
Abstract
Top-of-rail (TOR) lubricants are commonly used for friction control in railway operations. They aim to lower friction and reduce noise and wear while ensuring sufficient transmission of traction/braking forces. However, the wheel–rail interface is an open system, so the conditions may suddenly change due to the weather, and different contaminants may enter the contact and influence the performance of these lubricants. Thus, this study examined the effect of humidity and dew on two commercial products, as these conditions often occur on the track. A methodology based on a creep curves measurement approach was used to assess product performance under various scenarios. All measurements were conducted on a universal tribometer in the ball-on-disc configuration covered with a climate chamber. The results show a strong influence of dew on the tested products, as dew lowered their performance parameters and caused low adhesion problems. Possible mechanisms of water–oil interaction and formation of oxidic third body layers were discussed. The main findings indicate that TOR lubricants may cause traction/braking problems if used in dew conditions. The present study may be helpful in optimising friction management methods in the future.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Railway transportation is an ecologically friendly way of transporting passengers and goods, and its energy efficiency can be further improved by reducing the adverse effects of friction in the wheel–rail (W/R) contact. Too high friction is the cause of excessive fuel consumption [1]. Furthermore, it causes wear of contact surfaces, leading to more frequent wheel changes and rail grinding [2, 3], increasing maintenance costs [4]. Lastly, friction is a source of noise pollution [5, 6]. At the same time, keeping a certain minimum level of friction is necessary. Otherwise, the effectivity of tangential forces transmission from the wheel to the rail will drop, which can result in the vehicle being unable to accelerate and break effectively [7]. A normal and tangential force ratio can quantify frictional conditions in the rolling–sliding contacts. In the literature, this parameter is called the traction (or sometimes adhesion) coefficient (CoT) and depends on several parameters, e.g. load and creepage. Values higher than 0.09 and 0.2 are sufficient for braking and traction, respectively [8].
Top-of-rail (TOR) products were developed to maintain friction at the desired levels, where noise and wear are reduced, but sufficient CoT for traction and braking is maintained. Initially, these products were solid sticks containing lubricants like graphite or molybdenum disulphide. They were used with great success back in the 90 s in the Vancouver mass transit system to overcome problems with corrugation [9]. Since then, TOR products have undergone intensive development, and new liquid-form types have been established. Following [10], liquid TOR products can be divided into two groups depending on their base medium type: Friction modifiers (FMs), which are water-based and TOR lubricants (grease/oil-based products). The difference between these two groups lies in the friction modification mechanism [11]: Water in FMs acts as a transport medium and helps to distribute solid lubricants on the rail head. After that, water evaporates, and the friction is reduced by the shear–displacement mechanism of solid lubricants. In the case of TOR lubricants, grease/oil forms a thin lubricating film on the rail head, contact operates in a boundary/mixed lubricating regime, and solid particles in the product composition help maintain the desired CoT levels. Please note that in general tribology, the term "friction modifier" is used for various additives added to the lubricant to modify its frictional properties. However, in W/R tribology, the term is commonly used for one specific group of TOR products to distinguish between different base-medium types [10]. So, in this paper, "friction modifier" (or "FM") always refers to the group of water-based TOR products. Intensive research over the past decade has already proven the benefits of TOR products. Field studies showed that lower friction was measured on rails where TOR products are applied [12,13,14,15], resulting in wear [16,17,18] and noise reduction [5, 6] and even the number of air-born particles generated from the contact decreased [18].
However, the W/R contact is an open system, which means that besides the intentionally applied TOR products, it is also influenced by various contaminants naturally present on the rail [19]. One of the most common is water. Several studies have shown that water is a good lubricant that can reduce CoT significantly and cause low adhesion problems [20,21,22,23]. Furthermore, low adhesion problems are typically linked to the so-called "wet–rail phenomenon" [24, 25]. In that case, a small amount of water mixes with iron oxides, which are inevitably present on the rail surface. Together, they form a thick layer with high viscosity, capable of reducing CoT to as low as 0.05 [25]. It was shown that low adhesion problems are most probable in the morning when dew is present on the track [8], concluding that a small amount of water rather than large amounts causes low adhesion problems. Furthermore, several tests in a climate chamber were conducted to examine the effect of humidity on friction [22, 26]. The results show that with the rise in relative humidity (RH) %, the CoT decreases.
Moreover, the study [27] found that it is even worse when the dew point is reached and water condenses on the specimen surfaces. CoT drop is significantly more substantial in that case than in the humid conditions without dew. In addition, it was shown that temperature influences this behaviour, as it determines how much water can be contained in the air before dew conditions happen. It was found that the effect of humidity is most substantial for temperatures below 24 °C. On the contrary, it is almost negligible for temperatures over 30 °C [27].
Even though contamination significantly influences CoT, little is known about the interaction between TOR products and contaminants. Although TOR products are designed to maintain the CoT required for traction/braking, their effect has been tested primarily in laboratory-clean conditions, or the effect of contaminants has not been evaluated. There are only a few studies addressing this problem. In [28], two FMs were tested under water contamination. Water influenced both products and caused a drop of CoT below 0.1 when applied. However, these products contained friction enhancers like stainless steel particles or sand with high particle diameters, which are not typically found in modern TOR products [29, 30]. It can be assumed that the influence of water on products that do not contain such particles can be even more significant. This conclusion is supported by [31], where different amounts of water were applied to three commercial TOR products (one FM and two TOR lubricants). It was shown that water mixes with the oil in TOR lubricants and causes a long-lasting period of very low CoT. This observation is also supported by a study [32] that showed that a mixture of rail oil and water leads to even lower CoT than the oil itself. Finally, in [26], an FM mixed with iron oxide particles was tested in a climate chamber under high-humidity conditions. It was shown that with an increase in % of RH, the performance of FM was influenced, and CoT decreased. It was also noted that for a higher % of RH, FM stayed wet for a more extended period, suggesting that the base medium evaporates slowly in a humid environment. Although the increase in % of RH caused a decrease in CoT, it stayed in the interval of desired friction levels as it did not drop below 0.2.
Although testing of FMs in a humid environment did not result in low adhesion in the study [26], it must be noted that as the RH ranged between 40 and 90%, severe water condensation probably did not occur. Previously, in [27], it was shown that there is a significant drop in CoT when dew is present due to the water acting as a lubricant. Furthermore, it was shown in [31] that water influences the performance of TOR products significantly, and oil-based products even cause low adhesion problems in these conditions.
So, based on [27, 31], the question arises about what would happen if condensation occurs and dew is mixed with the product. Although this scenario may happen in the field, the interaction between dew and TOR lubricants has not yet been thoroughly examined. So, this study aims to explore the effect of humidity and dew on two commercial TOR lubricants. Experiments follow an approach based on the creep curve measurement described in [33]. A laboratory tribometer in a ball-on disc configuration equipped with a climate chamber was used for all experiments.
2 Material and Methods
2.1 Test Setup and Specimens
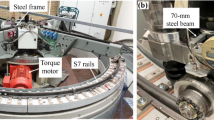
A laboratory tribometer MTM (Mini-Traction Machine, PCS Instruments) in a ball-on-disc configuration was used for all tests and wear-ins/run-ins, see Fig. 1. The specimens were disc with 46 mm in diameter and a ball with 19.05 mm in diameter. According to the Hertz theory, the contact area was circular at the beginning with a diameter of 0.2 mm (the Poisson's ratio of 0.33 and Elastic modulus of 205 GPa was considered for this material). Both specimens were loaded against each other and driven by independent servo motors so the required slide–roll ratio (SRR) could be achieved according to the given equation:
where \(w_{{{\text{ball}}}}\) and \(w_{{{\text{disc}}}}\) are angular speeds of specimens and \(r_{{{\text{ball}}}}\) and \(r_{{{\text{disc}}}}\) stands for its radii. The embedded sensor measures the normal force (N) with ± 0.3 N accuracy with a 1 Hz sampling frequency. However, this signal results from averaging a non-specified higher frequency input signal. Traction force (T) is calculated from the torque measured by the transducer attached to the disc shaft, so the traction coefficient (CoT) could be determined as follows:

Test setup: a climate chamber and b detail of the specimens inside. Part of b redrawn from [31] with the Publisher's permission (Elsevier)
The specimens were made of AISI 52100 bearing steel with a Vickers macro-hardness of 800–920 and 720–780 HV for ball and disc, respectively. Although bearing steel is not a typical rail material, its higher hardness ensures stable conditions during experiments and better repeatability due to reduced wear compared to standard wheel/rail steel. The choice of specimen material and geometry follows the benchmarking methodology [33] and enables results to be compared between different laboratories. The impact of the selection of bearing steal over authentic rail steal on measured results and all other study limitations derived from the simplified ball-on-disc configuration will be thoroughly discussed in Sect. “Study limitations”. Before tests (after running-in), the surface roughness of specimens was checked using an optical profiler Contour GT (Bruker), and it varied around Ra 0.15 µm for the ball and Ra 0.3 µm for the disc. The same profiler was used to study topography changes and observe oxide layer formation.
The stability of the environment was ensured by a climate chamber mounted on the top of the pot of the tribometer, see Fig. 1a. The chamber had two sensors for monitoring RH and air temperature. The first sensor was mounted in the upper part of the chamber and provided feedback to the humidification unit. Based on the data from this sensor, the humidification unit runs the mixture of wet and dry air into the chamber in a specific ratio, achieving the desired value of RH. The second sensor (HTU21D) was placed near the contact area to enable online monitoring of RH and air temperature near the contact inlet. This sensor measures RH in the 5–95% range with an accuracy of ± 2%. It is also possible to measure outside these borders but with slightly lower accuracy. However, this should not affect the tests conducted since the 100% RH was achieved by running only wet air in the climate chamber. The climate chamber did not enable air temperature control, so all tests were conducted at room temperature of 22 ± 1 °C. However, due to the rise of air temperature due to heat generated in the contact during tests, the HTU21D sensor was also used for air temperature monitoring with ± 0.3 °C accuracy (declared in the range from − 40 to 125 °C).
2.2 Tested TOR Lubricants
The TOR lubricant used in most tests is referred to as "TORL-A". It is a commercially available product used for friction modification in railway operations. Additionally, several tests were conducted using a second TOR lubricant labelled "TORL-B". These tests investigated whether similar phenomena can occur for products with different compositions, indicating that they are not specific to TORL-A alone. Essential information about the composition of both products obtained from datasheets can be seen in Table 1.
2.3 Methodology
Studies on friction modification usually use time tests (CoT on time dependency) [17, 30, 31] or creep curve measurements (CoT on SRR dependency) [14, 28, 34] for testing FMs and TOR lubricants. A study [33] shows that results obtained during time tests can be influenced by the ever-changing topography of the contact surfaces. On the contrary, results based on creep curve measurements are less influenced by topography changes and enable the study of TOR lubricants in a wide range of conditions typical for railway operations. Also, a higher % of slip prevents the contact path surface smoothening effect (the major drawback of time tests), enabling the testing of TOR lubricants in higher quantities. So, in this study, the authors chose to follow a creep curve measurement approach proposed in [33] to examine the effect of humidity and dew on TOR lubricants, which is the main objective of this paper. As seen in Fig. 2, this Sect. “Methodology” is divided into four consecutive parts describing the fundamental principles of the methodology. Readers are encouraged to see the study [33], where the detailed reasoning behind each step was explained.

The individual steps of the methodology
2.3.1 Cleaning and Running-ing
Before each test, specimens were cleaned manually with a paper towel and ultrasonically in an acetone bath for 10 min. After that, specimens were runned-in for 30 min to stabilise surface roughness and remove residual contaminants. The run-in parameters were 2% SRR, a speed of 1000 mm/s and a normal force of 18 N (corresponding to 0.8 GPa Hertz pressure for unworn specimens). For a given set of humidity/dew conditions, every test was repeated five times on the same pair of specimens to obtain results from a wide range of conditions, as the contact path width and depth changes during tests due to wear. Before each of these five tests, the run-in was conducted the same way except for the first one, which was extended to 60 min to overcome the initial rapid topography changes of unworn surfaces and form a stable contact path.
2.3.2 Humidification Phase
Next, TOR lubricant was applied to the contact path of the disc. Then, the tribometer pot was covered with a climate chamber, and the mixture of wet and dry air in the specific ratio was run inside to achieve the desired % of RH (this step is further referred to as the "Humidification phase"). It can be assumed that water condensation only occurred during this step since after the start of the test, the surface temperature quickly rose due to the heat generated by friction, and water could no longer condense on the specimens. The humidification phase was skipped in Sets 1 and 7 (see Table 2), where TOR lubricants were tested under laboratory ambient conditions.
2.3.3 Testing
The test starts when the Humidification phase is ended (see Table 2). One test consists of repetitive creep curve measurements with the same specimen pair, see Fig. 3a. TOR lubricant is applied only once before the first creep curve measurement. So, as the starvation progresses, every consecutive curve reaches higher values of CoT until the threshold criterion is met. This approach enables testing the product under a wide range of topography conditions and evaluating its lasting effect. Every creep curve consists of six points, each evaluated from a 30-s time test as an average CoT at a given SRR value, namely 0, 2, 5, 10, 15, and 20%. Please note that time tests with 0% SRR were only to redistribute TOR lubricant on the surfaces evenly, and these tests were not used in the evaluation. The threshold criterion was as follows: If two consecutive points exceeded the threshold curve (black dashed line in Fig. 3a), the test was ended. If not, another creep curve was measured. "Consecutive points" are two neighbouring SRRs from the sequence 2, 5, 10, 15 and 20% and corresponding values of CoT.

a Model example of one test. Each test is repeated five times, so five triplets of "r", "i", and "c" parameters are obtained. b Average parameters "R", "I", and "C" are calculated and used for the "OLF" evaluation. c Product performance is assessed into four categories Q1–Q4 based on "OLF" and "I" for each set of humidity/dew conditions
Three traction zones located under the threshold curve were defined: Critical traction zone (CTZ), Intermediate traction zone (ITZ) and Retentivity traction zone (RTZ). These zones represent different frictional levels: "CTZ" for levels insufficient for reliable traction/braking, "ITZ" represents levels desired for operating the rail vehicles, and "RTZ" which shows the distance for which the TOR lubricant has a noticeable effect on friction. If a point is placed in "CTZ" (red area in Fig. 3a), the CoT decreases to very low values for a given SRR, indicating that over-lubrication occurs. On the other hand, in "ITZ" (green area in Fig. 3a), the CoT reaches intermediate values, meaning the product performed well (that is where, on actual track, adverse effects of friction are reduced but sufficient transmission of traction/braking forces is ensured). Finally, "RTZ" is the entire area under the threshold curve and contains all points measured during the test (except those that exceeded the threshold criterion). Lastly, there is a blank area between "CTZ" and "ITZ", in which CoT acquires values that are not considered critical nor optimal. If a point is placed in this area, this does not directly benefit or penalise the product in the evaluation but influences the retentivity and prolongs test time. Exact values for the threshold curve and "CTZ", "ITZ", and "RTZ" boundary points were calculated as a defined fraction [33] of dry and clean contact CoT for a given % of SRR and are listed in Appendix A.
2.3.4 Evaluation
From each test, three performance parameters were calculated, namely: "c" (critical traction parameter), "i" (intermediate traction parameter), and "r" (retentivity parameter). These parameters represent the cumulative sliding distances for which CoT stayed in "CTZ", "ITZ", and "RTZ" during the test (see Fig. 3a) Eqs. 3–5) and their unit is one meter. In other words, each parameter is calculated as a sum of weighted distances for which the contact operated in the corresponding zone, where the weight is the value of the corresponding SRR %. The ideal TOR lubricant would aim to maintain the intermediate friction level for as long as possible (represented by the high value of the "i" parameter) and simultaneously reduce the probability of low adhesion problems (zero or low value of the "c" parameter). The values of these parameters are limited by the product retentivity (expressed by the "r" parameter), which shows how long the effect of the product is noticeable (in this methodology, this parameter represents the whole test duration). Five tests were performed for each set of humidity/dew conditions, resulting in the five triplets of these parameters. From those, average parameters "C", "I", and "R" were calculated, and the over-lubrication factor ("OLF") was evaluated, see Fig. 3b) Eqs. 6–9. The "OLF" describes the probability of over-lubrication (ranges from 0 to 1; the lower the number, the higher the probability of over-lubrication). The ideal product would score "OLF" equal to 1, meaning only desirable CoT values were measured during the test duration.
Finally, a 2D Performance map was constructed in which the x-axis contains the value of "I", and the y-axis has the value of "OLF" for each set of humidity/dew conditions (see Fig. 3c). In this map, four performance categories Q1–Q4 were defined (these categories divide the performance map into quartiles). To be placed into Q1, both "I" and "OLF" values have to lay in the upper 25% on each axis, for Q2 in the upper 50%, for Q3 in the upper 75% and for Q4 at least one value is in the bottom 25%. If the TOR lubricant scores in Q1, that means that the risk of low adhesion problems due to over-lubrication (or condensed water, in this study) is not significant, and the product maintains the desired frictional conditions for a very long time. A change in the performance category caused by humidity/dew indicates how the product performs under different scenarios that can occur on the rail.
2.4 Test Conditions
TOR lubricants were tested in various conditions to evaluate which factors (% RH value, duration of the Humidification phase, etc.) affect their performance the most. TORL-A was chosen for the majority of experiments. However, some experiments were performed with the second lubricant, TORL-B, to ensure that observed phenomenons are not limited to the composition of TORL-A alone but can be generalised to other TOR lubricants with different compositions. All the information about humidity/dew conditions and performed tests is listed in Table 2. In this table, each set of conditions is labelled as "Set 1–8". The purpose of testing these sets is as follows:
-
(1)
Set 1 was conducted under laboratory ambient conditions, specifically RH = 34 ± 2% and temperature of 22 ± 1 °C. This set shows how the TOR lubricant performs in "normal conditions" and was used as the base reference.
-
(2)
In Set 2, TORL-A was exposed to "humid conditions" (specifically RH = 70 ± 5%) for 20 min.
-
(3)
Set 3 was also conducted under "humid conditions" (RH = 70 ± 5%) for 20 min. However, specimens were first put into the refrigerator and cooled to 12 ± 2 °C (measured on the surface). A comparison between Sets 2 and 3 can highlight the importance of the temperature and the dew point.
-
(4)
In Set 4, the TOR lubricant was exposed to RH = 100% ("dew conditions") for 20 min during the Humidification phase. A comparison between Sets 1, 2 and 4 shows how the change in RH % value influences the performance parameters.
-
(5)
In Set 5, TORL-A was exposed to RH = 100% ("dew conditions") for a prolonged duration of 60 min. A comparison between Sets 4 and 5 reveals how the duration of exposure to the humidity will affect the performance parameters.
-
(6)
In Set 6, TORL-A was exposed to RH = 100% ("dew conditions") for 20 min, but first, specimens were put into a refrigerator and cooled down to 12 ± 2 °C (same procedure as in Set 3). The difference in temperature between the surface and surrounding air lowers the dew point and speeds up the water condensation. Thus, more water could condense during the Humidification phase in Set 6 compared to Set 4, where the temperature of the specimens was the same as that of the surrounding air.
-
(7)
Set 7 was conducted with TORL-B under laboratory ambient conditions, specifically RH = 34 ± 2% and temperature of 22 ± 1 °C to obtain the reference for this TOR lubricant under "normal conditions".
-
(8)
In Set 8, the TORL-B was exposed to RH 100% ("dew conditions") for 20 min during the Humidification phase. Sets 7 and 8 were designed to validate results for TOR lubricants with different compositions.
2.5 Additional Experiments
Before the tests mentioned above, several experiments were performed to quantify how much water condenses on the disc surface during the Humidification phase for conditions defined in Table 2, Sets 2–6 (and 8). Only the Humidification phase was performed in these experiments (without any running-in or testing; the goal was to quantify the amount of water). Then, the discs were weighed, and the amount of water was calculated based on the disc weight difference before and after the Humidification phase. So, the change in TOR lubricant performance could be linked to the explicit water quantity.
3 Results and Discussion
First, experiments defined in Sect. “Additional Experiments” were performed to quantify water amounts that condense on the disc surface during the Humidification phase. The results of these experiments can be seen in Table 3 (an average value of 5 measurements). Please note that these are the quantities condensated on the entire disc surface. It is expected that most of the water did not enter the contact because it did not lay in the contact path, as can be seen in pictures from the optical microscope, see Fig. 4. So, there are two more columns in Table 3: corresponding amounts of water in the contact path and amounts of water in W/R contact. These values were calculated based on the ratio between the entire disc surface area, contact path area, and actual W/R contact area. Note that the "contact path area" was measured using an optical profiler, and an approximated value of 1 cm2 was used as the "actual W/R contact area" based on the literature [11].

Photo of the contact path after the Humidification phase in Sets 1–8. A white dashed line highlights water droplets lying in the contact path
3.1 The Effect on TOR Lubricant Creep Curves
The results for Sets 1–8 are summarised in Fig. 5. From each Set, only one out of five tests was randomly selected to be displayed for the sake of clarity. However, average performance parameters were calculated based on all five tests and will be discussed later in the text. These charts show creep curves constructed from SRR value on the x-axis and CoT on the y-axis. Each creep curve has six points (the last creep curve in each chart may be an exception). The threshold limit is displayed in these charts by a dashed black line. Creep curves are shown by solid lines in shades of blue. If some point of the creep curve is placed outside the black threshold curve, this point is excluded from the evaluation and connected with other points by a dashed line of the same colour. If two consecutive points are placed outside the threshold line, the criterion for ending the test was met, and the test was stopped (which is why the last creep curve in each test may consist of less than six points). Furthermore, the red area highlights the "CTZ", and the green area highlights "ITZ" in these charts.

One selected test for each of Sets 1–8. A black dashed line shows the threshold criterion. Creep curves are depicted in shades of blue. "CTZ" and "ITZ" are highlighted by the red and green areas, respectively
First, the effect of humidity/dew on TORL-A creep curves will be discussed. After linking the results for Sets 1–6 from Fig. 5 to corresponding amounts of water from Table 3, it is clear that with increased water amount, more creep curves are measured during the single test, and CoT decreases to lower values. During the displayed test for Set 1, in which measurements were conducted under laboratory ambient conditions to obtain the reference, only two creep curves lay entirely under the threshold, and the test was stopped during the third one. In the beginning, when the TOR lubricant is applied, the contact is flooded. A uniform layer of oil may be formed for sufficient speeds, preventing direct contact between surface asperities, resulting in low CoT for a given % of SRR. However, at some point, starvation occurs, and the load is transmitted partly by the oil film and partly by the direct contact between the surface asperities, which is typical for mixed/boundary lubrication regimes. At this point, higher values of CoT are measured until the threshold criterion is finally met.
During the displayed test for Set 2, where specimens were exposed to RH 70% for 20 min, one extra creep curve was measured compared to the previous test. However, as shown in Fig. 4, no water was present in the contact path after the Humidification phase. This slight difference is not out of the range in which this product performs under normal conditions (topography changes and precision of application play a role), concluding that RH 70% had no significant effect on the TORL-A. On the contrary, a noticeable effect was seen during Set 3, where precooling of the specimen led to higher water condensation compared to Set 2, see Table 3. In this test, not only were more creep curves measured, but some of these curves also approached boundaries of the "CTZ".
The most significant effect was observed during Sets 4–6 with RH 100% when dew conditions occurred. During Set 4, some points fell into the "CTZ" for the first time, meaning very low CoT was measured for these SRRs. Furthermore, the situation worsens in Set 5 when the Condensation period is extended to 60 min. Finally, the highest number of creep curves placed in "CTZ" were measured during Set 6, where precooling of the specimens led to the condensation of excessive amounts of water of 180 µl on the disc surface.
Lastly, Sets 7 and 8 were performed with TORL-B to see if this behaviour is exclusive to TORL-A or may occur for products with different compositions and rheological properties. Although the number of creep curves did not rise dramatically under the dew conditions, significantly lower values of CoT were measured, and points for some of the SRRs were moved from "ITZ" to the "CTZ", showing an apparent effect of water on TORL-B, as in the case of TORL-A.
It is clear that water interacts with the product and mixes with its base medium, which is grease/oil in this case. The interaction between oil and water can be described based on Oil-in-water (O/W) emulsion theories, especially the plate-out theory (valid for lower running speeds). This theory says that in the case of O/W emulsion, contact is predominantly lubricated by the oil as it has stronger wetting abilities [35, 36]. This means that even if the mixture consists mainly of water, the oil forms a pool before the contact inlet and prevents water from entering the contact. Thus, the lubricating film is entirely composed of oil, and water does not negatively influence film thickness in the contact [37]. Furthermore, the study [32] experimentally confirmed that water may even improve the lubricating abilities of oil in some cases, as an oil and water mixture provided lower CoT than pure oil in experiments conducted in the study. This scenario may describe the situation in the contact during a couple of first points of the creep curve(s).
At some point, starvation occurs, meaning water can no longer be excluded from the contact [38]. Without water, CoT would rise at this point (as was seen in Sets 1, 2 and 7). However, in this case, water can refill starved contact and maintain low CoT. It is important to note that the base medium of tested TOR lubricants also contains thickeners and other additives, and the lubricating mechanism may differ from O/W emulsions. So, in this case, water will influence not only the oil pool formed before the contact inlet but also the rheology and structure of the grease itself. It was shown that grease bulk can absorb water due to the polar nature of the thickener [39]. Usually, grease tends to be pushed to the sides of the contact path, and then, the contact replenishment is inversely proportional to viscosity [40, 41]. Water may influence stiffness and oil-bleeding ability, which could lead to higher contact replenishment and prolong the duration of low CoT. So, a higher number of creep curves is measured in Sets 4–6 compared to those with lower amounts or no water at all.
3.2 The Effect on TOR Lubricant Performance Parameters
The values of average performance parameters "C", "I", and "R" were computed using Eqs. 3–8 (Fig. 3) from five triplets of "c", "i", and "r" for each of the Set 1–8. Together with "OLFs" and corresponding amounts of water, they are summarised in Table 4 and depicted in Fig. 6. In this figure, the x-axis is divided into eight parts, one for each Set 1–8. The purple y-axis is for "OLF", and the black y-axis is for sliding distances of "C", "I", and "R". Finally, the blue y-axis on the right stands for water amounts that condensated. Furthermore, tests under humid and dew conditions are differentiated by brown and blue, respectively.

The final results: Summary of "OLF", "C", "I", and "R" parameters and corresponding amounts of water
A clear relation between the change in "OLF" and the amount of water can be seen: with an increase in water amount, "OLF" gradually decreases between Sets 1–6 and 7–8, which means that the risk of low adhesion problems is dependent on the water amount, which follows findings in [8]. This trend is also valid for "C" and "R" parameters (with a slight exception for "R" between Sets 5 and 6)—the higher the water amount, the longer the duration of critical traction and the longer the retentivity. On the other hand, parameter "I" did not show any clear trend, which can be interpreted as follows: water does not strongly influence the duration of positive effects of TOR lubricants. However, it enhances the time of undesirable critical traction, which also prolongs retentivity and, in the end, lowers "OLF". To sum it up, water does not influence the desired effects of TOR lubricants but enhances their adverse effects.
Next, the performance map was constructed. In Fig. 7a, four performance classes Q1–Q4 are highlighted in shades of blue. Placing in the best-performing class (Q1) requires scoring high values for both parameters. This requirement was met under no set of conditions. Although in Sets 1, 2 and 7, the "OLF" of TORL-A and TORL-B was sufficient for the Q1 class, their "I" parameter was good enough only for the Q2 or Q3 class, resulting in a lower product overall assessment, meaning that in these tests, products provided desired frictional levels, but only for a limited sliding distance. In Sets 2, 4 and 8, tested products provided a good compromise between the provided CoT and the duration of its performance and were assessed in the Q2 class. In Sets 1, 3, 5 and 6, products lacked sufficient duration, or low adhesion problems occurred, and Q3 class was assessed.

The final results: a performance map, b the dependency of "OLF" on water amount for TORL-A and c the dependency of average critical traction parameter "C" on water amount for TORL-A
TORL-A performed the worst in Set 6, where a large amount of water nearly caused a drop from Q3 to the worst Q4 category. In the performance map, arrows between points show the direction in which the performance class changed with increased water amount.
Furthermore, "OLF" on water amount dependency was plotted in Fig. 7b. Please note that the results are shown only for TORL-A, and only Sets 2–6 in which the water amount was non-zero are displayed. There is a clear trend that with increased water amount, "OLF" decreases to lower values. However, this behaviour is not linear—a slight increase in small amounts of water leads to a significant "OLF" change. On the other hand, with larger amounts of water, a further increase leads only to a negligible change in "OLF". This behaviour can be explained by the fact that there is a limit to the amount of water that can enter the contact, depending on the contact size. The reference logarithmic curve is plotted as a black dashed curve over measured results. However, there is not enough evidence to state that the "OLF"—water amount dependency is logarithmic. More tests should be conducted to support this conclusion, and the logarithmic curve is displayed only to highlight that the severity of the impact of the change in water amount differs for small and large amounts.
In addition, parameter "C" on water amount dependency was plotted in Fig. 7c). A similar trend can be seen in this case as for lower amounts of water, a slight increase in water amount causes a significant increase in the sliding distance in the "CTZ". However, when larger amounts of water are present, further increase leads only to a slight rise in parameter "C", which is probably also linked to the contact size area and the fact that only a limited amount of water can enter the contact with TOR lubricant.
3.3 The General Discussion and Implications for Railway Operation
To better understand the results, it is necessary to put them in the context of the rest of the scientific work. The Fig. 8 shows a selection of published papers on this topic.

The comparison of measured CoT/CoF under humid/water/dew conditions across different studies
The y-axis has the value of CoT/CoF measured in dry conditions (grey bars), under humid/water/dew conditions (blue bars) and a combination of humidity/water/dew and TOR products (brown bars). Moreover, essential parameters (e.g. measuring configuration, range of RH or temperature, etc.) are noted, and the "CTZ" for 20% SRR used in this study is highlighted in red.
The left part of Fig. 8 shows that in dry contact, CoT (or CoF in case of pure sliding contact) usually vary from 0.4 to 0.8 depending on the presence of third body layers and also measurement method, as studies with different measurement configurations (rail tribometer, ball-on-disc and twin-disc) were chosen on purpose to gain a broader overview. Studies in the middle show that under humid conditions, CoT decreases slightly compared to dry contact. However, the decrease is not significant. A more substantial effect was shown in [42], where RH 60% and water caused the reduction of CoT to 0.3. This value was measured also in [27] under RH 70%. However, in the same study, the author raised RH further to 100%, which caused severe condensation, lowering CoT to 0.13. A comparison between grey and blue bars shows that although humidity somewhat reduces CoT, a more substantial CoT drop occurs only when water is introduced to the contact through direct application [42] or condensation [27]. The right part of Fig. 8 shows that the situation worsens when TOR products come into play. First, a study [26] tested the effect of humidity and iron oxides on FM. Although very low CoT was not measured, another study [31] showed that FMs are generally more resistant to contamination (in terms of low adhesion), and the problem arises when oil contained in TOR lubricants mixes with water. In that case, CoT as low as 0.015 was measured in [31], even lower than in the present study. However, as different tests were performed in both studies, the comparison of the results is slightly limited. Also, different amounts of water were tested, from which the most comparable are results for 8 μl of water, which caused a long-lasting period of very low CoT in [31], similar to the effect of 7.2 μl of water in Set 6 in the present study.
Another critical factor is the presence of a third body layer. A study [8] suggests that low adhesion problems are more probable in the morning when dew is present, as a small amount of water is mixed with particles and wear debris [25]. This follows the results of the presented study, where low adhesion problems occurred only under dew conditions, where water droplets on the specimen surfaces were eye-visible. As water–particle interaction plays a crucial role in low adhesion problems [25], the contact path surface was checked on an optical profiler after tests, during which low adhesion problems occurred. The images of the contact path after the last tests in Sets 1 and 6 can be seen in Fig. 9. These images show that at the end of Set 6, an eye-visible layer up to 2 μm thick has formed and covered part of the contact path. The highest amount of water was weighed during these tests, and its influence on "OLF" was the most significant.

The images of the contact path surface after the 5th test of Sets 1 and 6. The white dashed line highlights the thick adhered layer
On the contrary, at the end of Set 1, the contact path was covered by wear particles, but there was no sign of the "thick adhered layer" as in Set 6. The difference in the third body layer formed in those two Sets was that the wear particles (found in both Sets 1 and 6) could be easily removed by simply cleaning the surface with a paper towel and acetone. However, the thick layer found in Set 6 (and also other Sets where the dew conditions occurred) firmly adhered to the surface, and removing it requires increased effort (e.g. sandpaper, but it was tested that this layer was completely removed during the run-in process). This layer probably consists of iron oxides, which could explain low "OLF" scores in these tests, as the mixture of water and iron oxides is known for reducing CoT. This behaviour was previously observed in [43], where an adhered layer of Fe2O3 was mixed with condensed water and caused a stable period of low CoT. Several factors may influence the formation of the oxidic layer, and temperature is one of them. Based on numerical calculations computed in [33], the highest temperature in the contact should not exceed 95 °C (and the average temperature will be significantly lower), which does not seem very high at first glance. Still, the oxides can form under sliding conditions even at room temperature when metal surfaces are exposed to the air and in the absence of water, as these factors may alter/enhance the oxidation but are not the necessary conditions for oxides to be formed. As iron oxides are naturally present on the railhead, mixing them with TOR lubricants is inevitable. On the other hand, water seems more likely to pose a risk to TOR lubricants in terms of low adhesion, as these problems were observed only in tests where severe condensation occurred.
Unlike in the case of iron oxides, water contamination can be potentially avoided by carefully planned friction management, depending on weather conditions, and by avoiding applying TOR lubricant when dew is on the railhead in the morning. A possible benefit of contamination is that water prolonged retentivity, as in the tests where the highest quantities were present, the "R" parameter scored the highest values, which can help to extend the carry distance on the actual track.
When transferring results to the actual track, the drop of CoT is expected to be less significant for W/R contact (larger area compared to the one between specimens in the ball-on-disc configuration) and farther distances from the application unit (as every pass of the wheel remove TOR lubricant and redistribute it further). Even if a low CoT occurs, this should not pose a considerable risk to passengers' safety on a straight, long track where braking is not expected. However, this may be an issue on tram loops, where, after completing the ride, vehicles are parked one after another. There are reported cases from Brno, Czechia, in which vehicles experience braking problems on tram loops due to low adhesion, and collisions between vehicles often occur. As TOR product application units are commonly placed in front of these loops to reduce friction when the tram is driving into the curve, there is a real risk of TOR lubricants being contaminated by morning dew or rainwater, which may further worsen this issue. In the future continuation of this work, the focus should be on the actual track measurements in these loops.
3.4 Study Limitations
Regarding laboratory testing, measurements in humid conditions were previously performed in several studies. Shen [44] used a twin-disc device to measure CoT in the 5–99% RH range. Baek [42] tested 60% RH under different air temperatures. Zhu [22] also tested under different air temperatures but used a 40–95% RH, and Lyu [45] performed experiments under 40–85% RH. Next, Olofsson [46] tested two different levels of RH: 40% and 95%. Finally, Galas [27] conducted tests in the 8–100% RH range. In all these studies, higher humidity always led to a decrease in measured friction/CoT, supporting the validity of the presented results. Regarding testing conditions, 34 and 70% of RH used in this study fit into these ranges and represent normal and higher humidity conditions (e.g. in tunnels), and 100% RH was chosen to achieve dew conditions.
The most significant study limitation lies in simplified apparatus, as the ball-on-disc configuration leads to point contact rather than the elliptical, which is standard on the actual track. The measured CoT values are firmly dependent on the device and method of measurement [15]. Thus, adapting a universal benchmarking methodology and a commercial tribometer MTM with certified specimens is the most suitable option for laboratory CoT measurement to compare results between different workplaces [33]. The MTM tribometer allowed precise control over test parameters in a wide range and was used in several studies focusing on W/R tribology before [29,30,31]. Although the transferability of laboratory results into actual W/R contact may be slightly challenging due to measuring configuration limitations, these measurements are useful in preliminary testing to identify the most reasonable conditions and parameters, as laboratory tests are fast and cost-effective. However, these results should be verified using a testing rig with more realistic geometry and conditions.
Together with measuring configuration, the most significant difference from the actual track conditions lies in the material of specimens. Specimens used in this study were made of AISI 52100 bearing steel with macro-hardness of 820–920 and 720–780 HV for ball and disc, respectively. These values are significantly higher than those of typical rail materials. For example, one of the most common rail steel used in Europe is R260, with a bulk hardness around 275 HV, although there are also special heat-treated steels with bulk hardness as high as 350 HV [47]. It is also estimated that due to the work-hardening effect, the hardness close to the surfaces can be up to 2.5 times higher [48]. The AISI 52100 steel was chosen for two reasons. First, these specimens are provided directly by the tribometer manufacturer, enabling comparability of contact conditions across different workplaces. The second reason is that due to the higher hardness, the surfaces of the specimens were more resistant to wear, so topography changes of contact path groove were reduced, and relatively stable conditions could be maintained for all tests. However, it is necessary to remember that wear debris oxidises and forms a third body layer on the rail. Thus, less wear debris means the third body layer formed in these tests was less developed compared to field conditions. Furthermore, when interpreting results, it is essential to note that lower CoT values can usually be measured for specimens with higher hardness than those with lower hardness [12].
It is important to note that although the bearing steel experiences lower wear than the rail materials, it still occurs to some extent and influences contact conditions. The wear-in was always conducted on a new pair of specimens to create a stable contact path with an initial width of around 0.6 mm, which is sufficient for particles in TOR products to enter the contact, as their diameter typically ranges in tens of micrometres [29]. However, as the wear progresses, the contact path becomes wider. The width was measured at the end of the fifth test from each of the Sets 1–8, and the results (average from three values measured on different cross-sections of the disc) in order from the first to the eighth are as follows: 0.85 ± 0.01, 0.92 ± 0.02, 0.93 ± 0.02, 1.09 ± 0.08, 1.00 ± 0.02, 1.03 ± 0.06, 0.92 ± 0.01, and 1 ± 0.05 mm. The contact path's width increases with the experiment's length, although the increase is not proportional. This is probably caused by the fact that in the experiments with longer duration, the extra creep curves are measured in the areas of low CoT, in which a lower wear rate is also expected. However, the last couple of creep curves in each test have the most significant effect on wear as they reach higher values of CoT.
On the other hand, a larger contact area and more conformal contact results in a decrease in contact pressure. Evaluating the change in contact pressure is not an easy task, as during the assembly of specimens at the start of each test, specimens may be positioned slightly differently due to small clearances in the mounting mechanism. The contact is then realised on different radii in each test, which means that the size of the contact is not equal to the width of the contact path but is smaller. This is a limitation of the measuring device and means that the initial conditions for each of the five tests in the set will inevitably differ. However, from one perspective, this may be seen as beneficial because the final parameters are computed as an average and thus can be related to a broader range of conditions like on the actual track, where the ever-changing topography of surfaces also leads to a variety of contact conditions after each pass of the wheel.
In addition, the transfer mechanism of TOR lubricant under this configuration differs from the situation on the actual track. The contact is in a ball-on-disc configuration realised repeatedly on the same pair of points on both surfaces, and lubricant cannot easily leave the contact path, resulting in delayed starvation. On the railhead, TOR lubricant is spread at a longer distance [34]. Thus, after several dozen meters from the application unit, a significantly smaller amount of TOR lubricant is present, meaning that the effect on CoT will probably be less severe than in the MTM case. The recently published second part of the methodology [49] utilises a more realistic testing device, which incorporates a piece of actual rail, a scaled wheel and a hand-pushed tribometer. In this configuration, TOR products are tested in conditions close to the actual track, as the lubricant transfer mechanism is more realistic and the contact area is larger. The same TOR products were tested in both studies [33, 49]. Although the exact numerical values of CoT differed due to the different measuring methods and apparatus, strong correlations were found in the behaviour of the tested TOR products. Testing under contamination was not part of the study. However, the results imply that a similar correlation may exist for testing under humidity/dew conditions, and these tests will be the next step in our future research.
4 Conclusion
This study investigated the influence of air humidity and dew on the performance of TOR lubricants. The universal methodology based on creep curve measurement was adapted to enable comparability of results across different workplaces. This methodology uses the coefficient of traction (CoT) and several performance parameters to evaluate the risk of low adhesion problems and the retentivity of TOR lubricants. Based on these parameters, TOR lubricants are assessed into four performance classes: Q1–Q4. The tribometer MTM in a ball-on-disc configuration was used for all measurements. The pot of the tribometer was covered with a climate chamber to control RH %. Tested TOR lubricants were exposed to three RH levels: laboratory ambient (34%), 70%, and 100%, simulating different situations on the track, e.g., morning dew, tunnels, etc. In some tests, specimens were precooled to create a temperature gradient and lower the dew point. The findings can be summarised as follows.
In tests with RH 70%, the effect of humidity on TOR lubricant was insignificant, as there was almost no water condensation. Although humidity influences friction in nonlubricated contacts, the effect is negligible compared to the effect of TOR lubricant. The cooling of specimens enhanced water condensation, resulting in worse product performance in terms of CoT. However, the product still performed sufficiently well, showing that TOR lubricants can be safely used in humid environments without significant risk of low adhesion problems.
A substantial effect was observed in tests under dew conditions. There is a clear relationship between the amount of water and its impact on performance. With the increase in water amount, the severity of low adhesion problems also increases, and lower values of CoT are measured. However, this behaviour is not linear, as a slight change in water amount causes a significant change for small amounts of water, but a substantial change in water amount causes only a slight difference for larger water amounts. This may be related to the fact that only a limited amount of water/lubricant can enter the contact area. The second TOR lubricant with a different composition was tested to confirm that this behaviour is not exclusive to the first product. The effect of dew was even more significant in this case, meaning that the resistance to contamination, besides others, depended on the product composition.
Results presented in this study imply that without significant water condensation, humidity has a less substantial effect on TOR lubricants. If the dew point is not reached, the low adhesion problems are more likely to occur due to the other impacts, e.g. contact over-dosing. However, when the dew point is reached and water condenses, it can significantly affect the performance of the TOR lubricant. This study showed that dew severely worsens the performance of tested TOR lubricants and, in some cases, can even cause low adhesion problems. These findings can be used to optimise friction management methods.
References
Szablewski, D., LoPresti, J., Sultana, T.: Testing of latest top-of-rail friction modification materials at FAST. Railway Track and Struct. 111, 13–16 (2015)
Wang, R.X., Zhou, K., Yang, J.Y., Ding, H.H., Wang, W.J., Guo, J., et al.: Effects of abrasive material and hardness of grinding wheel on rail grinding behaviors. Wear. pp 454–455 (2020). https://doi.org/10.1016/j.wear.2020.203332.
Niu, L., Yang, F., Deng, X., Zhang, P., Jing, G., Qiang, W., et al.: An assessment method of rail corrugation based on wheel–rail vertical force and its application for rail grinding. J. Civ. Struct. Health Monit. 13, 1131–1150 (2023). https://doi.org/10.1007/s13349-023-00700-w
Krishna, V. V., Hossein-Nia, S., Casanueva, C., Stichel, S.: Long term rail surface damage considering maintenance interventions. Wear, pp 460–461 (2020). https://doi.org/10.1016/j.wear.2020.203462.
Han, J., He, Y., Xiao, X., Sheng, X., Zhao, G., Jin, X.: Effect of control measures on wheel/rail noise when the vehicle curves. Appl. Sci. 7, 1144 (2017). https://doi.org/10.3390/app7111144
Meehan, P.A., Liu, X.: Wheel squeal noise control under water-based friction modifiers based on instantaneous rolling contact mechanics. Wear 440–441, 203052 (2019). https://doi.org/10.1016/j.wear.2019.203052
Galas, R., Omasta, M., Klapka, M., Kaewunruen, S., Krupka, I., Hartl, M.: Case Study: the Influence of Oil-based Friction Modifier Quantity on Tram Braking Distance and Noise. Tribol. Ind. 39, 198–206 (2017). https://doi.org/10.24874/ti.2017.39.02.06.
Ishizaka, K., Lewis, S.R., Lewis, R.: The low adhesion problem due to leaf contamination in the wheel/rail contact: bonding and low adhesion mechanisms. Wear 378–379, 183–197 (2017). https://doi.org/10.1016/j.wear.2017.02.044
Kalousek, J., Johnson, K.L.: An Investigation of short pitch wheel and rail corrugations on the Vancouver mass transit system. Proc. Inst. Mech. Eng. F. J. Rail Rapid Transit. 206, 127–135 (1992). https://doi.org/10.1243/PIME_PROC_1992_206_226_02
Stock, R., Stanlake, L., Hardwick, C., Yu, M., Eadie, D., Lewis, R.: Material concepts for top of rail friction management—classification, characterisation and application. Wear 366–367, 225–232 (2016). https://doi.org/10.1016/j.wear.2016.05.028
Harmon, M., Lewis, R.: Review of top of rail friction modifier tribology. Tribol. Mater. Surf. Interfaces 10, 150–162 (2016). https://doi.org/10.1080/17515831.2016.1216265
Harmon, M., Santa, J.F., Jaramillo, J.A., Toro, A., Beagles, A., Lewis, R.: Evaluation of the coefficient of friction of rail in the field and laboratory using several devices. Tribol. Mater. Surf. Interfaces 14, 119–129 (2020). https://doi.org/10.1080/17515831.2020.1712111
Moreno-Ríos, M., Gallardo-Hernández, E.A., Vite-Torres, M., Peña-Bautista, A.: Field and laboratory assessments of the friction coefficient at a railhead. Proc. Inst. Mech. Eng. F J. Rail Rapid Transit. 230, 313–320 (2016). https://doi.org/10.1177/0954409714536383
Areiza, Y.A., Garcés, S.I., Santa, J.F., Vargas, G., Toro, A.: Field measurement of coefficient of friction in rails using a hand-pushed tribometer. Tribol. Int. 82, 274–279 (2015). https://doi.org/10.1016/j.triboint.2014.08.009
Lundberg, J., Rantatalo, M., Wanhainen, C., Casselgren, J.: Measurements of friction coefficients between rails lubricated with a friction modifier and the wheels of an IORE locomotive during real working conditions. Wear 324–325, 109–117 (2015). https://doi.org/10.1016/j.wear.2014.12.002
Eadie, D.T., Elvidge, D., Oldknow, K., Stock, R., Pointner, P., Kalousek, J., et al.: The effects of top of rail friction modifier on wear and rolling contact fatigue: full-scale rail–wheel test rig evaluation, analysis and modelling. Wear 265, 1222–1230 (2008). https://doi.org/10.1016/j.wear.2008.02.029
Galas, R., Omasta, M., Krupka, I., Hartl, M.: Laboratory investigation of ability of oil-based friction modifiers to control adhesion at wheel-rail interface. Wear 368–369, 230–238 (2016). https://doi.org/10.1016/j.wear.2016.09.015
Abbasi, S., Olofsson, U., Zhu, Y., Sellgren, U.: Pin-on-disc study of the effects of railway friction modifiers on airborne wear particles from wheel–rail contacts. Tribol. Int. 60, 136–139 (2013). https://doi.org/10.1016/j.triboint.2012.11.013
Olofsson, U., Lyu, Y.: Open system tribology in the wheel–rail contact—a literature review. Appl. Mech. Rev., 69 (2017). https://doi.org/10.1115/1.4038229.
Wang, W.J., Shen, P., Song, J.H., Guo, J., Liu, Q.Y., Jin, X.S.: Experimental study on adhesion behavior of wheel/rail under dry and water conditions. Wear 271, 2699–2705 (2011). https://doi.org/10.1016/j.wear.2011.01.070
Gallardo-Hernandez, E.A., Lewis, R.: Twin disc assessment of wheel/rail adhesion. Wear 265, 1309–1316 (2008). https://doi.org/10.1016/j.wear.2008.03.020
Zhu, Y., Lyu, Y., Olofsson, U.: Mapping the friction between railway wheels and rails focusing on environmental conditions. Wear 324–325, 122–128 (2015). https://doi.org/10.1016/j.wear.2014.12.028
Chen, H., Ban, T., Ishida, M., Nakahara, T.: Experimental investigation of influential factors on adhesion between wheel and rail under wet conditions. Wear 265, 1504–1511 (2008). https://doi.org/10.1016/j.wear.2008.02.034
Kempka, R., Falconer, R., Gutsulyak, D., Lewis, R.: Effects of oxide and water on friction of rail steel–new test method and friction mapping. Tribol. Mater. Surf. Interfaces 15, 80–91 (2021). https://doi.org/10.1080/17515831.2020.1765611
White, B., Lewis, R.: Simulation and understanding the wet-rail phenomenon using twin disc testing. Tribol. Int. 136, 475–486 (2019). https://doi.org/10.1016/j.triboint.2019.03.067
Lewis, S.R., Lewis, R., Olofsson, U., Eadie, D.T., Cotter, J., Lu, X.: Effect of humidity, temperature and railhead contamination on the performance of friction modifiers: Pin-on-disk study. Proc. Inst. Mech. Eng. F J. Rail Rapid Transit. 227, 115–127 (2013). https://doi.org/10.1177/0954409712452239
Galas, R., Omasta, M., Shi, L., Ding, H., Wang, W., Krupka, I, et al.: The low adhesion problem: the effect of environmental conditions on adhesion in rolling-sliding contact. Tribol. Int. 151, 106521 (2020). https://doi.org/10.1016/j.triboint.2020.106521.
Arias-Cuevas, O., Li, Z., Lewis, R., Gallardo-Hernández, E.A.: Rolling–sliding laboratory tests of friction modifiers in dry and wet wheel–rail contacts. Wear 268, 543–551 (2010). https://doi.org/10.1016/j.wear.2009.09.015
Kvarda, D., Skurka, S., Galas, R., Omasta, M., Shi, L., Ding, H., et al.: The effect of top of rail lubricant composition on adhesion and rheological behaviour. Eng. Sci. Technol. Int. J. 35, 101100 (2022). https://doi.org/10.1016/j.jestch.2022.101100
Galas, R., Kvarda, D., Omasta, M., Krupka, I., Hartl, M.: The role of constituents contained in water–based friction modifiers for top–of–rail application. Tribol. Int. 117, 87–97 (2018). https://doi.org/10.1016/j.triboint.2017.08.019
Skurka, S., Galas, R., Omasta, M., Wu, B., Ding, H., Wang, W.J., et al.: The performance of top-of-rail products under water contamination. Tribol. Int. 188 (2023). https://doi.org/10.1016/j.triboint.2023.108872.
Wang, W.J., Zhang, H.F., Wang, H.Y., Liu, Q.Y., Zhu, M.H.: Study on the adhesion behavior of wheel/rail under oil, water and sanding conditions. Wear 271, 2693–2698 (2011). https://doi.org/10.1016/j.wear.2010.12.019
Galas, R., Skurka, S., Valena, M., Kvarda, D., Omasta, M., Ding, H., et al.: A benchmarking methodology for top-of-rail products. Tribol. Int. 189, 108910 (2023). https://doi.org/10.1016/j.triboint.2023.108910
Valena, M., Omasta, M., Kvarda, D., Galas, R., Krupka, I., Hartl, M.: An approach for the creep-curve assessment using a new rail tribometer. Tribol. Int. 191 (2024). https://doi.org/10.1016/j.triboint.2023.109153.
Kimura, Y., Okada, K.: Lubricating properties of oil-in-water emulsions. Tribol. Trans. 32, 524–532 (1989). https://doi.org/10.1080/10402008908981921
Fujita, N., Kimura, Y., Kobayashi, K., Amanuma, Y., Sodani, Y.: Estimation model of plate-out oil film in high-speed tandem cold rolling. J. Mater. Process. Technol. 219, 295–302 (2015). https://doi.org/10.1016/j.jmatprotec.2015.01.002
Nakahara, T., Makino, T., Kyogoku, K.: Observations of Liquid Droplet Behavior and Oil Film Formation in O/W Type Emulsion Lubrication. J. Tribol. 110, 348–353 (1988). https://doi.org/10.1115/1.3261630
Wilson, W.R.D., Sakaguchi, Y., Schmid, S.R.: A dynamic concentration model for lubrication with oil-in-water emulsions. Wear 161, 207–212 (1993). https://doi.org/10.1016/0043-1648(93)90471-W
Cyriac, F., Lugt, P.M., Bosman, R.: Impact of water on the rheology of lubricating greases. Tribol. Trans. 59, 679–689 (2016). https://doi.org/10.1080/10402004.2015.1107929
Cann, P.M.E., Damiens, B., Lubrecht, A.A.: The transition between fully flooded and starved regimes in EHL. Tribol. Int. 37, 859–864 (2004). https://doi.org/10.1016/j.triboint.2004.05.005
Jacod, B., Pubilier, F., Cann, P.M., Lubrecht, A.A.: An analysis of track replenishment mechanisms in the starved regime. In: Dowson, D. et al (eds) Lubrication at the frontier, tribology series, 36,. Elsevier, Amsterdam, pp 483–492 (1999). https://doi.org/10.1016/S0167-8922(99)80069-8.
Baek, K.S., Kyogoku, K., Nakahara, T.: An experimental investigation of transient traction characteristics in rolling-sliding wheel/rail contacts under dry-wet conditions. Wear 263, 169–179 (2007). https://doi.org/10.1016/j.wear.2007.01.067
Shi, L.B., Ma, L., Guo, J., Liu, Q.Y., Zhou, Z.R., Wang, W.J.: Influence of low temperature environment on the adhesion characteristics of wheel-rail contact. Tribol. Int. 127, 59–68 (2018). https://doi.org/10.1016/j.triboint.2018.05.037
Shen, M., Li, J., Li, L., Li, S., Ma, C.: Adhesion and damage behaviour of wheel-rail rolling–sliding contact suffering intermittent airflow with different humidities and ambient temperatures. Tribol. Lett. 72, 18 (2024). https://doi.org/10.1007/s11249-023-01817-1
Lyu, Y., Zhu, Y., Olofsson, U.: Wear between wheel and rail: a pin-on-disc study of environmental conditions and iron oxides. Wear 328–329, 277–285 (2015). https://doi.org/10.1016/j.wear.2015.02.057
Olofsson, U., Sundvall, K.: Influence of leaf, humidity and applied lubrication on friction in the wheel-rail contact: pin-on-disc experiments. Proc. Inst. Mech. Eng. F J. Rail Rapid Transit. 218, 235–242 (2004). https://doi.org/10.1243/0954409042389364
Lewis, R., Christoforou, P., Wang, W.J., Beagles, A., Burstow, M., Lewis, S.R.: Investigation of the influence of rail hardness on the wear of rail and wheel materials under dry conditions (ICRI wear mapping project). Wear 430–431, 383–392 (2019). https://doi.org/10.1016/j.wear.2019.05.030
Tyfour, W.R., Beynon, J.H., Kapoor, A.: The steady state wear behaviour of pearlitic rail steel under dry rolling-sliding contact conditions. Wear. 180, 79–89 (1995).
Galas, R., Valena, M., Jordan, T., Kvarda, D., Omasta, M., Skurka, S., et al.: A benchmarking methodology for top-of-rail products: Carry distance and retentivity. Tribol. Int. 197, 109810 (2024). https://doi.org/10.1016/j.triboint.2024.109810
Funding
Open access publishing supported by the National Technical Library in Prague. This work was carried out in the framework of the project “Bozek Vehicle Engineering National Center of Competence" (TN02000054), which was co-financed from the state budget by the Technology Agency of the Czech Republic within the programme "National Centres of Competence”. The work was also supported by the National Natural Science Foundation of China (No. 52320105007) and the 2024 Excellent Youth Team Training Program of Southwest Jiaotong University.
Author information
Authors and Affiliations
Contributions
Simon Skurka: Conceptualization, Methodology, Investigation, Data curation, Writing—original draft. Radovan Galas: Conceptualization, Investigation, Methodology, Writing—review & editing. Milan Omasta: Conceptualization, Investigation, Methodology, Writing—review & editing, Project administration. Haohao Ding: Writing—review & editing. Wen-Jian Wang: Project administration. Ivan Krupka: Data curation, Writing—review & editing. Martin Hartl: Supervision, Funding acquisition.
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix A
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Skurka, S., Galas, R., Omasta, M. et al. Assessing the Performance of TOR Lubricants in Humid Environments and Under Dew Conditions. Tribol Lett 72, 90 (2024). https://doi.org/10.1007/s11249-024-01889-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-024-01889-7