
Abstract
Background
The modelling of the sheet metal forming operations requires accurate and precise data of the material plastic behaviour along non-proportional strain paths. However, the buckling phenomenon severely limits the compressive strain range that could be used to deform thin metal sheets.
Objective
The main aim of this paper was to propose an effective device, that enables to determine of accurate stress-strain characteristics of thin metal sheet specimens subjected to axial deformation without buckling and with a special emphasis on friction correction.
Methods
In this paper, an anti-buckling fixture was proposed to assess the deformation characteristics of X10CrMoVNb9-1 (P91) power engineering steel, and DP500 and DP980 dual-phase steels, under compression loading. The fixture enables monitoring of the friction between the specimen and supporting blocks during the test, and thus the precise stress response of the material could be determined.
Results
The effectiveness of the fixture was evaluated under tension–compression cyclic loading and during the compression tests in which high-strength thin metal sheets were successfully deformed up to 10% without specimen buckling. Furthermore, the successful determination of a friction force variation between supporting blocks and the specimen during tests enabled to determine an actual force acting on the specimen.
Conclusions
The proposed testing fixture was successfully assessed during the compression and cyclic tension–compression of high-strength thin metal sheets as no buckling was observed. Its advantage lies in adapting to change its length with specimen elongation or shrinkage during a test. The friction force generated from a movement of both parts of the device could be effectively monitored by the special strain gauge system during testing and thus its impact on the stress-strain characteristics could be successfully eliminated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Sheet metal forming processes are commonly used in automobile and aerospace industries to fabricate lightweight and high-strength structural components [1]. Such processes include forming and cutting operations of thin metal sheets to form the component with the desired geometry. Nowadays, sheet-forming processes are supported by finite element (FE) simulations to improve their efficiency and as a consequence reduction of a manufacturing cost of the components formed [2]. The parameters implemented into FE software are mainly determined from the experiments including uniaxial testing [3]. The uniaxial tensile tests could be effectively executed on thin metal sheets, however, the compression testing is still limited due to the buckling effect. Therefore, in order to clearly define the compression deformation behaviour of sheet metals, many attempts have been made to overcome such a problem. Zhou et al. [4] used LS-DYNA implicit solver to optimize the specimen geometry and further calculate the normal and frictional forces during compression of AZ31B cast-rolled sheet. Such simulations were successfully validated during experimental tests by subsequent comparison of the stress-strain curves obtained by using the new method proposed by the authors and state-of-the-art methods. Jadhav et al. [5] presented applications of finite element simulation in the development of advanced sheet metal forming processes during which two different blanks of 22MnB5 with 1.5 mm and 1.6 mm thickness were used to manufacture a B-pillar. The authors highlighted, that the friction condition affects the surface quality of the product, tooling life, efficiency, and stability of processes [5]. Ayllon et al. [6] developed a compression test system with load application in the in-plane sheet directions, which was calibrated using finite element simulations. This research accurately identified the asymmetric tension–compression phenomena for six materials with different plastic deformation characteristics. Jiang and Xie [7] summarized applications of finite element analysis in multiscale metal forming processes with their experimental validation. The authors concluded, that friction variation modelling could produce a more accurate model which could further improve the accuracy of simulation results. Zhan et al. [8] proposed a finite element (FE) model for sheet specimens to investigate the deformation behaviour during compression. During the FE computations, four defect modes, including plastic t-buckling, micro-bending, w-buckling, and in-plane compression deformation were defined for sheet specimens. The authors have found that a successful compression process without failures can only be carried out if a reasonable side force is acting [8]. The experimental verification of such simulations was previously shown by Boger et al. [9]. In their work, a new method for measuring continuous tension/compression curves of sheet metal using a tensile frame and some simple tooling with additional corrections for friction and off-axis loading has been developed, however, within the limited strain of up to 4%. Bae and Huh [10] proposed a spring-loaded clamping device to suppress T-buckling for the tension/compression test. The strain in the gauge region was measured by using a digital image correlation (DIC) method to overcome the structural problems associated with the application of conventional contact-type extensometers during the test. Such a device was further improved by Joo et al. [11] who developed a new clamping device for compression tests to suppress a specimen from thickness-directional buckling with H-shaped clamping plates optimized for the DIC application. This device was dedicated to the high-speed material testing machine at intermediate strain rates. The frictional force was however not measured during the tests and the analytical correction using the Coulomb friction law was used in calculations. On the other hand, Stoudt et al. [12] proposed a complex uniaxial tension/compression test which was mainly limited by the attachment of the apparatus to the specimen before and during testing. An undesirable friction force generated from contact between the setup and specimen requires extensive calibration for compensation. On the contrary, Chang et al. [13] proposed a tension–compression testing device possessing friction-counteracting and anti-buckling supporting blocks. This method, however, requires an additional test to estimate the friction force between supporting plates and the specimen. Although many approaches have been made to assess the thin metal sheet behaviour under compressive loading, the measurement of friction force between the specimen and supportive parts remained an uncertain factor, that affects the deformation characteristics significantly.
Therefore, in this paper, an anti-buckling device was proposed for the effective characterization of the metal sheets’ deformation processes. In this patented fixture, a friction force between the specimen and supporting blocks could be effectively monitored during the test. Such an advantage enables the determination of the actual force interacting with the specimen.
Materials and Methods
Materials
In this research, P91 power engineering steel and two grades of dual-phase steel (DP500 and DP980) were used to confirm the device’s effectiveness in a wide deformation range of up to 10%. P91 high strength steels are mainly used for superheater and reheater in power plant boiler construction, headers, and main steam pipelines while DP steels has been widely used for lightweight constructions due to their good combination of strength and stampability. The specimens were fabricated with respect to their rolling direction. Their different thicknesses were selected on purpose and for DP500, DP980 and P91 were equal to 2 mm, 0.80 mm and 1.50 mm respectively. The chemical composition of the high-strength metals used to assess the effectiveness of the device proposed was presented in Table 1.
General View and Principles of the Fixture
The current prototype of the anti-buckling testing fixture was designed for the MTS 810 testing machine (MTS System, MN, USA) with the side-loaded hydraulic wedge grips. The mechanical tests were performed under displacement control using an MTS extensometer (MTS System, MN, USA) calibrated for the ± 0.2 strain range.
In this patented fixture [14], the specimen (Fig. 1(a), (f) – marked as “1”) is side-supported by two sets of thin plates (Fig. 1 – marked as “8”) rotated with respect to each other by 180° and located perpendicularly to its surface. Two pins are used to position each set. The first pin is installed in the pinhole at one end of the plate. On the opposite side of the plate, the second pin is inserted into a U-shape cut. Furthermore, the upper and lower yoke is used to support both these pins. The proposed design of the fixture enables the application of both, pure compression and cyclic tension–compression for the thin sheet specimen testing under a wide strain range. Effective testing without buckling could be performed by coupling with wedges of the side-supporting blocks and the testing machine’s standard grips. The complete assembly of the sliding block is then fixed to the testing machine using screws (Fig. 1 – marked as “19”), and a base (Fig. 1 – marked as “15”). The device’s most important feature is its automatic alteration and adaptation of its length during tests, depending on the loading type, which leads to specimen elongation under tension or shrinkage under compression. The next crucial characteristic of the device is the fact, that makes it possible to measure the friction force, which is generated due to the movement of its parts. The measurement of the friction force is realized by strain gages cemented to the connector (Fig. 1(a) – marked as “23”) and calibrated in the range of ± 2 kN.

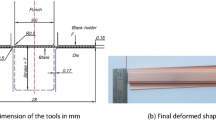
Engineering drawing of the fixture with numbered component parts as seen in left side: 1,2,3,4,5,6 - six types of specimens, 8, 9 – outer plates, 14 – measuring bars, 15 – base, 16 – wedge, 17 – bolt for springs, 18 – screw M4, 19 – screw M5, 20 – screw ¼”, 21 – brass plate, 23 – strain gauge cemented to the connector (a); seen in front side (7 – inner plates, 8, 9 – outer plates, 11 – bracket 1, 14 – measuring bars, 15 – base, 16 – wedge, 17 – bolt for springs, 19 – screw M5, 20 – screw ¼”, 21 – brass plate) (b); seen in back side (12 – bracket 2, 14 – measuring bars, 15 – base, 16 – wedge, 17 – bolt for springs, 18 – screw M4, 19 – screw M5, 20 – screw ¼”, 21 – brass plate (c); exploded view of the device (d); actual view of the setup during testing (e); the engineering drawing of the specimen (f)
Assembly of the Fixture on the MTS Tensile Frame Equipped with Hydraulic Grips
Exploded and actual view of the setup during testing was presented in Fig. 1(d), (e). In order to successfully fix it to the testing machine, springs from the spring posts on the wedges should be disconnected at first, and then the standard wedges from chambers of the upper and lower grip should be removed (Fig. 2(a), (b)). Subsequently, the base of the fixture (also marked as “15” in Fig. 1) is placed into the slot at the upper surface of the piston, as shown in Fig. 2(c), and screwed with two of ¼” screws. These screws prevent the base from sliding and further enable axial load to be transferred by the presser of wedges. In the next step, a thin coat of lubricant is applied on the edges which contact the surfaces of the chamber and base “22″ of the delivered wedges. They are then placed in a slot of the base and connected the springs with the spring post-located on the corresponding wedge. These manual steps are repeated for the second hydraulic grip. Finally, a drop of oil is applied in the middle of the measuring part of the specimen, which is then covered both by a thin teflon tape. Once the specimen is prepared, it is slid into the slot of the test fixture by adding or removing inner plates, and inserting it in place of the removed inner plates the distance pads of adequate sizes (inner plates – item 7, outer plates – item 8, 9, brackets – item 11, 12, and distance pads – item 10, if necessary), so that the measuring part of the specimen could be supported by an appropriate number of plates as shown in Fig. 2(d).

Schematics of fixture assembly: The hydraulic grip with standard wedges (a); the hydraulic grip prepared for installation of the base and new wedges of the fixture (b); location of the base in the hydraulic grip (c); preparation of the fixture for testing specimens with the total width of griping (d); mounting of the measuring bars of the friction force sensor on both sides of the fixture using metric M5 screws (e); specimen, fixture and measuring bars of the friction force sensor fully assembled on the MTS system in the side view (g); specimen, fixture and MTS extensometer ready to work in the front view (h)
The teflon tape from both surfaces of the specimen remaining outside the fixture should be cut off and removed. The brass plate is subsequently removed since it only limits the movement of two parts of the fixture and guards againstthe accidental separation of the fixture into two parts. The four metric bolts M4 are screwed by means of the dynamometric wrench using a torque magnitude depending on specimen tested and direction of the first load. Suggested values are within the range of: 5 ÷ 7.5 cNm in the case if tension starts a loading program, and 2 ÷ 3 cNm in the case if compression starts a loading program. In each case it is necessary to select the accurate torque magnitude using the “trial and error” method. The specimen mounted in the fixture is placed into the MTS lower grip as shown in Fig. 2(f). The slot of the measuring bar (item 14) is placed with the strain gauge system on the lower bracket 1 and 2 (items 11 and 12) of the fixture, and four metric bolts M5 (item 19) are inserted. The lower and upper bolts connecting the measuring bar and the fixture are screwed tightly. In such a case, force is not transferred by friction, but by lock rabbet joint (see Fig. 2(f)). Using a piece of metal sheet, or a leaf of a feeler, a clearance of 0.15 ÷ 0.2 mm between the upper side of the wedge and the lower surface of the fixture must be ensured. Such clearance enable a proper measurement of the friction force. The same procedure is used for the upper grip – Fig. 2(g). Once, the rig is placed in the testing area, hydraulic pressure is applied and the grips are locked. Subsequently, the extensometer is attached to the side surface in the middle of measuring part of the specimen using rubber bands or springs as shown in Fig. 2(h). The designed kit, consisting of two extensometer knives with long arms for the extensometer, a half-cylinder with the sliding surface for the rubber bands to be mounted using the steel angle bar, as shown in Fig. 2(h), may facilitate this action. The system is now ready for testing and a standard programme for compression testing could be used. The proper limits on displacement, force and strain should be set to protect the fixture against damage.
Friction Force Measurement
The friction force is measured by the sensor consisting of eight strain gauges. These gauges are cemented to both surfaces of two measuring bars, that connect the base with the lower part of the fixture (Fig. 3(a)). Specially designed strain gauge system (Fig. 3(b)) was used to measure a friction force generated during a rigid movement of the one part of fixture with respect to other one during a test. Proposed full bridge system was designed to be bending insensitive and fully temperature compensated. A resistance change of the system was thus related to an axial strain of the measuring bar through the standard definition:
where: Rg - resistance of single arm of the system equal to 240 Ohm, GF - gauge factor equal to 2.00, ε - axial strain generated by a force acting on the measuring bars, ν - Poisson’s ratio of the bar material and assumed to be 0.3. The axial strain is related to a force acting on the measuring bars through the Hooke’s law:
where: E - Young’s modulus of the measuring bars material, So - cross section of two bars in the measuring gauge, Ff - force acting on the measuring bars.

Scheme of the fully assembled sensor for friction force measurement: 1 – calibration bar, 2 – screws M5, 3 – two measuring bars, 4 – strain gauges, 5 – wire clip, 6 – base (a); an electric scheme of the strain gauge sensor for the friction force measurement adopted for the MTS conditioner (b)
Results
Compression Tests of Thin Metal Sheet Specimens
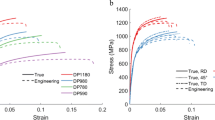
The compression characteristics of all metals were determined using the anti-buckling device as shown in Fig. 4(a). The sheet metals were compressed up to different strain values ranging from 0.06 to 0.1 to assess the effectiveness of the proposed device. The variations of the force applied during testing and friction force acting on the specimen as the function of the time were presented in Fig. 4(b)–(d). It could be observed, that the friction force was successfully determined during the test, and thus, its effect on the actual behaviour of the material under compression could be considered (Fig. 4(a)). Since the total force from the testing machine and the friction force are recorded simultaneously, the real force acting on the specimen could be assessed by subtraction of the aforementioned forces. One should highlight, that the friction reaches the maximum values as high as 1500 N, which in comparison to the total force ranging from 12 000 N to 14 000 N recorded from the testing machine is giving 6–14% difference between measurements (Fig. 4(b)–(d)). Such variation considerably affects the actual deformation characteristics of the thin metal sheet under compression loading, and therefore, it is of the highest importance to carefully determine the friction force during the test. It is clearly seen from Fig. 4(a), where the straight line represents the actual deformation behaviour with the friction force correction while the dashed one was determined from the total force recorded from the testing machine, that different results could be determined within the same measurement if the friction between supporting blocks and the specimen is considered. The comparison of the compressive strength values measured for the assumed strain values was shown in Table 2 while the general view of representative specimens after testing was presented in Fig. 5.

Stress characteristics of DP980, P91 and DP500 under compression loading deformed to certain strain values (a); load and friction force as the time function registered for DP980 steel (b), P91 steel (c) and DP500 steel (d). The cyclic tension–compression response (e) and load and friction force as the time function registered for DP500 steel (f); the compression-tension response (g) and specimen load and friction force as the time function registered for DP980 steel (h)

The view of representative specimens after testing
The fixture was further used to perform a compression-tension cycle of DP500 steel during which the metal sheet was firstly compressed to 7% and then stretched to 15% (Fig. 4(e), (f)). It should be highlighted, that during the compression cycle, almost three times higher friction force was measured in comparison to tension thus the main stress compensation was applied under such loading. A similar material response was also observed during the tension–compression cycle of DP980 steel during which material was firstly stretched to 4%, then compressed to 4% and again stretched to 15% (Fig. 4(g), (h)). In both conditions, the friction force was used to compensate the total force to determine the accurate material response under compression loading.
Fatigue Testing of Thin Metal Sheet Specimens
In the next part of the experimental programme, ten fully reversible tension–compression cycles of DP500 were executed under strain limits ranging from -4% to + 4% starting in the tension direction (Fig. 6(a)). Representative variations of the friction force and the total load for selected, subsequent cycles were presented as a function of time (Fig. 6(b)). It was confirmed, that the friction force between supporting blocks and the specimen could be effectively monitored during the test. Therefore, a real (total) force acting on the specimen could be determined. During cyclic deformation, a minor hardening effect was observed between the hysteresis loops which was mainly attributed to the relatively low strain range limit used. It was observed in Fig. 4(b), that the friction force exhibited a similar course in all cycles. It is increasing slightly under tension and considerably under compression, which was related to the transversal expansion of the specimen. It should be highlighted, that the recorded friction force was relatively small, thus it does not affect the stress-strain characteristic of DP500 steel significantly.

Representative hysteresis loops of DP500 under cyclic loading deformed to 4% (a); an example of load and friction force as the time function registered for DP500 (b)
Discussion
The friction force significantly contributes to the deformation behaviour of thin metal sheets under compression loading. In the testing devices, that are using the supporting plates to prevent the buckling phenomenon, the friction force is generated along the loading direction by the motion between such plates and a specimen during the compression tests. Furthermore, these plates significantly counteract the specimen deformation because of the imposed clamping force which sufficiently suppresses the specimen buckling [11]. It should be highlighted, that the Coulomb friction law is widely used to compensate the total force recorded during the compression tests to consider the friction force. However, it has to be emphasized, that the Coulomb friction coefficient model is based on a proportional relationship between the normal (total) force and the absolute values of the friction force [15]. Hence, the compensated compressive curve has a linear character (Fig. 7).

The comparison of compressive curves of DP980 steel after Coulomb friction law and measured friction compensation
It could be observed, that the effect of friction force on material response under relatively low deformation up to 2% is negligible (Fig. 4(a)). However, the friction force is not constant during the test and increases remarkably when the sheet material is deformed from 6 to 10%. Such high friction force measured for sheet metal specimens under compressive loading resulted from the fact, that the supportive plates significantly counteract the specimen deformation to suppress its buckling.
The friction force compensation during mechanical testing is bringing much attention from researchers since it remains an important factor that should be considered especially during compression tests. Lenzen et al. [16] proposed analytical friction force compensation of flow curves for the two steel grades DC06 and DP600 and the aluminium AA5182 out-of-layer compression tests with the pin extrusion test during which friction in the layer compression test was compensated by characterization of the tribological conditions. Lee et al. [17] developed a tester possessing clamping tools with adjustable side forces to prevent buckling of the thin specimen during compression in which friction was compensated by:
-
the equilibrium relation including the actual force applied to the specimen,
-
the recorded force by the load cell,
-
the force by the friction expressed with the effective friction coefficient and the total normal force,
-
the normal force applied by the heater and moving jig,
-
the Coulomb friction coefficient between the jig and sheet specimen, and the jig and heater.
In the anti-buckling device proposed by Boger et al. [9], the side supportive plates were covered with a 0.35 mm Teflon sheet. Furthermore, the supporting force was transmitted from the hydraulic pump to the supports through a series of rollers that enables the plates to move with the specimen along the loading axis at first and to further reduce friction. Moreover, the friction correction was applied by using the Coulomb friction law compensation. Stoudt et al. [12] presented the anti-buckling system, that enables a direct assessment of the dynamic friction coefficient from direct measurement of the lateral and axial forces in real-time and further provides a more accurate compensation for the forces, which are independent of the specimen size. Piao et al. [18] designed and constructed the device for the large-strain, continuous tension/compression testing of sheet materials at elevated temperatures in which the same biaxial loading and friction corrections procedures were used as those in [9].
One can conclude, that the number of approaches devoted to the friction force compensation during mechanical testing has shown their importance in the assessment of precise description of the sheet metal behaviour under compression and cyclic tension–compression. Such accurate characteristics are extremely important for finite element simulations used in metal forming thus novel measurement techniques should be constantly developed. The proposed anti-buckling device enables the successful determination of a friction force variation between supporting blocks and the specimen during tests, and as a consequence, an actual force acting on the specimen.
One should highlight, that the device proposed was designed for a particular MTS machine and gripping system thus its adaptation to other testing machines requires slight design changes. Additionally, the capacity of the testing machine limits achieving higher compression values since sufficient force to deform the specimen could not be provided. It was concluded, that much higher deformation under compression could be obtained if the fixture will be manufactured from materials possessing superior mechanical properties, for example, nickel-based superalloys. Furthermore, the adaptation of the testing rig to the machine with a higher force capacity would enable sheet metal testing to the values exceeding 10% in compression.
Conclusions
The proposed testing fixture was successfully assessed during the compression and cyclic tension–compression of high-strength thin metal sheets made of P91, DP980 and DP500 steels as no buckling was observed. Its advantage lies in adapting to change its length with specimen elongation or shrinkage during a test. Additionally, that feature enables its application during cyclic loading which belongs to its main advantage. The friction force generated from a movement of both parts of the device could be effectively monitored by the special strain gauge system during testing and thus its impact on the stress-strain characteristics could be successfully eliminated.
Patents
The presented anti-buckling device was patented by the Institute of Fundamental Technological Research Polish Academy of Sciences in 2019 under the patent number 231688, entitled: “Przyrząd do badania wytrzymałościowych cienkich, płaskich próbek materiałów konstrukcyjnych, zwłaszcza blach” (Device for testing the strength of thin, flat samples of construction materials, especially metal sheets) and is listed at the Republic of Poland Patents Office official website. https://ewyszukiwarka.pue.uprp.gov.pl/search/pwp-details/P.398245?lng=en.
Data Availability Statement
Data available on request.
References
Wang K, Wang L, Zheng K, He Z, Politis DJ, Liu G, Yuan S (2020) High-efficiency forming processes for complex thin-walled titanium alloys components: state-of-the-art and perspectives. Int J Extrem Manuf 2:032001. https://doi.org/10.1088/2631-7990/ab949b
Wang A, El Fakir O, Liu J, Zhang Q, Zheng Y, Wang L (2019) Multi-objective finite element simulations of a sheet metal-forming process via a cloud-based platform. Int J Adv Manuf Technol 100:2753–2765. https://doi.org/10.1007/s00170-018-2877-x
El Fakir O, Wang A, Zhang Q, Liu X, Liu J, Wang L (2018) Multi-objective sheet metal forming simulations using a software agnostic platform. IOP Conf Series 418:012122. https://doi.org/10.1088/1757-899X/418/1/012122
Zhou P, Beeh E, Friedrich HE (2016) A Novel Testing Method for Uniaxial Compression of Thin-Sheet Magnesium Alloys. Exp Mech 56:513–519. https://doi.org/10.1007/s11340-015-0095-0
Jadhav S, Schoiswohl M, Buchmayr B (2018) Applications of Finite Element Simulation in the Development of Advanced Sheet Metal Forming Processes. Berg Huettenmaenn Monatsh 163:109–118. https://doi.org/10.1007/s00501-018-0713-0
Ayllón J, Miguel V, Martínez-Martínez A, Coello J, Naranjo JA (2020) A New Approach for Obtaining the Compression Behavior of Anisotropic Sheet Metals Applicable to a Wide Range of Test Conditions. Metals 10:1374. https://doi.org/10.3390/met10101374
Jiang Z, Xie H (2017) Application of Finite Element Analysis in Multiscale Metal Forming Process. In R. Păcurar (ed.), Finite Element Method - Simulation, Numerical Analysis and Solution Techniques. IntechOpen. London. https://doi.org/10.5772/intechopen.71880
Zhan M, Wang X, Cao J, He Y (2015) Compression deformation behaviors of sheet metals at various clearances and side forces. MATEC Web Conf 21:07009. https://doi.org/10.1051/matecconf/20152107009
Boger RK, Wagoner RH, Barlat F, Lee MG, Chung K (2005) Continuous, large strain, tension/compression testing of sheet material. Int J Plast 21:2319–2343. https://doi.org/10.1016/j.ijplas.2004.12.002
Bae GH, Huh H (2011) Tension/compression test of auto-body steel sheets with the variation of the pre-strain and the strain rate. WIT Trans Eng Sci 72:213–225. https://doi.org/10.2495/MC110191
Joo G, Huh H, Choi MK (2016) Tension/compression hardening behaviors of auto-body steel sheets at intermediate strain rates. Int J Mech Sci 108:174–187. https://doi.org/10.1016/j.ijmecsci.2016.01.035
Stoudt MR, Levine LE, Ma L (2017) Designing a Uniaxial Tension/Compression Test for Springback Analysis in High-Strength Steel Sheets. Exp Mech 57:155–163. https://doi.org/10.1007/s11340-016-0202-x
Chang Y, Wang BT, Li XD, Wang CY, Zhao KM, Dong H (2020) A new continuous tensile-compressive testing device with friction-counteracting and anti-buckling supporting mechanism for large strain. J Mater Process Technol 278:116540. https://doi.org/10.1016/j.jmatprotec.2019.116540
Republic of Poland Patents. Pat.231688 Device for testing the strength of thin, flat samples of construction materials, especially metal sheets. https://ewyszukiwarka.pue.uprp.gov.pl/search/pwp-details/P.398245?lng=en. Access Nov 2022
Kraus M, Lenzen M, Merklein M (2021) Contact pressure-dependent friction characterization by using a single sheet metal compression test. Wear 476:203679. https://doi.org/10.1016/j.wear.2021.203679
Lenzen M, Kraus M, Merklein M (2021) Analytical friction force compensation of flow curves out of layer compression tests with the pin extrusion test. Int J Mater Form 14:663–676. https://doi.org/10.1007/s12289-020-01555-y
Lee MG, Kim JH, Kim D, Seo OS, Nguyen NT, Kim HY (2013) Anisotropic Hardening of Sheet Metals at Elevated Temperature: Tension-Compressions Test Development and Validation. Exp Mech 53:1039–1055. https://doi.org/10.1007/s11340-012-9694-1
Piao K, Lee JK, Kim JH, Kim HY, Chung K, Barlat F, Wagoner RH (2012) A sheet tension/compression test for elevated temperature. Int J Plast 38:27–46. https://doi.org/10.1016/j.ijplas.2012.03.009
Acknowledgements
The author would also like to express his gratitude to prof. Zbigniew L. Kowalewski for fruitful discussions and the technical staff – Mr M. Wyszkowski for his kind help during the experimental part of this work.
Author information
Authors and Affiliations
Contributions
Conceptualization, M.K..; methodology, M.K.; software, M.K.; validation, M.K..; formal analysis, M.K.; investigation, M.K.; resources, M.K.; data curation, M.K..; writing—original draft preparation, M.K.; writing—review and editing, M.K.; visualization, M.K.; supervision, M.K.; project administration, M.K.; funding acquisition, M.K. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Ethical Approval
No animal or human subjects were used in this research.
Conflicts of Interest
The author declares no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kopec, M. Compression and Fatigue Testing of High-Strength Thin Metal Sheets by Using an Anti-Buckling Device. Exp Mech 63, 1003–1013 (2023). https://doi.org/10.1007/s11340-023-00969-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11340-023-00969-4