
Abstract
Precipitation hardening is a promising approach for strengthening of Hadfield steels. The present study examines the potential to achieve this by combining vanadium addition (up to 2 wt pct) with short-time aging (15 minutes) at 1173 K (900 °C). It was found that such a treatment is sufficient to generate a dispersion of nanoscale precipitates that provided a significant increase in hardness. Small-angle neutron scattering and transmission electron microscopy measurements were performed to quantify the particle dispersion, and Orowan precipitate hardening predictions made using the parameters thus obtained show good correspondence with the observed rates of age hardening, suggesting the precipitates are resistant to shearing. The present steels containing vanadium showed a small reduction in work-hardening capacity and this is believed to be due to carbon depletion from the matrix. It is concluded that the addition of vanadium and a short aging treatment at 1173 K (900 °C) provide a promising pathway to imparting hardness increases that provide gouge resistance during the running-in period of components made from Hadfield steel. For optimum performance, additional carbon should be added to maintain the solute carbon content of the matrix, and hence the matrix work-hardening rate.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Hadfield steels are a well-known class of steels excellent in high stress abrasion resistance. However, significant material loss due to gouging can occur during their initial ‘running-in’ period, as their work-hardened structure is being formed.[1,2] Such can be the case, for example, with crawler shoes employed in the undercarriage of mining machines where the tribo-system comprises two and/or three body wear under high loads and where single scratch (gouging) events can lead to significant material removal in short periods of time.
Precipitation of fine carbides via alloying with vanadium,[3] titanium,[4] and niobium[5] can provide additional hardness which in turn can bolster gouging resistance,[6] which is critical during these early stages of use. A challenge in pursuing this strategy is to arrive at a suitable dispersion and to avoid formation of harmful carbides, which degrades toughness.[7,8] Vanadium (V) is particularly attractive.[9,10,11,12,13,14] Although aging at temperatures in the range of 673 to 773 K (400 to 500 °C) has been proposed for a 0.6C-17Mn-0.45 V (in wt pct), grade[13,14] precipitation is possible at higher temperatures.[10] Higher temperature aging is more desirable due to the ability to avoid harmful carbide formation and to potentially achieve shorter treatment times but the extent to which the favorable nanoscale precipitates, such as those reported in references,[13,14] form at higher temperatures is unclear.
The present communication seeks to assess the potential of employing a short (< 1 hour) high-temperature aging step in the manufacture of V containing Hadfield steel to form a fine dispersion of carbides. The particle dispersion is quantified using an advanced small-angle neutron scattering (SANS) technique, and the gouging resistance of the steels is characterized in the as-manufactured and work-hardened conditions.
2 Methodology
Three alloys are examined; a high-carbon Hadfield steel (referred to as HC) and two V-alloyed Hadfield steels (referred to as HC-1 V and HC-2 V). Table I lists their compositions. The levels of V chosen are 1 pct and 2 pct by weight. The former represents a composition where much of the primary VC is expected to be able to solutionized, while the latter provides a microstructure where the primary and secondary VC particles are expected to be almost balanced. Ingots of 80 × 25 × 8 mm (for each composition) were cast using an arc melting furnace (Arcast Arc200). A homogenization treatment was carried out at 1423 K (1150 °C) for 8 hours using a vacuum furnace (Camco), followed by furnace cooling. A solution treatment was then conducted at 1423 K (1150 °C) for 30 minutes in a fluidised bed (ALS Technologies Quad Furnace) followed by water quenching. The aging treatment was subsequently performed at 1173 K (900 °C) in the fluidized bed furnace for 15 minutes, 30 minutes, 1 hour, or 3 hours, followed by air cooling to room temperature. The equilibrium predictions in Figure 1 (made using the Thermo-Calc 2017b software with the TCFE9 database) show that the homogenizing and solution treatments should lead to partial dissolution of vanadium carbide, leaving some primary carbide while providing solute V for re-precipitation during aging. The aging temperature chosen should achieve significant precipitation of VC while avoiding any cementite formation.

CALPHAD (Thermo-Calc) predictions of equilibrium phase fractions at heat treatment temperatures. For the sake of calculation, 150 ppm of N was assumed to have been picked up in the hot metal and thereby incorporated into VC, substituting into a small fraction of the C sites. This has a negligible impact on the predictions
Samples were mechanically polished with diamond suspensions, followed by OPS colloidal silica suspension. The samples were then etched using 4 pct Nital for 10 seconds. Optical micrographs were taken using an Olympus DP27 microscope. Grain size measurements were performed using the intercept method. SEM observations were performed using a Zeiss Supra 55VP FEG-SEM operated at 10 kV. Energy-Dispersive Spectroscopy (EDS) mapping was conducted using the Oxford X-Max 20/50 detector in a Zeiss Supra 55VP FEG-SEM operated at 20 kV. X-ray diffraction (XRD) measurements were performed over a 2θ range of 35 to 100 deg, with a step size of 0.02 deg and 3 seconds integration time, using a PANalytical X’pert Pro MRD XL diffractometer equipped with a Cu Kα radiation source. TEM samples were electropolished with 5 pct perchloric acid in methanol at 243 K (− 30 °C) and a voltage of 25 V using a twin-jet electro-polisher (Struers Tenupol-5). TEM observations were performed using a JEOL 2100F FEG-TEM operated at 200 kV. Vickers macro-hardness and micro-hardness tests were conducted with indentation loads of 3 kg and 25 g, respectively, in accordance with the ASTM standard E92-17, using a Struers Durascan 20. Ten indents were performed for each sample, and the standard deviation over these hardness measurements was used to determine the error bars.
SANS experiments were conducted to measure the nanoscale precipitates in the aged steels using the QUOKKA instrument[15] at the Australian Nuclear Science and Technology Organisation (ANSTO). The solution-treated steel specimens were also measured by SANS to determine the structural background. Plate-like specimens for SANS analysis were mechanically polished down to the thickness of ~ 270 to ~ 290 µm to minimize the potential for multiple scattering. A neutron beam with a wavelength (λ) of 5 Å and 10 pct resolution and three sample-to-detector distances of 1.3, 8, and 20 m were used in the SANS measurements. In these experimental configurations, the scattering data in a Q-range of approximately 0.0029 to 0.75 Å−1 were collected, where Q is the magnitude of the scattering vector defined by \(Q=4\pi \mathrm{sin}\theta /\lambda \) (2θ is the scattering angle). The collected SANS data were reduced and corrected onto an absolute scale based on the attenuated direct beam intensities.
The SANS data were analyzed using the Irena software package[16] assuming a Gaussian size distribution of the nanoscale precipitates and no inter-precipitate scattering. The absolute SANS intensities, I(Q), were fitted to the following function, using a cube form factor [F(Q, R)][17] for the nanoscale carbide precipitation based on the TEM observations.
where Δρ is the difference in the neutron scattering length density (SLD) between the precipitate (\({\rho }_{\mathrm{p}}\)) and the matrix (\({\rho }_{\mathrm{m}}\)), \({\phi }_\text{p}\) is the precipitate volume fraction, f(R) is the applied Gaussian particle size distribution function, and Vp(R) is the volume of the precipitate particles with a radius R. The neutron SLD of the steel matrix is calculated to be \({\rho }_{\mathrm{m}}=\) 6.50 × 10–6 Å−2, and the \({\rho }_{\mathrm{p}}\) for the VC carbides is determined to be 3.46 × 10–6 Å−2. In addition to the scattering contribution from the nanoscale carbide precipitation, the matrix scattering due to the large precipitates (300 to 500 nm) is modeled with a Porod function (\(P(Q) = {K}_{\mathrm{p}}{Q}^{-4}\))[18] and a flat instrumental background is also considered in the performed model fitting analysis.
The gouging resistance was assessed by scratch tests using the Bruker UMT Tribolab, fitted with a standard Rockwell tip having a 120 deg cone angle and a 0.2 mm tip radius. Scratches of 15 mm in length were conducted at a speed of 0.1 mm/s at specific constant loads (50, 100, 200 and 400 N) on the surface. The scratches were performed 4 mm apart so that the tested area was free of strain from previous scratches. The scratch profiles were determined using a 3D optical profilometer (Olympus LEXT OLS4100). After determining the profiles of the scratches, the wear losses were measured as volume per length of scratch, in mm3 mm−1, by subtracting the area of the trench AT by those of the ridges (AR1 and AR2), as representatively shown in Figure 2(a). Data analysis was carried out using the MountainsMap® Imaging Topography v7.4 software. The morphology of the scratches from the top was observed using a Zeiss Supra 55VP SEM operated at 10 kV.

(a) Wear depth profile of a scratch. (b) Extraction of equivalent scratch from a curved WH track surface
Dual-indenter scratch tests can reveal the gouging resistance of a work-hardened surface by performing a small indenter scratch inside a large pre-scratched track.[19] This method has been proposed to rank materials based on their relative gouging abrasion resistance. Large work-hardened (WH) tracks were created by performing 15-mm-long scratches using the Bruker UMT Tribolab, fitted with a WC-Co ball with a 6.35 mm diameter. The applied load was 1500 N, and the sliding speed was 0.1 mm/s; 5 passes were required to reach saturation. Electron Backscatter Diffraction (EBSD) maps were conducted on the cross-sections of selected samples to observe the deformation under the WH tracks.
Once the WH track was created, gouging wear resistance was also assessed inside the WH track with a standard Rockwell tip having a 120 deg cone angle and a 0.2 mm tip radius. A 10-mm-long scratch was conducted at a speed of 0.1 mm/s at various constant loads (50, 100, 200, and 400 N) within the WH track. The profile produced by the WC-Co ball was used as a baseline, and the areas were obtained by integrating the profiles. Figure 2(b) shows the 2D profile from the optical profilometry of a scratch produced inside a WH track. The curvature of the WH surface was subtracted to obtain the profile of the scratch for wear loss analysis [Figure 2(a)].
3 Results
The evolution of hardness with the aging time for all the studied steels is given in Figure 3. The solution-treated HC steel (base steel) had a hardness of 227 ± 17 HV. With the V addition to the base steel, the hardness increased to 270 ± 17 HV and 287 ± 5 HV for the solution-treated HC-1 V and HC-2 V steels, respectively. Significant age hardening—of the order of 150 HV—is achieved within an aging time as short as 15 minutes in the V containing grades. With longer aging times, the hardness drops slightly. Characterization of the samples subjected to 15 minutes aging is presented in what follows.

Age hardening response of the HC, HC-1 V, and HC-2 V steels
Figure 4 shows optical micrographs of the 15-minutes aged HC-1 V and HC-2 V steels (labeled ‘aged HC-1 V’ and ‘aged HC-2 V’ from hereon out), which exhibit grain sizes of 121 ± 24 µm and 138 ± 20 µm, respectively. The HC grade displayed a grain size of the order of 250 µm. A moderate grain refining effect of V addition is thus present. Primary precipitates can be seen relatively evenly distributed in dendrite-like patterns within grain interiors though some carbides can also be seen on the grain boundaries. The microstructures were further observed using SEM imaging. EDS analysis of the sample containing 2 pct V is presented in Figure 5. No Mn and V segregation is seen over the 100 mm image (showing the efficacy of the present homogenisation treatment), while V containing primary precipitates are clearly seen. Image analysis of secondary electron images was employed to determine the size and fraction of primary particles (see Table II). The mean particle sizes fall in the range 300 to 500 nm. The volume fraction of submicron precipitates in the aged HC-2 V steel (2.74 ± 0.28 pct) was almost twice of that in the aged HC-1 V steel.

Optical micrographs of (a) aged HC-1 V steel, and (b) aged HC-2 V steel (aging for 15 minutes) at 1173 K (900 °C)

EDS maps of the aged HC-2 V steel (aged for 15 minutes)
In the solution-treated HC-1 V steel, only submicron particles were observed at grain boundaries, and no nanoscale precipitates were present in the grain interior. In contrast, a large population of nanoscale precipitates were observed in the aged HC-1 V steel [Figure 6(a)]. The nanoscale precipitates had cuboidal shapes, and their sizes were approximately 10 to 20 nm. EDS maps [Figure 6(c)] show that the nanoscale precipitates were composed of V and C and depleted of Mn. The electron diffraction pattern in Figure 6(b) confirms that the nanoscale precipitates are vanadium carbide (VC), having a cube-on-cube orientation relationship with the face-centered cubic austenitic matrix.[20]

TEM observations of the aged HC-1 V steel (aged for 15 minutes). (a) Bright-field image, (b) selected area diffraction pattern, and (c) STEM-EDS maps
Although TEM observation can reveal crystal structure and size of nanoscale precipitates, it probes a limited volume of material and hence cannot provide accurate statistical quantification of the precipitation size distribution and volume fraction. In contrast, SANS analysis can reveal information on the nanoscale precipitates in a bulk specimen with far greater statistical precision ostensibly due to the beam sizes used and the sample volume simultaneously probed.[21] The SANS patterns of the studied steels are shown in Figure 7(a).

(a) SANS patterns for the V-alloyed steels. (b) Size distribution of nanoscale precipitates determined from fitting to the SANS data
Note that for the two solution-treated specimens, the SANS intensities increase with the V addition. This is attributed to the enhanced matrix scattering arising from the formation of submicron precipitates in the size range of 300 to 500 nm in the V-alloyed steels. Figure 7(a) further shows the increased SANS intensities after aging and the development of signals in the Q-range < ~ 6 × 10–2 Å−1, which is caused by the formation of nanoscale precipitates in the size scale of approximately 10 to 20 nm in the aged steels. A marked difference in the Q-range of these signals is also observed in the aged steels that appears to be consistent with the particle size information. The size distribution of fine precipitates determined from fitting the SANS data is presented in Figure 7(b) for the aged HC-1 V and HC-2 V steels. Most of the fine precipitates are seen to be less than 20 nm in size, which is consistent with TEM observations. The particle sizes and volume fractions derived from the SANS data are presented in Table III. The mean size of precipitates in the aged HC-2 V steel is slightly larger than that in the aged HC-1 V steel. However, the size distribution peak of precipitates in the aged HC-2 V steels is broader and lower than that in the aged HC-1 V steels [Figure 7(b)], indicating a slightly lower volume fraction in the aged HC-2 V steel than the aged HC-1 V steel.
The gouging resistance was assessed by scratch tests at various loads (i.e., 50 to 400 N, see Figure 8). In Figure 8, the wear loss increases with an increasing load. However, the slope strongly depends on the V content and the heat treatment condition. With the 1 wt pct V addition, the solution-treated HC-1 V steel showed superior gouging resistance, compared to the solution-treated HC steel. Aging treatment further improves the gouging wear resistance of the HC-1 V steel. However, the aged HC-2 V steel only had slight improvement in gouging wear resistance over the aged HC-1 V steel. Aging lowered the material loss during gouging by up to a factor of three.

Wear loss induced by the scratch test as a function of applied load in the solution-treated HC, solution-treated HC-1 V, aged HC-1 V, and aged HC-2 V steels
Figure 9 shows the SEM observations of the scratch trenches on the as-heat treated surfaces. Traces of slipping and twinning were observed on the ridge of scratch trenches. The deformation traces in the solution-treated HC steel extended more than 100 µm away from the edge of scratch trench, but those in the aged V-alloyed steels were only about 50 µm wide. In addition, the surface of the scratch trench was smooth for the solution-treated HC steel, but cracks were observed in the scratch trenches of the aged V-alloyed steels.

SEM images of scratch trench surfaces. (a) solution-treated HC steel, (b) aged HC-1 V steel, and (c) aged HC-2 V steel
To evaluate the gouging wear resistance of a work-hardened surface, scratch tests were performed inside work-hardened wear tracks. The wear losses as a function of load are presented in Figure 10 (the scatter arises mostly from variability stemming from changes in scratch location in the prior groove and the impact this has upon accurately determining the baseline for the groove geometry analysis). The wear loss increased with increasing load, as would be expected, but the rate of increase dropped at higher loads for the aged samples. At lower loads, the non-aged samples displayed a lower degree of material loss than for aged samples. At higher loads, the aged samples showed similar or greater resistance to material removal compared to the non-aged samples.

Wear losses induced by scratch test as function of applied load in work-hardened gouge tracks
4 Discussion
The present work demonstrates that nanoscale vanadium carbides can be formed in a Hadfield steel with vanadium additions using a short 15-minutes aging treatment at 1173 K (900 °C). It is proposed that it is predominantly these carbides that are responsible for the potentially useful increases in hardness and gouging resistance seen in the study. However, the gouging resistance was not raised in all cases. Rationale for these observations is provided in what follows.
A number of authors have successfully employed the Orowan bypass model to analyze the strengthening contributions of vanadium carbide particles with a similar size range to those seen in the present work.[11,22,23,24,25,26] We adopt this model as a means of obtaining an (upper) estimate of the contribution of the present particles to the strength. The precipitation-strengthening effect (increase in the yield strength), \(\Delta \sigma \), can thus be given by
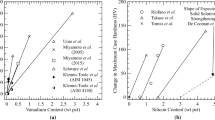
in which, b is the Burger’s vector (0.25 nm), G is the shear modulus (62 GPa), R is the mean radius of precipitates, and \({\phi }_\text{p}\) is the volume fraction. The SANS measurement provided important statistics on the size and volume fraction of nanoscale precipitates (Table III). The calculated precipitation strengthening contributed by primary and secondary VC carbides is listed in Table IV. A similar level of precipitation strengthening was reported for 0.9 wt pct V additions to a Fe-22Mn-0.6C matrix.[11] Assuming a strength/hardness ratio of 3.03:1,[27] the precipitation strengthening calculated by Ashby-Orowan equation is close to the measured hardness increase contributed by secondary precipitates (Table IV). This suggests that the present particles are indeed resistant to shearing, as assumed by the Orowan model.
To help understand the resistance to gouging in the present samples, the material loss upon gouging is plotted against hardness in Figure 11 for all of the tests performed at a load of 400 N. Wear loss was found to decrease with increasing the hardness for the as-heat treated condition [Figure 11(a)]. This correlates well with the depth of the scratch trench [Figure 11(c)]. The trench depth is one indicator of the severity of wear[28,29] and is of course expected to be heavily dependent upon material hardness. However, Figure 11(b) shows higher wear rates for the harder of the work-hardened samples. It is also seen that these are the solution-treated samples, which display higher work hardening most likely due to higher levels of carbon in the austenite matrix. It is known that wear resistance often increases with hardness up to a point, beyond which little change is seen.[30,31] A simple rationale for this phenomenon in the present case is that the harder work-hardened samples experience a loss in ductility which leads to higher rates of material removal.

Scratch and hardness parameters for scratches performed at 400 N. Material loss against hardness for (a) as-heat treated and (b) work-hardened conditions, respectively. (c) Trench depth and shoulder height established from scratch profiles. (d) Relationship between cutting-to-ploughing ratio, f, and scratch depth
To gain insight into this phenomenon, the cutting-to-ploughing ratio was established for the present scratch results using
where the terms are defined in Figure 2 above. High values of this term indicate greater amounts of material removal. A value of 1 reflects cutting and 0 indicates ploughing. The evolution of this parameter with the depth of the scratch is plotted in Figure 11(d). It is evident that the work-hardened samples show higher amounts of material removal (an increased tendency for cutting) despite lower scratch depths. The capability of a material to accommodate plastic deformation and to work-harden has a strong influence in its abrasive wear resistance and in the transition between ploughing, wedging, and cutting regimes.[29,32] This increase in the amount of cutting mode with work hardening has been seen by others[33,34,35] and can be attributed to damage accumulation and the concomitant loss of ductility.
A key objective of the present work was to explore a means of obtaining an increase the initial hardness of the high Mn steel (via precipitation strengthening) to improve the wear resistance during the initial stages of a product’s use. In this regard, the study has been successful. However, it turns out that the aged samples displayed lower capacities for work hardening. All the hardness results are summarized in Figure 12 along with the source of the hardness. The reduced amounts of work hardening that are seen in the aged samples can be evidenced also in the narrowed deformation zones adjacent to the scratches seen in Figure 9 and in the reduced penetration of deformation under the scratches illustrated in the Electron Backscatter Diffraction maps in Figure 13. Several authors have studied the interaction of twins with carbide precipitates in high Mn steels, and the effect on the work-hardening rate.[9,36,37] It was found that the presence of carbides did not block the propagation of micro-twins, although the carbides acted as obstacles for their propagation.[36,37] It is possible that this mechanism may also be contributing to the yield strength. However, carbon-depleted austenite around the carbides has been found to be more unstable and transformed into ε-martensite upon deformation.[36] Consequently, a decrease in the work-hardening rate at larger strains was seen.[9] As noted above, the origin of lowered work-hardening rates in the aged vanadium containing samples in the present study is likely to be the depletion of carbon from the matrix. The CALPHAD equilibrium level of C in the matrix at the present aging temperature is 0.41 wt pct C for both of the present V added grades. This deficit is something that can be readily remedied in an application of the present work in practice by adding carbon in conjunction with vanadium.

Contributions to strengthening determined in the alloys studied showing lower work-hardening increments in the precipitation-strengthened alloys

Inverse pole figure-colored EBSD maps of scratch trench cross-sections. (a) solution-treated HC steel and (b) aged HC-1 V steel. The inset shows the color key for the crystal lattice direction normal to the maps (Color figure online)
5 Conclusions
-
Short aging treatments of the order of 15 minutes at 1173 K (900 °C) are sufficient to generate a dispersion of nanoscale precipitates in a Hadfield steel containing 1 to 2 wt pct of vanadium. Steels subjected to this treatment display an increase in hardness and up to a factor three increase in gouging resistance in the as-processed state.
-
Small-angle neutron scattering and transmission electron microscopy experiments were performed to quantify the particle dispersion and Orowan precipitate hardening predictions made using the parameters thus obtained show good correspondence with the observed rates of age hardening, in agreement with previous studies, suggesting the precipitates are resistant to shearing.
-
After vanadium addition and aging, the work-hardened state steels showed a small reduction in work-hardening capacity and resistance to gouging, for low load gouging. This is believed to be due to carbon depletion from the matrix.
-
The addition of vanadium and a short aging treatment at 1173 K (900 °C) provides a promising pathway to imparting gouge resistance during the wear-in period of components made from Hadfield steel. For optimum performance, additional carbon should be added to maintain the solute carbon content of the matrix, and hence the matrix work-hardening rate.
Data Availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study.
Change history
16 February 2023
Missing Open Access funding information has been added in the Funding Note.
19 June 2023
A Correction to this paper has been published: https://doi.org/10.1007/s11661-023-07102-z
References
M. Lindroos, M. Apostol, V. Heino, K. Valtonen, A. Laukkanen, K. Holmberg, and V.T. Kuokkala: Tribol. Lett., 2015, vol. 57, p. 24.
J.H. Tylczak, J.A. Hawk, and R.D. Wilson: Wear, 1999, vol. 225–229, pp. 1059–069.
J.M. Silcock: J. Iron Steel Inst., 1973, vol. 211, pp. 792–800.
Z.C. Luo, J.P. Ning, J. Wang, and K.H. Zheng: Wear, 2019, vol. 432–433, p. 202970.
Z. Zhou, Z. Zhang, Q. Shan, Z. Li, Y. Jiang, and R. Ge: Metals, 2019, vol. 9, p. 299.
A. Ghaderi, G. Saha, T. Guo, D. Fabijanic, and M.R. Barnett: Wear, 2018, vol. 404–405, pp. 153–65.
L.B. Varela, G. Tressia, M. Masoumi, E.M. Bortoleto, C. Regattieri, and A. Sinatora: Eng. Fail. Anal., 2021, vol. 122, p. 105295.
J.O. Olawale, S.A. Ibitoye, M.D. Shittu, and A.P.I. Popoola: J. Fail. Anal. Prev., 2011, vol. 11, pp. 705–09.
Z. Liang, M. Huang, H. Yen, and C. Scott: Proceedings of the 2nd International Symposium on Automobile Steel, China Machine Press, 2013, pp. 113–17.
Ö.A. Atasoy, K. Özbaysal, and O.T. Ina: J. Mater. Sci., 1989, vol. 24, pp. 1393–398.
C. Scott, B. Remy, J.L. Collet, A. Cael, C. Bao, F. Danoixd, B. Malardc, and C. Curfse: Int. J. Mater. Res., 2011, vol. 102, pp. 538–49.
Q. Shan, T. Zhang, Z. Li, Z. Zhou, Y. Jiang, Y.S. Lee, and X. Luo: Steel Res. Int., 2021, vol. 92, p. 2000650.
Z. Zhou, Q. Shan, Y. Jiang, Z. Li, and Z. Zhang: Wear, 2019, vol. 436–437, p. 203009.
Q. Shan, R. Ge, Z. Li, Z. Zhou, Y. Jiang, Y.-S. Lee, and H. Wu: Wear, 2021, vol. 482–483, p. 203922.
K. Wood, J.P. Mata, C.J. Garvey, C.M. Wu, W.A. Hamilton, P. Abbeywick, D. Bartlett, F. Bartsch, P. Baxter, N. Booth, W. Brown, J. Christoforidis, D. Clowes, T. d’Adam, F. Darmann, M. Deura, S. Harrison, N. Hauser, G. Horton, D. Federici, F. Franceschini, P. Hanson, E. Imamovic, P. Imperia, M. Jones, S. Kennedy, S. Kim, T. Lam, W.T. Lee, M. Lesha, D. Mannicke, T. Noakes, S.R. Olsen, J.C. Osborn, D. Penny, M. Perry, S.A. Pullen, R.A. Robinson, J.C. Schulz, N. Xiong, and E.P. Gilbert: J. Appl. Crystallogr., 2018, vol. 51, pp. 294–314.
J. Ilavsky and P.R. Jemian: J. Appl. Crystallogr., 2009, vol. 42, pp. 347–53.
M. Thompson: J. Appl. Crystallogr., 2020, vol. 53, pp. 1387–391.
L.A. Feigin and D.I. Svergun: Structure Analysis by Small-Angle X-ray and Neutron Scattering, 1st ed. Springer, New York, 1987.
X. Xu, S. van der Zwaag, and W. Xu: Wear, 2015, vol. 322–323, pp. 51–60.
Y. Yazawa, T. Furuhara, and T. Maki: Acta Mater., 2004, vol. 52, pp. 3727–736.
Z. Wang, O. Muránsky, H. Zhu, T. Wei, A. Sokolova, K. Short, and R.N. Wright: Materialia, 2020, vol. 11, p. 100682.
M.I. Gol’dshteyn, V.M. Farber, A.A. Popov, and B.M. Bronfin: Phys. Met. Metall., 1976, vol. 41, pp. 143–49.
T. Gladman: Mater. Sci. Technol., 1999, vol. 15, pp. 30–6.
H.-H. Kuo, M. Umemoto, K. Sugita, G. Miyamoto, and T. Furuhara: ISIJ Int., 2012, vol. 52, pp. 669–78.
H. Gwon, J.K. Kim, S. Shin, L. Cho, and B.C. De Cooman: Mater. Sci. Eng. A, 2017, vol. 696, pp. 416–28.
H.J. Sung and S.J. Kim: Metall. Mater. Trans. A, 2019, vol. 50, pp. 5015–022.
J.T. Busby, M.C. Hash, and G.S. Was: J. Nucl. Mater., 2005, vol. 336, pp. 267–78.
Á. Kalácska, P. De Baets, H. Ben Hamouda, K. Theuwissen, and J. Sukumaran: Wear, 2021, vol. 482–483, p. 203980.
D. Rajaraman, V. Keim, K. Pondicherry, A. Nonn, S. Hertelé, and D. Fauconnier: Wear, 2021, vol. 476, p. 203712.
J.A. Hawk, R.D. Wilson, J.H. Tylczak, and Ö.N. Doǧan: Wear, 1999, vol. 225–229, pp. 1031–042.
J. Jiang, Y. Xie, W. Qian, and R. Hall: Miner. Eng., 2018, vol. 128, pp. 238–46.
K.H.Z. Gahr: Tribol. Int., 1998, vol. 31, pp. 587–96.
G. Saha: Abrasive Wear of Alloys for Ground Engaging Tools, Institute for Frontier Materials, Deakin University, 2017, p. 241.
X. Xu, S. van der Zwaag, and W. Xu: Wear, 2015, vol. 338–339, pp. 47–53.
X. Xu, S. van der Zwaag, and W. Xu: Wear, 2017, vol. 384–385, pp. 106–13.
H.W. Yen, M. Huang, C.P. Scott, and J.R. Yang: Scripta Mater., 2012, vol. 66, pp. 1018–023.
J.P. Chateau, A. Dumay, S. Allain, and A. Jacques: J. Phys: Conf. Ser., 2010, vol. 240, p. 012023.
Acknowledgments
This research was conducted by the Australian Research Council Industrial Transformation Training Centre in Alloy Innovation for Mining Efficiency (Project Number IC160100036) and funded by the Australian Government. The authors acknowledge the support of the ANSTO for providing the QUOKKA Small-Angle Neutron Scattering facility. Deakin University’s Advanced Characterisation Facility is acknowledged for use of the SEM and TEM instruments.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wang, J., Bruel, G., Wang, Z. et al. Hardening Due to Vanadium Carbides Formed During Short-Time Aging of Hadfield Steels. Metall Mater Trans A 54, 1213–1222 (2023). https://doi.org/10.1007/s11661-023-06976-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-023-06976-3