
Abstract
Purpose
The environmental impact of aluminum cans and aluminum food packaging has been extensively studied in the last years; most of the researchers focused their attention on the whole lifecycle: from the aluminum extraction to the end-of-life management, while there are no dedicated studies devoted to the detailed analysis of the rolling phase. The aim of this paper is to present an LCA analysis focused on the fabrication of the thin plates to be used for can and tray production; the work has been carried out by studying the “Laminazione Sottile” plant with a cradle-to-gate approach, considering as functional unit thin plates of two different alloys.
Materials and methods
Inventory data were collected from the “Laminazione Sottile S.p.A.” plant, and off-plant emissions from external goods and fuels were accounted for based on existent LCA databases. Gabi has been used as software to model the process and calculate the impacts, while the CML method has been used. Most of the data have been directly measured in the plant during 1 year of work.
Results and discussion
The results showed that the most impactful phase is the extraction of aluminum or the use of primary aluminum. Focusing the attention on the manufacturing process, the foundry is the most impacting stage, and the high energy required to melt the aluminum leads to most of the emissions. Moreover, this contribution is probably underestimated in this work because the impacts related to the manufacturing of the facilities used (furnaces and so on) are not considered. Another interesting finding is that both the supply chain and the general consumption have a non-negligible impact, highlighting the necessity to optimize these two aspects by implementing new policies for purchasing and work organization.
Conclusions
The study highlighted that the production of primary aluminum is the most impacting step, followed by the foundry and the hot rolling. Production of thin aluminum plates by rolling requires a lot of energy, so the carbon footprint of these processes is quite high. The chemicals used in the rolling steps play also a role in the general impact of the whole process. The company continuously promotes improvements of the process to reduce the footprint and puts a lot of money and effort to introduce new sensors and technologies to monitor the consumptions and improve the processes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The earth’s population and the demand for consumption goods are continuously increasing, this enormous growth forces substantial challenges to the current consumption and production forms (Charles et al. 2010). In trying to achieve a sustainable growth, the correct management of the resources is a fundamental point, since continued exploitation of resources will lead to their depletion and consequent reduced availability (Klinglmair et al. 2014; Luthin et al. 2021). Globally, the industrial sector accounts for about 30% of the CO2 emissions and one-third of the world’s energy demand, with the leading industries being: metals, cement, chemicals, and petroleum processes (Woodward et al. 2014). The main industrial CO2 emissions are mostly energy-related, resulting either directly from burning fossil fuels or indirectly from purchasing electricity and steam. However, there are also process-related emissions which cannot be disregarded (Chisalita et al. 2019).
Aluminum is the most important non-ferrous working metal in today’s industry (National minerals information center (2020)); its use is continuously increasing in various application fields (e.g., transports, packaging, structures) and significantly contributes to GHG emissions using more than 3.5% of the global electricity (Cullen and Allwood 2013). It is immediate to understand that the reduction of the environmental impact of aluminum-made product is one of the keys to reducing the global environmental footprint, and some companies are putting a lot of effort to tackle this goal. The European Aluminium Association, founded in 1981 and based in Brussels, is a member-based industry association that continuously works to foster the sustainability of the aluminum industry and who carry out and release several LCA analysis and sustainability reports focused on aluminum production, manufacturing, use, and disposal (Profile and report for the European Aluminium industry published in 2018 and available on the website of European Aluminium:https:,, european-aluminium.eu,. 2018). Among their various studies is of particular interest for this piece of work the “Environmental profile report for the aluminum refining industry—Life Cycle Inventory data (2017–2019) for the production of cast alloys ingot from scrap and waste” (Environmental profile report for the aluminium refining industry life cycle inventory data (2017–2019) for the production of cast alloys ingot from scrap and waste 2021) where it is possible to find out a lot of data and a detailed impact analysis for the production of aluminum ingots from scraps and waste, the data used in the cited report are representative for the European production and can be used as starting point to model the various applications and products. The same association publishes a report on aluminum beverage cans, but a close focus on the rolling stage is still missing (Environmental profile report life-cycle inventory data for aluminium production and transformation processes in Europe February 2018). Moreover, the Product Category Rules for aluminum and its alloys, as published recently on Environdec (Niero et al. 2016), can be also used to assess the environmental impact of various aluminum products, but still, a focus on the rolling stage is missing.
For instance, the aluminum beverage can industry, together with beverage companies, has put a lot of effort into measuring the eco-efficiency of their products (Sevigné-Itoiz et al. 2014) by assessing their environmental performance. A very interesting outcome was the identification of the energy consumption during primary aluminum manufacturing as the main hotspot in terms of environmental impact. Consequently, the use of secondary aluminum has been keenly supported to reduce both the emissions of greenhouse gases (GHG) and the reliance on primary aluminum (Stichling and Nguyen-Ngoc 2009); moreover, the recycling of used aluminum products was identified as a key factor in reducing the environmental impact of aluminum industry (Speck et al. 2015).
Life cycle assessment (LCA) is frequently used as a tool to measure the environmental impact of a product and to support the decisional process in the manufacturing industry (Environmental management-life cycle assessment-principles and framework 2006). The LCA methodology, defined by international standards (International Organization for Standardization 2006; Verghese et al. 2010), provides a systematic approach for informed decision-making in improving the sustainability of product/package systems on a strong scientific fundament. The LCA methodology is largely used in the packaging sector in the design and development of sustainable packaging (Speck et al. 2015). Recent scientific publications target value choices of the LCA product system modeling approaches as implemented in product system modeling software and how these choices may influence the results of an LCA study (Washington 2010).
Several studies devoted their attention (Scipioni et al. 2013; Raugei et al. 2014) to studying the whole life cycle of the product, from the cradle to the graveyard, providing on the one hand a complete view of the environmental impact but, on the other hand, using database data for some phases of the process. For instance, the rolling phase, when the aluminum ingot is rolled to obtain the coil to be used for the final product manufacturing, is not analyzed in detail (Tan and Khoo 2005; Hauschild et al. 2018) and is simplified: the different rolling steps are packed all together, the transportation is not carefully considered, databases data are used for the LCI, and so on.
The rolling phase is, together with the production of primary aluminum (Nee et al. n.d.; Humbert et al. 2009), the most energy-demanding stage in the production of aluminum packaging, due to the environmental impact, is closely related to the energy consumption; it can be argued that aiming to reduce the impact of aluminum packages, the rolling phase must be carefully analyzed to find some specific points to be improved. The aim of this work is to perform an LCA analysis of the aluminum sheets to be used for the fabrication of aluminum packages (whatever cans, food trays, or other products); focusing the attention on the rolling process, the analysis will not consider the further stages which have been investigated in the literature. The purpose of this study is dual: (i) to provide a detailed analysis of the impact of the rolling process and to propose some direction of improvement, (ii) to provide more reliable data for people performing LCA analysis of the product made starting from aluminum rolled sheets.
2 Materials and methods
2.1 Goal and scope definition
The present study is intended to evaluate the environmental impact of the rolling process of aluminum sheets and plates to be used for the fabrication of packaging products (food trays, cans, wine caps, and so on); in particular, two different alloys will be considered: AA 3005 and AA 5052, whose chemical compositions are given, respectively, in Tables 1 and 2; the analysis has been carried out in collaboration with a manufacturing firm, Laminazione Sottile S.p.A., that starting from a mix of primary and secondary aluminum produces thin coils and foils of aluminum to be sold to other companies who produce the final product.
The term secondary aluminum, as generally defined in Environmental profile report for the aluminium refining industry life cycle inventory data ((2017)–(2019)) for the production of cast alloys ingot from scrap and waste (2021), includes scraps (pre- and post-consumer), and drosses coming from both other aluminum industries (i.e., external drosses) and internal processes (i.e., internal drosses).
In this work, the term secondary aluminum includes only pre-consumer (i.e., new) aluminum scrap which comes into the plant mainly directly from other industries; it is therefore of known quality and alloy and is uncoated. To properly model the secondary aluminum, the following strategy has been used: it was considered the transport from the supplier to the plant, it was considered the impact connected to the preparation and melting of the scraps, and then the secondary aluminum is subject to the same processes as the primary aluminum. The inputs and outputs associated with unit processes for extraction and processing of raw materials or final disposal of products are shared by more than one product system, so the attribution of the burdens linked to the material extraction should be discussed. Typically, in cradle-to-gate carbon footprint communications, post-consumer scrap is assigned burden-free, while the modeling of pre-consumer scrap is subject to interpretation. ISO 14044 and ISO 14067 do not explicitly require applying one specific approach, ISO 21930 and EN 15804 both contain specific requirements regarding how to process scrap shall be modeled. All these requirements are presented in the context of a full life cycle carbon footprint, and their applicability in the context of the cradle-to-gate approach, which is the case of this work, is subject to interpretation. In this work, we decided to consider the secondary aluminum burden-free on the assumption that the material is a waste which the holder intends to dispose of.
The intended application of the results is various: (i) to identify the hot spot in the manufacturing path of the aluminum sheets, (ii) to evaluate improvement potentials from changes in product design and manufacturing, (iii) to document the environmental performances of the products; to provide more reliable data for people studying the sustainability of aluminum parts. The decision context of this study, as clarified by Nee et al. n.d., is on a micro-level scale: the results obtained can be used to support decisions but the small scale of the studied product system implies that regardless of the decision made, it will not cause structural changes in the systems that the studied product system interacts with.
The chosen functional unit is, for both the alloys under investigation, 1 kg of cut plates, and the approach chosen is from cradle to gate. The analysis includes the following phases: raw material extraction, transport to the Laminazione Sottile plant, manufacturing process from fusion to the final cut through all the required rolling and heat treatment steps, and final packaging before the expedition to the customers. The software chosen to conduct the analysis was Gabi.
As usual in LCA analysis, some assumptions and limitations have been made. The fabrication, maintenance, and dismission of buildings, machines, equipment, and infrastructures have been completely neglected under the hypothesis that their impact, diluted on the years of service and on the thousands of tons of aluminum coil produced each year, with respect to the considered functional unit is negligible.
The life cycle impact assessment is performed by using the CML 2001 methodology (Humbert et al. 2009), and the following indicators have been chosen: depletion of abiotic resources-elements (ADPe) (kg Sb eq.); depletion of abiotic resources-fossil fuels (ADPf) (MJ); acidification for land and water (kg SO2 eq.); ozone depletion (kg R-11 eq.); global warming potential (kg CO2 eq.); eutrophication (kg PO43- eq.); photochemical ozone creation (kg ethene eq.).
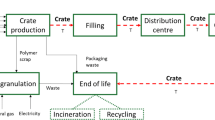
A scheme of the modeled system, with all the processes studied and the considered fluxes (resources, materials, emissions, waste) is given in Fig. 1.

Scheme of the modeled production system
2.2 Life cycle inventory analysis
Primary data and information are obtained by Laminazione Sottile and its suppliers, and most of the data have been obtained through direct measurements in the plant while operating. Secondary data are obtained from the scientific literature and the GABI database. Energy use, resource consumption, and pollutant emissions are quantified for each packaging system’s life cycle. Cutoff rules and Cutoff criteria are used to decide whether processes shall be included in the product system and data gathered (Toniolo et al. 2013); for both the alloys under investigation, mass, primary energy, and environmental significance are used to make the decision. A cutoff level of 1% is applied (the process is neglected if it reaches less than 1% of the total known mass, primary energy, and impact, respectively), focusing on uncertain processes during the use phase. All processes where data are available are taken into account, even if their contribution is less than 1%. Therefore, the cutoff rule is used to avoid gathering unknown data, but not to neglect known data.
An aspect which deserves to be explained in more words is how the alloying elements are considered; usually, this is not clarified in these types of studies, and in fact, there are so far no existing guidelines published on how the alloying elements should be accounted for and modeled. In this study, the following guidelines have been followed: (i) all the alloying elements are considered, even the ones present in very small percentages; (ii) impurities and “others” have been not considered at all because are not even traced during the aluminum fabrication and processing; (iii) the alloying elements already included in the secondary aluminum used have been not considered; (iv) to evaluate the impacts related to the alloying elements, the transport phase has been modeled, and the data regarding the production of the materials have been taken from the Gabi database.
The primary data have been measured through a year of working for the company; in particular, from January 2021 to January 2022, when literature or database data must have been used, the authors referred to the latest available data. The geographic provenance of the data was Italy or Europe; for the materials coming from other countries, it was chosen to be the data representative of those countries. The primary data are of high quality because they were directly measured in the plant for 1 year; also, the representativeness is very high due to the accurate measurement and tracking campaign.
As for all the plants, there are some resources and processes that cannot be directly imputed to one product because are common services used by the whole plant, usually defined as general plant consumptions. The problem to decide how to allocate these consumptions on the different products produced is faced by all the people working in this field (Liu 2013); in this study, it has been decided to divide those consumptions for the total mass of products produced and then to multiply for the produced mass of the specific product under investigation. The following general consumptions have been considered and charged on the studied products: electricity and natural gas used for general services (e.g., energy consumed by the offices, in the warehouses), water withdrawals and discharges, use of technical gases such as oxygen and nitrogen, chemicals used for water treatment, packaging materials, waste management and treatment.
To collect the data, a form has been prepared for each processing step; these forms will include the following: resources, energy fluxes, material input, material output, emissions to air, energy consumptions. The electricity and natural gas consumption is continuously measured by dedicated sensors and is recorded and stored.
The transport has been modeled by measuring, on Google Maps, the distance between Laminazione Sottile and its suppliers for each different material. In modeling the transports, various trucks have been used to account for the variety of different transportation systems adopted by the different suppliers. For overseas suppliers, an average ship, whose impacts are available within the Gabi database, has been considered. In modeling the energy used, the Italian grid data have been used for electricity while the Gabi database data have been used for methane. Most of the emissions have been directly measured by dedicated sensors, while some data regarding the wastes have been taken from the annual waste management statement of the company.
Tables 3 and 4 report the data related to the fusion process, where the ingots to be rolled are produced. The company uses a mix of primary and secondary aluminum with various alloying elements, refinement, and purifying elements to achieve the desired chemical composition for both the alloys under investigation in this paper. For each input, the substance has been also considered the distance between the Laminazione Sottile plant and the supplier.
The data regarding milling, heat treatment, and hot rolling are merged into a single table for each of the functional units under investigation (Tables 5 and 6). The impacts related to the manufacturing of the equipment used (i.e., milling machine, furnaces, rolling mill) are neglected as declared in the previous section, such a decision on the basis of the long service life of the facilities. In addition to the aluminum plate and the energy vectors, the process involves the use of lubricating oils. For both semi-finished products, the simplifying hypothesis was made by merging the quantities of the different types of lubricating oils used through the lubricating oil dataset item. In particular, all lubricating oils used come from the same supplier.
The cold rolling step involves a hot-rolled coil, energy vectors, and some additives and lubricants (Tables 7 and 8). Also in this case, the simplifying hypothesis was made by merging the quantities of the different types of lubricating oils used through the dataset item lubricating oil. Moreover, bleaching earth (bentonite) and filtration aid (diatomite) have been also used to model the additives used. The additives are labeled, in this paper, as “type x” because their formulation is protected know-how of the company.
The final heat treatment stage requires only the cold-rolled coil and the energy vectors; again, the impacts related to the manufacturing of the furnaces used are not considered (Tables 9 and 10).
After the heat treatment a surface treatment is performed on the coils to obtain the desired surface finishing and appearance, recalling that these coils can be used also for food packaging production this stage is extremely important (Tables 11 and 12). In addition to the heat-treated laminate and energy carriers, the process involves the use of type A additive ( made of 80% water (desalination; deionized) and 20% hydrogen fluoride), type B additive (made of 60% phosphoric acid, 22% water (desalinated; deionized), 18% chromic acid), and type C additive (made of 80% water (desalinated; deionized), 5% butyl diglycol, 5% ethylenediaminetetraacetic acid (EDTA), 5% potassium hydroxide (potash), 5% C12-14 AE7). The additive of types A, B, C, and D are flows created ad hoc but do not have the information relating to the energy consumption necessary for their production.
The transversal cutting requires a plasticizer, (plasticizer [organic intermediate products]) and the energy vectors (Tables 13 and 14).
The packaging step requires paper, cardboard, wood, and plastic, modeled accordingly by using the database of Gabi (Tables 15 and 16). The quantities are taken from the environmental declaration of the company.
The general consumption is considered to be all the consumptions that cannot be directly referred to the chosen product but that are fundamental for the working of the plant (Tables 17 and 18). Not having the possibility of attributing the real quantities of these consumptions for each phase of the process, the assumption of equal distribution for the entire production line was made. Therefore, the annual consumption was divided over the entire laminate production of the plant, equal to 112,625 tons, weighed on the output quantity of the last phase of the production process, namely the transversal cutting one. This processing unit, the above described one representative of the general consumptions, includes the management of the waste generated (including also the packaging materials disposed of), the water consumption of the plant (water, in the ground), and the consequent discharge of wastewater (treated wastewater), the consumption of auxiliary substances such as diesel oil, nitrogen, oxygen, and chemicals for water treatment, and the consumption of electricity and natural gas for general services. The “Water treatment chemicals” input was modeled by entering all the consumption of chemicals for water treatment. In the database available in GaBi, there are no flows associated with the different chemicals used. For this reason, the modeling of the individual substances was carried out on the basis of the technical and safety data sheets by building ad hoc flows. The percentage of chemical compositions relating to the constituents of the substances used for water treatment will be reported.
The processing route has been modeled by using the software Gabi by inserting all the abovementioned units with their materials, resources, emissions, and fluxes. The scheme of the system, as shown by the Gabi interface, is reported in Fig. 2.

Scheme of the modeled process as shown by the Gabi interface
Aiming to describe the process in the most detailed manner possible, the substances used for the treatment of process water were also taken into account, and the consumption of these substances has been monitored and recorded. The treatment of water is centralized for the whole plant, so it is difficult to attribute the precise quantity of each substance used to the functional units chosen; on this premise, it was decided to divide the total amount of substances used among the different products on the basis of the annual production of each product (i.e., total amount of a given substance divided for the total production of the firm, then this quantity multiplied for the production of the 3005 and 5052 sheets, then this final quantity divided respect to the functional unit). For each substance, it was also considered the distance from the seller, to further evidence the relevance of logistic fluxes. The results are shown in Table 19; for confidentiality reasons, some substances are just referred to as “substance x” while have been modeled by using their constituents as declared by the company and referring to the Gabi database.
The water discharges were modeled using the mean values of the analyzes carried out during 2020; the values reported by the management control in mg/l were then normalized with respect to the quantities in liters of wastewater. The quantities used in this LCA analysis are given in Table 20.
As far as waste management is concerned, this was modeled using the MUD (Modello Unico Dichiarazione Ambientale – comprehensive environmental declaration) for the year 2020 as a data source. In accordance with the approach adopted, the treatment process was modeled only for waste destined for disposal. The process of transporting the disposed waste has not been modeled given the unavailability of data for the year 2020. The full list of disposed wastes is given in Table 21.
3 Results and discussion
3.1 Life cycle impact analysis
This section is devoted to the third phase of the LCA study, the life cycle impact assessment (LCIA) where the life cycle inventory’s information on elementary flows is translated into the chosen environmental impact categories. In accordance with the ISO 14040 and ISO 14044 Standards, in this study, the evaluation phase is limited to the mandatory elements, i.e., the definition of impact categories, classification, and characterization. As anticipated, reference is made to the CML 2001 evaluation method present within GaBi. It should be noted that, as required by the reference standards for conducting LCA studies, the results of the impact assessment are relative expressions and do not include considerations on exceeding thresholds, safety margins, or risks.
In order to allow a complete view of the main sources of impact, the results are proposed divided:
-
Raw material (labeled as RM)
-
Transportation (labeled as T)
-
Manufacturing process (labeled as MP)
The results of the environmental impact assessment for both the analyzed alloys are below reported in Tables 22 and 23.
As expected, the raw materials and the manufacturing process are responsible for the most of the environmental impact, while the transport has a minor impact (even if relevant and not negligible). The first consideration that comes out is that in aiming to reduce the environmental footprint, three actions must be taken: (i) promote the use of secondary aluminum, (ii) improve the manufacturing process, (iii) try to shorten the logistic lines. The manufacturing route has a great importance, so a lot of effort must be put to improve this step.
3.2 Life cycle interpretation
In Figs. 3 and 4, the results of the impact analysis are reported for both the alloys under investigation. For each impact category, two plots are reported: (i) on the left is a pie chart depicting the contribution of three different steps of the manufacturing path on the given indicator, namely raw material which accounts for the extraction and production of primary aluminum, a manufacturing process which considers the studied processing route leading from the aluminum to the functional unit considered, and logistic which includes all the aspects related to the transport of materials from the respective producers to the Laminazione Sottile plant; (ii) on the right, a stack diagram is reported where is highlighted the contribution, to the considered impact category, of the different steps of the manufacturing route.

Impact analysis for AA 3005

Impact analysis for AA 5052
The first observation is that while the contribution of base material (i.e., primary aluminum extraction and fabrication) is still predominant, the contribution of the manufacturing process and supply chain cannot be neglected. The manufacturing process is the most influential for the ADPe indicator and has a strong influence also on EP, and the logistic chain affects more POCP and EP.
Looking more inside the processing route melting and hot rolling are the most impacting processes, probably due to the high energy required to heat up the aluminum slabs. It is worth noting that probably the impact of these two steps is underestimated in this study because the impact of the fabrication of the equipment used has been not considered, and the manufacturing of equipment usually employed in high-temperature metal working has a high impact on the environment. It is also important to appreciate that the general consumption is not negligible and plays an important role in the environmental footprint of the process.
Lastly, it can be noted that the AA 5052 plates have a bigger environmental impact with respect to the AA 3005; this can be attributed to the higher percentage of primary aluminum used. This result is also useful in supporting the decision of the designer when the material to be used for a new product must be chosen; both the alloys are used for food packaging, so, when possible, the one with the lesser environmental impact should be used. The higher environmental impact of AA 5052 can also be attributed to the high magnesium content (> 2%wt); this particular alloying element involves higher impacts for two main reasons: (i) high impacts related to the extraction and refinement of this element; (ii) the presence of Mg in aluminum, together with the advantages provided, involves some processing issues who make the rolling stage more complex and less environmentally friendly (Herrmann and Moltesen 2015).
In performing an LCA analysis, a key factor is the choice of the software to be used for modeling and impact calculations; according to Speck et al. (2016), there are two leading software used for LCA studies: SimaPro (Pre-sustainability 2012) and GaBi (PE-international 2012), both of which are commonly employed worldwide. The same authors (Speck et al. 2016) compared these two software and found that the differences observed when modeling the same system with different software can be mainly attributed to different errors in different databases. Other authors focused their attention on this issue: (Speck et al. 2015) reported that even when inputs are matched as closely as possible, implementations of a supposedly common methodology in different LCA software systems can provide differing results. Conversely to what has been observed in the previous paper, Speck et al. assessed that the most common cause of differences between implementations of impact assessment methods in SimaPro and GaBi is that one software includes characterization factors for substances that the other software excludes. The same authors in a different paper (Environmental profile report from the aluminium industry) further evidenced that the choice of software program used for environmental analysis can affect the results attributing this occurrence to the natural inclination of the user to employ data sets that are “convenient” when using specific software packages. The present work has been performed by using Gabi; following the findings of the above-discussed papers and aiming to obtain results as more reliably as possible, the following strategies have been adopted: the use of database data has been limited as much as possible to reduce the influence of the software used; the dataset chosen was the most representative ones for the modeled processes. A line of future work can be to perform the same analysis with different software and compare the obtained results.
It is also interesting to compare the results of this work with the ones presented in the Environmental Profile Report from the aluminum industry [31] which includes a detailed section on rolling and foil production. Before comparing the results, some clarifications must be made. First of all, the Environmental Report defines a functional unit as 1 ton of aluminum foil, while in this work, we are considering as a functional unit 1 kg of cut plates (whose thickness is less than 1 mm, so can be intended as plates cut from foil); this implies that in our work, one more processing step is considered. The transport phase and the general consumption (that in this study are modeled in detail) are not considered in the Environmental Report; moreover, in our work, also the alloying elements are considered, while in the report, a generic aluminum ingot is considered. The report has been realized by using Gabi as software, the same used in this work. Summarizing it can be said that our work is more detailed, with more impact and processes considered and modeled. Comparing the impacts calculated, it can be noted that we obtained values slightly higher than the ones shown in the report; this outcome can be explained by considering that in our work, more processes have been considered, so our result is more precise. In particular, in the report, a GWP (kg CO2 eq./kg) 1.30E + 03 has been calculated for 1 ton of foil while we have calculated 5.26 for 1 kg of cut plates of AA 3005 and 7.5 for 1 kg of cut plates of AA 5052; it is easy to appreciate that all the values are of the same order of magnitude (considering the conversion rate between tons and kg), but in our study, a slightly higher value has been calculated due to the more detailed modeling (with respect to the report, we also consider the transport, the general consumption, the alloying elements, the final cut stage). It can be said that the data reported in the report are a good starting point to calculate the real impacts, but then more processes should be added to calculate the effective impacts of a given plant. It must be also said that the report covers a number of different plants, and some impacts (for instance, the ones related to the transport or to the general consumptions) are too dependent on the specific plant to be included in such a study.
3.3 Sensitivity analysis
In the previous sections, it has been shown that the production of primary aluminum is responsible for most of the impacts; on this premise, it has been decided to perform a sensitivity analysis varying the percentage of primary aluminum used. Looking at Tables 3 and 4, it is possible to recall that 3356 kg of primary aluminum is used for AA 3005, and 4815 kg of primary aluminum is used for AA 5056; in this analysis, it was set a quantity of primary aluminum reduced by 50; the quantity of secondary aluminum was varied accordingly to keep constant the amount of processed material. The percentage of decrease used has been assessed according to the possibility of finding and buying only a specific quantity of secondary aluminum in tablets; moreover, the maximum usable quantity of secondary aluminum is limited due to the presence of impurities and other not desired alloying elements that do not allow to reach the fixed values of chemical compositions to the furnaces. The variations of the calculated impacts for the two alloys under investigation are given in Figs. 5 and 6. As can be seen from the results obtained, the reduction of virgin material profoundly changes the profile of the environmental impacts of the product, with variations between − 16 and − 39% for alloy sheets 3005 and between − 19 and − 40% for 5052 alloy plates. For the former, the major differences are found in the categories acidification potential (AP) and climate change (GWP). For 5052 alloy plates, the highest percentage decreases occur in the impact categories depletion of abiotic resources-fossil fuels (ADPf) and climate change (GWP).

Reduction of the impacts when reducing the use of primary aluminum of the 50% for AA 3035

Reduction of the impacts when reducing the use of primary aluminum of the 50% for AA 5056
Similarly, it can be argued that a reduction of the environmental impact of primary aluminum fabrication would reduce the impact of the product system considered in this work, so the companies should pursue these two strategies: on one hand to reduce the use of primary aluminum and on the other hand to select suppliers who produce primary aluminum in an environmentally conscious manner.
Another important point to reduce the environmental impact is the material use efficiency, so one can argue that a reduction of the can thickness, leading to the use of lesser material for the same product, could further reduce the environmental impact. This question is more complex because conflicting issues are coupled: (i) when reducing the thickness of the sheet, lesser material is used for the same product so the impacts related to the raw material are reduced; (ii) the reduction of the thickness requires a further rolling stage, increasing the impacts related to the processing; (iii) in this study, the fabrication of the final product and the use phase is not considered; to better evaluate the influence of thickness, these stages must be included and carefully considered.
4 Conclusions
In this work, a detailed LCA analysis, with a cradle-to-gate approach, has been performed on two functional units: rolled plates of AA 3005 and AA 5052. The emphasis was put on the rolling process, to highlight the contribution of this stage. Usually, these plates are further worked to obtain aluminum cans or various typologies of food packaging. The results discussed are meant to be used by researchers and practitioners to re-think and improve the processes from an environmental impact reduction perspective. Summarizing the work done the following considerations can be enucleated:
-
The production of primary aluminum is the most impacting step of the whole process, so effective policies of re-use of secondary aluminum, scraps, and wastes must be enforced
-
Shared policies among companies should be enforced to better manage the life cycle of aluminum, and the management of wastes and drosses should be also the object of discussion among the companies
-
The supply chain has a relevant influence on the environmental performances of the process, so it is important to try to reduce the distance traveled by materials and consumables from the producers to the rolling plant
-
An effective policy to reduce the impacts can be the selection of primary aluminum suppliers with a low environmental impact, so in the future operations, when selecting suppliers, both the distance traveled from the supplier to the plant and the environmental impact of the supplier must be considered
-
Hot rolling and melting are the most impacting steps of the manufacturing route; the impact of the manufacturing route is comparable, even if lower, to the one of the primary aluminum production; the rolling process must be carefully reconsidered, and the melting needs to be also optimized to reduce their environmental footprint
-
The reduction of the use of primary aluminum involves a noticeable reduction of all the impacts for both the alloys, so the manufacturers should try to reduce the use of primary aluminum and try to purchase primary aluminum from suppliers who produce in an environmentally conscious manner
-
This study is an initial assessment point whose results have been used by the company to improve its environmental performances.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Aluminum Association (2010) Final report life cycle impact assessment of aluminum beverage cans. Aluminum Association: Washington, DC, USA
Charles H, Godfray J, Beddington JR, Crute IR, Haddad L, Lawrence D et al (2010) Food security: the challenge of feeding 9 billion people
Chisalita DA, Petrescu L, Cobden P, van Dijk HE, Cormos AM, Cormos CC (2019) Assessing the environmental impact of an integrated steel mill with post-combustion CO2 capture and storage using the LCA methodology. J Clean Prod 211:1015–1025. https://doi.org/10.1016/j.jclepro.2018.11.256
Cullen JM, Allwood JM (2013) Mapping the global flow of aluminum: from liquid aluminum to end-use goods. Environ Sci Technol 47:3057–3064. https://doi.org/10.1021/es304256s
Environmental profile report for the aluminium refining industry life cycle inventory data (2017–2019) for the production of cast alloys ingot from scrap and waste November 2021
Environmental Profile report for the European Aluminium industry published in 2018 and available on the website of European Aluminium: https://european-aluminium.eu/
Environmental profile report from the aluminium industry - https://mailchi.mp/965bbdbf2cfe/3rvtqprwvf
Environmental profile report life-cycle inventory data for aluminium production and transformation processes in Europe February 2018. https://www.environdec.com/product-category-rules-pcr/the-pcr
Hauschild M, Rosenbaum R, Irving Olsen S (2018) Life cycle assessment. Cham: Springer International Publishing. https://doi.org/10.1007/978-3-319-56475-3
Herrmann I, Moltesen A (2015) Does it matter which life cycle assessment (LCA) tool you choose? - a comparative assessment of SimaPro and GaBi. J Clean Prod 86:163–169. https://doi.org/10.1016/j.jclepro.2014.08.004
Humbert S, Rossi V, Margni M, Jolliet O, Loerincik Y (2009) Life cycle assessment of two baby food packaging alternatives: glass jars vs. plastic pots. Int J Life Cycle Assess 14:95–106. https://doi.org/10.1007/s11367-008-0052-6
International Organization for Standardization (2006) Environmental management: life cycle assessment; Principles and Framework
International Organization for Standardization (2006) Environmental management: life cycle assessment; requirements and guidelines (IS/ISO 14044)
Klinglmair M, Sala S, Brandão M (2014) Assessing resource depletion in LCA: a review of methods and methodological issues. Int J Life Cycle Assess 19:580–592. https://doi.org/10.1007/s11367-013-0650-9
Liu M (2013) Guang-Ling Song Impurity control and corrosion resistance of magnesium–aluminum alloy. Corros Sci 77:143–150
Luthin A, Backes JG, Traverso M (2021) A framework to identify environmental-economic trade-offs by combining life cycle assessment and life cycle costing – a case study of aluminium production. J Clean Prod 321. https://doi.org/10.1016/j.jclepro.2021.128902
National minerals information center (2020) USGS Aluminum statistics and information Available online at: https://www.usgs.gov/centers/nmic/aluminum-statistics-and-information 2/12/2020. 2020
Nee AYC, Soh B, Ong SK (n.d.) Re-engineering manufacturing for sustainability
Niero M, Negrelli AJ, Hoffmeyer SB, Olsen SI, Birkved M (2016) Closing the loop for aluminum cans: life cycle assessment of progression in cradle-to-cradle certification levels. J Clean Prod. Elsevier Ltd. 126:352–362. https://doi.org/10.1016/j.jclepro.2016.02.122
Raugei M, el Fakir O, Wang L, Lin J, Morrey D (2014) Life cycle assessment of the potential environmental benefits of a novel hot forming process in automotive manufacturing. J Clean Prod 83:80–86. https://doi.org/10.1016/j.jclepro.2014.07.037
Scipioni A, Niero M, Mazzi A, Manzardo A, Piubello S (2013) Significance of the use of non-renewable fossil CED as proxy indicator for screening LCA in the beverage packaging sector. Int J Life Cycle Assess 18:673–682. https://doi.org/10.1007/s11367-012-0484-x
Sevigné-Itoiz E, Gasol CM, Rieradevall J, Gabarrell X (2014) Environmental consequences of recycling aluminum old scrap in a global market. Resour Conserv Recycl 89:94–103. https://doi.org/10.1016/j.resconrec.2014.05.002
Speck R, Selke S, Auras R, Fitzsimmons J (2015) Choice of life cycle assessment software can impact packaging system decisions. Packag Technol Sci 28:579–588. https://doi.org/10.1002/pts.2123
Speck R, Selke S, Auras R, Fitzsimmons J (2016) Life cycle assessment software: selection can impact results. J Ind Ecol 20:18–28. https://doi.org/10.1111/jiec.12245
Stichling J, Nguyen-Ngoc D (2009) Life cycle inventory and impact analysis for beverage cans. Final Rep PE Int
Tan RBH, Khoo HH (2005) An LCA study of a primary aluminum supply chain. J Clean Prod 13:607–618. https://doi.org/10.1016/j.jclepro.2003.12.022
Toniolo S, Mazzi A, Niero M, Zuliani F, Scipioni A (2013) Comparative LCA to evaluate how much recycling is environmentally favourable for food packaging. Resour Conserv Recycl 77:61–68. https://doi.org/10.1016/j.resconrec.2013.06.003
Verghese KL, Horne R, Carre A (2010) PIQET: the design and development of an online streamlined LCA tool for sustainable packaging design decision support. Int J Life Cycle Assess 15:608–620. https://doi.org/10.1007/s11367-010-0193-2
Woodward A, Smith KR, Campbell-Lendrum D, Chadee DD, Honda Y, Liu Q et al (2014) Climate change and health: on the latest IPCC report. Lancet 383:1185–1189. https://doi.org/10.1016/S0140-6736(14)60576-6
Funding
Open access funding provided by Università degli Studi di Napoli Federico II within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Communicated by Andrea J Russell-Vaccari.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Astarita, A., De Luca, M. & Sinagra, C. Impact of rolling processes in the production of aluminum packaging assessed through LCA. Int J Life Cycle Assess 28, 1756–1772 (2023). https://doi.org/10.1007/s11367-023-02220-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-023-02220-7