
Abstract
Purpose
Magna International Inc. (Magna), in cooperation with the United States Department of Energy (U.S. DOE) and partners FCA US LLC (FCA US) and Grupo Antolin North America, Inc., developed a new state of the art Ultralight door design in 2017 that achieved a 40% overall mass reduction compared to the Baseline door. The purpose of this comparative life cycle assessment (LCA) study is to provide quantitative information about the potential life cycle environmental performance of the new Ultralight door parts compared to the conventional door parts of the 2016 Chrysler 200C (the Baseline), built and driven for 250,000 km in North America (NA).
Methods
This LCA study of Magna’s Ultralight door innovation is conducted in accordance with the International Organization for Standardization (ISO) standards 14040 series and follows the specific rules and requirements provided in the Canadian Standards Association (CSA) Group guidelines for conducting LCA of auto parts incorporating weight changes due to material composition, manufacturing technology, or part geometry. This guidance establishes auto-sector-specific technical parameters and LCA calculation rules and requirements for conducting comparative LCA studies for auto parts in NA.
Results and discussion
Life cycle global warming potential (GWP) and total primary energy demand (TPE) of the Ultralight auto doors (with powertrain, P/T adaptation) are 6.0 g carbon dioxide, CO2 eq/km, and 86 kJ/km lower than that of the Baseline, respectively. Life cycle GWP and TPE of the Ultralight auto doors (no P/T adaptation) are 2.8 g CO2 eq/km and 40 kJ/km lower than that of the Baseline, respectively. The “vehicle strategic systems” (with P/T adaptation) lightweighting approach shows the lowest potential environmental impacts compared to the Baseline in all selected LCA indicators.
Conclusions
Overall, the innovative aluminum-intensive door design architecture provides a substantial mass reduction for the driver’s side door (15.2 kg), which results in a potential mass reduction of 49.5 kg for a 4-door vehicle versus its Baseline 4-door. The ISO 14040 series and CSA Group Guidance conformance LCA results of the Ultralight door designs (no P/T and with P/T adaptation) show lower potential environmental impacts due to lightweighting compared to the Baseline, both built and driven for 250,000 km in NA, in terms of all selected LCA indicators.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In 2015, the transportation sector generated 27% of total U.S. greenhouse gas emissions (GHGs), the second largest contributor after the electricity sector in the USA (U.S. EPA 2017). Vehicle mass reduction is an effective method to improve vehicle operating efficiency and reduce both fuel consumption and CO2 emissions by reducing vehicle road loads (Hottle et al. 2017). Vehicle mass efficiency is no passing fad—escalating global fuel economy and safety regulations ensure that lightweighting, as a product-development tenet, is here to stay (Brooke et al. 2016).
As “bolt-on” subassemblies, closure panels such as doors, hoods, and deck lids provide a unique opportunity to tailor the vehicle mass to achieve local environmental compliance relative to a global vehicle platform while maintaining equivalent functionality and safety performance. In the recent years, advancing the design and production of closure panels has received major attention from the global auto part original equipment manufacturers (OEMs) and tier suppliers due to the lack of associated cost to modify existing body shop infrastructure enabling mid-cycle implementation.
The Ultralight door holistic design approach includes the development and functional integration of an aluminum door structure with a fiber-reinforced composite door module and interior trim, chemically toughened glass, while maintaining functionality and safety performance of the 2016 Baseline door. Overall, the project makes use of lightweight materials readily available today that can easily be made using commercially available materials and existing manufacturing processes, without a significant increase in manufacturing costs.
The door-in-white (DIW) design makes extensive use of aluminum and achieves approximately half of the total mass reduction of the complete door assembly. The term DIW commonly refers to the basic door structure of spot-welded panels and typically consists of inner and outer panels, door beam, upper structure, outer belt line, door check, latch reinforcement, and hinge reinforcements. Furthermore, the Ultralight door latch mechanism achieved a 53% mass reduction compared to the Baseline door and is operated 100% electronically, with no cables, rods, or moving handles in the door. The Ultralight door-laminated glass assembly achieved a 48% mass reduction. The chemically toughened glass enables the glass layers to be up to 50% thinner than conventional vehicle glass. Overall, the innovative aluminum-intensive door design architecture provides a substantial mass reduction for the driver’s side door (15.2 kg), which results in a potential mass reduction of 49.5 kg for a 4-door vehicle versus its Baseline 4-door.
2 Ultralight auto door parts
This LCA study is conducted for auto door parts of Magna’s Ultralight design and 2016 Model Year Chrysler 200C 6-cylinder, 3.6 L, automatic 9-speed, an internal combustion engine vehicle (gasoline fueled) built and driven for 250,000 km in NA. The Baseline vehicle falls under the U.S. Environmental Protection Agency (EPA) size class “midsize sedan” (D-segment large cars, European Union classification) with interior passenger and cargo volumes (PCV) of 110 ≤ PCV ≤ 119 ft3 (CSA Group 2014).
Magna’s Ultralight auto doors (both front and rear) are identified as “aluminum intensive” designs and combine multimaterials such as aluminum, plastic, glass fiber-reinforced plastic (GFRP) composite, and other polymers for mass reductions. The 2016 Chrysler 200C doors are identified as “mild steel intensive” components.
An auto part is defined as a part, component, or subassembly of a road vehicle designed either for passenger or cargo transport, or both (CSA Group 2014). Table 1 presents the front and rear door mass distribution and reduction on auto part basis. The DIW subassembly contributes between 41 and 49% to total mass of each door. Overall, glass, interior trim, door module, and seals each contribute between 5 and 12% to the total mass of each door. The rest of the component parts each contribute between 1 to 5% to the total mass of each door.
The Ultralight front and rear door designs achieved an overall 15.2 kg (40%) and 9.6 kg (37%) mass reduction, respectively. No front and rear door auto parts incorporate mass increases. Carry over parts (COP) include auto parts that did not undergo any mass changes such as the door check, pressure sensor, control module, map pocket light, memory seat switches, and switch assembly (total mass less than 0.7 kg). The B-pillar applique, interior release handle, and interior arm rest bracket (Ultralight design) are included within the “Other” subassembly (total mass less than 0.5 kg). Although adhesives, fasteners, and other auto parts did undergo material composition changes, the mass changes are insignificant for the rear doors.
Table 2 details the main material composition of the front and rear door assemblies in absolute basis. Combined, mild steel and advanced high strength steel (AHSS) dominate the Baseline front and rear doors, 20.4 kg (54%) and 15.5 kg (60%), respectively. Aluminum dominates the Ultralight front and rear door designs, 9.6 kg (42%) and 7.3 kg (45%), respectively. The front and rear door assemblies make use of a wide variety of plastics (thermoplasts), rubbers (elastomers), and advanced GFRP parts. Specifically, polypropylene, acrylonitrile butadiene styrene rubber, ethylene-propylene-diene-monomers rubber, and 30% glass-reinforced polypropylene are the major material contributors to door parts made of plastic, rubber, and GFRP. The steel and aluminum material designations, applications, and forming processes applicable to both Ultralight and Baseline front and rear doors are presented in Table 3. Combined, the two Baseline front and rear doors use 71.7 kg steel products (mild steel and AHSS) compared to 5.4 kg used in two Ultralight front and rear doors, respectively. Similarly, the two Baseline front and rear doors use 0.69 kg aluminum products compared to 33.8 kg used in two Ultralight front and rear doors, respectively. Stamping is deemed the major fabrication process for the Ultralight and Baseline door systems. Cold stamping is used for all stamped door components, except for the Ultralight and Baseline door beam component of the DIW, which is warm and hot stamped, respectively.
3 ISO 14040 series and CSA Group guidance conformance LCA framework for comparative LCA studies of auto parts in NA context
As a standardized decision-support technique, LCA can provide beneficial information for tacking complex environmental sustainability decisions that can have high stakes such as GHG standards, corporate average fuel economy regulations, and clean energy policies in NA.
Magna’s Ultralight door LCA study has been conducted in accordance with ISO 14040 series (ISO 2006a, b) that provide general rules and requirements for conducting LCA study. This framework, however, leaves the individual LCA practitioner with a range of choices, which can affect the legitimacy of the results of an LCA study (EC-JRC-IES 2010; Del Duce et al. 2013). The flexibility of LCA methodology enables its use across industries and in varying levels of specificity, but also creates variability in scope, boundaries, and assumptions that can make comparing LCAs difficult (Hottle et al. 2017). While flexibility is essential in responding to the large variety of questions addressed, further guidance is needed to support consistency and quality assurance (EC-JRC-IES 2010, Del Duce et al. 2013).
The ISO 14040 series are multisectoral LCA standards that cover, but are not specifically tailored for, the auto sector (Bushi et al. 2015). Without auto sector specific rules, comparative LCA studies of identical auto parts conducted by different LCA practitioners can lead to significantly different results and recommendations. While each of the LCA studies may be conformant with the ISO 14040 series of LCA standards, discrepancies in life cycle inventory modeling, data sources, and automotive technical parameters can explain significant variations in the LCA results. To add to the complexity, the automotive sector remains highly competitive regarding the alternative lightweight material applications for auto parts. Globally, there is a noticeable increase in the number of comparative LCA studies of auto parts, commissioned by a wide range of interested parties, which typically intend to highlight the potential environmental benefits of selected lightweight materials versus the main competitors (Kim and Wallington 2013; Hottle et al. 2017).
In response to global automotive market changes and to complement the ISO 14040 series framework, the CSA Group LCA Guidance for auto parts document was developed in 2014 to establish auto sector specific technical parameters, and LCA calculation rules and requirements for conducting comparative LCA studies for auto parts in NA. The guidance document was peer reviewed for technical accuracy, conformance with ISO 14040/44 principles, and general relevance and applicability (CSA Group 2014). The Magna’s Ultralight Door LCA was carried out using the methodology consistent with ISO 14040 series and following the specific rules and guidance provided in the guidance document, as illustrated in Fig. 1.

ISO 14040 series and CSA Group guidance conformance LCA framework for comparative LCA studies of auto parts in NA context
The CSA Group document provides transparent and consistent guidance for assessing potential environmental impacts throughout the cradle-to-grave life cycle of an auto part, with a focus on weight differences between design options due to material composition, manufacturing technology, or part geometry. The LCA guidance document is tailored for internal combustion engine vehicles in the NA context and covers all U.S. EPA passenger vehicle size classes (sedan, station wagons, pickup trucks, vans, and sport utility vehicles). The LCA framework of the guidance document is adaptable to include advanced powertrains (e.g., hybrid and electric). The guideline does not directly address potential social and economic impacts that may be associated with an auto part. Although this guideline was developed to support the NA auto industry, the general rules and requirements can be applied to other world regions with modifications.
4 Goal and scope definition
The main goal of this LCA study is to compare Magna’s Ultralight door designs to the Baseline doors of the 2016 Chrysler 200C, built and driven for 250,000 km in NA, and calculate the total net change in cradle-to-grave environmental performance of Ultralight door designs incorporating mass reduction due to material composition, manufacturing technology, or part geometry.
The primary intended application is to inform Magna and project partners FCA US and Grupo Antolin North America, Inc., and the U.S. DOE Office of Energy Efficiency and Renewable Energy (EERE) about the potential life cycle environmental performance of the new Ultralight auto doors compared to the conventional doors. The primary intended audience is Magna and project partners, and the U.S. DOE EERE. Potential interested parties are auto part OEMs and tier suppliers, governmental organizations, NA industry associations, LCA practitioners, and other stakeholders who desire credible LCA information on Magna’s state of the art Ultralight door designs, alternative lightweighting materials and technologies for door assemblies, and lightweighting in general. The results of the Ultralight Door LCA study are intended to be used for comparative assertions to be disclosed to the public; therefore, an internal and external critical review by independent automotive and LCA experts, compliant with ISO 14040 series and CSA Group LCA Guidance of auto parts, was conducted and finalized in September 2017.
The functional unit is defined as the transportation service of four auto doors (both front and rear) that are manufactured and intended for use in NA for 250,000 km, are engineered to meet National Highway Traffic Safety Administration and Insurance Institute for Highway Safety 5-star safety criteria, and provide equivalent stiffness, noise, vibration, harshness performance, and durability of the Baseline door auto parts. For this comparative LCA study, the functional performance is identical between Magna’s Ultralight and 2016 Chrysler 200C Baseline door parts. The Ultralight door development included intensive simulation efforts, passing all safety and durability testing in the process. Next steps include manufacturing full-scale prototype door assemblies and performance and safety tests to validate the design, with the goal of being available for use in production vehicles by the fall of 2020.
The reference flow of the Ultralight and Baseline auto doors (both front and rear) is defined based on auto door replacement factor (FR) calculations (CSA Group 2014). The FR is calculated by dividing the vehicle’s lifetime driving distance (LTDDV) of 250,000 km by the assumed auto door lifetime driving distance (LTDDA). This way, FR = 1 means that the auto door has an LTDDA of 250,000 km and no replacement is conducted during the vehicle lifetime other than the first auto door installation in the vehicle architecture. The reference flow of both 2016 Chrysler 200C Baseline and Ultralight auto doors (both front and rear) is defined as 1 auto door (FR = 1).
The Magna’s new Ultralight door frame behind glass innovation applies to approximately 70% of the C, D, E, and F light-vehicle markets. The 2016 Chrysler 200C Baseline was selected as a typical vehicle of the D large car segment due to its dominant 2016 U.S. market share (48%). The Chrysler 200C went out of production in December 2016—for that reason, this LCA study is focused on two applicable approaches for the NA automotive market:
-
The Ultralight door design is part of a “tactical” approach, no P/T adaptation (adjustment).
-
The Ultralight door design is part of a “vehicle strategic systems” lightweighting approach that would lead to P/T adaptation.
“Tactical” means the lightweight components substitute the existing components, e.g., aluminum for conventional mild steel doors. In contrast, the “vehicle strategic systems” approach means a shift from mass management (lightweight components) to aggressive mass reduction (lightweight intensive vehicle), e.g., the multi material lightweight vehicle (Bushi et al. 2015).
The cradle-to-grave LCA of the Ultralight door parts includes all three main life cycle stages: (1) production stage, (2) use stage, and (3) end-of-life (EOL) stage (CSA Group 2014). This LCA study follows the attributional LCA approach, which assigns elementary flows and potential environmental impacts to a specific product system typically as an account of the history of the product (ISO 2006a; CSA Group 2014).
5 Life cycle inventory method
This section discusses the calculation rules, data collection, and allocation rules for the Ultralight Door LCA study in accordance with ISO 14040 series and the CSA Group guidance document. The same life cycle inventory (LCI) methodology is applied for the Baseline and Ultralight door systems.
5.1 Calculation rules
The specific rules to calculate the total net change in production, use, and EOL stage and cradle-to-grave environmental profile of the Ultralight auto door parts are summarized in this Section 5.1.
The total net change in the cradle-to-grave environmental profile of the Ultralight auto doors, \( \Delta\;{E}_{\mathrm{Total}\kern0.5em ,d{,}_{wa}} \) (no P/T adaptation) and \( \Delta\;{E}_{\mathrm{Total}\kern0.5em ,d{,}_a} \) (with P/T adaptation), is calculated by Eqs. 1 and 2 (CSA Group 2014),
where,
- Δ EP,d:
-
total net change in the production stage environmental profile of the Ultralight auto doors,
- \( \Delta\;{E}_{\mathrm{Use},d{,}_{wa}} \) :
-
total net change in the use stage environmental profile of the Ultralight auto doors (no P/T adaptation),
- \( \Delta\;{E}_{\mathrm{Use},d{,}_a} \) :
-
total net change in the use stage environmental profile of the Ultralight auto doors (with P/T adaptation), and
- Δ EEOL,d:
-
total net change in the EOL stage environmental profile of the Ultralight auto doors.
The total net change in the production stage environmental profile of the Ultralight auto doors Δ EP, d is calculated by Eq. 3 (CSA Group 2014),
where,
- E P, m :
-
environmental profile of the production stage of the Ultralight auto doors exhibiting the mass change (MC),
- E P, b :
-
environmental profile of the production stage of the Baseline auto doors, and
- n :
-
total number of auto doors exhibiting the MCs (four), each auto door consists of 14 auto parts (Table 1).
The environmental impact associated with the process scrap operations (collection of the scrap, sorting, recycling process, and waste disposal) is reported as part of the production stage environmental profile (CSA Group 2014). Total amount of process scrap to secondary production is assumed to be generated during the auto door part fabrication processes. It is assumed that no process scrap is generated during the auto door assembly in vehicle process (Section 5.3).
Total net change in the use stage environmental profile of the Ultralight auto doors, \( \Delta\;{E}_{\mathrm{Use},d{,}_{wa}} \) (no P/T adaptation) and \( \Delta\;{E}_{\mathrm{Use},d{,}_a} \) (with P/T adaptation), is calculated according to Eqs. 4 and 5 (CSA Group 2014),
where,
- C WA, d :
-
the total life cycle mass-induced fuel savings (decrease) of the Ultralight auto doors exhibiting the MCs (no P/T adaptation), in liters (L),
- C A, d :
-
the total life cycle mass-induced fuel savings (decrease) of the Ultralight auto doors exhibiting the MCs (with P/T adaptation), in L,
- E FP :
-
environmental profile of producing 1 L of gasoline, well-to-pump (WTP), and
- E FC :
-
environmental profile of combusting 1 L of gasoline (vehicle operation), pump-to-wheel (PTW).
The full fuel cycle is the combination of the WTP and PTW, which is also commonly referred to as a well-to-wheels (WTW). The WTP cycle includes resource extraction, initial processing, transportation, fuel production, and distribution of the fuel to pump. PTW cycle covers the end use of fuel in vehicle operations. WTW LCI profiles account for all the energy and emissions necessary to produce the fuel used in the car (WTP) and the operation energy and emissions associated with the vehicle technology (tail pipe emissions, other emissions, and energy efficiency of the vehicle). The WTW LCI profile of the gasoline was generated with GREET-1 2016 Software, version 1.3.0.13130, July 2017 (Elgowainy et al. 2016).
The total life cycle mass-induced fuel savings of the Ultralight door design CA, d (with P/T adaptation) is calculated according to Eq. 6 (Koffler and Rohde-Brandenburger 2010; CSA Group 2014),
where,
- m d :
-
mass in kg of the Ultralight auto doors exhibiting the MCs, total of 78.1 kg,
- m b :
-
mass in kg of Baseline auto doors, total of 127.6 kg,
- F CP :
-
mass-induced fuel change potential value, with P/T adaptation, 0.38 L/(100 km × 100 kg), based on U.S. EPA combined fuel economy of 55% city Federal Test Procedure 75, and 45% Highway Fuel Economy Test Cycle (Koffler and Zahller 2012; CSA Group 2014),
- LTDDV:
-
Baseline vehicle lifetime driving distance, 250,000 km (CSA Group 2014), and
- − 470 L:
-
Minus sign (−) represents a decrease in fuel consumption (fuel savings).
The total life cycle mass-induced fuel savings of the Ultralight door design CWA, d (no P/T adaptation) is calculated according to Eq. 7 (Koffler and Rohde-Brandenburger 2010; CSA Group 2014),
where,
- F CO :
-
mass-induced fuel consumption value, no P/T adaptation, 0.161 L/(100 km × 100 kg), based on U.S. EPA combined fuel economy (Koffler and Zahller 2012; CSA Group 2014).
The total net change in the EOL stage environmental profile of the Ultralight auto doors Δ EEOL, d is calculated according to Eq. 8 (CSA Group 2014),
where,
- E EOL, m :
-
environmental profile of the EOL stage of the Ultralight auto doors exhibiting the MCs, and
- E EOL, b :
-
environmental profile of the EOL stage of the Baseline auto doors.
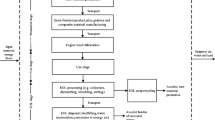
The EOL stage environmental profile covers the environmental impact associated with EOL operations such as transport of the vehicle to a dismantler and shredder, dismantling, shredding, sorting, EOL recycling process, and waste disposal (CSA Group 2014).
5.2 Data collection
Adequate LCI data were used to model both auto door systems. LCI data is as representative, complete, consistent, reproducible, and transparent as possible with regard to the goal and scope of the study. The LCA model was created using PRé Consultants LCA software SimaPro version 8.3.0 2017. Primary data on the auto door part names, number of constituent parts per front and rear door assembly, mass per auto part and component in kg, material composition, fabrication process, and fasteners and adhesives were provided by Magna in 2017.
Secondary LCI datasets on material production, energy generation, transportation, auto part fabrication and assembly, fuel production and combustion, and EOL processes were provided by NA auto manufacturers and OEMs, NA and global metals, polymers, composites and other material industry associations, and NA and global LCI databases such as the U.S. National Renewable Energy Laboratory LCI database and ecoinvent 3.3, allocation, recycled content database, and GREET.net 2016 (Elgowainy et al. 2016).
Whenever available, for all upstream, core, and downstream material and processes, NA generic or industry-average LCI datasets were utilized. Ecoinvent 3.3 LCI datasets are adjusted for NA conditions by replacing electricity grid, heat, and transportation technosphere flows with the NA ones. Ecoinvent 3.3 LCI datasets were used for LCI modeling of U.S. electricity grid generation and life cycle processes of selected plastic, rubber, glass, GFRP, and other materials.
The transportation modes, distances, and Standard Classification of Transported Goods codes for all materials per type of activity are based on the most up-to-date U.S. Commodity Flow Survey (U.S. Census Bureau and the U.S. Bureau of Transportation Statistics 2015). Transportation activities are included consistently in the respective life cycle stages. In addition, Michigan, USA is the assumed location of the auto parts fabrication and assembly plants for the Ultralight and Baseline door systems. A default 50-miles (80 km) trucking distance is applied for the transportation of all fabricated parts to assembly sites. Trucking is the primary mode of transport for materials, auto door parts, scrap, and waste flows, followed by rail.
Baseline and Ultralight door systems are respectively identified as “mild steel” and “aluminum” intensive components. This way, “cradle-to-gate” LCI data of both NA aluminum and steel products, more specifically Al CRC and HDG steel, are of importance for the Ultralight Door LCA results. Table 4 presents the input scrap and CO2 emissions for the selected aluminum and steel products used for the manufacturing of Ultralight and Baseline doors in NA. Table 4 shows the critically reviewed NA cradle-to-gate LCI datasets for steel and aluminum products that were endorsed in December 2013 by the worldsteel in cooperation with the U.S. Steel Recycling Institute, based on the 2011 methodology LCI report (World Steel Association 2011) and the U.S. Aluminum Association (The Aluminum Association 2013), respectively.
5.3 Allocation and cut-off rules
The allocation and cut-off rules considered within the system boundary conform to ISO 14040 series and CSA Group LCA Guidance (ISO 2006a, b; CSA Group 2014).
This LCA applies the ISO 14044 and CSA Group LCA Guidance conformant “closed-loop” allocation procedure for recycling, also called “substitution”, “EOL recycling”, or “system expansion by substitution” approach (ISO 2006b, 2012; CSA Group 2014; Koffler and Finkbeiner 2018). ISO 14044, Clause 4.3.4.3.3 states: “A closed-loop allocation procedure applies to closed-loop product systems. It also applies to open-loop product systems where no changes occur in the inherent properties of the recycled material” (ISO 2006b). The “substitution” approach is deemed applicable for steel and aluminum recycling, based on the characteristics of steel and aluminum products, and recycling, which preserves the full physical properties of these metals without losses of quality no matter how many times they are recycled (The Aluminum Association 2013; World Steel Association 2011 < ISO 2012). The EOL recycling approach, a term typically used by the metals industry, is also recommended by the global metals industry for purposes of environmental modeling, decision-making, and policy discussions involving recycling of metals (Atherton et al. 2007).
Where applicable, the “substitution” allocation approach is applied for all materials. According to this approach, EOL scrap output is balanced out with scrap input into manufacturing to avoid double-counting. The appropriate mass of the remaining net EOL scrap is then modeled as being sent to material recycling at EOL (World Steel Association 2011). If more scrap is generated by the product system than is used in the manufacturing stage (a positive net amount of EOL scrap, Fig. 2, left), the product system receives a “credit” equal to the “value of EOL scrap”. Similarly, if less scrap is generated by the product system than is used in the manufacturing stage (a negative net amount of EOL scrap, Fig. 2, right), the product system receives a “debit” equal to the “value of EOL scrap”.

A simplified example of “substitution” approach for stamped HDG (left) and Al CRC (right) auto door parts
In compliance with the CSA Group LCA Guidance for auto parts, the EOL recovery rate of old vehicles (also known as old vehicle collection rate) is assumed to be 95%. This LCA study assumes that none of the EOL auto door parts is recovered for reuse or remanufacturing. A recent study conducted by Center for Resource Recovery and Recycling, Worcester Polytechnic Institute, shows the weighted-average material collection rate for EOL vehicles that flow through a dismantling operation and a downstream separation system is 99.7% in the United States (Kelly and Apelian 2016). The yield of shredding and sorting (downstream separation) processes is assumed to be 100% for the Ultralight and Baseline door systems.
The concepts of “primary” and “secondary” material production, and the “value of scrap”, are indispensable to the application of the “substitution” approach (ISO 2012; World Steel Association 2011; The Aluminum Association 2013; CSA Group 2014). Figure 2 illustrates a simplified example of the “substitution” approach for stamped HDG and Al CRC auto door parts. CO2 is used as an illustrative flow in this example. The same approach applies to all inputs and outputs of the LCI. In the framework of this project, primary data was collected by Magna on stamping of both Baseline and Ultralight auto door parts. The fabrication yield (also called “material efficiency” or “material utilization”) of stamped steel and aluminum door parts are 49.9% and 57.5%, respectively. Based on NA automotive industry practices, the recovery rate of fabrication scrap (RRF) for both steel and aluminum parts is assumed to be 100%.
The cradle-to-gate LCI of a stamped HDG auto door part, including the fabrication scrap recycling, is calculated as follows:
where 4.116 kg is the amount of CO2 emissions per 2.004 kg NA HDG steel (Table 4), 2.004 kg is the input amount of NA HDG steel used to fabricate 1 kg of stamped HDG auto door part, 1.004 kg is the amount of fabrication scrap recovered per kg stamped HDG auto door part (RRF = 100%), and 1.409 kg is the value of CO2 per kg of steel scrap (World Steel Association 2011).
The value of steel scrap is calculated as follows:
where 0.916 is the process yield of the EAF route, 1.92 kg is the theoretical amount of CO2 emissions per 1 kg of 100% primary metal production from the BOF route, and 0.386 kg is the amount of CO2 emissions per 1 kg of secondary metal production from 100% scrap in the EAF (Table 4).
The cradle-to-gate LCI of the stamped HDG auto door part, including EOL scrap recycling, is calculated as follows (World Steel Association 2011):
where 0.95 kg is the EOL recovered scrap rate per kg auto door part (RREOL = 95%) and 0.880 kg is the amount of input scrap in 2.004 kg NA HDG steel (Table 4).
Similarly, the cradle-to-gate LCI of a stamped Al CRC auto door part, including the fabrication scrap recycling, is calculated as follows:
where 8.343 kg is the amount of CO2 emissions per 1.741 kg NA CRC aluminum (Table 4), 1.741 kg is the input amount of NA CRC aluminum used to fabricate 1 kg of stamped Al CRC auto door part, 0.741 kg is the amount of fabrication scrap recovered per kg of stamped Al CRC auto door part (RRF = 100%), and 6.930 kg is the CO2 value per kg of aluminum fabrication scrap (Eq. 13).
where 95.7% is the yield for the recycling of fabrication scrap (The Aluminum Association 2013), 7.875 kg is the amount of CO2 emissions per 1 kg of primary aluminum ingot, and 0.634 kg is the amount of CO2 emissions per 1 kg of aluminum recycling ingot from 100% scrap (Table 4).
The cradle-to-gate LCI of the stamped Al CRC auto door part, including EOL scrap recycling, is calculated as follows:
where 0.95 kg is the amount of EOL recovered scrap per kg auto door part (RREOL = 95%), 1.130 kg is the amount of input scrap in 1.741 kg NA Al CRC (Table 4), and 6.471 kg is the CO2 value per kg of Al EOL scrap (Eq. 15).
where 96.0% is the yield for the recycling of Al EOL scrap (The Aluminum Association 2013) and 1.134 kg is the amount of CO2 emissions per 1 kg of secondary aluminum ingot (with primary metal and alloy added) (Table 4). The difference between the two LCI data formats (value of Al fabrication and EOL scrap) is in the involvement of primary aluminum metal and alloying elements. The aluminum recycling ingot (100% scrap) LCI dataset does not involve the addition of primary metal and alloying elements, while the secondary aluminum production LCI dataset does (The Aluminum Association 2013). Based on the “substitution” allocation procedure, the cradle-to-grave LCA results of the Ultralight design relative to the Baseline are not influenced by the amount of input scrap for both NA industry average cradle-to-gate LCI profiles of aluminum and steel products (Table 4). Instead, the NA EOL-recovered scrap rate per kg aluminum and steel door part (RREOL = 95%) is the defining allocation parameter (Fig. 2).
6 LCA results
The U.S. EPA Tool for the Reduction and Assessment of Chemical and Other Environmental Impacts (TRACI), version 2.1, 2012 impact categories, are used in this LCA study (Bare 2011). The life cycle impact assessment (LCIA) indicators are calculated with the SimaPro 8.3.0, 2017, using the characterization factors of TRACI version 2.1, 2012. Non-renewable and renewable primary energy-related LCI indicators were calculated with SimaPro 8.3.0, 2017, using the characterization factors of Cumulative Energy Demand version 1.09. It should be noted that LCIA results are relative expressions and do not predict impacts on category endpoints, the exceeding of thresholds, safety margins or risks (ISO 2006b).
The cradle-to-grave LCIA and LCI indicator results of Ultralight auto doors (no P/T and with P/T adaptation) relative to the Baseline, built and driven for 250,000 km in NA, are shown in Table 5. The difference between the potential environmental impact of the Ultralight design and the Baseline is calculated as the results of the Ultralight design minus the Baseline. The use stage emissions are only calculated as the difference from the Baseline. Thus, the use stage impact is null for the Baseline and carries a negative sign for the Ultralight design.
The Ultralight door designs show lower potential environmental impacts due to lightweighting compared to the Baseline, built and driven for 250,000 km in NA, in terms of all selected LCIA and LCI indicators. The “vehicle strategic systems” (with P/T adaptation) lightweighting approach shows the lowest potential environmental impacts relative to the Baseline in all selected LCA indicators. The life cycle GWP and TPE of the Ultralight auto doors (with P/T adaptation) are − 1,511 kg of CO2-eq and − 21,496 MJ, respectively.
On a per km basis, life cycle GWP and TPE of the Ultralight auto doors (with P/T adaptation) are 6.0 g CO2 eq/km and 86 kJ/km lower than that of the Baseline, respectively. Life cycle GWP and TPE of the Ultralight auto doors (no P/T adaptation) are 2.8 g CO2 eq/km and 40 kJ/km lower than that of the Baseline, respectively. Life cycle GWP and TPE of the Ultralight auto doors (no P/T and with P/T adaptation) are dominated by “CO2, fossil” (94%) and “non-renewable, fossil” energy (93%), respectively.
DIW, glass, interior trim, and door module contribute 52%, 13%, 10%, and 9% to the life cycle GWP of the Ultralight auto doors (with P/T adaptation), respectively. The rest of the component parts each contribute 0.2 to 4.0% to the life cycle GWP of the Ultralight auto doors (with P/T adaptation) relative to the Baseline.
In addition, ten major system processes combined dominate (> 95%) the life cycle GWP of Ultralight auto doors (with P/T adaptation): gasoline production and combustion profiles (WTP and PTW), cradle-to-gate profiles of HDG steel, Al CRC, EG steel, extruded aluminum, primary aluminum ingot, acrylonitrile butadiene styrene rubber, aluminum recycling, and value of steel scrap profile.
For the Ultralight auto doors (with P/T adaptation), the life cycle GWP of − 1,511 kg CO2-eq is dominated by the use phase (93%). The production stage (10%) and the EOL stage (− 3%) combined contribute 7% to the life cycle GWP. Similarly, the life cycle TPE of − 21,496 MJ is dominated by the use phase (94%). The production stage (8%) and the EOL stage (− 2%) combined contribute 6% to the life cycle TPE.
For the Ultralight auto doors (no P/T adaptation), the life cycle GWP of − 698 kg CO2-eq is dominated by the use phase (86%). The production stage (20%) and the EOL stage (− 6%) combined contribute 14% to the life cycle GWP. Similarly, the life cycle TPE of − 9,883 MJ is dominated by the use phase (86%). The production stage (19%) and the EOL stage (− 5%) combined contribute 14% to the life cycle TPE. It is worthwhile to note that the net change of LCA results of Ultralight auto doors, per life cycle stage, can be either “negative” or “positive” results; therefore, the contribution in percentage of a life cycle stage can be greater than 100%. However, the LCA results of all three life cycle stages are always equal to 100%.
7 Discussion
The production stage LCA results of the Ultralight auto doors are largely attributed to the substantial mass reduction (49.5 kg) due to aluminum-intensive holistic door designs that replace the mild steel-intensive doors. In addition, the intensive use of scrap as an input material during the auto part manufacturing process helps lower the embedded environmental footprint and thus contribute to the net change of the production stage. The use stage LCA results of the Ultralight auto doors (no P/T and with P/T adaptation) are largely attributed to the potential decrease in fuel consumption due to lightweighting of the new design. The P/T adaptation scenario shows the lowest potential environmental impacts of Ultralight auto doors because of the higher potential fuel savings for the LTDDV of 250,000 km. The EOL stage LCA results of the Ultralight auto doors are largely attributed to the “substitution” allocation approach applied to this study. The auto door systems are both debited and credited for the net EOL amount of scrap at the end-of-life stage.
To assess how factors such as allocation methods, uncertainties in data, and assumption-based parameters would affect the reliability of the results and conclusions, a sensitivity check was conducted. As part of life cycle interpretation phase, a sensitivity check includes the results of the sensitivity analysis and uncertainty analysis (ISO 2006b). It should be noted that the inability of a sensitivity check to find significant differences between different studied alternatives does not automatically lead to the conclusion that such differences do not exist (ISO 2006b). The lack of any significant differences is only an end-result of this LCA study. The procedure of sensitivity analysis is a comparison of the LCA results obtained using certain given assumptions, methods, or data, with the LCA results obtained using altered assumptions, methods, or data (ISO 2006b).
Sensitivity can be expressed as the percentage of change [(altered assumption–base case)/base case], or as the absolute deviation of the results (ISO 2006b). Whenever applicable, for best identification of the significant parameters, sensitivity should be conducted as the ratio (RSP) of the percent change in category indicator result over percent change in parameter value (CSA Group 2014). Table 6 details a summary of the seven (7) selected key sensitivity parameters (SP).
Figure 3 only presents the sensitivity analysis results of life cycle GWP of Ultralight auto doors, with P/T adaptation (the base case, − 1511 kg CO2-eq) in percentage. The analysis shows that the FCO/FCP values and LTDDV were deemed significant parameters for the LCA results. For example, a 58% decrease of FCP (SP1) results in a 54% lower life cycle GWP of the base case (RSP = 0.93). A 20% decrease in LTDDV (SP3) leads to a 19% lower life cycle GWP of the base case (RSP = 0.95).

Sensitivity analysis results of life cycle GWP of Ultralight auto doors (with P/T adaptation) compared to the Baseline—deviation, in percent basis
The cut-off rules for recycling (SP4) lowered the life cycle GWP of the base case by 1%. This percentage value is influenced by the moderate percentage of input scrap for NA aluminum and steel products and substantial mass reduction of Ultralight auto doors (around 40%). A 9% decrease in the cradle-to-gate GWP of NA primary aluminum ingot consumption mix (SP6) results in less than 0.5% higher life cycle GWP of the base case (RSP = 0.04). This low RSP value is influenced by the high NA EOL recovered scrap rate of automotive aluminum products (RREOL = 95%), and “substitution” allocation approach. The sensitivity GWP value was provided by the Aluminum Association in 2018 based on the 2016 NA primary aluminum consumption mix of 81% of the NA domestic primary and 19% of net imports from different countries (The Aluminum Association, U.S. Bureau of the Census, U.S. Department of Commerce, and UN Comtrade Database 2017). The life cycle GWP of the base case varied by less than 1% over a variation of the rest of the selected parameters (SP5 and SP7).
In addition, life cycle acidification potential, eutrophication potential, photochemical smog formation potential, and human health particulate potential varied by higher than 10% to the change of allocation rules for recycling (SP4) and EOL recovered scrap rate (SP5). The sensitivity analysis results show that none of the sensitivity parameters lead to any inverse potential environmental impacts (e.g., higher than 100% change) of the Ultralight design compared to the Baseline.
A Monte Carlo uncertainty analysis was conducted to assess the combined uncertainty effect of the significant sensitivity parameters (FCO/FCP values, LTDDV, allocation rules for recycling, and EOL recovered scrap rate) on the LCA results. As a statistical method to process data uncertainty, Monte Carlo analysis is used to establish the uncertainty range, which expresses the variance between the higher and lower confidence limit [97.5%, 2.5%], in the calculated LCA results. Table 7 shows the identified significant parameters for this LCA study, used in the base case and Monte Carlo uncertainty analysis. The cradle-to-grave total net change LCIA and TPE indicator results of the Ultralight design are shown as − 100% in Fig. 4.

Monte Carlo uncertainty range in the cradle-to-grave LCIA and TPE indicator results of the Ultralight design (with P/T adaptation) compared to the Baseline (confidence interval, 95%, 10,000 runs; SimaPro LCA software)
The uncertainty ranges of life cycle GWP and TPE of the Ultralight design (with P/T adaptation) are in the [42%, 37%] and [43%, 39%] range, respectively. Monte Carlo uncertainty analysis results show that the combined uncertainty effect of significant parameters did not lead to any inverse potential environmental impacts (e.g., the higher confidence limit did not exceed 100%, Fig. 4) of the Ultralight design compared to the Baseline.
For best interpretation and adequate use of the LCA results, it is important to state the inherent limitations and assumptions of the LCA technique. LCA addresses “potential environmental impacts” and does not predict absolute or precise environmental impacts due to (a) the relative expression of potential environmental impacts to a reference unit (e.g., four auto doors), (b) the integration of environmental data over space and time, (c) the inherent uncertainty in modeling of environmental impacts (e.g., the uncertainty in environmental mechanisms of TRACI impact categories), and (d) the fact that some possible environmental impacts are clearly future impacts (e.g., impacts of use and EOL stages) (ISO 2006a).
This attributional LCA implicitly assumes the same functional performance of the Ultralight auto doors and the Baseline (one Ultralight replaces one Baseline door), and that activity and emission levels scale linearly with the quantities required for the reference unit of four auto doors. Behind this linearity are several assumptions such as fixed input/output relationships and unlimited supply of inputs (Yang 2016).
Our LCA study addresses the potential environmental impacts of the Ultralight auto doors; future studies may investigate other aspects (e.g., social, economic, safety, and durability-related). Given the potentially large environmental improvement and large-scale application (approximately 70% of the C, D, E, and F light-vehicle markets), the Ultralight auto doors merit further investigations in other regions or on a global scale.
8 Conclusions
The 49.5 kg (around 40%) mass-reduced state of the art Ultralight door designs (no P/T and with P/T adaptation) show lower potential environmental impacts due to lightweighting compared to the Baseline, both built and driven for 250,000 km in NA, in terms of all selected LCIA and LCI indicators. The Ultralight design (with P/T adaptation) has the potential to lower the global warming potential and total primary energy demand of the Baseline by 1.5 metric tons of CO2-eq and 21 gigajoules, respectively.
References
Atherton J et al (2007) Declaration by the metals industry on recycling principles. Int J Life Cycle Assess 12(1):59–60
Bare J (2011) TRACI 2.0: the tool for the reduction and assessment of chemical and other environmental impacts 2.0. Clean Techn Environ Policy 13:687–696
Brooke L, Gehm R, Visnic B (2016) Lightweighting: what’s next? SAE international. Automot Eng 2016:16–25
Bushi L, Skszek T, Wagner D (2015) Comparative LCA study of lightweight auto parts of MMLV MACH-I vehicle as per ISO 14040/44 LCA standards and CSA Group 2014 LCA guidance document for auto parts. In: Fergus JW et al (eds) Engineering solutions for sustainability. Springer, Cham, pp 193–208. https://doi.org/10.1007/978-3-319-48138-8_19
CSA Group (2014) SPE 14040–14, life cycle assessment of auto parts- guidelines and requirements for conducting LCA of auto parts incorporating weight changes due to material composition, manufacturing technology, or part geometry. CSA Group, Canada
Del Duce A et al (2013) eLCAr, Guidelines for the LCA of electric vehicles, European Union Seventh Framework Programme Project, eLCAr Project Web http://www.elcar-project.eu/uploads/media/eLCAr_guidelines.pdf, Accessed 18 July 2018
EC-JRC-IES (2010) International reference life cycle data system (ILCD) handbook– General guide for life cycle assessment- detailed guidance. First edition March 2010. EUR 24708 EN. Luxembourg. Publications Office of the European Union http://publications.jrc.ec.europa.eu/repository/bitstream/JRC48157/ilcd_handbook-general_guide_for_lca-detailed_guidance_12march2010_isbn_fin.pdf, Accessed 18 July 2018
Elgowainy A et al (2016) GREET.net 2016, software (version 1.3.0.13130), Argonne National Laboratory web https://greet.es.anl.gov/index.php, Accessed 31 July 2017
Hottle T, Caffrey C, McDonald J, Dodder R (2017) Critical factors affecting life cycle assessments of material choice for vehicle mass reduction. Transport Res Part D 56:241–257
ISO (2006a) ISO 14040—environmental management—life cycle assessment—principles and framework. International Organization for Standardization, Geneva
ISO (2006b) ISO 14044—environmental management—life cycle assessment—requirements and guidelines. International Organization for Standardization, Geneva
ISO (2012) ISO/TR 14049:2012—environmental management—life cycle assessment— illustrative examples on how to apply ISO 14044 to goal and scope definition and inventory analysis. International Organization for Standardization, Geneva
Kelly S, Apelian D (2016) Automotive aluminum recycling at end of life: a grave-to-gate analysis. Center for Resource Recovery and Recycling (CR3), metal processing institute, Worcester Polytechnic Institute (WPI). The aluminum association’s aluminum transportation group web http://www.drivealuminum.org/wp-content/uploads/2016/06/Final-Report-Automotive-Aluminum-Recycling-at-End-of-Life-A-Grave-to-Gate-Analysis.pdf, Accessed 18 July 2018
Kim CH, Wallington J (2013) Life-cycle energy and greenhouse gas emission benefits of lightweighting in automobiles: review and harmonization. Environ Sci Technol 47:6089–6097
Koffler C, Finkbeiner M (2018) Are we still keeping it “real”? Proposing a revised paradigm for recycling credits in attributional life cycle assessment. Int J Life Cycle Assess 23:181–190
Koffler C, Rohde-Brandenburger K (2010) On the calculation of fuel savings through lightweight design in automotive life cycle assessments. Int J Life Cycle Assess 15(1):128–135
Koffler C, Zahller M (2012) Life cycle assessment of polymers in an automotive assist step. The Plastics Division of the American Chemistry Council Web https://plastics.americanchemistry.com/Education-Resources/Publications/Life-Cycle-Assessment-of-Polymers-in-an-Automotive-Assist-Step.pdf, Accessed 18 July 2018
The Aluminum Association (2013) The environmental footprint of semi-finished aluminum products in North America, The Aluminum Association Web http://www.aluminum.org/sites/default/files/LCA_Report_Aluminum_Association_12_13.pdf, Accessed 18 July 2018
The Aluminum Association (2017) Aluminum in green buildings – a guide to environmental declarations, The Aluminum Association Web http://aluminum.org/guide-environmental-declaration, Accessed 18 July 2018
The Aluminum Association, U.S. Bureau of the Census, U.S. Department of Commerce, and UN Comtrade Database (2017). Aluminum Statistical Review 2016
U.S. Census Bureau and the U.S. Bureau of Transportation Statistics (2015) United States: 2012, 2012 economic census transportation, 2012 commodity flow survey. U.S. Census Bureau Web https://www.census.gov/econ/cfs/2012/ec12tcf-us.pdf, Accessed 18 July 2018
U.S. Environmental Protection Agency (2013) Greenhouse gas emission standards for light-duty automobiles: status of early credit program for model years 2009–2011. EPA-420-R-13-005
U.S. Environmental Protection Agency (2017) Greenhouse gas emissions, U.S. EPA Web https://www.epa.gov/ghgemissions/sources-greenhouse-gas-emissions, Accessed 10 July 2018
World Steel Association (2011) Life cycle assessment methodology report, Life cycle inventory study for steel products, World Steel Association Web https://www.worldsteel.org/en/dam/jcr:6a222ba2-e35a-4126-83ab-5ae5a79e6e46/LCA+Methodology+Report.pdf, Accessed 18 July 2018
Yang Y (2016) Two sides of the same coin: consequential life cycle assessment based on the attributional framework. J Clean Prod 127:274e281
Acknowledgements
Authors would like to thank the U.S. DOE, EERE for funding the Ultralight door project under award number DE-EE0007306 and Magna and FCA US for the support and assistance with this LCA study. Finally, the authors would like to thank the third party critical reviewers for their valuable comments on the Ultralight Door LCA.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Yi Yang
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Bushi, L., Skszek, T. & Reaburn, T. New ultralight automotive door life cycle assessment. Int J Life Cycle Assess 24, 310–323 (2019). https://doi.org/10.1007/s11367-018-1515-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-018-1515-z