
Abstract
Commercial dual-phase steels are typically synonymous with a banded distribution of martensite in their microstructures, which can degrade ductility and increase the anisotropy of mechanical properties. The concept of neutralizing the effect of Mn segregation is employed to change the distribution of martensite to a non-banded distribution. To this end, the ratio of austenite and ferrite stabilizer elements has been changed in the composition of dual-phase steel. Microstructural analysis has been carried out on both hot-rolled (ferrite + pearlite) and heat-treated (ferrite + martensite) microstructures by optical microscope and EBSD, respectively. The microstructural examinations have confirmed the non-banded distribution of second phase and more equiaxed ferrite grains in the segregated neutralized grade microstructures compared to a commercially benchmarked dual-phase steel. Tensile properties of two grades have also been assessed in hot-rolled and heat-treated conditions in RD, TD, and 45 deg tensile directions. In the case of heat-treated condition, total elongation in RD direction has been improved from 20.9 pct in benchmark dual-phase steel to 25.4 pct in segregated neutralized dual-phase steel. Tensile anisotropy results showed a significant difference in tensile strength by tensile direction in benchmark dual-phase steel in both hot-rolled (~ 85 MPa) and heat-treated conditions (~ 48 MPa), while the corresponding differences for the segregated neutralized grades were 14 and 15 MPa, respectively.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Commercial dual-phase (DP) steels, which are regarded as a first-generation advanced high-strength steel (AHSS) are widely used in the automotive industry due to their good combination of strength and ductility.[1,2] However, with ever increasing demand for further lightweighting the automobile components, there is a continuous drive for even greater optimization of mechanical properties of the present DP steel grades.[3] DP steels are typically comprised of softer ferrite and a banded morphology of harder martensite phase in their microstructure. The banded morphology of martensite is mainly due to manganese segregation into inter-dendritic regions during casting and the subsequent rolling stages resulting in bands of high and low Mn content, these regions of high Mn therefore have a lower Ac1 temperature and thus a preferential location for second phases to form.[4] Complete homogenization of Mn after casting is only possible by homogenization annealing at high temperatures for a long time or by cyclic heat treatment at high temperatures,[4] neither of which are applicable in a steel plant. By careful design of austenitization temperature and controlled cooling, it is possible to eliminate banding in hot-rolled samples, but banding may reappear after intercritical annealing.[5,6]
The banded distribution of martensite can result in some undesired consequences on the mechanical properties of DP steels. Tasan et al.[7] observed high localized strain in the vicinity of massive and banded martensite resulting in local voiding and/or martensite cracking thus leading to premature failure during straining. Similarly, Avramovic-Cingara et al.[8] observed larger voids in the area close to martensite bands compared to other regions. Ramazani et al.[9] also showed that failure initiation occurs in higher overall plastic strains when the microstructure contains equiaxed martensite compared to samples with banded martensite. In this regard, some researchers[10] suggested that the contribution of martensite morphology and distribution on global formability can even be more important than martensite fraction, with bulky martensite structures showing between 5 and 15 pct lower total elongation than fibrous martensite structures with the same martensite fraction.
Tensile anisotropy is the other consequence of having a banded morphology of second phase, such as martensite. Ahmad et al.[11] studied tensile anisotropy in a 900 DP steel with around 45 pct of martensite fraction. It was observed that samples strained in the rolling direction (RD) (longitudinal samples) showed an approximately 55 MPa higher ultimate tensile strength (UTS) and 2.5 pct greater total elongation compared with samples strained in the transverse direction (TD). Ismail et al.[12] used finite element modeling approach to study the effect of morphology of martensite particles on tensile properties in DP steel. Their results showed a higher dependency of flow stress on loading direction by increasing the aspect ratio of martensite from 1 to 6. Gerstein et al.[13] also considered the tensile anisotropy in a DP 600 steel, where it was observed that the sample strained in the TD exhibited higher strength, but lower elongation compared to the sample strained in RD, different than observed by Ahmad et al.[11]. Liao et al.[14] also reported approximately 60 MPa higher tensile strength in the stress–strain curves of TD samples compared to RD samples in a DP 780 steel grade. The anisotropy in tensile properties as a result of the banded distribution of the second phase was also reported in other steel grades. For example, Laschet et al.[15] studied the effect of pearlite bands on the tensile flow stress anisotropy in a ferritic–pearlitic pipeline steel. They reported a 50 MPa increase in the flow stress curve of the TD samples compared to the RD samples. This presence of tensile anisotropy poses a significant challenge in the accurate prediction of the behavior of steel sheets during metal forming due to the necessity of creating a complex anisotropic flow stress curve to effectively model the plastic deformation of the material.[16,17] Development of crystallographic texture can also lead to anisotropy in tensile properties,[18] however, because of phase transformation happening during intercritical annealing (or annealing in the austenitic region) of DP steels, the intensity of texture decreases significantly compared to cold-rolled microstructure.[2] The banding morphology of the second phase can be regarded as the main factor in tensile anisotropy.
Changing the morphology and distribution of martensite seems to be a promising approach for further optimization of mechanical properties in DP steels. Much research has focused on the elimination of the banded distribution of martensite in DP steels. Most of these studies have used complex lab-based thermal cycles and are either based on immediate quenching from austenitization temperature to room temperature[19,20,21] or using multiple steps of heating and cooling.[22] In the former case, the presence of high carbon content phases, such as martensite/bainite in the hot-rolled microstructure provided uniform nucleating sites for austenite throughout the microstructure rather than preferential nucleation in higher Mn content regions during intercritical annealing. For the latter case, repeated heating and cooling promotes austenite grain boundary area so that ferrite nucleation occurs on these boundaries. These approaches have only been reported for laboratory conditions; the proposed thermal cycles may not be appropriate for industrial production. Furthermore, from a research perspective, alterations in the distribution of martensite were often accompanied by a change in other microstructural features. For instance, Bharath et al.,[20] found that the use of ferrite–bainite and/or fully martensitic hot-rolled microstructures not only produced non-banded martensite islands but also gave other unforeseen consequences such as lower martensite volume fractions and finer grain sizes. Moreover, it should be noted that high loads will be necessary to cold roll such alternative hot-rolled microstructures.
In order to achieve a non-banded distribution of martensite while using typical conventional continuous annealing thermal cycles, the concept of a segregation neutralized DP steel (referred as “SN-DP”) has been introduced in our previous work.[23] In most conventional DP grades,[24,25,26,27] the ratio of manganese (austenite stabilizer) to silicon (ferrite stabilizer) is greater than 4, resulting in a noticeable difference in the Ac3 temperature of the interdendritic (solute rich) and dendritic (solute poor) regions. The approach is to balance the austenite stabilizing effect of manganese with the ferrite stabilizing effect of silicon such that there is little difference in the Ac3 temperature between the interdendritic (solute rich) and dendritic (solute poor) regions. This means that austenite nucleation, during a conventional intercritical annealing cycle to generate a DP microstructure, occurs on triple points and does not preferentially occur in the dendritic regions. To achieve this the composition of a conventional DP steel has been modified by changing the ratio of manganese to silicon content with minor changes in the annealing route (and therefore remaining commercially viable) to achieve the desired martensite fraction. In the present study, a comparative analysis has been carried out on the tensile properties and tensile anisotropy for the SN-DP steel in relation to a conventional banded DP steel.
2 Experimental Method
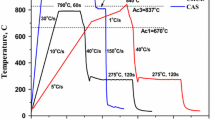
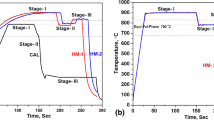
The steel compositions used in this study are shown in Table I. The first composition refers to the benchmark DP steel (BM-DP) composition and the second one presents the SN-DP composition. The laboratory produced BM-DP steel has been benchmarked against a commercial DP steel to have the same microstructure (in terms of the distribution of martensite) and mechanical properties.[25] The basis of the chemical design for SN-DP was explained in our previous paper.[23] Compared to the composition introduced in the initial paper, 30 ppm boron has been added to improve the hardenability of SN-DP to achieve the desired ferrite and martensite microstructure with a commercially typical annealing thermal schedule. The steels were vacuum induction melt (VIM) cast as 10 kg ingots, then hot rolled at the same temperature (1050 °C) and cold rolled to steel sheets of 1.4 mm (60 pct cold reduction) and 0.9 mm (75 pct cold reduction) thicknesses in BM-DP and SN-DP, respectively. The difference in cold roll reductions in BM-DP and SN-DP was to achieve a relatively similar ferrite grain size in both microstructures. Furthermore, slightly different annealing profiles and overage temperatures were used for annealing of BM-DP and SN-DP, although both are based on industrial annealing cycles used in dual-phase steels,[28,29,30] which are given in Figures 1(a) and (b), respectively. The details of annealing optimization in SN-DP have been excluded in this paper and it will be reported in our future work. Annealing was carried out using a muffle furnace and fluidized bed (with a spot-welded k-type thermocouple for direct temperature measurement) or a bespoke (hot dip galvanizing) thermal simulator.

The schematic heating profiles for processing of (a) BM-DP and (b) SN-DP
For microstructural characterization, the conventional metallography procedure was carried out including cutting, grinding, and polishing. Hot-rolled microstructures were analyzed using a Nikon camera after etching the samples with 2 pct Nital. For analyzing the annealed microstructures, scanning electron microscopy (JEOL JSM-7800F) with electron back scattered diffraction (EBSD) was used. Post-processing of EBSD images with Aztec software was used to discriminate ferrite and martensite. This method works based on the difference in band contrast, band slope, and pattern quality index between ferrite and martensite.[31] Mechanical analysis of hot-rolled and heat-treated samples was carried out by uniaxial tensile testing with ASTM-E8 sub-sized samples using an Instron 30 kN tensile machine at displacement rate of 1 mm/min.
3 Result and discussion
3.1 Microstructures
The hot-rolled microstructures of BM-DP and SN-DP are shown in Figure 2. Both microstructures are composed of ferrite and pearlite phases. As the carbon content in both steels are same, the fraction of pearlite in both microstructures is similar (20.1 pct and 22.8 pct ± 3 pct of pearlite for BM-DP and SN-DP, respectively). However, the distribution of pearlite is clearly different: a banded morphology of pearlite can be observed in the hot-rolled BM-DP, while the pearlite is present as separate discrete regions in the SN-DP microstructure with no evidence of banding. The area-weighted mean grain size for the hot-rolled BM-DP and SN-DP are 7.4 and 9.3 µm, respectively. The lower grain size in the hot-rolled microstructure of BM-DP is thought to be due to the effect of the pearlite bands in suppressing ferrite grain growth along the TD direction during transformation on cooling[15] and/or the higher austenite to ferrite transformation temperature (Ae3) in SN-DP during cooling from the hot rolling temperature to room temperature allowing more time for ferrite grain growth after transformation.

Optical micrographs of hot-rolled microstructures of (a) BM-DP and (b) SN-DP
The microstructures of the cold-rolled and annealed BM-DP and SN-DP are shown in Figure 3. Figures 3(a) and (b) show the band contrast maps obtained from EBSD prior to post-processing and the ferrite and martensite phases are distinguished in phase reclassified maps after post-processing, Figures 3(c) and (d). The volume fraction of martensite is 24.8 ± 1.1 pct and 23.7 ± 1.5 pct in BM-DP and SN-DP, respectively. The area-weighted mean grain size of these microstructures is also almost the same (10.51 ± 0.6 µm in BM-DP and 10.31 ± 0.8 µm in SN-DP). The crystallographic texture has also been analyzed in both microstructures based on inverse pole figure (not shown). The maximum texture intensities were 1.46 and 1.96 (times of random distribution) for BM-DP and SN-DP, respectively, confirming low texture intensities in both microstructures. Furthermore, no retained austenite was detected by EBSD analysis.

(a) and (b) band contrast images of the heat-treated BM-DP and SN-DP, respectively. (c) and (d) phase reclassified maps obtained from EBSD post processing for BM-DP and SN-DP, respectively; red regions show martensite phase and blue regions belong to ferrite (Color figure online)
The difference in morphology and distribution of the second phase is also evident in the heat-treated microstructures. To quantify the difference in morphology of the martensite islands in the two microstructures their eccentricity and the orientation angle of the major axis of the martensite islands to the rolling direction were measured [area-weighted distributions are shown in Figures 4(a) and (b)]. Eccentricity is a geometrical parameter employed to quantify the aspect ratio of particles, which ranges from 0 (indicating a perfectly circular shape) to 1 (indicating a highly elongated shape). According to Figure 4(a), it is evident that a high area fraction of martensite islands in BM-DP has an eccentricity exceeding 0.9, indicating a significant area of particles with a high aspect ratio within this microstructure. On the other hand, the eccentricity distribution of martensite in the SN-DP microstructure shows greater homogeneity, although a notable proportion of martensite islands still possess an eccentricity higher than 0.7. In the case of BM-DP, the presence of a banded morphology of martensite within the microstructure (as depicted in Figure 3(c)) explains the observed high eccentricity (aspect ratio) of particles. However, in the case of SN-DP, the reason for the high eccentricity of some martensite islands is different. According to Figure 3(d), the formation of austenite islands (that on cooling become martensite) within the microstructure occurs predominantly either at triple points and grow along the boundaries of the ferrite grains. As the fraction of martensite is not high in this microstructure, most of the martensite islands formed along the boundaries will have a relatively high eccentricity (aspect ratio). Figure 4(b) gives insights about the orientation of the martensite islands. A significant area fraction of martensite in BM-DP possesses an orientation angle of less than 10 deg relative to the rolling direction. This indicates that the elongated martensite islands in BM-DP have a strong orientation, as seen in the banded structure. Similar as the eccentricity distribution, the martensite islands in the SN-DP microstructure exhibit a more uniform spatial orientation. However, it is worth noting that the area fraction of islands with angles lower than 25 deg is higher in comparison to other orientations. This slight preference in orientation potentially has been inherited from the deformed elongated pearlitic regions present in the cold-rolled microstructure. Ferrite grains in microstructures of BM-DP and SN-DP have also been compared. The distribution histograms of the aspect ratio and orientation angle (to rolling direction) of ferrite grains are shown in Figures 4(c) and (d), respectively. As is seen, unlike SN-DP, a high portion of ferrite grains have an aspect ratio of greater than 2 in the BM-DP microstructure. By considering the orientation angle of these grains, it is clear that most of the ferrite grains are elongated toward the RD in BM-DP. Although in SN-DP, a preferred orientation in ferrite grains can also be observed, most of these grains have a relatively low aspect ratio.

Histograms showing (a) eccentricity, (b) orientation angle of martensite islands and (c) aspect ratio, (d) orientation angle of ferrite grains for both BM-DP and SN-DP; Orientation angle is based on the angle of major axis of fitted ellipsoid to rolling direction
3.2 Tensile properties
The engineering tensile stress–strain curves for the hot-rolled BM-DP and SN-DP in three tensile directions of rolling direction (RD), transverse direction (TD), and 45 deg are shown in Figure 5. For all tensile directions, the hot-rolled SN-DP shows higher elongation, whereas BM-DP exhibits higher strength. The mean reason for higher strength in the hot-rolled BM-DP is related to the finer ferrite grain size compared to hot-rolled SN-DP microstructure. The following Hall–Petch relation can be considered which has been introduced for Mild steels[32,33,34]:

Engineering tensile stress–strain curves for hot-rolled BM-DP and hot-rolled SN-DP in three tensile directions: rolling direction (RD), transverse direction (TD), and 45 deg
Considering the average grain sizes of hot-rolled microstructures for BM-DP and SN-DP, based on the Hall–Petch equation 23 to 30 MPa difference in the yield strength is predicted, whereas almost a difference of 50 MPa is seen.
The yield point phenomenon is observed in all samples except BM-DP in TD direction. The same observation has also been reported in Beltrán et al. paper[35] on API-5L X46 steel. The yield point phenomenon is a common observation in low-carbon steel, which is usually related to the pinning of dislocations by interstitial carbon atoms.[36] It has been reported that the increase in work hardening rate decreases the yield ratio in line pipe steels.[37] Based on this, the absence of discontinuous yielding in the hot-rolled BM-DP (TD direction) might be related to the higher strain hardening at the initial stage of plastic deformation, which will be explained later. In order to better compare the anisotropy in tensile properties, average values (based on 3 specimens) of UTS, uniform elongation, and total elongation of hot-rolled samples in each direction are shown in Figure 6. According to Figure 6(a), a significant difference can be observed in UTS values for hot-rolled BM-DP in different directions. BM-DP shows the highest UTS in TD direction (620.6 ± 10.2 MPa), while in 45 deg direction, the lowest UTS can be observed (535.7 ± 5.3 MPa). On the other hand, the corresponding differences in SN-DP between TD (514.4 ± 6.3 MPa), RD (506.2 ± 5.2 MPa), and 45 deg (520.0 ± 7.2 MPa) samples are not significant, as expected from the more homogeneous microstructure. Figures 6(a) and (b) also show the anisotropy in uniform and total elongations, respectively. In hot-rolled BM-DP, the lowest elongation can be observed in the TD direction (total elongation = 19.7 ± 0.2 pct) and the highest elongation is for the sample in 45 deg angle to loading direction (total elongation = 25.3 ± 1.5 pct). In hot-rolled SN-DP, despite the similarities in the UTS values, a similar difference in uniform elongation and total elongation can be observed between the RD sample and TD/45 deg samples. To better compare anisotropy in total elongation between BM-DP and SN-DP, the relative anisotropy factor (RAF) is defined as the ratio of maximum difference in total elongations with tensile direction to the mean of total elongations. The RAF values are 0.24 and 0.17 for the hot-rolled BM-DP and SN-DP, respectively, showing the relative anisotropy in hot-rolled BM-DP is higher compared to hot-rolled SN-DP.

Bar charts of tensile properties for SN-DP and BM-DP in hot-rolled condition: (a) UTS values, (b) uniform elongation, and (c) total elongation (based on average values)
Figure 7 shows the engineering tensile stress–strain curves of the heat-treated SN-DP and BM-DP in the three tensile directions. All samples show continuous yielding which is likely to be due to the presence of sessile dislocations at the interface of martensite and ferrite.[1] SN-DP exhibits higher elongation in all directions compared to BM-DP. In the case of tensile samples in RD direction, SN-DP shows 651.5 ± 7.1 MPa UTS with 25.4 ± 2.5 pct total elongation, while the corresponding values for BM-DP are 595.2 ± 10 MPa and 20.9 ± 0.9 pct, respectively. The higher strength in SN-DP (RD direction) is in consistent with Ramazani et al.[38] findings, which compared flow stress between banded and non-banded DP microstructures by using micromechanical simulation. The higher flow stress in the non-banded DP microstructure was attributed to more homogeneous distribution martensite compared to the banded microstructure. However, comparing the strength in TD and 45 deg (Figure 7), BM-DP shows relatively similar yield strength and UTS values compared to SN-DP. This observation suggests that altering the distribution of martensite from a banded morphology to a more random distribution heavily enhances tensile elongation. To compare the anisotropy, the tensile properties of the heat-treated samples are also shown in Figure 8. Similar to hot-rolled condition, higher anisotropy in tensile strength can be observed in BM-DP. A noticeable difference in UTS value between RD and TD directions can be observed in BM-DP (~ 48 MPa), while in SN-DP, the maximum difference in UTS values with tensile direction is less significant (~ 15 MPa) (Figure 8(a)). This observation along with what was observed in hot-rolled samples shows that changing the distribution of the second phase to a non-banded distribution can effectively reduce the anisotropy in tensile strength. There are some explanations in the literature regarding the higher strength in TD direction compared to RD direction in microstructures having banded distribution of second phase. Kichkina et al.[39] studied the tensile anisotropy in a banded ferritic–bainitic pipe steel. They explained their observed tensile anisotropy to the change in phase boundaries and average section length in different directions. Laschet et al.[15] also considered the anisotropic flow curves of a ferritic–pearlitic pipe steel. They attributed the higher strength in TD direction to the smaller grain size in this direction compared to RD direction. In the current study, according to what was observed in Figures 4(c) and (d), most of the ferrite grains in BM-DP were elongated toward RD. This verifies the fact that the average grain size in TD direction is lower compared to RD in BM-DP.

Engineering tensile stress–strain curves for the heat-treated BM-DP and SN-DP in three tensile directions

Bar charts of tensile properties for SN-DP and BM-DP in heat-treated condition: (a) UTS values, (b) uniform elongation, and (c) total elongation (based on average values)
The anisotropy in uniform and total elongations is shown in Figure 8(b) and (c), respectively. Both BM-DP and SN-DP steels show briefly around 3 to 4 pct difference in uniform elongation and 5 to 6 pct difference in total elongation. However, in terms of relative anisotropy, the RAF value for BM-DP (0.25) is higher compared to SN-DP (0.14).
In BM-DP (hot-rolled and heat-treated conditions), the observed anisotropy in elongation was expected according to what was observed in the previous papers in banded microstructures,[39,40] however, the authors are not sure about the possible reasons for observed anisotropy in elongation for SN-DP. This will be reported in the later studies when detailed DIC and failure investigations are carried out.
In addition to the anisotropy in tensile properties, it is worth assessing the strain hardening in BM-DP and SN-DP, using the Crussard–Jaoul (C–J) analysis, as this is a useful model for steels showing different stages of strain hardening.[41,42] Conventional DP steel usually shows two or three different stages of strain hardening. As ferrite is the softer phase in DP steel, it deforms at the initial stage of hardening. It is believed that the transition to the next stage of strain hardening happens when plastic deformation starts in martensite.[41,43] Figure 9 shows the variation of strain hardening to true stress in BM-DP and SN-DP for RD and TD tensile directions (based on C–J analysis). The BM-DP steel exhibits higher strain hardening in TD direction compared to RD, while in SN-DP the strain-hardening curves in RD and TD directions are relatively close to each other. Regardless of the tensile direction in BM-DP, a sharp transition between stages of hardening can be observed (arrowed in Figure 9). This is a common observation in conventional DP steel,[41,44] however, there is no clear transition between stages of hardening in SN-DP as the strain-hardening curve is more continuous. Some authors[45] have suggested that it is too simplistic to attribute this transition to the onset of plastic deformation in martensite at a specific strain. A more realistic approach is to attribute the discontinuity in the stages of strain hardening to the heterogeneity of plastic deformation within certain regions of the microstructure, particularly the martensite islands, in comparison to other parts. In previous works,[41,45] it has been observed that the size of martensite islands and the strength difference between ferrite and martensite can affect the discontinuity in the strain-hardening curve for DP steel. The current observation in this paper suggests that the distribution of martensite islands should be considered as another influential factor. In other words, as there is a more homogeneous martensite distribution in SN-DP, a more homogeneous strain distribution is expected in the microstructure during deformation. This may provide an explanation for the relatively continuous behavior of the strain-hardening curve in SN-DP compared to BM-DP.

Ln (strain hardening) vs. Ln (true stress) curves in BM-DP and SN-DP in two tensile direction of RD and TD; Arrows show the transition point to the next stage of hardening
4 Conclusion
In this study, the effect of changing the distribution of the second phase with reference to banding on tensile properties and tensile anisotropy in DP steels has been examined by utilizing the segregation neutralized approach in designing a new DP steel grade referred as ‘SN-DP.’ In this regard, the microstructures and tensile properties of SN-DP have been compared to a commercial benchmarked DP grade in both hot-rolled and heat-treated conditions. The main conclusions are summarized as follows:
-
Tensile anisotropy has also been compared in hot-rolled and heat-treated conditions for both grades. In both conditions, BM-DP showed higher anisotropy in tensile strength compared to SN-DP. In the case of heat-treated condition, tensile anisotropy decreased from approximately 48 MPa in BM-DP to around 15 MPa in SN-DP. A similar anisotropy in elongation was observed in both grades, however, the relative anisotropy (RAF) was higher in BM-DP.
-
In hot-rolled condition, in all tensile directions SN-DP showed an average of 7 pct greater total elongation compared to BM-DP. A reduction in yield strength in these samples of around 50 MPa has been attributed to the coarser grain size of the SN-DP in this state.
-
In heat-treated BM-DP microstructure, a high eccentricity and strong preferred orientation toward rolling direction were observed for martensite islands, while a more homogeneous distribution of martensite was observed in heat-treated SN-DP microstructure. Furthermore, the elongated ferrite grains in BM-DP also changed to more equiaxed morphology in SN-DP.
-
In heat-treated condition, depending on the tensile direction, greater ductility was seen in SN-DP which was achieved in higher or same level of tensile strength compared to BM-DP. The greatest improvement was seen in the rolling direction, where the total elongation increased from 20.9 to 25.4 pct and the strength increased from 595 to 651 MPa when transitioning from BM-DP to SN-DP. However, both 45 deg and TD directions also showed an improvement of around 6 pct total elongation with no loss in strength.
-
Based on C–J analysis, the sharp transition between different stages of strain hardening in BM-DP has disappeared in SN-DP, which might be due to a more homogenous strain distribution in SN-DP.
References
N. Fonstein: Automotive Steels: Design, Metallurgy, Processing and Applications, ArcelorMittal Global R&D, East Chicago, 2016, pp. 169–216.
C.C. Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge, M. Koyama, K. Tsuzaki, and D. Raabe: Annu. Rev. Mater. Res., 2015, vol. 45, pp. 391–431.
S. Keeler, M. Kimchi, and P.J. Mooney: WorldAutoSteel, 2017, p. 314.
C. Slater, A. Mandal, and C. Davis: Metall. Mater. Trans. B, 2019, vol. 50B, pp. 1627–36.
F.G. Caballero, A. García-Junceda, C. Capdevila, and C.G. De Andrés: Mater. Trans., 2006, vol. 47, pp. 2269–76.
W. Xu, P.E.J. Rivera-Díaz-Del-Castillo, and S. Van Der Zwaag: ISIJ Int., 2005, vol. 45, pp. 380–87.
C.C. Tasan, J.P.M. Hoefnagels, and M.G.D. Geers: Scr. Mater., 2010, vol. 62, pp. 835–38.
G. Avramovic-Cingara, Y. Ososkov, M.K. Jain, and D.S. Wilkinson: Mater. Sci. Eng. A, 2009, vol. 516, pp. 7–16.
A. Ramazani, Z. Ebrahimi, and U. Prahl: Comput. Mater. Sci., 2014, vol. 87, pp. 241–47.
N.J. Kim and G. Thomas: Metall. Trans. A, 1981, vol. 12A, pp. 483–89.
E. Ahmad and R. Priestner: J. Mater. Eng. Perform., 1998, vol. 7, pp. 772–76.
K. Ismail, A. Perlade, P.J. Jacques, T. Pardoen, and L. Brassart: Int. J. Plast., 2019, vol. 118, pp. 130–46.
G. Gerstein, T. Clausmeyer, K. Isik, F. Nürnberger, A.E. Tekkaya, A.A. Bruchanov, and H.J. Maier: Int. J. Damage Mech, 2017, vol. 26, pp. 1147–69.
J. Liao, J.A. Sousa, A.B. Lopes, X. Xue, F. Barlat, and A.B. Pereira: Int. J. Plast., 2017, vol. 93, pp. 269–90.
G. Laschet, P. Fayek, T. Henke, H. Quade, and U. Prahl: Mater. Sci. Eng. A, 2013, vol. 566, pp. 143–56.
D. Banabic, F. Barlat, O. Cazacu, and T. Kuwabara: Int. J. Mater. Form., 2020, vol. 13, pp. 749–87.
Q. Li, H. Zhang, F. Chen, D. Xu, D. Sui, and Z. Cui: Int. J. Mech. Sci., 2020, vol. 176, p. 105569.
J. Fu, K. Cui, F. Li, J. Wang, and Y. Wu: Mater Charact, 2020, vol. 159, p. 110027.
D. Das and P.P. Chattopadhyay: J. Mater. Sci., 2009, vol. 44, pp. 2957–65.
B. Bandi, C. Slater, D. Farrugia, and C. Davis: Metals (Basel), 2022, vol. 12, p. 1158.
M. Shahzad, Q. Tayyaba, T. Manzoor, R. Ud-Din, T. Subhani, and A.H. Qureshi: Mater. Res. Express., 2018, vol. 5, p. 016516.
A.K. Srivastava, N.K. Patel, B. Ravi Kumar, A. Sharma, and B. Ahn: J. Mater. Eng. Perform., 2020, vol. 29, pp. 2783–91.
C. Slater, B. Bandi, P. Dastur, and C. Davis: Metall. Mater. Trans. A, 2022, vol. 53A, pp. 2286–99.
B. Bandi, J. van Krevel, S. Nandi, Z. Husain, and P. Srirangam: Mater. Today Proc., 2021, vol. 41, pp. 1030–34.
Y. Zhu, C. Slater, S. Connolly, D. Farrugia, and C. Davis: Ironmak. Steelmak., 2021, vol. 48, pp. 1–2.
A.F. Szewczyk and J. Gurland: Metall. Trans. A, 1982, vol. 13A, pp. 1821–26.
B.L. Ennis, C. Bos, M.P. Aarnts, P.D. Lee, and E. Jimenez-Melero: Mater. Sci. Eng. A, 2018, vol. 713, pp. 278–86.
O.A. Girina, N.M. Fonstein, and D. Bhattacharya: 45th MWSP Conf. Proc., 2003, vol. XLI, pp. 403–14.
R.O. Rocha, T.M.F. Melo, E.V. Pereloma, and D.B. Santos: Mater. Sci. Eng. A, 2005, vol. 391, pp. 296–304.
L. Van Long, D. Van Hien, N.T. Thanh, N.C. Tho, and V.T. Do: Adv. Mater. Sci. Eng., 2020, vol. 2020, p. 1674837.
Oxford Instruments: AZtec Reclassify Phase—Discriminating Phases in Steels. https://Nano.Oxinst.Com/Campaigns/Downloads/Aztec-Reclassify-Phase-Discriminating-Phases-in-Steels, 2021.
A. Ramazani, K. Mukherjee, U. Prahl, and W. Bleck: Metall. Mater. Trans. A, 2012, vol. 43A, pp. 3850–69.
M.Y. Seok, I.C. Choi, J. Moon, S. Kim, and U. Ramamurty: Scr. Mater., 2014, vol. 87, pp. 49–52.
M.A. Meyers and K.K. Chawla: Mechanical Behavior of Materials, Cambridge University Press, Cambridge, 2008.
M. Beltrán, J.L. González, D.I. Rivas, F. Hernández, and H. Dorantes: in Proceedings of the 17th International Conference on New Trends in Fatigue and Fracture 17, Springer, 2018, pp. 57–65.
M.S. Mohsenzadeh and M. Mazinani: Mater. Sci. Eng. A, 2016, vol. 673, pp. 193–203.
Y.M. Kim, S.K. Kim, Y.J. Lim, and N.J. Kim: ISIJ Int., 2002, vol. 42, pp. 1571–77.
A. Ramazani, K. Mukherjee, U. Prahl, and W. Bleck: Comput. Mater. Sci., 2012, vol. 52, pp. 46–54.
A.A. Kichkina, M.Y. Matrosov, L.I. Efron, M.B. Klyukvin, and A.V. Golovanov: Metallurgist, 2011, vol. 54, pp. 808–16.
F.A. Khalid, M. Farooque, A. Ul Haq, and A.Q. Khan: Mater. Sci. Technol., 1999, vol. 15, pp. 1209–15.
V. Colla, M. De Sanctis, A. Dimatteo, G. Lovicu, A. Solina, and R. Valentini: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 2557–67.
D.A. Korzekwa, D.K. Matlock, and G. Krauss: Metall. Trans. A, 1984, vol. 15A, pp. 1221–28.
H. Paruz and D.V. Edmonds: Mater. Sci. Eng. A, 1989, vol. 117, pp. 67–74.
Z. Jiang, Z. Guan, and J. Lian: Mater. Sci. Eng. A, 1995, vol. 190, pp. 55–64.
J. Lian, Z. Jiang, and J. Liu: Mater. Sci. Eng. A, 1991, vol. 147, pp. 55–65.
Acknowledgments
The authors would like to thank the University of Warwick VC scholarship for funding of a doctoral student. Special thanks need to be given to Dr Stephen Hewitt and Mr Ed Hodierne for their technical support throughout this project. The authors would also like to thank Dr Santosh Kumar and Dr Didier Farrugia for their testing support and technical discussions, respectively, their feedback to the work is greatly appreciated.
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Dastur, P., Slater, C., Bandi, B. et al. Development of a High Ductility DP Steel Using a Segregation Neutralization Approach: Benchmarked Against a Commercial Dual Phase Steel. Metall Mater Trans A (2024). https://doi.org/10.1007/s11661-024-07427-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11661-024-07427-3