D. Scott and R. Schwab: Metallography in Archeology and Art, Springer, New York, 2019, pp. 113–14.
L.E. Samuels: Light Microscopy of Carbon Steels, ASM International, Materials Park, OH, 1999, pp. 165–83.
H. Colpaert: Metallography of Steels: Interpretation of Structure and the Effects of Processing, ASM International, Materials Park, OH, 2018, pp. 292–93.
Acknowledgments
The authors are grateful to Ing. Francesco Bignami for his support, Leonardo Lauri for the performed SEM/EDS analyses.
Funding
Open access funding provided by Università degli Studi di Brescia within the CRUI-CARE Agreement.
Conflict of interest
The authors declare that they have no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Merico, P., Faccoli, M., Gotti, R. et al. Archeometallurgical Study of a Renaissance Spearhead from Northern Italy. Metall Mater Trans B 54, 82–100 (2023). https://doi.org/10.1007/s11663-022-02665-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-022-02665-5