
Abstract
Purpose
Aluminium industry emits around 1–2% of the world’s total greenhouse gas emissions. Up to one-third of those are linked to the thermal energy consumed during its initial process: the alumina refining (Bayer process). Previous studies consider the Bayer process a single stage despite its being made of several reaction stages. This work presents a disaggregated energy analysis of the Bayer process that facilitates to find relationships between the main variables in regular alumina production and the environmental impacts.
Methods
Two different thermodynamic simulations of the Bayer process were carried out using Aspen V11 software. The results of these simulations were validated with referenced data, and afterwards, they were used to perform a life cycle assessment. ISO 14040 and 14,044 standards were followed during the analysis. LCA was implemented on SimaPro 9.0, and ReCiPe 2016 Midpoint (H) method was used to calculate environmental impacts. The influence of bauxite mineral form, type of fuel (energy input), and the distance from the mine to the plant was analysed throughout the study.
Results and discussion
As expected, the type of fuel was revealed as the most crucial factor in the environmental impact of alumina production, with potential savings of up to 75.5% of CO2-equivalent emissions. Nonetheless, the tendency is diverse for other indicators, such as marine eutrophication or terrestrial acidification. On the other hand, while bauxite transportation always has the same impact on the different environmental indicators, bauxite mineral form affects differently depending on the fuel, causing variations in the CO2-eq emissions from 7.7 to 51.3%.
Conclusions
Results indicated that the electrification of heat-demanding processes and the use of renewable power is the most effective approach for reducing environmental impacts. This strategy, however, must be considered in combination with others, as interdependent effects exist on the type of mineral used. These results provide strong evidence of the potential for environmentally friendly strategies in the metal industry, including new processes, alternative fuels, or mineral switching to promote more sustainable aluminium production.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
According to the International Aluminium Institute (IAI) (International Aluminium 2023), 69.0 million metric tonnes of primary aluminium were produced in 2022, with China as the largest producer with 59% of the world’s total primary aluminium produced. Despite its abundance, being the third most abundant element on Earth’s crust after oxygen and silicon (Haynes 2016), its production process is highly energy-intensive and has drawn much attention recently. Ninety-eight percent of aluminium is produced from bauxite (Schwarz 2004), a mineral whose biggest deposits are in Australia, China, and Guinea (National Minerals Information Center U 2020). Bauxite is usually mined in an open pit and transported to an alumina refinery, where it is converted into alumina (Al2O3) through the so-called Bayer process. Once alumina is obtained, it is transported to a smelter plant, where electrolysis is performed through the Hall-Héroult process. Finally, the molten metal is transformed into aluminium ingots in a cast house. A general overview of this whole primary aluminium production process is shown in Fig. 1.

Most usual production process of primary aluminium
Greenhouse gases (GHG), such as carbon dioxide, methane, or nitrous oxide, tend to remain in the atmosphere while trapping heat, contributing significantly to global warming (IPCC 2013). Industrial activities are estimated to be responsible for nearly 30% of the total GHG emissions (2020), and more specifically, the aluminium industry is calculated to emit between 1 and 2% of the world’s total GHG emissions (Saevarsdottir et al. 2020a). Most of these emissions derive from the use of fossil fuels as energy sources, required to meet the high-energy demands of aluminium production.
The energy demand for aluminium production is estimated to be 210 ± 10 MJ/kg of aluminium (Cushman-Roisin and Cremonini 2021). Other studies classified aluminium as the second most energy-demanding metal during production, with a gross energy requirement of 211 MJ/kg (Norgate et al. 2007).
Technologies of primary aluminium production and its environmental consequences have been widely studied (Brough and Jouhara 2020). One of the most used methodologies to evaluate the impacts of this process is the life cycle assessment (LCA) method, which assesses the environmental impacts associated with all the stages of a product’s life (Muralikrishna and Manickam 2017). Most practitioners perform a cradle-to-gate LCA (Jensen et al. 1998), from bauxite mining to obtaining aluminium ingots, as shown in Fig. 1. The broad range of applications and uses of aluminium hamper more specific comparisons. Nonetheless, several publications regarding LCAs of different aluminium applications are found in the bibliography, such as aluminium in car components (Bertram et al. 2009; Das 2014; Peppas et al. 2021), aluminium beverage cans (Silva et al. 2010), or secondary aluminium from cables (Grimaud et al. 2018). The results of the LCAs comprehending from bauxite mining to ingot casting show a typical range of 9.7–18.3 kg of equivalent CO2 emitted per kilogram of aluminium ingot produced, according to a review of aluminium LCAs published in 2012 (Liu and Müller 2012).
Until then, the published LCAs were mainly performed in Europe, the USA, or Australia. In recent years, publications of LCAs located in China have significantly increased (Guo et al. 2019; Hao et al. 2016; Li et al. 2021; Peng et al. 2019; Yang et al. 2019), probably because of the increase in Chinese aluminium production, from 17 million metric tonnes in 2010 to 36 million metric tonnes in 2019 (International Aluminium 2023). Therefore, the range of equivalent CO2 emitted per kilogram of aluminium ingot produced has consequently increased since coal-based fuels are much more frequent in the Chinese industry (2021). A study concluded that 14.77 kg of CO2-eq is emitted per kilogram of primary aluminium produced in China while stating that the same process performed in the USA only accounts for half of the emissions (Peng et al. 2019). Another reference cyphers on 21.8 kg of CO2-eq per kg of aluminium when working with thermal energy, while the figure decreases down to 4.91 kg of CO2-eq/kg when using hydropower energy (Yang et al. 2019). An analysis divided by Chinese provinces showed an average value of 16.5 kg of CO2-eq/kg of aluminium ingot and a maximum of 21.7 kg of CO2-eq/kg (Hao et al. 2016).
Though much attention is paid to energy consumptions and GHG emissions all along aluminium industry, other issues such as mineral depletion, chemical consumption, and solid waste production are of significant interest, since they can imply remarkable environmental impacts not directly related to GHG emissions. Between 1 and 1.5 tonnes of bauxite residue (usually called red muds) are generated per tonne of alumina produced (Evans 2016), which are usually disposed of in landfills. Furthermore, the alkalinity of these residues carries along additional health and environmental risks to soil, environment, and water (Qaidi et al. 2022). Hence, much research is also focused on treating and valorising red muds, making them useful for the cement industry, ceramics, or as chemical absorbers (Liu et al. 2009).
Aluminium is a 100% recyclable material, and different studies have shown the advantages of secondary aluminium production through LCA and its lesser environmental impacts (Damgaard et al. 2009; Hong et al. 2010; Ding et al. 2012; Paraskevas et al. 2015; Zare and Izadikhah 2017). Nonetheless, the long lifespan of aluminium ensures the continuity of primary aluminium demand in the future. Primary aluminium production keeps increasing and is expected to reach 107.8 million tonnes in 2050 (European Aluminium). Besides, aluminium and other metals can play an important role in future low-carbon energy systems (de Koning et al. 2018). Thus, the interest in primary aluminium studies does not decrease despite its recyclability.
Studies performing a primary aluminium LCA agree that Hall-Héroult process is the most significant step regarding environmental impacts (Tan and Khoo 2005; Paraskevas et al. 2016; Hao et al. 2016; Farjana et al. 2019) because huge amounts of electricity are necessary to smelt the alumina during electrolysis (14.21 kWh per kilogram of aluminium on the global average (International Aluminium Institute [IAI] 2018)). Thus, results of the LCAs are strongly influenced by the technology used to generate that electricity, being generally responsible for between half and two-thirds of all GHG emitted during the entire aluminium production process (Saevarsdottir et al. 2020a). Many studies perform a sensitivity analysis with different power generations for each case scenario (Farjana et al. 2019; Tan and Khoo 2005; Yang et al. 2019). Geographical (Guo et al. 2019; Luthin et al. 2021; Nunez and Jones 2016; Paraskevas et al. 2016; Peng et al. 2019) and time-referenced (Gao et al. 2009; Guo et al. 2019) analysis are also common, but the differences among their scenarios and results are mainly based on electricity generation. Most of the conclusions of these studies follow the same lines: plants using cleaner energy (mainly hydropower) can significantly reduce environmental impacts compared to coal-based electricity. Nevertheless, other variables that may influence the results, such as the quality of the raw materials or the supply chain logistics, are missing in these studies.
All studies so far were focused on aluminium production. Among the few studies that publish LCA results regarding the Bayer process, it was estimated that approximately 2.4 kg of CO2-eq was emitted per kilogram of alumina produced in 2003 (Gao et al. 2009). It was also calculated the potential impact reduction, stating that this value could decrease to 0.89 kg of CO2-eq/kg of alumina in 2020 if Chinese aluminium industry targets were accomplished. Another reference (Yang et al. 2019) estimates the quantity of CO2-eq emitted per kg of alumina produced as 1.72 when using thermal energy and 1.44 when using hydropower energy. Another study using hydropower cyphers it in 1.52 kg of CO2-eq per kg of alumina produced (Schmidt and Thrane 2009). Some studies considering alumina production perform a sensitivity analysis considering possible improvements in efficiency or technological progress (Guo et al. 2019; Tan and Khoo 2005). On a fossil fuels consumption analysis, it was concluded that residual fuel oil, diesel, and natural gas used to produce heat are mainly responsible for GHG emissions from the Bayer process (Farjana et al. 2019). Thus, any other carbon emissions reductions will have a limited impact, and therefore, the combustion of non-fossil fuels is the factor with the greatest GHG reduction potential (Guo et al. 2019).
Most of these studies considered the use of coal, diesel, and fuel oil as heat sources when the LCA is located in China, and on the other side, natural gas is the selected combustible when the study takes place in Europe, the USA, or Australia. However, until now, few published papers perform a sensitivity analysis using cleaner fuels like biogas, biodiesel, or different scenarios such as 100% electrified systems (Ma et al. 2022).
In accordance with this, the main goal of this study is to perform a life cycle assessment of the production of 1 ton of alumina in an alumina refinery located in Europe, using Guinean bauxite as raw material and natural gas combustion as the primary heat source. Unlike other publications, the data inventory used in this study has been retrieved from an own process simulation, dividing material and energy flows by different stages of the Bayer process instead of considering it a single step. The goal then is to find missed hot spots with critical environmental impacts in primary alumina production and evaluate the potential reduction of these impacts.
For this purpose, a sensitivity analysis, using different energy sources instead of natural gas combustion has also been carried out. Mineral forms of the initial bauxite and distances between the location of the plant and the mine site have also been studied. A different LCA has been performed for each different scenario.
2 Materials and methods
The study has been carried out following ISO 14040 and ISO 14044 principles, though some externalities had to be considered due to the limited scope of the study. One of the main characteristics of these standards is the division of the LCA into 4 phases: the goal and scope definition, the life cycle inventory, the life cycle impact assessment, and the interpretation of results.
2.1 Goal and scope definition
Three critical steps during alumina production were identified: bauxite extraction, bauxite transportation, and alumina refining (Bayer process). The main goal of this cradle-to-gate LCA, instead of a conventional cradle-to-grave (Pryshlakivsky and Searcy 2013), is to analyse the environmental impacts of these three phases and see how impacts are distributed in each substep of the Bayer process. The production flow of this study, whose functional unit was set as 1 ton of alumina and the system boundaries considered in the study are shown in Fig. 2. The system boundaries comprehend the bauxite mining (the energy requirements and water needed per ton of alumina), the bauxite transport (first 60 km by train and then 5300 km by ship), and finally the water, energy, and most important raw materials (NaOH, CaO) needed to produce 1 ton of alumina through Bayer process.

Differentiated stages of production of alumina through the Bayer process
LCA of equipment/machinery, and their installation, are not included since they are not the goal of the study. As most practitioners do, we decided to focus strictly on the production process, given that, in most of the cases, the impacts regarding facilities are negligible because of their long lifespan (Tillman et al. 1994).
Three different variables were studied to understand and analyse their influence on the final performance of the LCA of the alumina production. The first variable, as commented above, is the mineral forms of the inlet bauxite. Two simulations were performed: the first one considers gibbsite as the only present mineral form, and an alternative one considers boehmite and diaspore. The second variable was the location of the alumina refinery. Hence, in addition to the base case scenario where the bauxite mine and alumina refinery are separated by 5300 km, the same LCA was performed considering that alumina is produced in the same localization that it is mined, thus excluding the bauxite transportation stage. The third variable to study is the fuel source. For this purpose, five different scenarios were evaluated during this study, all of them varying only in the energy source:
-
The base case scenario, where natural gas (NG) combustion is used to generate heat.
-
Scenario 2, where biogas (BG) has been considered as the heat source.
-
Scenario 3, where biodiesel from vegetable oil methyl ester (BD) has been implemented instead of natural gas.
-
Scenario 4, where a 100% electrified system is proposed, and an average EU electricity mix (EUM) is used for the whole process. The composition of the origin of the electricity mix used in this scenario is shown in Table 1.
-
Scenario 5, where a 100% electrified system is also proposed, and a 100% renewable electricity mix (RM), based on hydropower, is used.
Considering all this, 20 different cases were analysed altogether (5 fuels × 2 minerals × 2 distances from mine to plant).
2.2 Life-cycle inventory (LCI)
The life cycle inventory involves mainly all the data gathering and the calculation procedures applied. For this study, LCI can be divided into two different stages: first, the elaboration of a foreground life cycle inventory using a Bayer process model simulation, and second, the assumptions and sources of information for secondary and background data.
2.2.1 Bayer process simulation
Bayer process is a stage with critical environmental impacts inside the aluminium supply chain. It is a complex system patented by Bayer in 1888 (Seetharaman 2014). Despite its longevity, it continues to be the most important process used to produce alumina on an industrial scale, and it has been long studied and optimised throughout the years (Schwarz 2004). The basics of the Bayer process are as follows: bauxite ore is first milled down to adequate particle size; it is fed into a tank where it is mixed with calcined lime and a caustic solution of NaOH. Then, the desilication of bauxite occurs. The mixed liquor is sent to the digester, where bauxite dissolves into aluminium hydroxide ions. The resulting slurry is filtered, and solid residues are separated. The next step is the precipitation of aluminium hydroxide from hydroxide ions from the liquor. The solid is again separated and calcined to obtain the desired alumina, while the caustic liquor is carried to an evaporation step, where a fraction of water is recovered, and the remaining liquor is recycled into the digestion step (Bagshaw 2017). An overall scheme of this process to facilitate its understanding is shown in Fig. 3.

Aspen diagram of alumina refining through the Bayer process
The most significant energy consumption occurs during the calcination step, where temperatures up to 1100 °C are required to convert the aluminium hydroxide into alumina. For this purpose, fossil fuels such as natural gas, heave oil, or coal are commonly used. The other energy-intensive sub-process is the digestion stage, where the rock’s dissolution takes place. Usually, the reaction is kept under stirring for 1.5 h at a temperature range between 145 and 280 °C, depending on the composition of the initial bauxite (Donaldson 2008). The last energy-demanding process is the evaporation of the leftover water before the liquor is recycled into another batch. However, heat excess from clarification and calcination steps are exploited in this case.
A basic simulation of a Bayer process plant with a production capacity of 1 ton of alumina per hour has been performed using Aspen V11 software (2021). Most of the material inlet flows have been retrieved from reports from European Aluminium (published in 2018 with data from European refineries from 2015) (European Aluminium Association 2018). Other conditions of the process, such as temperature operations or required material properties, have been obtained from bibliography (Bagshaw 2017; Ruys 2018, 2019) or open data sources such as Thermofun (Miron 2021), beyond Aspen databases.
The selected bauxite has been assumed entirely as gibbsite, representing 70%wt of the ore, while impurities such as iron, silicon, and titanium oxides represent 30%wt of the starting mineral. The decision of using this bauxite composition relies on two reasons: firstly, for simplifying the simulation, but mainly for being as restrictive as possible when performing LCA. By using the highest quality bauxite, the amount of solid residues disposed per ton of product will be as low as possible. The same thing will occur with the energy demand since more alumina will be produced. In addition, working only with gibbsite allows to carry out the digestion step at 145 °C, instead of the 250 °C and 280 °C that are required when working with boehmite or diaspore respectively (Ruys 2018), which will decrease the energy demand to some extent, as it will be shown in Section 3.
A second simulation was run on a similar hypothesis, but boehmite and diaspore mineral forms were now considered part of the bauxite. Then, the operation temperature of the digestion step was increased up to 280 °C, which would involve an increase in the overall energy consumption.
A diagram of the whole alumina refining performed in Aspen is shown in Fig. 4, along with the operating temperatures in each case for the first scenario simulation. Firstly, the bauxite is fed into a grinding operation, where its particle size is reduced down to 500 μm following Bond’s law equation. The grounded bauxite is then mixed with calcined lime in a tank at room temperature and then is heated up to 90 °C so that the removal of silicon occurs. Then, NaOH is added (along with NaOH liquor recirculated) and the mixture is fed into the digestion tank, at 145 °C when working with gibbsite bauxite. Then, an ideal separation operation is simulated to clarify the liquid and remove the redmuds. The remaining liquid is then cooled to room temperature and fed into a tank, where precipitation is simulated using a Gibbs reactor. Another separation takes out most of the caustic liquor, which is recirculated into the initial digestion stage. The precipitated aluminium hydroxide, on the other side, is fed into a cyclone to remove the remaining water. Then, it is calcined at 1100 °C to obtain alumina, which is later separated from the flue gases and steam. Finally, alumina is cooled down to room temperature.

Alumina production flow and system boundaries included in the study
2.2.2 Background data
Datasheets from European aluminium (EA) were used to collect secondary electricity consumptions (European Aluminium Association 2018), and the final life cycle inventory used in the study regarding the energy consumption during the alumina refining step is shown in Section 3.1 (see Table 2). The differentiated steps that are part of the whole life cycle inventory are also shown in Fig. 5. They differ slightly from Figs. 2 and 3 because of the circular nature of the digestion and precipitation process, which hampers its implementation on the LCA software (SimaPro) unless it is linear. The data have also been complemented, for the bauxite mining stage in Guinea, with data from the International Aluminium Institute (IAI) (International Aluminium Institute 2018), gathered in 2015. All the secondary data have been picked mainly from the EcoInvent 3.7 database (2020), using the Allocation at Point of Substitution option. Also, ELCD databases (2018) were used when no other data were found.

Life cycle inventory stages within the study
The electricity mix selected for the alumina refining step during the base case scenario was the average EU energy mix. In contrast, for the bauxite mining stage, an average Guinean energy mix, based on hydropower and fuel oil, was implemented (International Renewable Energy Agency 2021).
Regarding the case scenarios, the natural gas grid used for the base case scenario was an average European one from EcoInvent databases, whose units are the MJ of heat required, and the emissions involved during combustion are already incorporated in the mix. Also, for scenario 2 and scenario 3, biogas and biodiesel were chosen from EcoInvent databases. The units, in this case, were given in cubic meters of gas required and a kilogram of vegetable oil, respectively, so the amount of gas required to meet the energy demands was calculated using their average heat capacities. GHG emissions were calculated according to the IPCC guidelines for National Greenhouse Gas Inventories (Gomez and Watterson 2006).
2.3 Life cycle impact assessment
One of the most critical stages at LCA is determining the most suitable method to transform the life cycle inventory into some environmental impact indicators results.
This study selected ReCiPe 2016 Midpoint (H) using the SimaPro 9.0 software. This methodology is globally used and provides 18 midpoint indicator results, among which we highlight the Global Warming Potential (GWP), measured as kilograms of CO2 equivalents emitted. Other essential indicators taken into account have been the stratospheric ozone depletion (SOD) (kg of CFC-11 eq.), the terrestrial acidification (TA) (kg of SO2 eq.), and the marine eutrophication (ME) (kg of N eq.), as recommended by other LCA practitioners for metals LCA studies (Santero and Hendry 2016).
The hierarchist perspective (H) has been selected for the impact assessment method since it is considered the default model for scientific studies, and its time horizon is 100 years on. No normalisation or weighting among indicators has been performed, as they are not mandatory steps according to ISO standards and can have potential biases associated (Pizzol et al. 2017).
3 Results and discussion
3.1 Results and validation of the LCI: Bayer process simulation
The main energy consumption results from Bayer process simulations using bauxite with a 30%wt content of impurities are shown in Table 2 to produce 1 ton of alumina. Both gibbsite simulation (GS) and boehmite and diaspore simulation (BDS) results are displayed. The simulation results are presented in kWh for those stages in which energy is supposed to come from electricity grids and in MJ for the operations in which thermal energy is used.
The energy data from International Aluminium Institute (International Aluminium 2022) regarding the bauxite mining, and the transportation data used in this study are also included. These figures, about energy consumption, have been used as inputs for the life cycle inventory (tons·km are the conventional units used when working with transports in LCA studies).
As illustrated in Table 3, there is a good agreement between energy consumption in the Bayer process in European refineries, 9722 MJ/ton alumina (International Aluminium 2022), and simulation results for gibbsite (8554 MJ/ton) and boehmite-diaspore (11,884 MJ/ton) simulations. The relative differences, of 12.0% and 22.2%, respectively, probably indicate that average EU alumina refineries tend to work with a mixture rich in gibbsite bauxite. Moreover, process intensification and technical improvements of industrial refineries over time might also explain those differences.
3.2 Results of life cycle impact assessment
Regarding LCIA, the results for the base case (scenario 1) using natural gas during refining, as a reference for European industries, show that 988 and 1260 kg of CO2-equivalent are emitted per ton of alumina produced, using Gibbsite and Boehmite-Diaspore bauxite, respectively. These figures are calculated according to the global warming potential (GWP) indicator from the ReCiPe method as one result of the LCIA study. These values are in agreement with others found in literature as it is shown in Table 4. According to this table, there is a wide range of values for CO2-equivalent emissions depending on the researchers and assumptions. The higher ratio between the maximum and minimum is 2.5 from 959 to 2449 kg CO2-equivalent for one research group. The obtained values remain in the lower values due to the fuel used (natural gas), the high-quality mineral ore, the location in Europe, and the use of the most recent data. In any case, detailed numerical comparisons are not the main purpose of the LCA methodology (ISO 2006) which is more focused on comparison between different alternatives.
Going into detail, considering natural gas as the only contributor of direct GHG emissions, LCA results show that 639 kg (for GS) and 841 kg (for BDS) of CO2 are directly emitted during the production of 1 ton of alumina, which agrees with references of direct GHG emissions found in literature. The European Environment Agency, in 2007, stated that a range of 400–870 kg of CO2 per ton of alumina was directly emitted during alumina refining (European Environment Agency 2009). Another recent reference quantifies the global average GHG emissions as 750 kg of CO2 equivalents per ton of alumina (Saevarsdottir et al. 2020b). These differences can be easily explained since these studies only accounted for the alumina refining step and they did not use the LCA approach to calculate the Global Warming Potential.
3.3 Interpretation of results
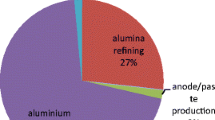
The distribution of contributors to all (direct and indirect) CO2 emitted during 1 ton of alumina production using Gibbsite bauxite is shown in Fig. 6. As shown, and in the same line as other LCAs, the combustion of natural gas is the most critical contributor, responsible for 65% of all the GHG emissions during the whole alumina production process and justifies the interest to study the utilisation of alternative fuels during the Bayer process. Other authors, like (Zhu et al. 2020) found in their study that their heat source (coal-based steam) was responsible for 55.5% of global CO2-eq emissions when producing primary alumina. With 13% of emissions, the following major contributors are the transportation of bauxite of 11,427 tons·km across the ocean and the use of NaOH as an extracting agent during bauxite digestion. It should be noted that the bauxite transport stage has been added because of the decision to perform the LCA in a European alumina refinery. However, most Asian and Australian alumina refineries are located close to the mining site, and in consequence, these emissions would be almost completely avoided. In order to consider this option, a case scenario with no bauxite transport was also added to the study. The rest of the contributors, such as electricity, the use of other secondary materials (CaO), solid waste residues (red muds), or the whole bauxite mining emissions only account for less than 10% of total CO2-eq emissions.

Percentage distribution of contributors to CO2 equivalent emissions during the production of 1 ton of alumina using Gibbsite bauxite (base case scenario)
The results of other midpoint indicators of interest for the base case scenario using natural gas are shown in Table 5. Unfortunately, very few references have been found in literature regarding these indicators for alumina production. The relative contributions to these indicators from each step of alumina production are also represented in Fig. 7.

Contribution of the different stages of the study to the four studied indicators for the base case scenario
As expected, the high energy demand during the calcination stage, and its consequent GHG emissions, involve the greatest environmental impact of the global warming potential. The use of NaOH during the ore digestion also affects this indicator considerably. However, the impact of using NaOH in the Bayer process is even more remarkable on the stratospheric ozone depletion indicator because of the emission of CCl4 (an ozone-depleting substance (Lunt et al. 2018)) during NaOH production through a chlor-alkali process (Brinkmann et al. 2014). Consequently, almost half of the CFC-11 equivalent emissions occur during the digestion step of the Bayer process, while the calcination step and bauxite transport are the following contributors of stratospheric ozone depletion in importance.
Bauxite transportation is the most critical contributor to terrestrial acidification, representing 64% of SO2-eq emissions due to the emissions of nitrogen and sulphur species to the atmosphere from ocean freighters and the subsequent deposition of these species to soil and oceans (Jutterström et al. 2021).
Finally, the marine eutrophication indicator is much more distributed among the previous three commented stages of the study (bauxite transport, digestion, and calcination). Similarly, nitrogen compound emission is mainly responsible for this impact in all cases.
3.3.1 Case scenarios
After evaluating the performance of the alumina production process using natural gas as an energy source, Fig. 8 summarises the results of the four selected indicators for all the scenarios performed in the LCA study. Results of four different scenarios (using gibbsite bauxite or boehmite and diaspore bauxite, and with or without marine bauxite transport) are shown for each of the different energy sources (natural gas (NG), biogas (BG), biodiesel from vegetable oil methyl ester (BD), average EU electricity mix (EUM), and 100% renewable electricity mix (RM)) analysed in the study. It is convenient to point out that excluding the GWP indicator, only 16 cases altogether (4 fuels × 2 minerals × 2 distances from mine to plant) are shown instead of the 20 cases performed for the remaining indicators. Results of the biodiesel scenario were removed to avoid uneven comparisons, as it will be explained below.

Results of the four indicators analysed in each case scenario
A similar pattern is repeated when observing any of the indicators. As expected, working with boehmite and diaspore bauxite induces the greatest impacts, while working with gibbsite bauxite and avoiding marine transportation drives to the least environmental impacts. The stronger conditions required during the digestion of boehmite and diaspore rock increase the energy consumption, and consequently, the environmental impacts of using this type of mineral. The variations, however, are not linear, since each scenario has a different influence on each indicator. When using natural gas, for instance, global warming potential (GWP) can decrease down to 32% depending on the scenario, while the terrestrial acidification (TA) indicator can decrease down to a 64.5%. This is explained because of the fact that the influence of sea transportation on the GWP is limited to 14%, but represents 64% of the TA impact.
Regarding GWP, the fuel used is the most influencing factor. Working under a 100% electrified scenario with the average EU electricity mix would suppose an 18.3% decrease of emitted CO2 equivalent. A greater decrease (67.7%) would be achieved if the whole electricity mix came from renewable sources, from 988 to 378 kg of CO2-equivalent per ton of Al2O3 when processing gibbsite and from 1260 to 407 kg of CO2-equivalent if diaspore bauxite is used. Using biogas instead of natural gas also implies a reduction of 49.5% for the same indicator. This decrease is because of the anthropogenic origin of the carbon present in biogas, which is not as penalised as the carbon emitted from fossil fuels. Even though biodiesel has the same renewable origin, its GWP results are greater than the one with natural gas. The explanation can be found in the used datasheet, which considers biodiesel as the main product, and all the impacts associated with its production are allocated to it. Another case scenario where biodiesel is considered a sub-product (with no impacts associated with its production) should be applied. For this reason, the scenario using biodiesel is neglected for the other three indicators. Regardless, the benefits of using non-carbon-based fuels are evident according to GWP results.
It is also of interest to find out how the type of bauxite affects the GHG emissions in each case. When using natural gas, an increase of 27.5% of CO2 eq. emissions occurs passing from gibbsite to boehmite and diaspore bauxite. This increase, however, is greater when using the EU electricity mix, reaching 51.3%. On the other side, when using a totally renewable electricity mix, the penalty of using boehmite and diaspore is milder (7.7%). These differences are based on the CO2 emission factors of each source and on their own contribution to the total global warming potential in each case. The GWP contribution of the calcination stage is lower when using a 100% renewable electricity mix and thus lesser penalty of using boehmite and diaspore bauxite.
Regarding stratospheric ozone depletion, we can observe that biogas presents the most significant impacts because of the same reason that biodiesel cases (impacts associated with its production). A more reliable datasheet in which biogas is not considered a main product should be ideally developed. We can also distinguish that mineral forms of bauxite are a more relevant factor than the transportation stage. Surprisingly, no remarkable differences are found when working with natural gas or with a renewable electricity mix, which reinforces that most of the SOD impact derives from the use of NaOH.
Unlike stratospheric ozone depletion, the transportation stage is the most critical factor for the terrestrial acidification indicator. Again, the differences between natural gas and renewable mix scenarios are not significant, because of the huge influence of the marine transportation, while the average EU electricity mix implies the greatest impact.
Finally, biogas as a heat source would increase remarkably marine eutrophication, because of impacts related to growing grass (the raw material of the biogas used in the study). This increment is more noticeable when using boehmite and diaspore bauxite, due to the greater energy demand.
All these results point out that using electricity with a 100% renewable mix provides the lowest environmental impacts. Though some technology limitations when electrifying a high-temperature process may arise, the impact reductions when compared to the use of natural gas could range from 12.3 to 75.5%, depending on the selected indicator. Terrestrial acidification would only be reduced from 3.41 to 2.99 kg of SO2-equivalents per ton of Al2O3, while global warming potential can be reduced from 1130 to 277 kg of CO2-equivalent per ton of Al2O3 when bauxite marine transport is not needed. Using the European average electricity mix, however, shows pros and cons, due to its wide range of sources. Milder reductions (from 18.2 to 35.8%) in GWP are obtained, though other indicators (especially terrestrial acidification) are increased by more than 200%. Regarding biofuels, it is necessary to remark on the arduousness to establish fair comparisons. The problem of impact allocation when several products are obtained through a process, such as biodiesel and biogas production, is crucial. Half of the CO2-equivalent emissions can be reduced when biogas substitutes natural gas, even though more specific datasheets shall be analysed to achieve a complete perspective.
4 Conclusions
Aluminium production is one of the most thriving raw materials sectors. Reducing carbon intensities and environmental impacts have been some of the main industrial concerns. In this regard, although there are studies that propose the use of renewable electricity to reduce the impacts of electricity consumption, there is a lack of studies that deeply evaluate the thermal demands, like those of the Bayer process.
In order to analyse different sustainable strategies related to the quality of the fuels for thermal demands in aluminium production, a Bayer process simulation has been developed and validated with data reported in literature. Modeling allows energy consumption to be disaggregated among the bauxite mining, transportation, and the different stages of the alumina refining and these data are used as inputs for the life-cycle analysis inventory. For the first time, the life-cycle impacts of the Bayer process have been disaggregated according to the different alumina production stages.
The base case evaluation exposes that natural gas combustion is responsible for 65–72% of GHG emissions, depending on the characteristics of the starting mineral. NaOH used during the rock digestion has a similar contribution to those of the bauxite transport, contributing to 10–13% of GHG emissions each. Stratospheric ozone depletion, terrestrial acidification, and marine eutrophication have been also considered in the analysis, resulting in impacts of 3.8·10–4 kg CFC-11 eq./ton Al2O3, 3.4·101 kg SO2 eq./ton Al2O3, and 5.9·10–3 kg N eq./ton Al2O3, respectively.
The simulation results serve as the starting point for the life cycle assessment of several scenarios where bauxite mineral form, fuel, and transportation from the mine to the plant vary. A total of 20 scenarios have been analysed. As expected, the type of fuel was revealed as the most crucial factor on the environmental impact of alumina production, drawing GWP reductions of up to 75.5% when using a 100% renewable electricity mix compared with the use of natural gas. Even though the tendency is diverse for each indicator, results indicate that the electrification of heat-demanding processes and renewable power is the most effective approach for reducing all the studied impacts. However, this strategy must be viewed in combination with the different mineral forms of bauxite, because it has a synergistic effect on the fuel demand.
In spite of not having studied in detailed bauxite residue generation and treatment, results bring remarkable evidence about the metal industry’s room for environmentally friendly strategies: new processes, alternative fuels, or mineral switching can pave the way towards a more sustainable aluminium production.
References
Aspen Plus- Leading Process Simulation Software - AspenTech (2021) https://www.aspentech.com/en/products/engineering/aspen-plus. Accessed 7 Apr 2021
Bagshaw T (2017) Bauxite to alumina the Bayer process: an introductory text. https://www.nzic.org.nz/unsecure_files/book/AluminiumBook2018.pdf. Accessed 14 Sept 2021
Bertram M, Buxmann K, Furrer P (2009) Analysis of greenhouse gas emissions related to aluminium transport applications. Int J Life Cycle Assess 14:62–69. https://doi.org/10.1007/s11367-008-0058-0
Brinkmann T, Giner Santonja G, Schorcht F et al (2014) Best available techniques reference document for the production of Chlor-Alkali. https://doi.org/10.2791/13138
Brough D, Jouhara H (2020) The aluminium industry: a review on state-of-the-art technologies, environmental impacts and possibilities for waste heat recovery. Int J Thermofluids 1–2:100007. https://doi.org/10.1016/j.ijft.2019.100007
Climate Watch (2020) World Resources Institute. https://www.climatewatchdata.org/ghg-emissions. Accessed 14 Feb 2023
Cushman-Roisin B, Cremonini BT (2021) Materials. In: Data, statistics, and useful numbers for environmental sustainability. pp 1–16. https://doi.org/10.1016/B978-0-12-822958-3.00012-1
Damgaard A, Larsen AW, Christensen TH (2009) Recycling of metals: accounting of greenhouse gases and global warming contributions. Waste Manag Res 27:773–780
Das S (2014) Life cycle energy and environmental assessment of aluminum-intensive vehicle design. SAE Int J Mater Manuf 7. https://doi.org/10.4271/2014-01-1004. https://www.jstor.org/stable/26268641. Accessed 27 June 2022
de Koning A, Kleijn R, Huppes G et al (2018) Metal supply constraints for a low-carbon economy? Resour Conserv Recycl 129:202–208. https://doi.org/10.1016/j.resconrec.2017.10.040
Ding N, Gao F, Wang Z et al (2012) Environment impact analysis of primary aluminum and recycled aluminum. In: Procedia engineering. Elsevier Ltd, pp 465–474
Donaldson D (2008) Light metals European aluminium association vision 2050: European aluminium’s contribution to the EU Mid-century low-carbon roadmap. https://www.european-aluminium.eu/vision-2050/. Accessed 6 Oct 2020
Ecoinvent Database (2020) https://ecoinvent.org/the-ecoinvent-database/data-releases/ecoinvent-3-7/. Accessed 5 July 2022
European Aluminium Association (2018) Environmental profile report. https://european-aluminium.eu/wp-content/uploads/2022/10/european-aluminium-environmental-profile-report-2018-executive-summary.pdf. Accessed 21 Sept 2021
European Environment Agency (2009) Review and analysis of emissions’ life cycle analysis studies in the field of conventional and renewable energy generation technologies — European Environment Agency. https://www.eea.europa.eu/policy-documents/eea-2009-review-and-analysis. Accessed 9 Oct 2020
European Platform on Life Cycle Assessment - European Commission (2018) Joint Research Centre Data Catalogue. https://data.jrc.ec.europa.eu/collection/EPLCA#datasets. Accessed 5 July 2022
Evans K (2016) The history, challenges, and new developments in the management and use of bauxite residue. J Sustain Metall 2:316–331. https://doi.org/10.1007/S40831-016-0060-X/FIGURES/14
Farjana SH, Huda N, Mahmud MAP (2019) Impacts of aluminum production: a cradle to gate investigation using life-cycle assessment. Sci Total Environ 663:958–970. https://doi.org/10.1016/j.scitotenv.2019.01.400
Gao F, Nie Z, Wang Z et al (2009) Greenhouse gas emissions and reduction potential of primary aluminum production in China. Sci China Ser E Technol Sci 52:2161–2166. https://doi.org/10.1007/s11431-009-0165-6
Gomez DR, Watterson JD (2006) Chapter 2: stationary combustion. 2006 IPCC Guidel Natl Greenh Gas Invent 2: Energy. https://doi.org/10.1007/BF00914340, https://www.ipcc-nggip.iges.or.jp/public/2006gl/pdf/2_Volume2/V2_2_Ch2_Stationary_Combustion.pdf. Accessed 3 May 2022
Grimaud G, Perry N, Laratte B (2018) Aluminium cables recycling process: environmental impacts identification and reduction. Resour Conserv Recycl 135:150–162. https://doi.org/10.1016/j.resconrec.2017.11.010
Guo Y, Zhu W, Yang Y, Cheng H (2019) Carbon reduction potential based on life cycle assessment of China’s aluminium industry-a perspective at the province level. J Clean Prod 239:118004. https://doi.org/10.1016/j.jclepro.2019.118004
Hao H, Geng Y, Hang W (2016) GHG emissions from primary aluminum production in China: regional disparity and policy implications. Appl Energy 166:264–272. https://doi.org/10.1016/j.apenergy.2015.05.056
Haynes WM (2016) Abundance of elements in the Earth’s crust and in the sea. In: CRC handbook of chemistry and physics, 97th edn. pp 14–17
Hong JP, Wang J, Chen HY et al (2010) Process of aluminum dross recycling and life cycle assessment for Al-Si alloys and brown fused alumina. Trans Nonferrous Met Soc China (English Ed) 20:2155–2161. https://doi.org/10.1016/S1003-6326(09)60435-0
International Aluminium (2022) Life cycle inventory data and environmental metrics for the primary aluminium industry. https://international-aluminium.org/statistics/alumina-production/. Accessed 10 Oct 2023
International Aluminium (2023) Primary aluminium production - international aluminium institute. https://international-aluminium.org/statistics/primary-aluminium-production/. Accessed 5 Oct 2023
International Aluminium Institute [IAI] (2018) Addendum to the life cycle inventory data and environmental metrics for the primary aluminium industry 2015 Data final. https://international-aluminium.org/resource/life-cycle-inventory-lci-data-and-environmental-metrics/. Accessed 21 Sept 2021
International Renewable Energy Agency (2021) Energy profile guinea. https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2021/Aug/IRENA_Renewable_Energy_Statistics_2021.pdf. Accessed 15 June 2022
IPCC (2013) Climate change 2013: the physical science basis. Contribution of working group I to the fifth assessment report of the intergovernmental panel on climate change. Cambridge and New York
ISO (2006) ISO 14040:2006 Environmental management - life cycle assessment - principles and framework
Jensen A, Elkington J, Christiansen K, Hoffman L, Møller BT, Schmidt A, Van F (1998) Life cycle assessment (LCA) - a guide to approaches, experiences and information sources. European Environment Agency. ISBN-10: 9291670790, ISBN-13: 978-9291670796
Jutterström S, Moldan F, Moldanová J et al (2021) The impact of nitrogen and sulfur emissions from shipping on the exceedance of critical loads in the Baltic Sea region. Atmos Chem Phys 21:15827–15845. https://doi.org/10.5194/acp-21-15827-2021
Li S, Zhang T, Niu L, Yue Q (2021) Analysis of the development scenarios and greenhouse gas (GHG) emissions in China’s aluminum industry till 2030. J Clean Prod 290:125859. https://doi.org/10.1016/J.JCLEPRO.2021.125859
Liu G, Müller DB (2012) Addressing sustainability in the aluminum industry: a critical review of life cycle assessments. J Clean Prod 35:108–117. https://doi.org/10.1016/j.jclepro.2012.05.030
Liu W, Yang J, Xiao B (2009) Review on treatment and utilization of bauxite residues in China. Int J Miner Process 93:220–231. https://doi.org/10.1016/J.MINPRO.2009.08.005
Lunt MF, Park S, Li S et al (2018) Continued emissions of the ozone-depleting substance carbon tetrachloride from Eastern Asia. Geophys Res Lett 45:11–430. https://doi.org/10.1029/2018GL079500
Luthin A, Backes JG, Traverso M (2021) A framework to identify environmental-economic trade-offs by combining life cycle assessment and life cycle costing – a case study of aluminium production. J Clean Prod 321:128902. https://doi.org/10.1016/J.JCLEPRO.2021.128902
Ma Y, Preveniou A, Kladis A, Pettersen JB (2022) Circular economy and life cycle assessment of alumina production: simulation-based comparison of Pedersen and Bayer processes. J Clean Prod 366:132807. https://doi.org/10.1016/J.JCLEPRO.2022.132807
Miron GD (2021) ThermoFun - ThermoEcos. https://thermohub.org/thermofun/thermofun/. Accessed 22 Nov 2021
Muralikrishna IV, Manickam V (2017) Environmental management life cycle assessment. Environ Manage 57–75. https://doi.org/10.1016/B978-0-12-811989-1.00005-1
National Minerals Information Center U (2020) Mineral commodity summaries 2020. https://www.usgs.gov/centers/national-minerals-information-center/bauxite-and-alumina-statistics-and-information. Accessed 3 Sept 2021
Norgate TE, Jahanshahi S, Rankin WJ (2007) Assessing the environmental impact of metal production processes. J Clean Prod 15:838–848. https://doi.org/10.1016/j.jclepro.2006.06.018
Nunez P, Jones S (2016) Cradle to gate: life cycle impact of primary aluminium production. Int J Life Cycle Assess 21:1594–1604. https://doi.org/10.1007/s11367-015-1003-7
Paraskevas D, Kellens K, Dewulf W, Duflou JR (2015) Environmental modelling of aluminium recycling: a life cycle assessment tool for sustainable metal management. J Clean Prod 105:357–370. https://doi.org/10.1016/j.jclepro.2014.09.102
Paraskevas D, Kellens K, Van De Voorde A et al (2016) Environmental impact analysis of primary aluminium production at country level. Procedia CIRP 40:209–213. https://doi.org/10.1016/j.procir.2016.01.104
Peng T, Ou X, Yan X, Wang G (2019) Life-cycle analysis of energy consumption and GHG emissions of aluminium production in China. Energy Procedia 158:3937–3943. https://doi.org/10.1016/j.egypro.2019.01.849
Peppas A, Kollias K, Dragatogiannis DA, Charitidis CA (2021) Sustainability analysis of aluminium hot forming and quenching technology for lightweight vehicles manufacturing. Int J Thermofluids 10:100082. ISSN 2666-2027. https://doi.org/10.1016/J.IJFT.2021.100082, https://www.sciencedirect.com/science/article/pii/S2666202721000203
Pizzol M, Laurent A, Sala S et al (2017) Normalisation and weighting in life cycle assessment: quo vadis? Int J Life Cycle Assess 22:853–866. https://doi.org/10.1007/s11367-016-1199-1
Pryshlakivsky J, Searcy C (2013) Fifteen years of ISO 14040: a review. J Clean Prod 57:115–123. https://doi.org/10.1016/J.JCLEPRO.2013.05.038
Qaidi SMA, Tayeh BA, Isleem HF et al (2022) Sustainable utilization of red mud waste (bauxite residue) and slag for the production of geopolymer composites: a review. Case Stud Constr Mater 16:e00994. https://doi.org/10.1016/J.CSCM.2022.E00994
Ruys A (2018) Alumina ceramics: biomedical and clinical applications. Alumina Ceram Biomed Clin Appl 1–558. https://doi.org/10.1016/C2017-0-01189-8
Ruys A (2019) Bauxite: the principal aluminum ore. In: Alumina ceramics. Elsevier, pp 39–47
Saevarsdottir G, Kvande H, Welch BJ (2020a) Aluminum production in the times of climate change: the global challenge to reduce the carbon footprint and prevent carbon leakage. Jom 72:296–308. https://doi.org/10.1007/s11837-019-03918-6
Saevarsdottir G, Kvande H, Welch BJ (2020b) Reducing the carbon footprint: aluminium smelting with changing energy systems and the risk of carbon leakage. In: Minerals, metals and materials series. Springer, pp 726–734
Santero N, Hendry J (2016) Harmonization of LCA methodologies for the metal and mining industry. Int J Life Cycle Assess 21:1543–1553. https://doi.org/10.1007/s11367-015-1022-4
Schmidt JH, Thrane M (2009) Life cycle assessment of aluminium production in new Alcoa smelter in Greenland
Schwarz HG (2004) Aluminum production and energy. In: Encyclopedia of energy. pp 81–95
Seetharaman S (2014) Treatise on process metallurgy, volume 3: Industrial processes, Part A. Elsevier, Oxford
Silva N, d'Souza N, Binder M (2010) Final report life cycle impact assessment of aluminum beverage cans
Tan RBH, Khoo HH (2005) An LCA study of a primary aluminum supply chain. J Clean Prod 13:607–618. https://doi.org/10.1016/j.jclepro.2003.12.022
Tillman AM, Ekvall T, Baumann H, Rydbergl T (1994) Choice of system boundaries in life cycle assessment
Total Energy Supply (TES) by source (2021) China - Countries & Regions, International Energy Agency. https://www.iea.org/countries/china. Accessed 30 Nov 2021
Yang Y, Guo YQ, Zhu WS, Huang JB (2019) Environmental impact assessment of China’s primary aluminum based on life cycle assessment. Trans Nonferrous Met Soc China (English Ed) 29:1784–1792. https://doi.org/10.1016/S1003-6326(19)65086-7
Zare R, Izadikhah M (2017) Multi-criteria decision making methods for comparing three models of aluminum ingot production through life cycle assessment. Appl Ecol Environ Res 15:1697–1715. https://doi.org/10.15666/aeer/1503_16971715
Zhu X, Jin Q, Ye Z (2020) Life cycle environmental and economic assessment of alumina recovery from secondary aluminum dross in China. J Clean Prod 277:123291. https://doi.org/10.1016/J.JCLEPRO.2020.123291
Acknowledgements
This work has been carried out in the frame of the AlSiCal project, funded by the European Union’s Horizon 2020 research and innovation programme under grant agreement Nº 820911. The purpose of this research within the AlSiCal project was to get knowledge about the Bayer process and to use these data as a benchmarking on alumina production, given that the AlSiCal new technology aims to produce alumina, silica, and precipitated calcium carbonate from anorthosite minerals.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Communicated by Andrea J. Russell-Vaccari
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sáez-Guinoa, J., García-Franco, E., Llera-Sastresa, E. et al. The effects of energy consumption of alumina production in the environmental impacts using life cycle assessment. Int J Life Cycle Assess 29, 380–393 (2024). https://doi.org/10.1007/s11367-023-02257-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-023-02257-8