
Abstract
The ore–gas reactions in the prereduction zone in a ferromanganese furnace are largely decisive of the overall energy efficiency, carbon consumption, and climate gas emissions in ferromanganese production. An increased understanding of the prereduction zone is thus vital for optimization of the furnace operation. The ore–gas reactions are well known to be governed by kinetics rather than thermodynamics. The raw materials contain various amounts of both chemically bound and surface moisture when fed to the furnace, which may influence the reaction kinetics. This paper presents the investigation of the potential influence of moisture on the prereduction kinetics of two commercial manganese ores, i.e., Comilog and Nchwaning. TGA experiments were carried out by comparing dry and wet ore, as well as introducing H2(g) or H2O(g) to the CO–CO2 gas mixture.
Similar content being viewed by others
Introduction
Manganese ferroalloys are produced in submerged arc furnaces from raw materials such as manganese ore, metallurgical coke, and fluxes (and quartz for SiMn). The furnace process is often divided into two main zones, namely the prereduction zone and the coke-bed zone. While the metal producing reactions occur in the coke-bed zone, variations in energy efficiency and climate gas emissions are predominantly related to the behavior of the prereduction zone. The prereduction zone may be defined as the temperature range at which the raw materials remain in solid state (T < 1200 °C to 1400 °C).
As the manganese ore descends in the furnace, it will experience increasing temperatures and a furnace gas largely composed of CO and CO2. The main characteristic of the prereduction zone is the stepwise reduction of higher manganese oxides to MnO by CO in the ascending furnace gas:
The extent of these reactions is given by the oxygen level of the ore, which typically is close to that of MnO2 (high oxygen ores) or Mn2O3 (semi-oxygen ores). The reduction of higher manganese oxides by CO(g) is highly exothermic (as seen in Reaction 1.1-1.3) and will thus heat the charge material, implying that a high oxygen level will minimize the electrical energy requirement. Furthermore, the reduction of the ore further influences the energy efficiency and off-gas composition by determining the occurrence of the Boudouard reaction in the industrial furnace. The Boudouard reaction is the reaction between solid carbon and CO2, and it is highly endothermic, as well as carbon consuming. It gains significant reaction rates at temperatures exceeding 800 °C in an industrial ferromanganese furnace,[1] where its extent is limited by the available CO2, which is produced in the ore prereduction reactions. As such, the reaction temperatures and rates of the ore–gas reduction are of high importance. The solid-state reduction of manganese ores is well known to be governed by kinetics rather than thermodynamics. This has been observed in various laboratory-scale studies,[2,3,4,5] in addition to industrial practice.[6] Particle size, ore porosity, heating rates, and atmosphere are among the parameters seen to affect the reaction rates.[2,7,8,9,10] In line with the main components of the furnace gas, the majority of the reported investigations have been performed in CO–CO2 atmosphere.
The raw materials may both contain surface moisture as well as chemically bound moisture when fed to the furnace, where the concentrations of both types vary with the ore type. The ores' ability to retain surface moisture is correlated to its porosity, where Comilog is known to be a porous ore, whereas Nchwaning is dense.[2] Furthermore, the mineralogy of the ores determine the amount of chemically bound moisture, where it has been reported that Comilog ore contains approximately 5 wt pct chemically bound moisture, whereas insignificant amounts are present in Nchwaning ore.[4,6] As such, higher concentrations of water vapor, both surface and chemically bound, are expected in industrial operation relying on Comilog ore compared to Nchwaning ore as the manganese source. Evaporation of surface moisture is an endothermic process and will as such lead to an increased energy consumption. According to Swamy and Robertson,[11] surface moisture will lead to increased energy consumption as well as a lower off-gas temperature but will not have any further impact on the system. It was, however, stated that water present at higher temperatures may affect the system. The chemically bound moisture in Comilog ore has been observed to be expelled at temperatures 200 °C to 500 °C.[12] In addition to water vapor, hydrogen is always detected in the off-gas in industrial furnaces at small concentrations, e.g., 5 pct.[1] The hydrogen may have been produced through the water vapor present in the system reacting according to the water–gas shift reaction (Reaction 1.4), which runs to the right at temperatures below approximately 800 °C. Another source of hydrogen in the furnace are volatiles in the reductants and electrode mass.[1,13]
Both water vapor and hydrogen will be present in the industrial furnace at certain temperature ranges. While few studies have evaluated the effect of water vapor, the effect of hydrogen has previously been reported, mainly in studies where hydrogen is the sole reducing gas species. A recent publication investigated CO–CO2 and CO–CO2–H2 atmospheres, where the gas compositions were calculated to correspond to similar theoretical oxygen pressures.[8] The presence of hydrogen promoted the reduction of both Comilog and Nchwaning ore, however, the effect was more profound for the former. It was further reported that hydrogen increased the occurrence of both carbon deposition and the Boudouard reaction.
This study aims to investigate the effect of moisture on the prereduction of Comilog and Nchwaning ore in CO–CO2 atmosphere by comparing the reduction behavior of wet and dry ore, as well as by introducing water vapor to the gas mixture. Furthermore, the extent of the water–gas shift reaction is evaluated by experiments conducted in CO–CO2–H2 and CO–CO2–H2O atmospheres.
Experimental
The evaluated materials were Comilog and Nchwaning ore that had been dried at 105 °C for 24 hours. The ore was crushed and sieved into a size fraction of 11.2 to 15.0 mm. The chemical composition of the ores is shown in Table I. The oxygen level of manganese was determined by titration (ASTM 465-11:2017), where excess oxygen relative to MnO is expressed as MnO2. Eltra (combustion-IR) was used to determine the amount of carbon, which was recalculated to CO2. Remaining components were quantified by XRF. Comilog is a high oxygen ore, where the oxygen level is close to that of MnO2. The ore is further low in iron and contains no carbonates. It contains approximately 5 wt pct chemically bound moisture found in minerals such as lithiophorite and nsutite, as recently reported by Larssen et al.[4] Nchwaning ore is a semi-oxygen ore, where the oxygen level is close to 1.5 correlating to Mn2O3. It contains insignificant amounts of chemically bound moisture but has a relatively high iron content and smaller amounts of carbonate.
The experiments were conducted using a vertical retort tube thermogravimetric furnace (Entech VTF 80/15). The sample is loaded into a steel crucible (height 45 cm and diameter 4.8 cm) resting on a steel cage to ensure even gas distribution. The gas inlet is located in the upper part of the crucible from which it travels through the double walls before meeting the sample from the lower parts. This ensures preheating and premixing of the gas. The crucible is suspended from a mass balance (Mettler Toledo PR2003DR, Switzerland) enabling continuous weight measurements. The gas outlet is connected to an off-gas analyzer (NDIR) that determines the CO and CO2 concentrations in the off-gas. The furnace temperature is controlled by an Eurotherm PID controller in combination with a S-type thermocouple. Another S-type thermocouple in an alumina tube is inserted into the crucible, where the location is adjusted so that the hot junction is in the center of the solid sample. Figure 1 shows the crucible and the furnace in the bottom position. The furnace is raised during heating.

Vertical tube furnace used for experiments
The reducing atmospheres evaluated in the study are presented in Table II. Atmospheres labeled 1a and 2a, respectively, contain merely CO and CO2 and are used as baseline experiments. The composition of these correlates to 50 pct CO–50 pct CO2(p(O2)1) and 80 pct CO–20 pct CO2(p(O2)2). The effect of moisture was investigated in atmospheres of CO–CO2–H2 and CO–CO2–H2O where the specific gas flow mixture was calculated to give similar oxygen pressures as the CO–CO2 atmospheres. The calculated oxygen pressure at 800 °C is included in Table II to highlight the comparable gas compositions. It is, however, emphasized that the oxygen pressures are similar at the full temperature range of 25 to 800 °C. In addition to introducing water vapor in the gas mixture, the effect of water was also evaluated by comparing the reduction behavior of dry and wet ore in CO–CO2 atmosphere. The ore was submerged in a beaker filled with water allowing water to retain in the pores of the ore. Due to the high density and low porosity of Nchwaning ore, insignificant amounts of water were retained. Comparison of wet and dry ore is thus done for Comilog ore samples, where the amount of water retained in Comilog ore was estimated to be 3 to 4 wt pct.
The reduction kinetics were evaluated in non-isothermal setups at 6 °C/min where the ores (75 g sample size) were heated from room temperature up to target temperatures in range of 500 °C to 700 °C. It is mentioned that 500 °C to 700°C was the set point target temperatures, however, the actual temperature experienced by the ore will be affected by ongoing exothermic reduction reactions. After target temperature was reached, the furnace was moved to the lower position, the power was shut down, and the gas atmosphere was replaced by argon. The flow of argon was 4L/min in the first 15 minutes of cooling to rapidly replace the reducing atmosphere and was subsequently reduced to 1 L/min for the remainder part of the cooling.
All reactions related to the prereduction of manganese ores result in a weight loss. It has previously been shown that the reduction of higher manganese oxides to MnO in Comilog and Nchwaning ore may be linearly correlated to the weight loss.[4,7] As such, reaction extents will be evaluated from the recorded weight behavior. In addition, the off-gas analyzer connected to the experimental setup measures the concentrations of CO and CO2 exiting the crucible. While this implies that not all present gas components are quantified for most of the experiments, the behavior of CO and CO2 may provide information of the ongoing reactions.
Results
Comilog Ore
Effect of moisture
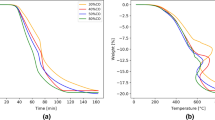
Figure 2(a) shows the temperatures measured in the center of the sample, as well as the furnace wall temperature, during heating of wet and dry Comilog ore in CO–CO2 atmosphere. The gas composition was 50 pct CO–50 pct CO2, i.e., composition 1a (p(O2)1)) The gray line shows the furnace temperature, where the development correlates to 6 °C/min. The sample temperatures are affected by the ongoing exothermic reduction of the higher manganese oxides, causing the temperature to increase relative to the furnace temperature. This temperature behavior was typically observed for ores with high oxygen levels, where the O/Mn ratio is close to that of MnO2. The temperature is slightly lower in the wet ore compared to the dry in the initial stages. A spike in the temperature is initiated when the sample temperature reaches approximately 550°C, correlating to the decomposition of MnO2.[4] Figure 2(b) shows the weight recorded by the mass balance during heating. The weight starts to decrease at a lower process time for the wet ore compared to the dry ore due to the evaporation of surface moisture. Both samples experience a rapid weight loss step at approximately 70 minutes of process time, corresponding to the spike in temperature. The total weight loss was 20.0 and 23.1 wt pct for dry and wet ores, respectively, implying that approximately 3 wt pct surface moisture was present in the wet ore prior to heating.

(a) Temperature measurements during heating of wet and dry Comilog ore in CO–CO2 atmosphere and (b) recorded weight loss as a function of time during heating in 50 pct CO–50 pct CO2. Dashed lines represent repeated runs
The weight behavior was given a new starting point at a temperature of 200 °C, where the resulting adjusted curves are shown in Figure 3. A highly similar weight reduction behavior is seen for the samples, implying that the surface moisture had been evaporated at lower temperatures. A lower weight loss (reduction extent) is obtained in the initial stages at a given process time for the wet ore, due to a lower sample temperature. This lower reduction extent at low temperatures and process time results in a larger extent of MnO2 decomposition, as more MnO2 remains at the decomposition temperature of 550 °C.

Recorded weight as a function of (a) time and (b) temperature during heating of wet and dry Comilog ore in 50 pct CO–50 pct CO2, where the weight values were given a new starting point at 200 °C
The effect of moisture was further evaluated by introducing small amounts of water vapor to the CO–CO2 gas mixture. The specific gas flows of H2O, CO, and CO2 were calculated to obtain a similar oxygen pressure at all evaluated temperatures as the CO–CO2 atmospheres, while still maintaining the same total gas flow. The results for Comilog ore are shown in Figure 4, where (a) shows the weight as a function of time (where correlating sample temperatures are included) and (b) shows as a function of temperature. The reduction rate governs the temperature, resulting in similar reduction behavior as a function of temperature. This implies that the effect of water vapor may be evaluated from the reduction as a function of time. From Figure 4(a), it is seen that a similar reduction behavior is observed in the initial stages, up until approximately 47 minutes process time, correlating to a sample temperature of 430 °C. With increasing process time and temperature, the sample heated in CO–CO2–H2O experiences a faster reduction rate compared to the CO–CO2 atmosphere. This increased reduction rate causes the sample to reach the decomposition temperature of MnO2 at a lower process time, and the exothermic peak in temperature occurs approximately 10 minutes prior to the CO–CO2 atmosphere. The promoting effect of the water vapor decreases with increasing process time and temperature, where the difference is at a minimum when the experiments were terminated at 600 °C. The chemical analyses of the reduced samples are presented in Table III, showing that the O/Mn ratio was overall reduced to 1.21 when water vapor was present compared to 1.27 in CO–CO2.

Recorded weight during heating as a function of (a) time (where temperatures are included) and (b) temperature during heating in CO–CO2 and CO–CO2–H2O where both atmospheres correlate to the same theoretical oxygen pressures (that of 50 pct CO–50 pct CO2)
Effect of hydrogen
Four different gas compositions correlating to two different oxygen pressures were used to evaluate the effect of hydrogen on the reduction behavior of Comilog ore. Figure 5 shows the recorded weight as a function of time and temperature, respectively, for the experiments conducted in CO–CO2 and CO–CO2–H2 correlating to p(O2)1 (50 pct CO–50 pct CO2) and p(O2)2 (80 pct CO–20 pct CO2). The reduction (weight loss) is initiated at approximately 200 °C for all atmospheres. At a certain time after initiation, the samples heated in the presence of hydrogen experience a faster reduction compared to the CO–CO2 atmospheres, indicating that the reduction rate is more affected by the presence of hydrogen compared to the oxygen pressure. For the CO–CO2–H2 atmosphere correlating to p(O2)1, the characteristic exothermic temperature peak and rapid weight loss at approximately 550 °C are not observed. This suggests that all MnO2 had been reduced prior to this temperature. The difference in reaction extent for the varying conditions decreases with increasing process time and temperature. The weight loss behavior indicates that the ore samples have obtained a similar reaction extent at 600 °C in all four atmospheres. For the CO–CO2–H2 atmospheres, the analyses show that a similar oxygen level of manganese was obtained at target temperature. An O/Mn ratio of 1.17 was obtained in the atmosphere correlating to 50 pct CO–50 pct CO2, whereas 1.14 was obtained in the atmosphere correlating to 80 pct CO–20 pct CO2. It is, however, observed that the analyzed carbon content is considerably higher in the latter, quantified at 1.1 wt pct compared to 0.1 to 0.2 wt pct for the remaining experiments. As Comilog contains no initial carbonates, this is believed to be due to carbon deposition. The deposited carbon may have inhibited the reduction by decreasing the available surface area. The stable weight observed between 60 and 80 minutes process time indicates that the Boudouard reaction occurs simultaneously as the ore reduction, where the respective weight increases and decreases the results in an apparent stable weight.

Weight as a function of (a) time and (b) temperature for Comilog ore heated in CO–CO2 and CO–CO2–H2 atmosphere, where gas compositions correlate to two distinct oxygen partial pressures, p(O2)1 and p(O2)2
Water–gas shift reaction
The occurrence of the water–gas shift reaction was evaluated by comparing the reduction of the ores in three different atmospheres, i.e., CO–CO2, CO–CO2–H2O, and CO–CO2–H2, where all three atmospheres correlated to the same theoretical oxygen pressure (that of 50 pct CO–50 pct CO2). The recorded weight is presented as a function of time and temperature, respectively, in Figure 6. The fastest reduction is obtained in CO–CO2–H2 atmosphere, whereas CO–CO2 displays the slowest reduction. The CO–CO2–H2O atmosphere shows an intermediate behavior relative to CO–CO2–H2 and CO–CO2. This indicates that the water–gas shift reaction occurs to some extent, producing hydrogen, but that it is not at equilibrium. If equilibrium was attained, the CO–CO2–H2 and CO–CO2–H2O atmosphere would contain similar amounts of the reducing gas species CO(g) and H2(g).

Recorded weight as a function of (a) time and (b) temperature for Comilog ore heated in CO–CO2, CO–CO2–H2, and CO–CO2–H2O atmosphere, respectively, where all three atmospheres correlate to similar theoretical oxygen pressure
Off-gas behavior
The concentrations of CO and CO2 in the off-gas measured during the heating of Comilog ore in CO–CO2, CO–CO2–H2, and CO–CO2–H2O are presented in Figure 7. The concentrations are presented relative to set point to highlight the changes, and the CO concentrations are presented with inverted y-axis. The CO and CO2 concentrations appear to be inversely related for all experiments, where an increasing CO2 correlates to a decreasing CO. The overall behavior of CO/CO2 corresponds to the observations made from the weight behavior presented in Figures 4 and 5, indicating that the change in CO/CO2 ratio is largely attributed to the prereduction reactions of Comilog ore. For the experiments conducted in CO–CO2–H2 atmosphere, the pct CO2 decreases below the set point value towards the latter part of the experiment, i.e., from 70 minutes of process time. As both the ore reduction and the water–gas shift reaction correlate to an increasing CO2, it is believed that the decreasing CO2 is explained by an occurring Boudouard reaction (C + CO2 = 2 CO).

Pct CO2 relative to set point as recorded by off-gas analyzer as a function of (a) time and (b) temperature and pct CO recorded by the off-gas analyzer as a function of (c) time and (d) temperature during heating of Comilog ore in various atmospheres. Note the negative values on the y-axis for (c) and (d)
Nchwaning Ore
The chemical analyses of the heated Nchwaning ore samples are seen in Table IV. It has previously been shown that the weight loss and O/Mn ratio show a linear correlation for Nchwaning ore heated in CO–CO2 atmosphere,[7] and this relation was used here to calculate the obtained O/Mn ratio for two of the heated samples, each denoted by an asterisk in the table. The CO–CO2 and CO–CO2–H2 atmospheres correlating to oxygen pressure 1 (p(O2)1) obtained a similar reduction of manganese oxides at both target temperatures (500 °C and 700 °C). The chemical analyses further show that a similar O/Mn ratio is obtained both in CO–CO2, CO–CO2–H2, and CO–CO2–H2O correlating to p(O2)1 at the set point temperature of 700 °C. This may suggest that the water–gas shift reaction is at equilibrium, and further that hydrogen does not have a promoting effect on the reduction of Nchwaning ore. However, the results obtained from the experiments conducted at oxygen pressure 2 (p(O2)2) contradict this, where an oxygen level of 1.27 was obtained in CO–CO2, whereas 1.17 was obtained in the presence of hydrogen. The analyzed carbon, which has been recalculated to CO2, may either be carbon from carbon deposition from the reverse Boudouard reaction or CO2 present in carbonates in Nchwaning ore
The CO and CO2 concentrations measured in the off-gas are presented in Figure 8 for the CO–CO2 and CO–CO2–H2 atmospheres, where the four experiments correlate to two different oxygen pressures. No reactions seem to occur at temperatures 25 °C to 400 °C, as the gas composition is unchanged. An increased CO2 concentration is expected in accordance with the ore reduction, which appear to be initiated at approximately 400°C in all atmospheres. For the CO–CO2–H2 atmosphere correlating to oxygen pressure 2 (p(O2)2), the CO2 rises to considerably higher concentrations compared to the remaining experiments. The larger CO2 production could be related to a faster reduction of the ore, or an ongoing left-shifted Boudouard reaction, where CO gas decomposes into solid carbon and CO2. For the hydrogen containing atmosphere correlating to p(O2)1, the CO2 shows an increase relative to set point at temperatures 400 °C to 550 °C, whereas a negative (relative to set point) concentration is observed at increasing temperatures. It reaches its minima at 730 °C from which it converges to set point value. Furthermore, the CO concentrations show a continuous increase relative to set point throughout the experiment, indicating that CO is produced. It reaches peak production at 750 °C.

Pct CO2 relative to set point as recorded by off-gas analyzer as a function of (a) time and (b) temperature and pct CO recorded by the off-gas analyzer as a function of (c) time and (d) temperature during heating of Nchwaning ore in various atmospheres
Figure 9 shows the off-gas measurements from the experiments in CO–CO2 and CO–CO2–H2O atmosphere, where the composition correlates to similar theoretical oxygen pressure. It is seen that changes occur in the gas atmosphere at approximately 450 °C for both atmospheres, which may indicate that the reduction of the ore is initiated at similar temperatures in both atmospheres. As no changes were seen in the off-gas composition at temperatures below 450 °C, it may be concluded that the water–gas shift reaction does not occur at temperatures below 450 °C. With increasing temperature and process time, it is seen that the amount of produced CO2 (and consumed CO) is considerably larger for the CO–CO2–H2O atmosphere compared to CO–CO2 atmosphere. This may be due to a promoted reduction rate in CO–CO2–H2O atmosphere, but it may also be due to an occurring left-shifted Boudouard reaction or water–gas shift reaction. The experiments conducted in CO–CO2, CO–CO2–H2, and CO–CO2–H2O, where the compositions correspond to the same theoretical oxygen pressure, are plotted together in Figure 10 for convenience.

CO and CO2 concentrations recorded by the off-gas analyzer during heating of Nchwaning ore in CO–CO2 and CO–CO2–H2O atmosphere as a function of (a) time and (b) temperature

Pct CO2 relative to set point as recorded by off-gas analyzer as a function of (a) time and (b) temperature and pct CO recorded by the off-gas analyzer as a function of (c) time and (d) temperature during heating of Nchwaning ore in various atmospheres. Note the negative values on the y-axis for (c) and (d)
The off-gas composition showed that no reactions occurred at temperatures below 450 °C in any of the evaluated atmospheres. As such, weight behavior measurements are presented at temperatures exceeding 400 °C. Figure 11 shows the recorded weight as a function of time and temperature, respectively, for the experiments conducted in CO–CO2 and CO–CO2–H2 correlating to p(O2)1 (50 pct CO–50 pct CO2) and p(O2)2 (80 pct CO–20 pct CO2. The experiment conducted in CO–CO2–H2 at p(O2)2 shows a weight increase at temperatures exceeding 550 °C up to peak position at approximately 700 °C. This behavior is not seen for the remaining experiments, which all show a decreasing weight at temperatures exceeding 500 °C to 600 °C. The peak is located at similar temperature as the peak in the CO2 concentration observed in Figure 8, which supports an occurring left-shifted Boudouard reaction.

Weight as a function of (a) time and (b) temperature for Nchwaning ore heated in CO–CO2 and CO–CO2–H2 atmosphere, where gas compositions correlate to two distinct oxygen partial pressures, p(O2)1 and p(O2)2
Figure 12 shows the weight as a function of (a) time and (b) temperature for Nchwaning ore heated in CO–CO2 and CO–CO2–H2O, where the gas compositions correlate to similar theoretical oxygen pressure. Highly similar behavior observed for the two experiments correlates well with the O/Mn ratio determined by analysis being 1.30 for both samples.

Recorded weight during heating as a function of (a) time (where temperatures are included) and (b) temperature during heating in CO–CO2 and CO–CO2–H2O where both atmospheres correlate to the same theoretical oxygen pressures (that of 50 pct CO–50 pct CO2)
Figure 13 shows the weight behavior as a function of (a) time and (b) temperature for Nchwaning ore heated in CO–CO2, CO–CO2–H2, and CO–CO2–H2O, where all three gas compositions correlate to similar theoretical oxygen pressure. The experiments conducted with H2 show a small weight increase at 400 to 550 °C, which could be due to carbon deposition. A weight loss is observed at temperatures exceeding 550 °C, appearing to be of similar reaction rate as the two remaining evaluated atmospheres. The rate increases significantly when the temperature reaches 700 °C, where the increased rate continued until the experiment was terminated.

Recorded weight during heating as a function of (a) time and (b) temperature during heating in CO–CO2, CO–CO2–H2, and CO–CO2–H2O where both atmospheres correlate to the same theoretical oxygen pressures (that of 50 pct CO–50 pct CO2)
Discussion
Reduction behavior
According to thermodynamics, the stable manganese oxide at the conditions evaluated in this study is MnO. As none of the experiments led to a complete reduction to MnO, it is clear that equilibrium was not attained. This is in accordance with the previous investigations of the prereduction of manganese ore, which has shown that the reactions are kinetically controlled.[2,5,7]
Introduction of approximately 3 wt pct surface moisture to the system resulted in a decreased temperature during the initial stages of heating compared to heating of dry Comilog ore. This was expected as energy will be consumed in the evaporation of the moisture, causing a delay in the increase in sample temperature. It was seen that for Comilog ore, this decreased temperature development resulted in a higher concentration of MnO2 present at the decomposition temperature of MnO2 at 550°C. The increased amount of MnO2 decomposing at threshold temperature resulted in a higher temperature increase accompanying the highly exothermic decomposition. At exceeding temperatures, a similar reduction behavior was seen for dry and wet ore.
Hydrogen had a promoting effect on the reduction of Comilog ore. Hydrogen being a stronger reductant than CO(g) for manganese ores is in line with the previously reported studies.[8,14] Furthermore, the results showed that the rate was more affected by the presence of hydrogen compared to a lower oxygen pressure at the evaluated atmospheres. This was also observed by Ngoy for Comilog ore reduced in CO–CO2 and CO–CO2–H2 mixtures.[8] The introduction of water vapor to the CO–CO2 gas mixture, using the same oxygen pressure, had a clear positive effect on the reduction rate of Comilog ore. The increased reaction rate is likely due to the occurrence of the water–gas shift reaction (CO + H2O = CO2 + H2) producing hydrogen. A slower reaction rate was observed for Comilog ore reduced in CO–CO2–H2O compared to CO–CO2–H2 atmosphere. According to the water–gas shift reaction, these two atmospheres correspond to similar hydrogen partial pressure at the investigated temperature range, as seen in Figure 14. This indicates that the water–gas shift reaction occurs to some extent, but is not at equilibrium. The reduction was initiated at 200 °C in both CO–CO2 and CO–CO2–H2O, and a similar reduction behavior was observed until the temperature reached 430 °C. The off-gas composition indicated that the differences between the CO–CO2 and CO–CO2–H2O atmospheres were initiated at 300 °C. At this temperature, the CO2 concentrations increased (with corresponding decrease in CO) more drastically in the water vapor containing atmosphere. As no differences were seen in the weight loss behavior for the two samples between 300 °C and 430 °C, it is possible that this positive deviation at 300 °C and 430 °C is due to the occurrence of the WGSR producing hydrogen and CO2 from the reaction between CO and water vapor.

Partial pressure of hydrogen in CO–CO2–H2 and CO–CO2–H2O atmosphere according to the water–gas shift reaction
Deduced from off-gas analyses and weight behavior it is clear carbon deposition occurs simultaneously as the ore reduction during heating of Nchwaning ore, where the extent of deposition depends on the gas composition. Deposition appears to be more severe in the hydrogen-containing atmospheres compared to the respective CO–CO2 atmospheres. The deposition is most profound in CO–CO2–H2 at p(O2)2, where a weight increase was observed at 400 °C to 700 °C. At temperatures exceeding 700 °C, a decreasing weight is seen, indicating that the weight loss from ore reduction exceeds the weight gain due to deposition. For the CO–CO2–H2 atmosphere at p(O2)1), a small increase in the CO2 was observed in the initial stages at approximately 400 °C to 500 °C, however, the CO2 was decreased below set point for the latter parts of the experiment. An increased CO concentration was observed throughout the reaction period. The observations suggest that the addition of hydrogen increases the CO concentration, which promotes carbon deposition. A promoting effect of hydrogen on carbon deposition during reduction of manganese ores has been reported previously.[8] Addition of hydrogen as water vapor resulted in a highly similar weight reduction behavior as the corresponding CO–CO2 atmosphere, while a more rapid increase was seen in the CO2/CO ratio. According to chemical analyses, the overall reduction extent of Nchwaning ore was unaffected by hydrogen, both when added as H2O(g) and H2(g), at atmospheres correlating to the higher oxygen pressure (p(O2)1). However, a significantly higher reduction degree was obtained at the lower oxygen pressure (p(O2)2) when hydrogen was present compared to the CO–CO2 atmosphere.
It is clear that while the carbon deposition is governed by temperature, a certain CO/CO2 ratio in the gas is also required. Due to this, carbon deposition is largely avoided during heating of Comilog ore as high oxygen level and high reduction rates decrease the CO/CO2 ratio drastically. Furthermore, it is well established in literature that metallic iron, and iron oxides to a lesser extent, have a catalyzing effect on carbon deposition,[15] though it is not clear how this relation holds for iron oxides present in manganese ore. Nonetheless, Nchwaning ore has a considerably higher iron content compared to Comilog ore, which may have contributed to deposition. It is not expected that any metallic iron was formed during reduction of Nchwaning ore at current conditions, as the reduction of iron oxide in manganese ores has been observed to subside with the formation of monoxide at temperatures up to 1000 °C, both in CO–CO2 atmosphere and CO–CO2–H2 atmospheres.
Industrial implications
The reduction of Comilog ore and Nchwaning ore was initiated at approximately 200 °C and 450 °C, respectively, regardless of the gas composition. During reduction, hydrogen generally has a promoting effect on the prereduction of manganese ores. It may, however, also promote carbon deposition initiated at 400 °C where reaction rates depend on the CO/CO2 ratio in the gas. Thus, high oxygen ores (such as Comilog) are less exposed to carbon deposition compared to semi-oxygen ores (such as Nchwaning). Water vapor reacted according to the water–gas shift reaction at temperatures close to 400 °C, where the promoting effect of hydrogen on the reduction rate of Comilog ore was seen at temperatures exceeding 430 °C. Surface moisture in the charge materials will evaporate rapidly at 100 °C and will thus not likely lead to any promoting effect on the prereduction reactions. It is further not expected that any of the evaporated surface moisture reacts according to the water–gas shift reaction, as no occurrence of the WGSR was observed below 400 °C. An increasing amount of surface moisture in the raw materials fed to the industrial furnace will, however, lead to an increased overall energy consumption, a lower off-gas temperature, and may also impact the temperature development in the charge. The latter effect is likely more prominent for high oxygen ores (such as Comilog) compared to semi-oxygen ores (such as Nchwaning), as the amount of heat released during reduction is considerably larger for MnO2-containing ores. While surface moisture will likely not affect the prereduction reactions, there are other sources of water vapor and hydrogen in the industrial system. Both chemically bound moisture in Comilog ore, quantified at 5 wt pct,[12] as well as hydrogen and methane originating from the carbon material used as reductant,[1] may be present at the prereduction temperature range, and thus influence the prereduction.
Conclusions
The effect of hydrogen in the form of H2O(g) and H2(g), and the occurrence of the water–gas shift reaction, on the reduction behavior of Comilog and Nchwaning ore in atmospheres largely composed of CO–CO2 were investigated. Experiments were conducted in CO–CO2, CO–CO2–H2, and CO–CO2–H2O atmospheres, where the composition was calculated to correlate to similar theoretical oxygen pressures.
The results showed that the water–gas shift reaction did not occur at temperatures below 400 °C to 500 °C. Introduction of water vapor, producing hydrogen through the water–gas shift reaction, or introduction of hydrogen directly, to CO–CO2 atmosphere promoted the reduction of Comilog ore. A faster reduction was obtained with hydrogen compared to water vapor, and it is concluded that the water–gas shift reaction occurred to some extent but was not at equilibrium. The reduction of Comilog ore was initiated at 200 °C in all evaluated atmospheres, where the promoting effect of water vapor addition was observed to be initiated at temperatures exceeding 430 °C, when the ore was approximately 25 pct prereduced (relative to MnO). Addition of water vapor or hydrogen during heating of Nchwaning ore did not promote the reduction extent obtained during heating at 25 °C to 600 °C. At low oxygen pressure, hydrogen had a clear promoting effect on the reduction of Nchwaning ore at temperatures exceeding 700 °C. Carbon deposition occurred at temperatures exceeding 400 °C during reduction of Nchwaning ore, where the deposition rate was promoted by increasing CO(g) and H2(g).
References
S.E. Olsen, S. Olsen, M. Tangstad, and T. Lindstad: Production of Manganese Ferroalloys, Tapir Academic Press, Trondheim, 2007.
K. Turkova, D. Slizovskiy, and M. Tangstad: ISIJ Int., 2014, vol. 54(6), pp. 1204–08.
M. Tangstad, M. Sibony, S. Wasbø, and R. Tronstad: Kinetics of the prereduction of manganese ores, in Conference proceedings, Infacon IX (Quebec), 2001, pp. 202–07.
T.A. Larssen, D. Senk, and M. Tangstad: Metall. Trans. B., 2020, https://doi.org/10.1007/s11663-020-02018-0.
G. Pochart, L. Joncourt, N. Touchard, and C. Perdon: World, vol. 800, no. 1000, Art. no. 1000, 2007.
M. Tangstad, P. Calvert, H. Brun, and A. G. Lindseth: Use of comilog ore in ferromanganese production, in Proceedings: Tenth International Ferroalloys Congress, 2004, vol. 1, p. 4.
T. A. Larssen, D. Senk, and M. Tangstad: Metall. Mater. Trans. B, 2021, pp. 1–14.
D. Ngoy, D. Sukhomlinov, and M. Tangstad: ISIJ Int., 2020, vol. 60(11), pp. 2325–31.
K.L. Berg and S.E. Olsen: Metall. Trans. B., 2000, vol. 31(3), pp. 477–90.
R.J. Ishak and T. Lindstad: Kinetics of gaseous reduction of manganese ores, in Yazawa International Symposium on Metallurgical and Materials Processing: Principles and Technologies, 2003, pp. 63–73.
K.N. Swamy, D.G.C. Robertson, P. Calvert, and D. Kozak: INFACON., 2001, vol. 9, pp. 293–301.
T. A. Larssen: Prereduction of Comilog- and Nchwaning-ore, Dr. Ing Thesis, NTNU, 2020.
I. Kero, S. Graadahl, and G. Tranell: JOM., 2017, vol. 69(2), pp. 365–80.
T.A. Larssen: SINTEF Rep., 2021.
E.T. Turkdogan and J.V. Vinters: Metall. Mater. Trans. B., 1974, vol. 5(1), pp. 11–19.
Acknowledgments
This work has been funded by HighEFF - Centre for an Energy Efficient and Competitive Industry for the Future, an 8-year Research Centre under the FME scheme (Centre for Environment-friendly Energy Research, 257632). The authors gratefully acknowledge the financial support from the Research Council of Norway and user partners of HighEFF. On behalf of all authors, the corresponding author states that there is no conflict of interest.
Funding
Open access funding provided by SINTEF.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Larssen, T.A., Tangstad, M. Effect of Moisture, Hydrogen, and Water–Gas Shift Reaction on the Prereduction Behavior of Comilog and Nchwaning Manganese Ores. Metall Mater Trans B 53, 2104–2116 (2022). https://doi.org/10.1007/s11663-022-02511-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-022-02511-8