
Abstract
The most common method for characterizing the strength of brazed joints is uniaxial tension testing of single lap joints (SLJs). Standard interpretations depend on the assumption that the average shear stress at failure is the key metric in determining joint strength. However, it is evident from the geometry that the stress distributions must be inhomogeneous with shear lag type stress concentrations at the ends of the overlap regions. Eccentric loading causes overlap rotation and bending stresses that amplify the stress concentrations and result in geometric nonlinearity. Unfortunately, details of the distributions of normal and shear stresses on the braze needed to understand failure have not been presented. Thus, finite element analysis was used to quantify these stress distributions using 2D elastic and elasto-plastic models of monolithic stainless steel SLJs. Bending stresses and normal and shear stresses acting on the braze were determined over a wide range of overlap ratios and applied stresses. For all conditions, stresses are highly concentrated in a narrow region at overlap ends with peak normal stresses exceeding peak shear stresses. Variations in peak stresses with applied stress and overlap ratio were found to fully explain experimental joint strength data. Common interpretations based on the average shear stress at failure are found to be incorrect. Implications for testing, interpretation, and joint design are discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
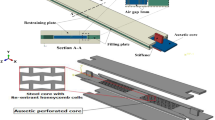
Single-lap joints are a simple and ubiquitous means of joining metal plates (or sheets). A common single-lap joint (SLJ) configuration is shown in Figure 1, where two plates of thickness t and width w are overlapped over a distance o and bonded together. Although the plates may be joined using fasteners or welds, an SLJ can be formed efficiently in a single-step process using a polymer adhesive or by brazing (Figure 1a) and both of these technologies have been the focus of much study in recent years.[1,2,3] Adhesive SLJs have become important for example in lightweighting by replacing riveted aluminum with adhesively bonded composites in aircraft and spot-welded steel with adhesively bonded aluminum in automobiles. Brazed joints are used in applications where some combination of high strength, high temperature operation, and corrosion resistance are required. In a single thermal cycle, brazing can transform inexpensive stamped-and-stacked sheet-metal elements into topologically complex structures such as high-specific-strength honeycomb panels or plate-fin heat exchangers for use in heat recovery and pollution control.

2-D monolithic single-lap joint (SLJ) geometry: (a) Sketch of ‘brazed’ region of SLJ and (b) simulation boundary conditions
Of particular interest here is that standardized uniaxial tension tests have been established to characterize the strength of both brazed[4,5] and adhesive[6,7,8] SLJs. To understand the strength values obtained, it is of course important to understand how stresses are distributed in a loaded SLJ. By inspection of Figure 1, it is evident that this must include a shear-lag type of distribution along the bonded interface and that the eccentric loading must lead to rotation of the overlapped portion of the sample and the associated bending stresses.[9]
In a seminal paper published in 1944,[10] Goland and Reissner (G&R) accounted for these features in a model of the stresses in an elastic SLJ loaded in uniaxial tension. They developed an analytical plane strain solution assuming that o >> t in the limit where the joining material becomes infinitely thin—i.e. a monolithic form as if cut from a single block in the shape of an SLJ where the joining layer has zero thickness. Although adhesive joints of wooden or plastic plates provided the motivation for this monolithic SLJ model, it applies to metal–metal adhesive joints in the limit of very thin and sufficiently stiff adhesives. Since the braze material in a brazed SLJ is thin (typically ≈ 50 to 100 µm thick) and has mechanical properties similar to those of the metals being joined, this type of model is especially appropriate for brazed SLJs.
The G&R model shows that both normal stresses, σzz, and shear stresses, τxz, act on the braze plane (coordinate axes are shown in Figure 1). These stresses are heavily concentrated near overlap ends and drop to virtually zero within about 2t of the ends of the overlap. G&R noted that the maximum braze normal stress is significantly larger than the maximum braze shear stress, providing a driving force for crack opening (Mode I fracture) along the braze, which they referred to as “tearing.” G&R also calculated the bending moment that arises from the eccentric loading and showed that the maximum longitudinal normal stress, σxx,max, adjacent to the braze plane is significantly larger than the nominal applied longitudinal normal stress, σapp, such that bending is the primary driver of the braze stresses. They also showed that, because overlap rotation reduces the load eccentricity, the peak values of σzz, τxz, and σxx increase with σapp at a decreasing rate. Additionally, it is evident that, since the rotation needed to minimize the eccentric loading decreases with increasing o/t, the peak values of σzz, τxz, and σxx decrease as o/t increases at constant σapp.[9] Thus, the stress distribution changes with o/t as well as with σapp. It is important to note that, because the stress distribution changes with applied load, the SLJ tensile test is geometrically non-linear.
While sensible, the G&R model includes three simplifying assumptions that limit its accuracy with respect to brazed joints: (1) It does not include plasticity, which is expected to reduce peak stresses and widen the stress distributions accordingly, and to facilitate overlap rotation at reduced applied/bending stress, significantly changing the stress distributions. (2) It was developed for o >> t, and despite the fact that it does account for o/t, the model’s accuracy is expected to decline as o/t decreases. Furthermore, many practical brazed SLJs have o/t ≈ 1, where the G&R model of separated shear-lag stress peaks at the ends of the overlap does not apply (Figure 20 in Reference 9). (3) It includes the assumption that the bending stresses are applied linearly at the ends of the overlap. However, the stress concentration at the reentrant corner is expected to significantly modify the distribution of these stresses (σxx), even in the absence of plasticity. More accurate models that account for these effects are needed.
The adhesives in adhesively bonded metal joints are typically much thicker and much more compliant than the brazes in brazed joints and are thus not well-described by this monolithic SLJ model. Perhaps as a result, much work has been done to understand the stress distributions in adhesively bonded joints, and this work has been thoroughly summarized.[1,2]
In contrast, relatively little has been done to further understand the stress distributions in brazed/monolithic SLJs. Digital image correlation,[11] photoelastic experiments,[12] and elasto-plastic finite element analyses (FEA)[13,14] confirmed that stresses are concentrated near the overlap ends, and digital image correlation[11] and elasto-plastic FEA[14] have been used to show that the braze stress distribution becomes less uniform as o/t increases. Strain gauge measurements and FEA[15,16] on thin adhesive SLJs confirmed that bending stresses decrease as o/t increases and increase at a decreasing rate as σapp increases. Notably, FEA was used to show that experimental fatigue data from brazed SLJs over a range of o/t collapsed onto a single S–N curve when plotted against the “local stress” at failure,[17,18] indicating the importance of understanding the peak stresses.
However, while these studies provide additional information relative to the predictions of the G&R model, accurate descriptions of the effects of plastic deformation and of a wide range of overlap ratios (including low o/t) and applied stresses on the magnitude and distribution of the normal and shear stresses in brazed metallic SLJs have not been presented. Even though some FEA studies showing stress distributions have been published, neither details of stress states, nor variations with σapp or o/t have been reported. Flom and Wang[14] conducted 2D elasto-plastic FEA of 347 stainless steel SLJs brazed with pure Ag, but reported only von Mises stresses while Riggs[13] conducted 2D elasto-plastic FEA of Inconel 718 monolithic SLJs but reported only principal strains. Neither Flom and Wang nor Riggs studied the effect of applied load or o/t on SLJ stress distributions independently. In both cases, each o/t was simulated at a different applied stress. Chen et al.[17] conducted 3D FEA of Inconel 625 SLJs (presumably elastic monolithic joints), but also did not report stress components as a function of σapp or o/t. They did, however, show that fatigue life depended on the “local stress” (which we take to mean the maximum equivalent stress) at the fillet, indicating the importance of knowing the locations and magnitudes of the maximum stresses. We have been unable to find any detailed description of how the stress components vary with σapp or o/t in brazed SLJs beyond G&R that could be used to interpret SLJ strength.
Unfortunately, the situation is even more dire, since even the distributions of the individual stress components σzz and τxz acting on the bonded plane as described by G&R are almost never used in interpretation of brazed SLJ strength. American Welding Society (AWS) standard C3.2[4] codifies procedures for tensile testing of brazed SLJs. It specifies sample dimensions and the range of overlap ratios (o/t) to be tested, as well as requirements to report the average engineering tensile stress in the base metal at failure (σSLJ = Pfail/wt, where Pfail is the load at failure) and the average engineering shear stress in the braze at failure (τSLJ = Pfail/ot). We refer to σSLJ as the “SLJ strength” and τSLJ as the “average shear stress at failure.” While AWS C3.2 purports to not specify how results should be interpreted, a de facto interpretation is provided. According to this standard, the relationship between σSLJ and o/t can be described by a “two-straight-line function”: At low o/t, σSLJ increases linearly with o/t and at high o/t, σSLJ is constant with o/t. AWS C3.2 further provides a plot (Figure 4.6 in Reference 4) showing that failure occurs by fracture along the braze along the low o/t line and by fracture in the base metal along the high o/t line. This echoes a common interpretation in which it is assumed that braze failure occurs at a critical shear stress that is related to τSLJ. Following this logic, the increase in σSLJ with o/t at low o/t arises from increasing overlap area (ot), which requires increasing applied stress to reach the critical shear stress. Once σSLJ reaches the ultimate tensile strength of the base metal, σUTS, the failure mode switches to base metal fracture at constant σUTS. Accordingly, it has become common in brazing research to ignore the actual stress distribution and report only τSLJ (e.g. References 19,20, through 21.). Furthermore, if this interpretation were correct, then a single measurement would provide the critical shear stress and thus the low o/t behavior while σUTS establishes the high o/t behavior. Accordingly, such studies often include only a few overlap ratios, or even just a single one (e.g. Reference 20.).
In previous work, we investigated the tensile strength of 316L[9] and 444[22] stainless steel SLJs brazed with two different corrosion-resistant amorphous braze filler metals. We used two different braze time/temperature cycles and made SLJs over the range 0.5 ≲ o/t ≲ 12. As per AWS C3.2,[4] we found ‘two-line’ σUTS vs. o/t behavior in our experiments.[9,22] Examples from 316L and 444 SLJs brazed with the same braze filler metal under identical braze conditions are shown in Figure 2. We also found both braze and base-metal failures, but showed that braze failures divide into fast fracture and stable crack propagation, leading to three distinct failure modes. Following the adhesive joint literature,[1,15] we refer to the latter as “peeling.”

Experimental ‘two-line’ variation in σSLJ with o/t in 316L and 444 stainless steel SLJs brazed with a Ni–Cr–P–Mo–Si braze filler metal (after Refs. [9] and [22]). All 316L samples failed by peeling in the braze while all 444 samples failed in the base metal indicating, contra AWS C3.2, that ‘two-line’ behavior does not require a change in failure mode
Importantly, although the common shear-based interpretation described above appears to explain the ‘two-line’ behavior, our results showed that it cannot be correct. First, τSLJ decreases continuously with o/t[9] (also reported in AWS C3.2[4]) and cannot represent a critical value. Second, the horizontal line at high o/t does not necessarily correspond to σUTS. In Figure 2, σUTS = 566 and 402 MPa for brazed 316L and 444 stainless steel SLJs respectively.[22] Third, the transition from one line of the ‘two-line’ behavior to the other does not correlate with a change in failure mode. In Figure 2, all of the 316L samples failed by peeling while all of the 444 samples failed in the base metal. Fourth, we found that peeling can occur to arbitrarily high o/t—that is, there is not a necessary transition to base metal failure with increasing o/t. Finally, we found no correlation between τSLJ and any aspect of SLJ failure behavior.
In the absence of a more complete stress analysis, we interpreted our results based on a qualitative analysis of the features of the stress distributions acting on the braze[9,22] that must be true based on G&R,[10] the adhesive SLJ literature,[1,2,6,15,16,23,24,25] and the limited work that has been done to characterize stress distributions in brazed/monolithic SLJs beyond G&R (e.g. References 11,12,13, through 14, 17, 18). We proposed that the ‘two-line’ behavior is instead due to the changes in the stress distributions along the braze—particularly the concentrations in σzz and τxz near overlap ends—with σapp and o/t. We characterized the microstructures in some detail and, by assuming that failure initiates when a critical stress and a critical flaw are collocated, we were able to describe the σSLJ vs. o/t behavior of all samples in terms of the stress distribution (determined by the SLJ geometry, primarily o/t), base metal properties (primarily plasticity, which determines the evolution of the stresses with load), and braze microstructure (which determines local failure stress).
In the present work, we use parametric 2-D plane strain FEA simulations to obtain a more detailed quantitative understanding of the stress distributions in brazed metallic SLJs and their variations with σapp and o/t. We chose 316L stainless steel for the base metal as it has properties that are well known and broadly representative of those of a wide range of metals used in brazed structures. We assigned the braze layer the same properties as the base metal, creating monolithic SLJs, both because the properties of a typical braze layer are similar to those of the base metal (usually within a factor of about two, compared with orders of magnitude difference between the adhesive and the base metal in adhesively-bonded SLJs where stress distributions have been more thoroughly characterized) and because this allows direct comparison with the monolithic joint results of G&R. We calculate the distributions of the braze normal (σzz) and shear (τxz) stresses as a function of both o/t and σapp in uniaxial tension for SLJs with a wide range of overlap ratios (o/t = 0.5–12) and applied stresses (σapp = 0–500 MPa). To quantify the effects of common simplifications made in FEA analyses and to compare with G&R, we obtained results using both small- and large-displacement elastic solutions. To quantify the effects of plasticity, we obtained results using plastic large-displacement solutions with power-law hardening. We compare our results with the predictions of Goland and Reissner and comment on implications for tensile testing of brazed metallic SLJs and reporting and interpretation of the data. These results provide insights about failures as well as information that can be used to develop predictive models for a wide range of SLJs.
2 Simulations
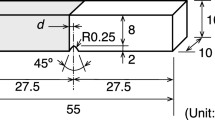
The stresses in SLJs loaded in uniaxial tension were studied using parametric 2-D plane strain FEA (Ansys Inc. Workbench/Mechanical 2020R1) under a variety of conditions (elastic vs. plastic material and small vs. large displacements). The model geometry (Figure 1) comprises two plates, both 60 mm long (x-direction) with thickness t = 3 mm (z-direction), that were overlapped over a length, o, and a 100 μm thick layer representing the braze between the plates having fillets with a radius of 100 μm at both overlap ends. We refer to each plate as an SLJ ‘leg,’ the overlapped portions of the plates as the ‘overlap region,’ and the portion of each SLJ leg that is outside the overlap as the ‘gauge section’ (Figure 1(b)).
Base metal properties were selected to match those of 316L stainless steel (SS) post braze cycle (Table I). Since the stiffness and strength of a finished braze are typically similar to those of the base metal plates that it joins, we assigned the same properties to the SLJ legs and to the braze, thus simulating a monolithic SLJ geometry. That is, each sample can be thought of as having been machined from a single block of 316L SS into the shape of the SLJ shown in Figure 1.
In cases where plastic deformation was modeled, isotropic power law hardening in the form
was used, where σi is the current local yield stress, σ0 the initial yield stress, G the shear modulus, \({\widehat{\epsilon }}_{pl}\) the equivalent plastic strain, and N the strain hardening coefficient. This is a modified Hollomon-style expression[26,27,28] and is expected to adequately describe strain hardening in stainless steels.[29]
The boundary conditions for the simulations were as shown in Figure 1(b): zero displacement on one end, uniform applied tensile stress (σapp) on the opposite end, and zero z-direction displacement on both sides of the plate over the outer 10 mm of each plate. All simulations used adaptive convergence[28] to ensure a mesh-independent solution. Simulations were run to completion with an initial mesh, and the errors at each node were evaluated using the error checking method of Zienkiewicz and Zhu.[31] A new mesh was generated with increased refinement in regions having errors above a certain level and the simulation was repeated. This process was repeated until convergence was achieved, with convergence defined as less than 1 pct change between iterations for the normal stresses in the longitudinal and thickness directions as well as the shear stress (all three stress components). Each convergence criterion was applied over the overlap region plus a portion of each SLJ leg (the 40 mm starting from the overlap end of the plate) to prevent mesh refinement near the boundary conditions.
For comparison, both small and large displacement solutions were calculated. In ‘small displacement’ solutions, sample deformation was not accounted for. The maximum applied stress was simply applied in a single step and the resulting stress distribution calculated for the specified geometry. In ‘large displacement’ solutions, an iterative Newton–Raphson method was employed which accounts for sample deformation, updating sample geometry until any unbalanced forces were minimized.
To study the effects of overlap ratio (o/t) and applied stress (σapp) on the SLJ deformation and stress distributions, nine parametric analyses were conducted under each of the following conditions: elastic small displacement (ESD), elastic large displacement (ELD), and plastic large displacement (PLD). Four “o/t series” parametric analyses were completed for o/t = 0.5, 1, 2, 4, 6, 8, and 12 at σapp = 150 MPa (ESD and ELD) and at σapp = 300 MPa (ELD and PLD). Five “load series” parametric analyses were completed for σapp = 100, 200, 300, 400, and 500 MPa at o/t = 2 (ESD, ELD, and PLD), 6 (PLD), and 12 (PLD).
3 Results
The adaptive convergence criteria (less that 1 pct variation between iterations for σxx, σzz, and τxz) were met for all simulations, indicating that mesh-independent solutions were achieved. Additionally, the final meshes appeared sensible with smooth surface contours and stress gradients. For example, the portion of the final mesh at the fillet and surrounding area for the PLD simulation with o/t = 6 at σapp = 500 MPa is shown along with the shear stress field in Figure 3.

Final mesh and shear stress field at the fillet and surrounding area for the PLD simulation with o/t = 6 at σapp = 500 MPa. Inset shows location and orientation
Eccentric loading results in rotation of the overlap section by an angle β relative to the load axis as shown in Figure 4. This angle (see Figure 4a inset) was calculated using the initial and final positions of one point on each end of the centerline of the overlap. The o/t series results (Figure 4a) show that β decreases as o/t increases at constant σapp. A visual representation of this deformation is provided in Figure 5 (ELD, σapp = 150 MPa), where the deformation has been magnified for effect. The load series results (Figure 4b) show that as σapp increases at constant o/t, β increases linearly for ESD and at a decreasing rate for ELD simulations. When plasticity is included, overlap rotation at a given σapp and o/t is considerably enhanced compared with ELD or ESD models and the rate of increase of β increases with σapp before becoming constant.

Angle of rotation β (see inset in a) vs. (a) overlap ratio (numbers in legend indicate applied stress in MPa) and (b) applied stress (numbers in legend indicate overlap ratio) for plastic large displacement (PLD), elastic large displacement (ELD), and elastic small displacement (ESD) analyses

Deformed SLJs (gray, deformation × 10, ELD, σapp = 150 MPa) with undeformed wireframe illustrating a substantial decrease in overlap rotation with increasing overlap ratio o/t. Images shown at o/t values of (a) 0.5, (b) 1, (c) 2, (d) 4, (e) 6, (f) 8, and (g) 12
Stress distributions were investigated by retrieving the braze normal (σzz) and shear (τxz) stress results along the longitudinal centerline of the 100 μm thick ‘braze’ between the plates (Figure 1(a)) at 200 points equally spaced between the overlap ends. These stresses are plotted for ELD and PLD o/t series at σapp = 300 MPa in Figure 6. The primary feature of these stress distributions is that both the braze normal and shear stresses are heavily concentrated near the ends of the overlap, with the maximum values coming at the ends themselves. For o/t ≳ 4, starting at the ends of the overlap and moving inwards, the braze shear stresses decline rapidly and approach zero while the braze normal stresses are strongly tensile at the ends of the overlap, rapidly cross zero to become modestly compressive, and then approach zero. Thus, for o/t ≳ 4, there exists a region in the middle of the overlap where the stresses acting on the braze plane are essentially zero. For o/t ≲ 2 the stress distributions from the two overlap ends sum such that large shear and compressive braze stresses arise in the middle of the overlap, which increase in magnitude with decreasing o/t. However, even at these low overlap ratios, braze stresses are still heavily concentrated near the overlap ends and are much lower in the middle of the overlap.

Stress distributions along the braze for all seven overlap ratios (o/t) at an applied stress of 300 MPa: (a and b) ELD and (c and d) PLD solutions for (a and c) braze normal stress, σzz, and (b and d) braze shear stress, τxz
To characterize variations in the peak values of σzz, τxz, and σxx (i.e. σzz,max, τxz,max, and σxx,max) with o/t and σapp, the maximum stresses are shown for the overlap series in Figure 7 and for the load series in Figure 8. The maximum braze normal and shear stresses normalized by σapp (i.e. σzz,max/σapp and τxz,max/σapp) are presented in Figures 7(a) and (b) for the overlap series and in Figures 8(d) and (e) for the load series, respectively. Quantifying bending is more challenging. Overlap rotation results in bending stresses that are difficult to quantify near the overlap end as the stresses there are dominated by the stress concentration associated with the reentrant corner. This is especially difficult in simulations that include plastic deformation since the bending stress distribution across the plate thickness even in the gauge section some distance outside the overlap is no longer expected to be linear. To provide an unambiguous value that can be used to quantitatively assess the effects of bending, we refer to the maximum longitudinal tension in the gauge section 1t away from the overlap end, σxx,max,1t, which occurs on the braze side of the plate. This value is related to the bending stress σbend,1t = σxx,max,1t – σapp at that point. Since σbend,1t and the bending stress σbend at the overlap end must scale with overlap rotation in a similar manner, we use σxx,max,1t as a proxy for σbend, i.e. for the additional stress due to bending at the end of the overlap. To compare with the maximum braze normal and shear stresses, σxx,max,1t is shown normalized by σapp for the overlap series in Figure 7(c) and as absolute and normalized values for the load series in Figures 8(c) and (f), respectively. This value is important since, as shown by G&R,[10] σbend can easily exceed σapp, a condition which is indicated by σxx,max,1t/σapp > 2 in Figures 7(c) and 8(f).

Maximum braze normal (a) and shear (b) stresses, as well as (c) maximum longitudinal tension 1t from the overlap end (σzz,max, τxz,max, and σxx,max,1t, respectively) normalized by the applied stress (σapp) as a function of overlap ratio (o/t) from ESD and ELD simulations at an applied stress of 150 MPa and from ELD and PLD simulations at an applied stress of 300 MPa

Maximum braze (a) normal and (b) shear stresses, as well as (c) maximum longitudinal tension 1t from the overlap end (σzz,max, τxz,max, and σxx,max,1t, respectively), and those same stresses normalized by the applied stress (σapp), i.e. (d) σzz,max/σapp, (e) τxz,max/σapp, and (f) σxx,max,1t/σapp, from ESD and ELD simulations at an overlap ratio of 2 and from PLD simulations at overlap ratios of 2, 6, and 12 as a function of σapp
For elastic analyses, σxx,max,1t/σapp decreases approximately linearly with increasing o/t at constant σapp (Figure 7(c)). This represents a decrease in bending stress with increasing o/t that is consistent with the decrease in β (Figure 4(a)). Interestingly, differences in σapp and choice of small or large displacement methods have very little effect on σxx,max,1t/σapp for elastic analyses. Plasticity significantly decreases σxx,max,1t/σapp (Figure 7(c)), and thus σbend, as it increases β (Figure 4(a)).
For o/t ≥ 4 and elastic analyses, σzz,max/σapp (Figure 7(a)) and τxz,max/σapp (Figure 7(b)) follow similar trends, decreasing approximately linearly with increasing o/t with relatively little effect of σapp or choice of small or large displacement methods. However, for o/t ≤ 2.0, a local minimum appears that is not evident in the σxx,max,1t/σapp data (Figure 7(c)). This minimum is also clearly visible in Figures 6(a) and (b). Additional simulations with increased o/t resolution (not shown) reveal that this local minimum occurs specifically at o/t = 1 and that it persists when the adaptive convergence criterion is reduced from 1 to 0.1 pct, suggesting that it is not an artifact. Consistent with the bending stresses, elasto-plastic analyses result in significantly lower values of the maximum braze stresses at all o/t. In addition, the clear local minimum at o/t = 1 visible in the ESD and ELD simulations is not present in the PLD solutions. Instead, the data at o/t = 0.5 and o/t = 1 are shifted up so that the points at o/t = 1 are more in line with the trend at higher o/t, while the points at o/t = 0.5 are now much higher than that trend. It is important to note that, even in the PLD simulations, the braze normal and shear stress concentrations are large, particularly at low o/t.
Figures 8(a) through (c) show how the stresses due to bending and the maximum braze normal and shear stresses increase with increasing σapp at constant o/t. The ESD values increase linearly. The ELD values for bending and the maximum braze normal stresses increase at a decreasing rate while the maximum shear stress increases linearly. For the PLD analyses, all three maximum stresses increase at a lower rate and that rate decreases faster with increasing σapp such that the maximum stresses are significantly lower than those from the elastic analyses. When the maximum stresses in Figures 8(a) through (c) are normalized by σapp in Figures 8(d) through (f), it is easy to see that, with the exception of the ESD case, the stress concentrations due to bending and along the braze decrease with increasing applied stress. For a joint with o/t = 2 the PLD simulations show that the braze normal stress concentration factor drops from ~ 4.3 to ~ 3.0 as σapp increases from 100 to 500 MPa.
To show the stress distributions near the overlap ends in more detail, the stress distributions shown in Figure 6 are presented in Figure 9 with reduced axis ranges. At all o/t and σapp, the stress concentrations at overlap ends are quite narrow. For o/t ≥ 4, the braze normal stresses cross zero at about 0.9 mm (0.30t) and at about 1.1 mm (0.36t) of the overlap end for ELD (Figure 9(a)) and PLD (Figure 9(c)) simulations, respectively, regardless of o/t. Moving further into the overlap, σzz becomes mildly compressive, then declines to essentially zero within 1–2t of the overlap end (not shown). The braze shear stresses drop below half of σapp within 0.7 mm (0.23t) and 0.8 mm (0.26t) of the overlap ends for ELD (Figure 9(b)) and PLD (Figure 9(d)) simulations, respectively. In this high o/t regime, for both ELD and PLD analyses τxz is less than 30 MPa at 1t and is effectively zero within 1-2t of overlap ends. For o/t < 2, the situation is different. The stress distributions associated with the two overlap ends interact and the shear stresses remain high across the entire overlap (Figures 9(b) and (d)). Nonetheless the peak stresses remain narrowly concentrated at the ends of the overlap. For example, the braze normal stresses in this regime remain tensile for only a few hundred micrometers from the overlap end (Figures 9(a) and (c)).

ELD and PLD solutions for σapp = 300 MPa for (a and c) braze normal stress, σzz, and (b and d) braze shear stress, τxz, with reduced axis range to focus on the stresses near the overlap end
The values of τxz from ELD and PLD analyses are directly compared in Figure 10. As expected, the inclusion of plasticity redistributes the load, decreasing peak stresses very near the ends of the overlaps and increasing stresses further from the overlap end. However, the redistribution effects are rather subtle compared to the reduction in peak stresses (Figures 6(b) and (d), 7(b), and 8(b) and (e)).

PLD (solid lines) and ELD (dashed lines) solutions for braze shear stress (τxz) within one plate thickness of the overlap end for overlap ratios (o/t) of 0.5, 1, and 2 at σapp = 300 MPa
The overall deformation and size and shape of the plastically deformed zones are illustrated with PLD solutions for the o/t series at σapp = 300 MPa in Figure 11 and for the load series at o/t = 2 and 6 in Figure 12. In these images, the region in which the von Mises equivalent plastic strain is greater than 0.1 pct is indicated in dark blue against the deformed SLJ in grey and a wireframe showing the outline of the SLJ prior to deformation.

PLD solution for SLJs with applied stress of 300 MPa at different overlap ratios (o/t) showing regions where the plastic von Mises equivalent strain exceeds 0.1 pct (dark blue) within the deformed SLJ (gray) and the undeformed SLJ (wireframe). Deformation = true scale. Images shown at o/t values of (a) 0.5, (b) 1, (c) 2, (d) 4, (e) 6, (f) 8, and (g) 12 (Color figure online)

PLD solution for SLJs at overlap ratios (o/t) of 2 (a through e) and 6 (f through j) and increasing applied stress showing regions where the plastic von Mises equivalent strain exceeds 0.1 pct (dark blue) within the deformed SLJ (gray) and the undeformed SLJ (wireframe). Images shown at applied stress values of (a and f) 100 MPa, (b and g) 200 MPa, (c and h) 300 MPa, (d and i) 400 MPa, (e and j) 500 MPa. Deformation = true scale (Color figure online)
Starting with the largest overlap, o/t = 12 in Figure 11, a small plastically deformed region can be seen on the inside face of the gauge section just outside the overlap due to bending and a very small plastically deformed region can be seen inside the overlap at overlap ends due to the concentrations in σzz and τxz there. As o/t decreases, the size of the plastically deforming region in the gauge section increases steadily due to the increasing bending (Figure 7(c)) and the size of the plastic zone within the overlap increases due to the increase in the magnitude and the extent of the stress concentrations there (see Figures 6(c) and (d) and 7(a) and (b)), eventually reaching the point where SLJs with o/t ≲ 1 are plastic across the full braze length (Figures 11(a) and (b)). Note that overlap rotation eventually causes plastic deformation in compression on the outside face of the SLJ leg near overlap ends for o/t ≤ 2, forming a plastic hinge.
Figure 12 shows how the size and shape of the plastically deformed regions evolve with increasing σapp. As σapp increases, the size of the plastically deforming region in the gauge section increases steadily due primarily to the increasing bending (Figure 8(c)) and the size of the plastic zone within the overlap increases due to the increase in the magnitude and the extent of the peak stresses there (Figures 6(c), (d) and 8(a) and (b)), eventually reaching the point where SLJs with o/t ≲ 2 are plastic across the full braze length (for σapp = 400 MPa, Figure 12(d)). At high enough applied stresses and short enough overlaps, the material on the outside faces of the SLJ near overlap ends deforms plastically in compression forming a plastic hinge (Figures 12(c) through (e) and barely visible but present in Figure 12(j)). Note that SLJs with the same σapp and different o/t have vastly different stress/strain states.
4 Discussion
While previous analyses were qualitative[9,22] or incomplete,[10,11,12,13,14,15,16,17,18] the finite element simulations presented here allow us to quantify the effects of overlap ratio (o/t), applied stress (σapp), and plastic deformation on the stress distributions in brazed single-lap joints (SLJs) loaded in uniaxial tension in some detail.
4.1 Elastic Solutions
The elastic solutions show that the original G&R analytical model[10] is reasonably accurate at high o/t. They reveal typical shear-lag stress distributions with large braze normal (σzz) and shear (τxz) stresses that are concentrated near the ends of the overlap, as shown in Figure 6. This is unsurprising since similar shear-lag distributions are seen in many cases where a loaded body subjected to uniaxial stress along its length transfers load to a discontinuous adjacent parallel body by shear (e.g. plate-reinforced beams[32,33] and thin films on substrates[32,33]). G&R also noted that these stresses are amplified in SLJs by the bending that arises from the eccentric loading and predicted both that peak stresses would be much larger than the applied stress and that peak normal stresses would exceed peak shear stresses, providing a driving force for Mode I crack opening failure. Our elastic solutions confirm those predictions as shown in Figures 7(a) and (b).
Our simulations further quantify these effects using realistic boundary conditions and extend them to low o/t and a wide range of applied stresses. We see that the form of the stress distribution divides naturally into two regions: one at high overlap ratios, o/t ≥ 4, where the stress peaks at overlap ends are well separated and the stresses σzz and τxz acting on the middle of the braze (away from overlap ends) are effectively zero (i.e. the stress distributions studied by G&R), and another at low overlap ratios, o/t ≤ 2, where the stress fields from the two overlap ends sum together (Figures 6 and 9), ultimately leading to large values of σzz and τxz all along the braze line (except where σzz crosses zero).
At high overlap ratios (o/t ≥ 4), the peak stresses depend on σapp, o/t, and overlap rotation in a logical manner. The rotation needed to eliminate the eccentric loading increases with decreasing o/t. Thus, the bending stresses and the peak braze stresses increase with decreasing o/t at a given σapp as shown in Figures 6 and 7. The stress concentrations, σzz,max/σapp, and τxz,max/σapp, at o/t = 12 are large at ~ 3.4 and ~ 2.0, respectively, and increase linearly with decreasing o/t (Figures 7(a) and (b)). In addition, for a given o/t, eccentricity decreases as overlap rotation increases with increasing σapp. As is evident in the ELD solutions in Figures 8(a) and (c), the peak stresses σzz,max,1t and σxx,max increase with σapp at decreasing rates. This is because each increment of σapp produces less additional bending moment than the previous one. That is, the stress concentrations decrease with increasing σapp (Figures 8(d) and (f)).
At low overlap ratios (o/t ≤ 2), the dependence of the peak stresses on σapp, o/t, and overlap rotation is more complex. Mesh independence suggests that the local minima in σzz,max and τxz,max at o/t = 1 in Figures 7(a) and (b) (also visible in Figure 6(a) and (b)) are real. Note that rotation (Figure 4(a)) and bending (Figure 7(c)) continue to increase monotonically with decreasing o/t in this region, so this behavior must be due to the change in stress distribution (i.e. the interaction between the two stress distributions) alone. One way to interpret this is that the peak braze stresses initially decline with decreasing o/t as the stress distribution spreads out and the load is transferred over a larger area, but then increase rapidly as the decreasing area begins to dominate. If this is the case, then it is possible that decreasing area contributes to increasing stress—but only at o/t < 1. Nonetheless, even though the values of σzz, and τxz in the middle of the braze become large in this region, stresses remain highly concentrated at overlap ends (Figures 6, 9, and 10) and increase with decreasing o/t, showing that, even in this regime, variations in peak stresses with o/t depend on variations in bending moment.
The importance of the bending stresses in elastic solutions should not be underestimated. The eccentric loading intrinsic to SLJs (Figure 1) leads to overlap rotation (Figure 4) and bending stresses (e.g. very high longitudinal stresses, σxx, on the inside face of the loaded leg) at overlap ends. This in turn substantially amplifies the braze shear-lag stresses (Figures 6 through 8). Even one plate thickness away from the overlap, σxx,max,1t (our proxy for the bending stress) is greater than 2σapp for o/t < 8 (Figures 7(c) and 8(f)) showing that the bending stress dominates in determining the peak braze stresses at lower o/t.
We included both ESD and ELD results to illustrate the effect of the geometric non-linearity. Since the ESD solution does not account for this, the variations in σzz,max, τxz,max, and σxx,max with σapp are linear by definition for those analyses (Figures 8(a) through (c)). As expected, the difference between ESD and ELD solutions increases with σapp as the rate of increase in ELD peak stresses decreases due to decreasing eccentricity. This phenomenon was predicted by G&R, but while their solution does account for bending, a simple linear distribution of bending stresses was assumed. Thus, we expect the G&R solution to be more accurate than our ESD simulations, but less accurate than our ELD simulations. The difference between the ESD and ELD solutions is small. This is because the elastic strains, and thus the associated reductions in eccentricity, are small.
4.2 Effects of Plasticity
In contrast, the effects of plasticity are dramatic. Plastic deformation substantially reduces the bending stresses associated with a given rotation (Figures 7c, 8(c) and (f)). This significantly reduces σzz,max and τxz,max at all overlap ratios and applied stresses (Figures 6, 7(a), (b), 8(a), (b), (d), and (f)). In addition, it significantly increases the rotation at a given o/t (Figure 4a) or σapp (Figure 4b), thus changing the joint geometry and enhancing the geometric nonlinearity. Consequently, the rate of increase in σzz,max and τxz,max with σapp decreases significantly with increasing σapp at constant o/t (roughly 50 pct as σapp goes from 0 to 500 MPa); σbend, σzz,max, and τxz,max decrease significantly as o/t increases at constant σapp (roughly 50 pct as o/t goes from 0.5 to 12); and the reduction in the stress concentrations with increasing o/t (Figure 7) and σapp (Figures 8(d) through (f)) is larger than in elastic solutions.
Surprisingly, plasticity does not widen the stress distributions very much. Since plasticity reduces the peak stresses, the stress peaks must be wider (load must be distributed over a larger area at a given σapp and o/t). This is indeed the case, as shown in Figures 9 and 10, but at constant σapp plasticity reduces the bending stresses (primarily due to rotation and reduced eccentricity) and the peaks are so narrow that the effects on the widths of the stress distributions are minimal. In addition, the increased rotation must lead to larger braze normal stresses (since the component of load in the braze normal direction becomes non-zero for β > 0) and load transfer over a larger faction of the braze; but these effects are small because the rotations are small. For o/t ≥ 4, the tensile values of σzz are reduced to zero only about 22 pct further into the overlap in the PLD case compared with the ELD case, and for τxz, the differences between the ELD and PLD cases are very small such that by about 1t from the overlap end the stresses from these two models are essentially the same. For o/t ≤ 2, the ELD and PLD stress distributions are only slightly different (Figures 9 and 10), even when plasticity extends along the entire overlap. Thus, even though incorporation of plasticity into the model significantly reduces the peak stresses, the overall form of the stress distribution remains nearly the same. The stresses acting on the braze plane remain highly concentrated at overlap ends at all σapp and o/t.
The effects of the variations in stress distribution with o/t and σapp on plasticity are striking, as shown in detail in Figures 11 and 12, respectively. Increases in the extent of the plastically deformed zone with increasing σapp graphically illustrate the effects of the geometric nonlinearity while changes in the shape of the plastically deformed zone with decreasing o/t depict the effect of joint geometry. In particular, the distinction between low overlap ratio (o/t ≤ 2) behavior, where a region of high stress extends along the entire braze, and high overlap ratio (o/t ≥ 4) behavior where high stresses are concentrated at overlap ends can be clearly seen. Formation of a compressive plastic region on the outer surface of the SLJ leg near the overlap as part of a partially-plastic hinge illustrates the role of plasticity in enhancing geometric nonlinearity by facilitating overlap rotation at reduced stresses. It is interesting to note that plasticity effectively eliminates the local minima in peak stresses with o/t seen in elastic solutions (Figures 7(a) and (b)) at low o/t.
4.3 Comparison with Experiments and Other Models
The main value in stress models such those presented here lies in the ability to guide interpretation of experimental test data. A crack will initiate wherever a sufficiently high stress and a critical flaw are collocated and will propagate depending on material characteristics and the evolution of the stress distributions with crack motion. Thus, knowing where peak stresses occur and their magnitudes relative to the applied loads makes it possible to understand qualitatively when, where, and how failure will occur.
Since a complete stress analysis didn’t exist, we had interpreted our previous experimental results[9,22] based on a qualitative analysis of the distributions of σzz and τxz as a function of σapp and o/t based on G&R,[10] the adhesive SLJ literature,[1,2,6,15,16,23,24,25] and reports of a small number of studies in which von Mises stress or principal strain distributions in brazed/monolithic SLJs were characterized (e.g. References 11,12,13,14, 17, 18). The present results show that our previous analyses were qualitatively correct—with two exceptions. We had said that stresses would be concentrated at overlap ends with σzz,max > τxz,max, that both σzz,max and τxz,max would increase with decreasing o/t due to bending, and that both σzz,max and τxz,max would increase with increasing σapp at a decreasing rate due to decreasing eccentricity. The FEA results presented here show these to be true and quantify those relationships, as well as the effects of bending and plasticity. Importantly, the behavior at low o/t, which had not been previously reported, is elucidated. The first exception is that we had said in our previous analysis that the stress distributions should become more uniform with decreasing o/t as the stresses in the middle of the braze increased.[9] The present FEA results confirm this to be correct for the shear stresses, where the ratio of τxz,max to τxz in the middle of the braze decreases as τxz increases in the middle of the braze (Figures 6(b) and (d)). However, this is not the case for the normal stresses where σzz,max becomes more tensile while σzz in the middle of the braze becomes more compressive with decreasing o/t (Figure 6(a) and (c)). The second exception is that we had assumed in our previous analysis that plasticity would cause the stress concentrations to be wider compared with elastic solutions.[9] However, the FEA results show that the peaks are only marginally wider and remain narrow, with σzz, and τxz effectively reaching zero within 1t of overlap ends for both elastic and plastic solutions.
The FEA results presented here do not change the interpretation of our experimental results.[9,22] We conducted tensile tests of o/t series using six different base metal/brazing filler metal combinations. In all cases of braze failures, cracks initiated at overlap ends where the model shows the stresses are highest. For braze failures at high o/t where stress peaks at overlap ends are widely separated, samples fail by peeling (stable crack propagation) where, as material in the loaded leg is released from the constraint of the unloaded leg, it deforms plastically, relaxing the applied stress and stabilizing the crack. When the remaining overlap length becomes sufficiently short that the stress is high all along the interface, the crack proceeds by fast fracture because plasticity can no longer stabilize the crack. Joints with initially small o/t fail by fast fracture for the same reason. If the braze is sufficiently strong, the sample will experience base metal failure. Those failures occur near the overlap for lower o/t due to the higher bending stresses there and will tend to move away from the overlap as o/t increases and the bending stress decreases (see Figures 7(c) and 11(d) through (g)). Thus, the failure modes and locations are consistent with the stress distributions described here.
The applied stress levels at which failures occur are also consistent with these stress distributions: σSLJ is lower at low o/t where stress concentrations are higher and higher at high o/t where stress concentrations are lower. Note that this is true regardless of the failure mode, as shown in Figure 2. It is clear that the ‘two-line’ behavior is due to the changes in the peak braze stresses with σapp and o/t—in particular how the bending and maximum braze stresses decrease as o/t increases (Figures 6 and 7) and increase at a decreasing rate as σapp increases (Figures 8(a) through (c))—and not due to changes in failure mode as is often assumed.[4] Furthermore, although we fit the data in our experimental work with two lines,[9,22] there is no indication in the FEA simulations of a sharp transition in the variation of the peak stresses with o/t. The smooth variations in σxx,max,1t, σzz,max, and τxz,max with o/t (Figure 7) suggest that the slope of σSLJ vs. o/t should instead decrease continuously with increasing o/t over some range. This has also been discussed elsewhere.[11] The data in Figure 2 can be equally well fit with smooth curves and previously published results with reasonably high data densities[11,34] support this idea.
Few other models exist with which direct comparisons can be made. The closest is the analytical model of Goland and Reissner,[10] with which our models provide good qualitative agreement, as described above, including the effects of σapp and o/t. However, the G&R model is limited to the high o/t regime. Other brazed SLJ FEA results[13,14,17] agree qualitatively but don’t report σzz and τxz separately and don’t account for variations in σapp and o/t. To our knowledge there are no other studies of stress distributions at low o/t.
4.4 Implications for Testing, Interpretation, and Design
This work has significant implications for the experimental testing of brazed SLJs and the interpretation of these data. First and foremost, this work—in combination with past experimental work[9,22]—unequivocally explains in detail and illustrates with simulated stress distributions why the commonly assumed average shear stress failure criterion based on τSLJ is inappropriate for brazed SLJs. First, Mode I σzz braze stresses are greater in magnitude than Mode II τxz braze stresses (Figures 6, 7, and 8)—making a shear-only failure criterion inappropriate. Second, both of these braze stresses are heavily concentrated near the ends of the joint (Figure 6)—making an average stress failure criterion inappropriate.
Subsequently, all aspects of common brazed SLJ data interpretation that are based on an average shear stress failure criterion should be abandoned. First, since there is no correlation between τSLJ and any aspect of the stress field or failure, researchers should not use it as an indicator of braze strength and AWS should drop the requirement to report τSLJ from the AWS C3.2 standard.[4] Second, since the form of the σSLJ vs o/t curve is clearly not determined by failure mode transitions (Figure 2), reference to a transition from braze failure to base metal failure as the reason for the ‘two-line’ curve in should be removed from the AWS C3.2 standard—indeed the expectation that the σSLJ vs o/t behavior should follow two straight lines at all should also be removed. Third, since the stress distribution along the braze is decidedly mixed with σzz,max > τxz,max, further confusion could avoided by referring to this sample geometry by the purely geometric name “single-lap joint” and avoiding the names “single-lap shear” or “lap-shear” joint.
Instead, the key attributes of the actual stress distributions—i.e. the facts that stresses remain highly concentrated at overlap ends (Figure 4), that σzz,max significantly exceeds τxz,max, and the variations in σzz,max and τxz,max with o/t (Figures 6 and 7) and σapp (Figures 8(a) through (c))—should be accounted for in testing and interpretation. First, σSLJ accurately represents strength of a brazed SLJ and should be reported. Second, since the peak braze stresses, and thus σSLJ, are strong functions of o/t, data taken at different o/t cannot reasonably be directly compared. Tests should be conducted at a wide enough range of o/t to reveal both low- and high-o/t behavior. Third, since knowledge of the failure mode is not provided by the σSLJ vs. o/t behavior, failure modes (fast fracture, peeling, or base metal failure) should be reported in all cases.
Additionally, knowledge of the actual stress distributions provides insight into a number of steps that can be taken during braze joint design to increase strength. First, joint strength can be increased by increasing o/t. Second, base metal plates can be bent before brazing to reduce initial eccentricity.[10,12,35] Third, the outward edges of the base metal plates can be tapered to reduce the discrete jump in section stiffness that leads to a shear-lag stress distribution[36] or the inward edges of base metal plates can be tapered and aligned to reduce eccentricity (scarf joints). Our FEA results suggest that, since stresses are highly concentrated at overlap ends at all o/t, these methods should be effective over a wide range of o/t. Finally, functionally grading adhesive stiffness and yield strength along the length of the joint has also been used to decrease the discrete jump in section stiffness and thus decreases joining layer stresses.[37,38] However, longitudinal functional gradation is not expected to be an effective strategy to increase braze joint strength[39] both due to the difficulty in keeping liquid brazing filler metals where they are placed due to capillary flow and since the braze is so thin and the stress concentrations so narrow that it is not evident that the braze stresses could be spread out over a large enough area to make a substantial difference.
4.5 Comments on Accuracy and applicability
Our FEA simulations are expected to be quite accurate. Use of adaptive convergence with tight convergence criteria minimizes discretization and linearization errors and ensures mesh-independent solutions. A few points are nonetheless interesting to keep in mind when comparing with experimental results from SLJs with similar but different geometries.
First, we chose a 2-D plane strain analysis to reduce the size of the modeled parameter space. The 2-D analysis is accurate in the limit of wide joints. However, additional stresses arise at the transverse edges of joints with finite width. At the end of the overlap, Poisson contractions in the transverse (y) direction in the loaded leg are hindered by the unloaded leg leading to additional braze shear stresses, τyz, as well as an additional contribution to the braze normal stress, σzz, at the transverse edges of the braze. These stresses are expected to be similar in magnitude to the stresses arising from the longitudinal loading scaled by the Poisson ratio and to have similar shear-lag type distributions which decay with distance (in y) from the edge.[9]. By analogy, these additional stresses are likely to be negligible except for a narrow region within about 1t of sample edges. Thus, a transition from wide- to narrow-sample behavior might be expected. In particular, for w/t ≥ 4, the stress peaks due to differential Poisson contraction at overlap ends should be well separated and the resulting additional stresses acting on the centerline of the braze (away from overlap edges) effectively zero while at w/t ≤ 2, the stress fields from the two overlap edges sum together. However, in this case the sign of the shear stresses at the two edges are opposite[40] and cancel such that τyz, as well as the additional contribution to the braze normal stress, both go to zero as w/t decreases and a plane stress solution is approached. Thus, for “wide” (w/t ≥ 4) joints, the 2-D solutions presented above should be expected to apply everywhere except within a region of about 1t in both x and y at braze plane corners where additional stresses appear. A reasonable general approach for such joints would be to assume that failure will initiate at braze plane corners at stress levels that are scaled by 1 + ν, where ν is Poisson’s ratio, relative to those from the 2-D solutions presented above. Study of the stress distributions at these corners [40] as well as in narrow (w/t ≤ 2) joints using 3-D FEA is an interesting area for future study.
Second, fillet geometry can have a large effect on stress distributions and peak stresses at overlap ends. For example, G&R used a square corner model in which τxz is required to be zero on the free surfaces of the braze at the ends of the overlap while the surface of our fillet makes an angle of ∼ 60 deg with the braze midplane such that τxz,max and σzz,max occur there. Since the stress concentration is confined to such a small region at the ends of the overlap, this can lead to differences in the details of the braze stress distributions at overlap ends. Nonetheless, the principles elucidated above, including variations in peak stresses with o/t and σapp, are expected to hold. We note that since many braze fillets tend to include large microstructural features and defects that can act as crack nucleation sites,[9,19] large fillets are commonly avoided in multicomponent brazing filler metal joints. For fillets much less than 1t in x, solutions will be similar to those presented above (for example, our solutions are very similar to those of G&R despite very different fillet shapes).
Finally, real brazes may include microstructural features such as brittle intermetallics and other secondary phases, as well as wetting defects and voids that can modify the stress distributions and act as crack initiation sites. Furthermore, variables such as braze thickness and braze and base metal properties will of course also affect the stress distributions. Predictions of failure in any particular real system would require that all of these features be taken into account. Nonetheless, based on the principle that fracture is initiated in such systems when a flaw of a critical size and a stress of a critical magnitude are collocated, the stress distributions provided here give insights into the failure behavior of a range of common and similar brazed metallic SLJs.
5 Summary and Conclusions
Finite element analysis (FEA) was used to quantify the stress distributions in brazed metal single-lap joints (SLJs) loaded in uniaxial tension over a wide range of overlap ratios, o/t, and applied stresses, σapp, using elastic small- and large-displacement and plastic large-displacement methods (ESD, ELD, and PLD, respectively). The maximum longitudinal stress in the SLJ legs 1t away from the overlap end, σxx,max,1t, (used as a proxy for the bending stresses at overlap ends), overlap rotation, β, arising from the eccentric loading, and the distributions of normal and shear stresses acting on the braze plane, σzz and τxz, and their peak values, σzz,max and τxz,max, respectively, were reported.
For all solutions at all σapp and o/t, the stresses acting on the braze plane were found to be highly concentrated in a very narrow region at overlap ends with σzz,max significantly greater than τxz,max. The braze stresses are amplified by the bending stresses that arise from the eccentric loading such that maximum braze stresses increase as o/t decreases at constant σapp, as more rotation is required to eliminate the eccentricity, and increase with σapp at a decreasing rate at constant o/t, as overlap rotation reduces eccentricity such that each unit of load produces less additional bending moment than the previous unit. Stress distributions in elastic and plastic simulations are qualitatively similar. However, compared with elastic solutions, inclusion of plasticity increases rotation and decreases peak stresses dramatically at a given stress by reducing the stresses associated with bending.
The calculated variations in peak stresses with o/t correlate well with experimentally determined variations in SLJ strength.[9,22] The applied stress at which failure occurs, σSLJ, is lower at low o/t where stress concentrations are higher, and higher at high o/t where stress concentrations are lower. This behavior can be divided into two regimes based on o/t. In the low-o/t regime (o/t ≤ 2 in our simulations), the stress distributions from the two overlap ends sum, ultimately leading to large values of σzz and τxz all along the braze line (except where σzz crosses zero). In this regime, experimental data[9,22] show rapidly increasing σSLJ with increasing o/t due to rapidly decreasing overlap rotation. In the high overlap regime (o/t ≥ 4 in our simulations), stress peaks at overlap ends are well separated and the stresses σzz and τxz acting on the middle of the braze (away from overlap ends) are effectively zero. In this regime, the experimental data[9,22] show σSLJ approximately constant with o/t because bending is no longer a strong function of o/t as very little rotation is needed to eliminate eccentricity. The computed variations in the peak stresses with o/t thus adequately explain experimental SLJ strength data.
The nominal average shear stress at failure, τSLJ, is commonly used as a metric for joint strength. However, our calculated stress distributions show that τSLJ is not related to joint failure. Logic dictates that failure in an inhomogeneous stress field initiates in regions of peak stress, not at the average stress. No relationship between τSLJ and experimental results could be found. We suggest that all aspects of SLJ tensile testing and interpretation that depend on τSLJ be abandoned—including requirements that τSLJ be reported, the expectation that σSLJ vs. o/t will follow a trend best described by two lines, and that the change from one line to the other is due to a transition from base metal failure to braze failure.
The stress distributions in tensile-loaded SLJs are complex and vary widely with σapp and o/t. Accounting for the actual stress distributions, including the effects of plasticity, will lead to more accurate interpretation of SLJ test results and facilitate design strategies to enhance joint strength. We note that the forms of the stress distributions found for this monolithic SLJ model should hold qualitatively for SLJs made using other area joining techniques which can be approximated as monolithic joints, such as diffusion bonding, friction stir welding, explosive welding, ultrasonic welding, laser welding, etc.
Change history
19 June 2023
A Correction to this paper has been published: https://doi.org/10.1007/s11661-023-07102-z
References
L.F.M. da Silva, P.J.C. das Neves, R.D. Adams, and J.K. Spelt: Int. J. Adhes. Adhes., 2009, vol. 29, pp. 319–30.
L.F.M. da Silva, A. Ochsner, and R.D. Adams: Handbook of Adhesion Technology, Springer, Heidelburg, 2011.
M. Way, J. Willingham, and R. Goodall: Int. Mater. Rev., 2020, vol. 65, pp. 257–85.
AWS C3.2 Standard method for evaluating the strength of brazed joints, American Welding Society, Miami FL, 2019, pp. 1–17.
JIS Z 3192, JIS, Tokyo Japan, 1999, pp. 1–14.
ASTM D4896, ASTM, West Conshohocken PA, 2016, pp. 1–6.
ASTM D1002, ASTM, West Conshohocken PA, 2016, pp. 1–6.
ASTM D3983, ASTM, West Conshohocken PA, 2019, pp. 1–11.
D.J. Kemmenoe, E.A. Theisen, and S.P. Baker: Metall. Mater. Trans. A, 2021, vol. 52A, pp. 3317–41.
M. Goland and E. Reissner: J. Appl. Mech., 1944, vol. 11, pp. A17–A27.
B. Riggs, A. Benatar, B.T. Alexandrov, and R. Xu: Weld. J., 2017, vol. 96, pp. 421S–28S.
E. Sancaktar and P.O. Lawry: J. Adhes., 1980, vol. 11, pp. 233–41.
Bryan Riggs, (Ohio State University Ph.D. Thesis: 2017).
Y. Flom and L. Wang: Weld. J., 2004, vol. 83, pp. 32S–38S.
E.F. Karachalios, R.D. Adams, and L.F.M. da Silva: Int. J. Adhes. Adhes., 2013, vol. 43, pp. 96–108.
E.F. Karachalios, R.D. Adams, and L.F.M. da Silva: Int. J. Adhes. Adhes., 2013, vol. 43, pp. 81–95.
J. Chen, V. Demers, E. Cadotte, D. Turner, and P. Bocher: J. Mater. Eng. Perform., 2017, vol. 26, pp. 547–53.
J.Q. Chen, V. Demers, D.P. Turner, and P. Bocher: Metall. Mater. Trans. A, 2018, vol. 49A, pp. 1244–53.
A. Rabinkin, E. Wenski, and A. Ribaudo: Weld. J., 1998, vol. 77, pp. 66S–75S.
H. Li, X. Zhang, O. Mars, X. Zhao, Q. Lu, and Z. Chen: Weld. World, 2019, vol. 63, pp. 263–75.
A. Elrefaey and W. Tillmann: Metall. Mater. Trans. A, 2007, vol. 38A, pp. 2956–62.
D.J. Kemmenoe, E.A. Theisen, and S.P. Baker: Metall. Mater. Trans. A, 2022, vol. 53A, pp. 1407–18.
J.P.M. Goncalves, M.F.S.F. de Moura, and P.M.S.F. de Castro: Int. J. Adhes. Adhes., 2002, vol. 22, pp. 357–65.
R.D. Adams and N.A. Peppiatt: J. Strain. Anal., 1973, vol. 8, pp. 134–39.
J.A. Harris and R.A. Adams: Int. J. Adhes. Adhes., 1984, vol. 4, pp. 65–78.
J.H. Hollomon, AIME Trans, 1945, pp. 268–90.
A. Needleman and V. Tvergaard: J. Mech. Phys. Solids, 1984, vol. 32, pp. 461–90.
Ansys Mechanical Theory Reference, Canonsburg PA, USA, 2020.
R.K. Desu, H.N. Krishnamurthy, A. Balu, A.K. Gupta, and S.K. Singh: J. Mater. Res. Tech., 2016, vol. 5, pp. 13–20.
MMPDS-14: Metallic materials properties development and standardization, FAA, 2019.
O.C. Zienkiewicz and J.Z. Zhu: Int. Num. Meth. Eng., 1987, vol. 24, pp. 337–57.
S.T. Smith and J.G. Teng: Eng. Struct., 2001, vol. 23, pp. 857–71.
I.A. Blech and A.A. Levi: J. Appl. Mech., 1981, vol. 48, pp. 442–45.
N. Bredzs and F.M. Miller: Weld. J., 1968, vol. 47, pp. 481S–96S.
G. Fessel, J.G. Broughton, N.A. Fellows, and J.F. Durodola: Int. J. Adhes. Adhes., 2007, vol. 27, pp. 574–83.
N.A. de Bruyne, Iron Age, 1944, Aug., pp. 60–63.
C. Raphael: Appl. Polym. Symp., 1966, vol. 3, pp. 99–108.
R.J.C. Carbas, L.F.M. da Silva, and G.W. Critchlow: Int. J. Adhes. Adhes., 2014, vol. 48, pp. 110–18.
David J. Kemmenoe, (Cornell University Ph.D. Thesis: 2021)
D. J. Kemmenoe, E. A. Theisen, W. Coughlan and S. P. Baker, In 12th International Conference on Brazing, High Temperature Brazing and Diffusion Bonding, (DVS: Aachen Germany, 2019).
Acknowledgments
This work was supported financially by the National Science Foundation (IGERT-0966045, ENG-1400964) and the Metglas Hasegawa Fellowship. Computing resources were provided by the Swanson Engineering Simulation Program (SESP) at Cornell University. Ansys Inc. provided the open-access fee for this paper and in-kind donations of Workbench/Mechanical software licenses for SESP. The authors would like to thank Sean Harvey (Ansys Inc.) for useful discussions on FEA simulations.
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kemmenoe, D.J., Baker, S.P. Stress Distributions in Brazed Single-Lap Joints Under Tensile Loading. Metall Mater Trans A 54, 1116–1130 (2023). https://doi.org/10.1007/s11661-023-06960-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-023-06960-x