
Abstract
High-temperature behavior of magnetite—coke composite pellet fluxed with dolomite was investigated by customized thermogravimetric analyzer (TGA) at 1573 K (1300 °C). The overall reaction was influenced by C/O ratio and dolomite content. The reduction was accelerated by increased amount of dolomite, while the samples with higher C/O ratio showed the improved reduction degree. X-ray diffraction (XRD) pattern of reduced pellet showed the phase changes of the iron oxides. Noticeable iron peaks were observed when the sample reached the final stage of reduction. CO and CO2 gases released from the reaction were measured by Infrared (IR) gas analyzer. Relation between enhanced reducibility of pellets and larger CO gas evolution from the Boudouard reaction was confirmed from the analysis. Compressive strengths were studied for the practical assessment of reduced pellets. Samples with low-reduction degree showed better physical property. Excessive amount of dolomite also deteriorated the integrity of pellets.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
As the quality of highly reducible hematite ores decreases worldwide, there has been significant interest in the broader use of magnetite ores, which are comparatively difficult to reduce than hematite. Although the reducibility of magnetite concentrates is lower than hematite, the overall content of Fe (≤ 67 pct) is higher and can increase the productivity of the BF (blast furnace) operation. To increase the Fe content in the ore and lower the gangue content, beneficiation using iron ore fines and subsequent pelletizing is typical. There are two types of induration process: traveling grate and grate-kiln process. The traveling grate process accounts for two-thirds of the world’s installed pelletizing process that has large-production capacities.[1] Meanwhile, the grate-kiln™ system pellet plants produce globally almost 115 million tons of iron ore pellets annually.[2] The process is known to be very efficient compared to the straight grate system, as it takes advantage of the traveling grate as well as the rotary kiln. OneSteel Whyalla Steelworks has operated a grate-kiln pellet plant since the late 1960s. This plant was originally designed to use 100 pct hematite ore to make acid pellets and later modified to make highly fluxed pellets as the prime ferrous feed for the Whyalla Blast Furnace. The use of these high MgO pct fluxed pellets resulted is considerable improvements to blast furnace process efficiency and productivity. In 2008, the pellet plant converted from hematite to magnetite ore feed by employing a magnetite ore beneficiation plant with a nominal fluxed pellet production capacity of approximately 1.85 million tons.[3] Magnetite is oxidized to hematite with an evolution of 55 kcal/mol of heat during firing at 1373 K to 1523 K (1100 °C to 1250 °C).[4] Pellets take advantage of strengthening due to high surface mobility of the atoms during oxidation, recrystallization, and crystal growth of hematite.[4] However, hematite ore requires higher induration temperature range of 1573 K to 1623 K (1300 °C to 1350 °C) due to the absence of exothermic heat of oxidation.[4] Hematite pellet feed is more difficult to pelletize and often needs to be fluxed to achieve good-quality fired pellets.[5] Magnetite concentrates are ideal pellet feeds for making iron ore pellets accordingly.[5]
Meanwhile, there have been efforts to utilize partially reduced and fully reduced fluxed DRI (direct reduced iron) pellets to lower the carbon input into the BF processes.[6,7,8] Several works on self-fluxed carbon composite agglomerates have been reported.[8,9,10,11] Kim et al. reported the enhanced melting behavior of Fe-C from direct contact carburization in the presence of molten slag.[9] Increased melting rate of iron was also confirmed, when contacted to graphite and wüstite.[12] Other researchers investigated the influence of CaO and SiO2 on the reducibility of wüstite in terms of the formation of intermediate phases such as dicalcium ferrite or falyaite.[13] Porosity change associated with agglomerate’s microstructure has the largest influence on reducibility of iron oxide accordingly.[13] Carbon composite pellets during heating takes advantage of the higher energy efficiency due to the proximity of reactants and the exothermic heat generated within the pellet as the carbon oxidizes internally. The present authors have also studied the effect of minerals on the reduction of carbon composite pellets in terms of the reducibility and physical property.[14,15,16,17] However, carbonaceous material was limited to synthetic graphite in the previous studies and the effect of carbon content and mineral phases during the reduction process has yet to be fully understood. In particular, utilization of process by-products including coke breeze and waste dolomite in excess of 5 pct and more and its effect on the reducibility and physical strength has not been studied to the knowledge of the present authors.
In the present study, the reduction behavior of non-indurated mixture of magnetite ore, coke breeze, and dolomite was investigated. The effect of coke breeze on the reduction was investigated to reduce energy consumption, where the combustion and reduction of these carbonaceous wastes partially replace the carbon required in the BF. Different amounts were used to optimize the quantity of coke breeze. Waste dolomite powder was introduced to the pellet to also examine its impact on reduction. In dolomitized pellets, MgO is reported to be concentrated in magnetite and calcium ferrite during reduction that forms higher melting solid solution ‘magnesiowüstite.’[4] Thus, dolomite was considered to be an excellent fluxing material for non-indurated pellets to improve high-temperature reduction properties of iron ore pellets by increasing its softening point and reducibility.[18] The compressive strengths of the reduced composite pellets at varying carbon and dolomite contents were also evaluated. The coke breeze and waste dolomite combination is assumed to be a suitable combination for the improvement of magnetite ore reduction and increasing the sustainability of the ironmaking process route.
Experimental
Chemical analysis of the magnetite concentrate fines (XRF analysis) is shown in Table I. Dolomite powder and coke breeze were analyzed and are shown in Tables II and III, respectively. Ash content of coke breeze is provided in Table IV. The powders were dried in an oven at 473 K (200 °C) for more than 48 hours to completely remove physisorbed moisture. Powder samples of magnetite concentrate, dolomite, and coke breeze were sieved as under 100 μm before pelletizing. The compositions of magnetite—dolomite—coke composite pellets are shown in Table V. The molar C/O ratio was changed by adding different molar amounts of coke breeze to optimize reduction and strength. The effect of dolomite was distinguished by fixing the basicity CaO/SiO2 ratio as 1.0 and 1.6. Mixed powder samples were placed inside a glass mixing jar and agitated in a rotating drum for 24 hours to ensure homogeneity. Spherical-shaped pellets with 10 mm diameter and 2.1 g (± 0.1 g) in weight were hand rolled with drops of distilled de-ionized water. Samples were dried at 473 K (200 °C) for 48 hours to eliminate excess moisture.
The schematic of the experimental apparatus is shown in Figure 1. Reduction process of pellet was investigated in a purpose-built thermogravimetric analyzer (TGA) at 1573 K (1300 °C). The furnace was resistance heated using Super-Kanthal (MoSi2) elements with a 125 mm hot zone. The experiment was conducted at iso-thermal conditions. After introducing the sample to the crucible assembly, the furnace was lifted to position the sample of the hot zone. Weight loss of sample was started to be measured after 5 seconds. Instant heating of the sample to the target temperature was facilitated through this procedure. High purity argon (99.999 pct) was supplied through the bottom of the furnace at a rate of 1 slm using a mass flow controller. Generated CO and CO2 gases from the reaction were readily discharged with the argon gas carrier. Weight loss during the reaction was monitored and logged by computer via a digital balance at 0.2 Hz. Each sample was held in the furnace for over 30 minutes, where further changes in mass were negligible. Off-gases evolved during the reaction of the composite pellets were simultaneously measured by an infrared gas analyzer (ABB, Advance Optima Series AO2020, Switzerland). The monitored CO and CO2 gas concentrations were correlated to the weight loss measurements of the TGA to understand the reaction kinetics within the carbon composite pellets. Off-gases (CO, CO2) evolved after 10 seconds due to the time lag between the reaction and measurement by the IR gas analyzer, which were calibrated to the TGA results. The effect of heat transfer was neglected within this study due to the rapid and continuous heat supply to the spherical-shaped small sample of 10 mm diameter.

A schematic of the experimental apparatus of purpose-built thermogravimetric analyzer (TGA)
XRD (X-ray diffraction) analysis was carried out using a PANalytical Xpert MPD (multipurpose X-ray diffraction, Almelo, The Netherlands) System. Reduced pellets were ground and spread into the holder of 25 mm diameter and 5 mm depth. Voltage and current of the machine were set at 45 kv and 40 mA. The XRD patterns were obtained by recording the scattering intensities with a Ni-filtered Cu Kα-radiation. The scanning was recorded over an angular range from 15 to 90 deg using a step size of 0.026 deg at 1 Hz. The compressive strength of reduced pellets was measured using a mechanical test system (Instron 8805 servo-hydraulic fatigue testing system, MA) assuming a perfect spherical geometry. Pellets were positioned between two parallel plates, and the load fracture was taken to be the value when cracks were visually observed at the surface of the pellet. Ten samples were tested to ensure reproducibility, and the average was taken.
Results and Discussion
Reduction Behavior of Composite Pellet
High-temperature behavior of dolomite-fluxed magnetite-coke composite pellet was investigated at 1573 K (1300 °C). At this temperature, the reduction of iron oxide and the Boudouard reaction takes place simultaneously. The overall reaction for complete reduction occurring within the carbon composite pellet can be expressed by reaction [1].
The calculation of the minimum molar ratio between carbon and oxygen (C/O) for complete reduction was based on the overall reaction [1]. C/O mole ratio of unity is needed, but the carbon monoxide generated by the Boudouard reaction plays a significant role as the main reducing agent. Once the direct reduction of Fe3O4 by carbon is initiated, CO2 can be formed. If sufficient carbon is available and the necessary endothermic heat is supplied, the solid carbon in the pellet reacts with carbon dioxide and generates carbon monoxide during the reduction process. This CO can accelerate the reduction of the iron oxides and produce CO2, which can again react with the carbon to form additional CO. Thus, the reduction of carbon composite pellets occurs through the gaseous intermediate reactions.[19] Samples with C/O of 0.75 and 0.5 were used to investigate the effect of lower coke breeze content on the reduction and the extent of reduction with deficient carbon present in the composite pellets. Within the scope of the present work, it may not be necessary for the grate-kiln system to fully reduce the iron ore, but supply a pre-reduced pellet to the BF to subsequently lower the carbon required in the BF. The degree of reduction (pct) is shown in Figure 2.

Degree of reduction of carbon composite pellets at 1573 K (1300 °C) with varying contents of dolomite and C/O ratio
The degree of reduction (pct) can be estimated from the mass loss corresponding to the oxygen removed from the iron oxide divided by the theoretical maximum oxygen removal of the iron oxide. The degree of reduction can be obtained from Eq. [2].
where Δw is the weight loss of pellet (g); winitial is the initial weight of the sample (g); and MWi is the molecular weight of the species ‘i’ (g/mol); ‘Unreducible oxides pct’ is the percent of unreducible oxides including SiO2, Al2O3, CaO, and MgO as shown in Table V. When comparing the reduction characteristics of carbon composite pellets at 1573 K (1300 °C), the time to 90 pct of reduction was used for the assessment, which corresponded to approximately 600 seconds.[16] The MD5-1.0 and MD10-1.0 samples seemed to reach the maximum reduction in this regard. Other samples reached lower reduction degrees due to the lower C/O ratio of the pellets. MD5-0.75 and MD10-0.75 reached a final reduction degree of 75 pct while MD5-0.5 and MD10-0.5 sample showed a final reduction degree of 60 pct. Thus, sufficient amount of carbon that exceeds C/O of 1.0 is needed for complete reduction and higher carbon content results in higher reducibility, as expected.
It is also seen that MD10 samples shows slightly faster reaction rates compared to MD5 samples in the range of C/O ratio conditions of the present work. Although the final reduction degrees are similar irrespective of the amount of dolomite additions, the kinetics of the reduction seems to be accelerated with higher dolomite additions. Greater amounts of carbon additions to the composite pellets also result in higher degrees of reduction, but the rate of reduction does not seem to be directly proportional to the amount of carbon under deficient carbon conditions, as observed in the C/O ratios of 0.75 and 0.5. It was reported that the flux materials such as CaO and SiO2 have influence on the reducibility of FeO affecting the interfacial chemical reaction, gaseous mass transport, and solid state diffusion of oxygen.[13] Likewise, fluxed dolomite in the present study is considered to have changed the degree of reduction of magnetite. The major components of dolomite are CaO and MgO as indicated in Table III. These basic oxides were reported to have positive effect of iron oxide reduction by facilitating gas mass transfer due to the increase of micro porosities.[13]
The reduction can be divided into three distinct stages according to the change of slopes. Similar to previous studies,[14] Stage 1 is the incubation period required for initial heating of pellet after insertion into the hot zone and subsequent nucleation events.[14] In Stage 2, reduction from magnetite to wüstite takes place. Significant discrepancies between samples according to the C/O ratio occurs during this stage due to the different supply of reducing CO gases produced from the Boudouard reaction and subsequent acceleration of the reduction by the intermediate gaseous reactions. The major reaction in Stage 3 is the reduction of wüstite into metallic iron. Within stage 3 near the end of reduction, the rate of reaction is significantly hindered, as the number of available reactions sites are consumed from the previous stages and the amount of carbon available for the Boudouard reaction is significantly decreased.
To identify the overall reduction mechanism, various existing reaction models can be incorporated, which include the uniform internal reduction, topochemical interface, and pore diffusion. The uniform internal reaction model for solid–gas reaction was confirmed by Turkdogan and Vinters.[20] Application of this model for iron oxide-carbon composite pellet is possible when the gas concentration is constant. This first-order irreversible model can be expressed by Eq. [3].
where X is the reduced fraction, k is the proportional constant (1/s). Figures 3(a), (b), and (c) show the − ln(1 − X), 1 − (1 − X)1/3, and 3 − 2X − 3(1 − X)2/3 values from the TGA results plotted as a function of time, respectively. The overall linearity of these various models to predict the reduction mechanism seems to indicate greater linearity with the uniform internal reduction model. Beyond the incubation period of Stage 1, the overall reduction behavior re-plotted according to the uniform internal reduction model between 60 to 300 seconds is illustrated. A linear correlation can be observed for samples containing a C/O ratio fixed at 1.0 for both the MD5-1.0 and MD10-1.0 sample. Samples, which have lower C/O ratio than unity of 0.75 and 0.5 show deviation from a linear plot. Thus, with sufficient amount of carbon available and as the intermediate gaseous reactions is accelerated by the Boudouard reaction, the uniform internal reaction model can be utilized to more generally describe the kinetics of the carbon composite pellet reduction at 1573 K (1300 °C). Determination of the reduction mechanism for Stage 2 was unnecessary since the kinetics of the Fe3O4 to FeO reaction within this region is comparatively fast and was not the rate-determining factor for the overall reaction.

(a) − ln(1 − X) plot with time at 1573 K (1300 °C), (b) 1− (1 − X)1/3 plot with time at 1573 K (1300 °C), (c) 3 − 2X − 3(1 − X)2/3 plot with time at 1573 K (1300 °C)
Details on the reaction mechanism of carbon composite hematite pellets have also been described by Park and Sahajawalla,[16,17] where the solid–solid reaction, intermediate gaseous reduction as well as the Boudouard reaction takes place during the overall reaction. Although the present study utilized magnetite concentrates, the basic reduction mechanism can also be incorporated similar to the case of reagent grade hematite. Reactions occur in the following steps.
-
i.
Solid–solid reaction
$$ Fe_{3} O_{4} \left( {\text{s}} \right) + C \left( s \right) = 3FeO \left( s \right) + CO \left( g \right) $$(4) -
ii.
Gaseous reduction of magnetite
$$ Fe_{3} O_{4 } \left( {\text{s}} \right) + CO \left( g \right) = 3FeO \left( s \right) + CO_{2} \left( g \right) $$(5) -
iii.
Boudouard reaction
$$ C(s) + CO_{2} \left( g \right) = 2CO \left( g \right) $$(6) -
iv.
Gaseous reduction of wüstite
$$ FeO\left( {\text{s}} \right) + CO \left( g \right) = Fe \left( s \right) + CO_{2} \left( g \right) $$(7)
Initially, magnetite reacts with solid carbon by direct reduction producing wüstite and carbon monoxide. Carbon monoxide is promptly used for gaseous reduction of magnetite, if the reducing gases and proximity of the magnetite are close and are at a sufficient temperature for reduction to occur, as seen in Eq. [5]. Carbon dioxide generated from this reaction and solid carbon produce carbon monoxide according to reaction [6], which is often termed the Boudouard reaction. Wüstite made from Eqs. [4] and [5] is further reduced by carbon monoxide, as described by Eq. [7]. With sufficient amounts of carbon present in the composite pellets, the dominant reactions occurring within the pellet can be identified by reactions [6] and [7], which are the gaseous intermediate reactions for magnetite ore reduction in carbon composite pellets.
The off-gas analysis used in the present work compliments the results of the TGA analysis. The coke breeze contains minor contents of volatiles (c.a. 5.7 pct), CO and CO2 gases were the major components, but the small concentrations of hydrocarbons could be neglected. In Figures 4(a) and (b), the CO and CO2 gas concentrations generated from reduction of the MD5 and MD10 samples with various C/O molar ratios are plotted with reaction time.

Generated gas concentrations (vol pct) in terms of CO and CO2 gases resulted from the reduction of pellets at 1573 K (1300 °C) (a) MD5 samples, (b) MD10 samples
In all samples, the maximum CO2 gas evolutions during the reaction were between 1.5 and 2 vol pct. MD5-1.0 sample shows a maximum value of 1.5 vol pct as CO2 gas, suggesting the CO2 off-gases are easily consumed by the Boudouard reaction in Eq. [6] with greater amounts of carbon present. However, MD5-0.75 and MD5-0.5 samples had a higher ratio of CO2 to CO gases than the MD5-1.0 since the Boudouard reaction was restricted by a shortage of carbon supply. Technically, MD5-0.5 sample have initial carbon content only for reaction [4], which is insufficient for complete reduction of the magnetite ore to Fe. Thus, the CO gas concentration and subsequently the reduction degree varies depending on the C/O ratio of the composite pellets. Solid carbon in Eq. [6] determines the amount of CO gas production. MD5-1.0 sample shows the highest value of CO evolution, while MD5-0.5 sample has the lowest concentration due to the deficiency of carbon. The total carbon content in the pellet can be the rate controlling factor by limiting the Boudouard reaction.
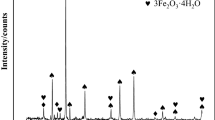
The reaction mechanism can also be confirmed by the phase analysis using X-ray diffraction of as-quenched partially reduced pellets at various time intervals. Figures 5(a), (b), and (c) show the characteristic diffraction peaks of partially reduced magnetite ores as a function of reduction time.

XRD phase analysis of carbon composite pellets of MD5 pellets reduced at 1573 K (1300 °C) (a) MD5-1.0, b) MD5-0.75, and c) MD5-0.5
In the MD5-1.0 sample shown in Figure 5(a), most of the phase remains as magnetite during 60 seconds exposure at 1573 K (1300 °C) and not until after 180 seconds does the wüstite phase appear. This initial 60 seconds would correspond to the incubation period, where reactions are not pronounced. Metallic Fe peaks are observed after 300 seconds, when the reaction is at stage 3. After 600 seconds, the metallic Fe peaks are dominant suggesting most of the iron oxide is reduced. X-ray diffraction pattern was similar in MD5-0.75 samples even though the intensities of Fe peaks were lower at 300 and 600 seconds as shown in Figure 5(b). In contrast, sample with a significant deficiency of carbon at C/O of 0.5 shows different reduction behaviors. When the carbon content is insufficient for complete reduction and low enough that the reduction rate is comparatively slow, magnesioferrite seems to form. Thus, there is a competition between reduction and the formation of the magnesioferrite phase under the present experimental conditions.
The characteristic XRD pattern of the MD10-1.0 sample with various reaction times is shown in Figure 6(a). Up to the first 60 seconds similar to MD5-1.0, only the magnetite phase is observed. Unlike the samples with lower dolomite content, the MD10-1.0 shows Fe peaks only after 180 seconds reaction. Additional dolomite addition at 10 wt pct. suggests faster reaction rates due to the increased C/S ratio. As Kim et al. reported, CaO contents increases the reduction rate of wüstite by forming calcium ferrite, while SiO2 decreases the reduction rate by forming stable fayalite compounds.[13] Thus, increased basicity in MD10 samples resulted in the faster reduction of wüstite as described in Eq. [7]. Similar reasoning can be applied to the slightly carbon-deficient MD10-0.75 sample shown in Figure 6(b). Figure 6(c) shows the phase analysis of the MD10 sample with significantly deficient carbon at fixed C/O molar ratio of 0.5, respectively. Due to the slower kinetics of reduction, the existing magnetite is able to react with the magnesia to form the magnesioferrite phase similar to the MD5-0.5 sample shown in Figure 5(c) according to the XRD analysis at this low-carbon condition. An established two-step reaction that occurs in dolomite-fluxed coke composite pellets[16] is expressed in reactions [8] and [9], where the Gibb’s free energy for the reduction of reaction [9] according to FactSage was estimated to be − 69,577.3 J/mol.
-
v.
Formation of magnesioferrite
$$ Fe_{3} O_{4 } \left( {\text{s}} \right) + MgO \left( s \right) = MgFe_{2} O_{4} \left( s \right) + FeO \left( s \right) $$(8) -
vi.
Gaseous reduction of magnesioferrite
$$ MgFe_{2} O_{4} \left( s \right) + CO \left( g \right) = MgO\left( s \right) + 2FeO\left( s \right) + CO_{2} (g) $$(9)

XRD phase analysis of carbon composite pellets of MD10 reduced at 1573 K (1300 °C) (a) MD10-1.0, (b) MD10-0.75, and (c) MD10-0.5
These reaction steps are possible under weak reducing condition with insufficient reductants. When C/O ratio is fixed at 0.5, reduction of magnetite either by solid carbon in Eq. [2] or CO gas in Eq. [3] are delayed. It provides enough time for magnesioferrite to form in the pellet during the reduction process. Wüstite made from reaction [8] and [9] are reduced by CO gas as the next step. Thus, the reaction undergoes additional step which consequently delays the overall reduction reaction. Furthermore, lower concentrations of carbon will inhibit the reaction of the Boudouard reaction resulting in lower CO partial pressures to obtain complete reduction resulting in a final reduction degree to be much lower than samples with C/O of unity.
Physical Property of Reduced Pellets
For practical use, reduced pellets must have sufficient physical strength. In particular, pellets inserted into the blast furnace must have compressive strengths greater than the burden load acting upon the pellet bed. The relationship between a single spherical particle and fracture energy was studied by Yashima et al.[21] When the sphere is compressed by two diametrically opposed points, the tensile strength can be calculated according to Eq. [10].
where X (mm) is the diameter of the sphere measured by the distance between two loading points and Pc is the fracture load (N). The compressive strength S is measured as a force per unit area (N mm−2).
Figure 7 shows the compressive strength of partially reduced pellets depending on the amount of coke and dolomite contents.

Physical properties of composite pellets after reduction
Pellets with lower initial carbon content showed greater compressive strength.[22] According to Lee et al., there is an optimal amount of carbon content that should be added into the composite pellet for DRI production due to the formation of excessive pores with excess carbon. During the reduction process, both sintering and pore formation occurs.[22] While the MD5-1.0 sample had a compressive strength of 1.62 MPa after 10 minutes of reaction, the MD5-0.75 and MD5-0.5 samples showed 2.92 and 3.27 MPa, respectively. As shown in Figure 2, MD5-0.5 sample reached only 60 pct of reduction degree, while it showed the highest compressive strength of all samples. The results suggest that the higher reduction degrees do not necessarily correspond to higher mechanical properties. Considering the physical strength necessary of raw materials input into the BF, higher reduction degrees may be detrimental to the operations. Considering the lower compressive strength of the composite pellet of MD10-0.5 compared to the MD5-0.5, the formation of the magnesioferrite does not seem to enhance the physical properties, but the removal of carbon and oxygen within the pellet matrix is likely the dominant factor. Figure 8 shows an expanded image and the EDS mapping of the MD10-0.5 sample reduced for 300 seconds at 1573 K (1300 °C).

EDS mapping of the as-quenched MD10-0.5 sample reduced for 300 s at 1573 K (1300 °C). Note the content of Fe around the periphery of the dolomite particle
The Ca and Mg rich particle embedded within the matrix of the magnetite ore is distributed in the composite pellet. Around the periphery of the dolomite particle, there seems to have been significant diffusion of Fe into the dolomite, which is expected to be the magnesioferrite observed from the XRD analysis, but bridging among adjacent particles from the formation of magnesioferrite at the boundary was not observed and seemed to be relatively separated. This trend was also observed for the MD5-0.5 sample, but was not evident for the samples of C/O ratio above 0.5.
According to past work by Anameric et al., the reduction of iron oxide at temperatures above 1723 K (1450 °C) results in a metallic iron phase, which is then carburized and melted.[23] This bulk liquid metallic iron phase that accelerates bonding is separated from other oxides resulting in very high physical strength.[23] In the present study, however, reduced iron exists as solid particles after reduction at 1573 K (1300 °C) and sufficient time is needed for subsequent diffusion and sintering to occur. Within the group of the MD5 samples, MD5-1.0 sample had lower strength at comparable reaction times as it was a mixture of solid iron powders and other oxides with greater amounts of carbon in the pellet, which tend to either react with the magnetite or CO2 forming significant pores.
Compared to the MD5 samples, the MD10 samples showed lower compressive strength. MD10-1 and MD10-0.75 showed strengths less than 1.05 MPa. MD10-0.5 had a compressive strength of 1.80 MPa. Previous researchers reported that MgO addition up to 2 pct increases softening and melting of iron ore pellets, which can improve the high-temperature physical property.[18] In MD10 samples, however, MgO contents were higher than 2.3 pct as shown in Table V. This excess amount of MgO deteriorated the integrity of pellet by giving poor attachment between components. Unlike the works of Friel and Erickson, the present work is complicated by simultaneous reduction occurring and the carbon in the composite pellets and subsequent pore formation also play a role in establishing improved physical properties. Thus, at the conditions of the present study, the formation of magnesioferrite without adjacent particle bonding did not improve the physical properties in the composite pellet.
The physical strength of reduced pellet is dependent on the combination of reduced solid state iron, carbon content, and unreduced oxides. In particular, the carbon content seems to be a more dominant factor in determining the physical properties, as suggested by Lee et al.[22] From the view point of the physical property requirements, optimum C/O ratio needs to be below 0.5 with dolomite additions below 5 pct when applied to an induration step of the grate-kiln process at 1573 K (1300 °C).
Conclusions
The influence of C/O ratio and dolomite contents on the reaction behavior of magnetite—dolomite—coke composite pellet was investigated at 1573 K (1300 °C). The following conclusions can be made from this study.
-
1.
The reduction of iron oxide in dolomite-fluxed coke composite pellet was largely influenced by C/O ratio. C/O ratio of 1.0 showed the complete reduction while C/O of 0.75 and C/O of 0.5 reached 75 pct and 60 pct of reduction degree, respectively.
-
2.
Uniform internal reaction described by \( \ln \left( {1 - {\text{X}}} \right) \) plot was valid only for complete reduction condition which has constant gas supply. C/O of 1.0 showed a superior reduction performance.
-
3.
At low-carbon condition (C/O=0.5), magnesioferrite phase is formed due to the delayed reaction rate. Magnesioferrite phase was confirmed to have retarded the overall reaction.
-
4.
Dolomite content need to be limited below 5 weight percent of pellet from the view point of physical requirement.[23]
References
Outotec, “Pelletizing technologies”, http://www.outotec.com/products/sintering-and-pelletizing/traveling-grate-pelletizing-plant. Accessed June 2017.
Metso Corporation, “Iron ore pelletizing Grate-KilnTM system”, http://www.metso.com/miningandconstruction/MaTobox7.nsf/DocsByID/FD649B46389D826E42256B9500317622/$File/Great_Kiln.pdf. Accessed June 2017.
L. Talbot, A. Rowett, and P. Abbot: MESA J., 2004, vol. 68, pp. 13–15.
A.K. Biswas: Principles of Blast Furnace Ironmaking: Theory and Practice. (Cootha, 1981), pp. 329.
L. Lu: Iron Ore. (Elsevier, 2015), pp. 435-470.
Takashi Matsui, Natsuo Ishiwata, Yoshiaki Hara and Kanji Takeda, ISIJ International 2004, vol. 44, pp. 2105-2111.
Hideki Ono, Kenji Tanizawa and Tateo Usui, ISIJ International 2011, vol. 51, pp. 1274-1278.
Hyun Soo Kim, Si Hyung Lee and Yasushi Sasaki, ISIJ International 2010, vol. 50, pp. 71-80.
Hyun-Soo Kim, Youn-Bae Kang, Jang Gyu Kim and Yasushi Sasaki, ISIJ International 2011, vol. 51, pp. 166-168.
Hyun-Soo Kim, Jang Gyu Kim and Yasushi Sasaki, ISIJ International 2010, vol. 50, pp. 678-685.
Hyun-Soo Kim, Jang Gyu Kim and Yasushi Sasaki, ISIJ International 2010, vol. 50, pp. 1099-1106.
Hyun Soo Kim, Si Hyung Lee and Yasushi Sasaki, ISIJ International 2010, vol. 50, pp. 71-80.
Wan-Ho Kim, Young-Seok Lee, In-Kook Suh and Dong-Joon Min, ISIJ International 2012, vol. 52, pp. 1463-1471.
Hyunsik Park and Veena Sahajwalla, Metallurgical and Materials Transactions B 2013, vol. 44, pp. 1379-1389.
Hyunsik Park and Veena Sahajwalla, Metallurgical and Materials Transactions B 2013, vol. 44, pp. 1390-1397.
Hyunsik Park and Veena Sahajwalla, ISIJ International 2014, vol. 54, pp. 49-55.
Hyunsik Park and Veena Sahajwalla, ISIJ International 2014, vol. 54, pp. 1256-1265.
John J. Friel and Edwin S. Erickson, MTB 1980, vol. 11, p. 233.
R. J. Fruehan, MTB 1976, vol. 8, pp. 279-286.
E. T. Turkdogan and J. V. Vinters: MT, 1972, vol. 3, pp. 1561–1574.
S. Yashima, Y. Kanda and S.Sano, Powder technology 1987, Vol. 51, pp.277-282.
Young Seok Lee, Deok Won Ri, Sang Ho Yi and Il Sohn, ISIJ International 2012, vol. 52, pp. 1454-1462.
B. Anameric, K.B. Rundman and S.K. Kawatra, MINERALS & METALLURGICAL PROCESSING 2006, vol. 23, p. 139.
Acknowledgments
The research was supported by the Basic Research Project (GP2017-025) of the Korea Institute of Geoscience and Mineral Resources (KIGAM), funded by the Ministry of Science, ICT, and Future Planning of Korea. This work was also supported by the Industrial Strategic technology development program (10044705, Development of a High-Speed Shaft Reduction Technology Using Low-Cost Fe-Containing Process Wastes) funded by the Ministry of Trade, industry & Energy (MI, Korea).
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted July 3, 2017.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Park, H., Sohn, I., TSALAPATIS, J. et al. Reduction Behavior of Dolomite-Fluxed Magnetite: Coke Composite Pellets at 1573 K (1300 °C). Metall Mater Trans B 49, 1109–1118 (2018). https://doi.org/10.1007/s11663-018-1208-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-018-1208-9