
Abstract
The tribological performance of tyre–road contacts depends crucially on the contact temperature. This study investigates the reliability and accuracy of acicular grindable thermocouples possessing an original needle-shaped wearable part as applied to measuring temperature at the oscillatory sliding contact between a rubber tyre tread sample and a sandpaper. A linear oscillatory tribometer is used to imitate the sliding phase of tyre–road contact under mild friction conditions. It is shown that the acicular grindable thermocouple measurements are generally test–retest repeatable. Moreover, the thermocouple signal becomes more stable with increasing contact pressure. Compared to the conventional thermocouple technique, the acicular grindable thermocouple overestimates temperature at the rubber friction surface by about 23% due to involvements of its wearable part in friction with the sandpaper. The findings suggest an expansion of the acicular grindable thermocouple technique to full-scale experiments with tyres on the road.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Tyres, which are normally made of rubber materials, are essential components of a road vehicle. They are developed taking account of many requirements and restrictions. The tyre–road contact must provide sufficient traction under different driving and environmental conditions, which is a prerequisite for the safe operation of the road vehicle. Further, energy losses in the tyre–road contact should be minimised to reduce fuel and/or electrical energy consumption. Furthermore, tyre and road wear should be minimised to reduce maintenance costs and mitigate ecological impacts (Sienkiewicz et al. [1], Zhang et al. [2]). There are also specific requirements, such as improved dynamic characteristics and low noise emissions (Świeczko-Żurek et al. [3]).
The interaction between the tyre and road is a complex of interrelated mechanical, thermal and chemical processes. The basic mechanisms of dry friction for rubber tyres include adhesion, hysteresis and abrasion (Moore [4]). The adhesion component of friction is caused by strong interfacial bonds at the microscopic contact areas. The hysteresis component is related to volumetric deformations of the materials associated with the internal friction. The abrasion component describes the wear of a softer material sliding against a harder irregular surface. The mentioned components of friction contribute to the heat generation at the tyre–road contact and to a considerable increase in the tyre temperature (Kennedy [5], Persson [6]).
It is well known that temperature affects the friction mechanisms at the tyre–road contact (Ludema [7], Muhr and Roberts [8]) and, accordingly, its performance characteristics, including the friction coefficient (Schallamach [9], Grosch [10]), abrasion loss (Grosch [11]), emission of wear particles (Park et al. [12]) and noise emission (Anfosso-Lédée and Pichaud [13]). Therefore, the multi-criteria design of a new tyre requires a reliable technique to measure temperatures at the tyre–road contact.
A number of experimental studies on tyre–road contact problems or, more generally, problems with rubber friction materials involved temperature measurements. Schallamach [14] investigated the effects of speed and temperature by pressing a slider in the form of a conventional thermocouple (CT) against a rotating rubber disc. Grosch and Schallamach [15] investigated the wear of trailer tyres at controlled slip. The tyre surface temperature was measured with an Ultrakust Elektron Thermometer immediately after the trailer was stopped. Heinz and Grosch [16] used a laboratory abrasion tester in which a rubber wheel runs against a rotating abrasive disc under certain load, slip angle and speed. The rubber wheel temperature was measured with an infrared sensor. Lahayne et al. [17] developed a friction tester with a linear drive that pulls a sledge with a mounted rubber sample over a test surface. The rubber sample temperature was recorded using a pyrometer. Liu et al. [18] conducted tyre tread experiments using a high-speed rolling contact test rig. CT allowed the temperature of the tyre tread sample to be monitored in situ. Lorenz et al. [19, 20] developed a new instrument that enables low-speed sliding of a rubber specimen against a rough substrate inside a thermal insulation box. Mané et al. [21] used a rotary tribometer in which the tyre–road contact is imitated by a steel sphere sliding at a controlled temperature against a rubber material glued on a rotating disc. Rosu et al. [22] used a high-speed linear friction tester to investigate tyre tread samples sliding on concrete test tracks. The temperature of the tyre tread sample was measured by a thermographic camera and CT. Lang and Klüppel [23] conducted linear tribometer experiments with a racing tyre tread specimen sliding over a granite surface inside a temperature chamber. Lundberg et al. [24] developed a test rig to investigate the impact and release phases of the rolling contact between a tyre tread block and a substrate. The temperature of the tyre tread block was measured with a resistive temperature sensor. Hartung et al. [25] developed a friction tester in which a linear actuator drags a rubber tyre tread specimen over a road specimen at a constant speed. A climate chamber was used to control the road specimen temperature. Tiwari et al. [26] developed a linear friction tester in which a rubber sample slides on a road sample placed in a low-temperature freezer. Huang et al. [27] used a tribometer to reproduce the intermittent sliding between a rubber sample and a rotating disc. The rubber sample temperature was measured with CT. Acosta et al. [28] carried out an in-vehicle tyre characterisation programme in which the vehicle is equipped with infrared sensors to measure the tyre temperature. Wu et al. [29] investigated aircraft tyre tread materials using a high-temperature abrasion tester. A rubber tyre tread wheel was rolled against an abrasive disc at a controlled temperature. Žuraulis et al. [30] conducted car braking tests with non-studded winter tyres at different environment temperatures. The tyre temperature was measured with a thermographic camera. Chen et al. [31] investigated the rubber of an aircraft tyre tread using a high-speed friction test apparatus in which a rotating rubber ring slides against a stationary sand ball. A thermographic camera was used for measuring the rubber ring temperature. Hartung et al. [32] used a high-speed linear tester to investigate a tyre tread block sliding against a 60-grit sandpaper. Woo et al. [33] used a full-scale tyre wear simulator in which a rotating drum covered with a preconditioned 80-grit sandpaper imitates the roughness of an asphalt pavement. The tyre temperature was measured with an infrared sensor. Ejsmont et al. [34] investigated the temperature influence on the rolling resistance of car and truck tyres using a full-scale tyre on rotating drum facility. The tyre temperature was measured with a thermographic camera. Grigoriadis et al. [35] developed a friction tester for high-speed sliding of a rubber specimen against a road, where the rubber specimen temperature was measured with CT. A more systematic literature review of the friction test rigs intended for the evaluation of tyre–road contacts can be found in Genovese et al. [36].
Analysis of the literature sources, including those mentioned above, shows that the temperature measurements at tyre–road contacts on full and sub-scales are mainly based on two techniques—CT and infrared thermography. Unfortunately, these two techniques are not able to measure temperature directly at the sliding contact. The CT measuring junction, which is located at some distance from the sliding contact, measures a subsurface temperature. The thermographic camera captures the infrared radiation emitted from the tyre tread after its frictional interaction with the road. In both cases, the measured temperature can deviate considerably from the actual contact temperature.
A perspective alternative to the above-mentioned techniques is the application of a principally different temperature sensor known as a grindable thermocouple. Peklenik [37] introduced this sensor in the form of an insulated electrode that is installed in a conductive component and whose end is exposed to the ground/friction surface. The conductive component plays the role of the second electrode. Frictional deformations of the exposed electrode and the adjacent material of the conductive component lead to the formation of the measuring junction (hot junction) which is continuously located at the friction surface. The construction of the grindable thermocouple was later modified by adding the second electrode parallel to the original one in order to expand the application range to non-conductive materials (Nee and Tay [38], Nosko et al. [39]). Although the grindable thermocouples have been successfully used to measure temperatures in grinding (Rowe et al. [40], Babic et al. [41], Batako et al. [42], Lefebvre et al. [43]), their applicability remains limited due to the following installation problem. The electrodes of the grindable thermocouple are manufactured in the form of thin foils which are then sandwiched with insulation layers to form the wearable part with a rectangular cross section. In most practical situations, the rectangular wearable part cannot be installed in the friction component without splitting it or cutting out its fragment, which is not feasible. However, this problem can be solved by using the grindable thermocouple with circular cross-section electrodes, the so-called acicular grindable thermocouple (AGT). The needle-shaped wearable part of AGT can be easily installed into a hole in the friction component, which makes AGT most feasible in installation among the grindable thermocouples. The performance of AGT when applied to brake friction materials was recently investigated by Nosko et al. [44, 45].
The purpose of the present study is to investigate the reliability and accuracy of AGT in measuring temperature at the oscillatory sliding contact of a rubber tyre tread sample against a sandpaper that imitates the sliding phase of tyre–road contact. The rationale behind the study lies in the advantages of the AGT technique which allow it to be expanded to temperature measurements at tyre–road contacts on full scale.
2 Research methodology
The experiments were performed on a Ducom TR-BIO-212 tribometer which enables the linear oscillatory sliding of a pin sample against a fixed surface with an approximately sinusoidal speed profile. Figure 1 shows the main components of the experimental setup. The rubber pin sample in the form of a cylinder with a diameter of 18 mm and a height of 11 mm was installed in an oscillatory support. The normal load on the pin sample was applied via a deadweight lever system. A rectangular piece of sandpaper served as a counter-surface. The friction force was measured with a piezoelectric sensor with a resolution of 0.02 N at a frequency of 10 Hz. Microscopy of the worn surfaces was carried out using an Olympus BX51 Fluorescence Phase Contrast Microscope.

Tribometer-based experimental setup
Temperature in the pin sample was measured with three thermocouples, as shown schematically in Fig. 2. One thermocouple was AGT, the wearable part of which was installed in a drilled hole along the axis of the pin sample. AGT was intended for measuring temperature at the friction surface. The other two thermocouples were CT of K-type with a bare wire diameter of 0.13 mm. Their measuring junctions were located in blind drilled holes at initial distances 0.5 mm (CT0.5) and 1 mm (CT1) from the friction surface. The wires of the three thermocouples were parallel in one plane so that the distance between AGT and each of CT was 4 mm. The wires were fixed in the pin sample with a silicate glue.

Schematic of the pin sample with installed thermocouples AGT, CT0.5 and CT1
The wearable part of AGT comprises a hollow cylinder electrode made of steel, a wire electrode made of constantan and an insulation layer between the electrodes, as shown in Fig. 3. The elemental compositions of the electrodes are listed in Table 1. The wearable part has a diameter of 0.34 mm and a length of 5 mm. Its end is exposed to the friction surface and is subjected to thermomechanical loads during friction, which leads to the formation of the measuring junction located directly at the sliding contact. Further information on the construction, calibration and performance characteristics of AGT can be found in Nosko et al. [44].

Schematic of the wearable part of AGT
The signals \({T}_{\text{AGT}}\), \({T}_{\text{CT}0.5}\) and \({T}_{\text{CT}1}\) from the respective thermocouples AGT, CT0.5 and CT1 were sampled by a NI 9211 module at a frequency of 2 Hz and processed in LabView 2023 Q3. Each of these signals indicated a temperature rise caused by the frictional interaction between the pin sample and sandpaper.
The pin samples were cut out from the tread of a Keter KT-727 summer tyre for a sedan passenger car. The tyre tread is characterised by treadwear grade 420, traction grade A and temperature grade A. The friction surface of each pin sample corresponded to the original friction surface of the tyre tread. The counter-surface was a P60-grit SAITAC-RI AW-D sandpaper with aluminium oxide abrasive particles of average diameter 0.27 mm. As mentioned in Sect. 1, sandpaper is commonly used to imitate asphalt roads in laboratory studies with friction testers (Hartung et al. [32]) and full-scale tyre on abrasive drum wear simulators (Woo et al. [33]).
The pin samples were tested for three values of the normal load (5 N, 10 N, 15 N) and three values of the oscillation frequency (10 Hz, 20 Hz, 40 Hz), corresponding to nine different regimes of friction. The stroke was equal to 4 mm. The environment temperature was 30 ± 1 °C. The test duration was 30 min. A new piece of sandpaper was used for each test.
Table 2 presents the parameters of all friction regimes. The contact pressure, calculated as the ratio of the normal load to the apparent contact area of the pin sample, is 20, 40 or 60 kPa. These values correspond to a mild loading, and the largest of them is comparable to 65 kPa set in the linear friction tester study by Lorenz et al. [20] and 80 kPa set in the experiments conducted by Grigoriadis et al. [35] with a rubber specimen on the road. With a sinusoidal motion of the pin sample, the sliding speed reaches its maximum at the central position. The maximum sliding speed, calculated as the product of the oscillation amplitude (half stroke) and angular frequency (frequency times \(2\pi\)), is 0.13, 0.25 or 0.5 m/s. These values are typical of the laboratory studies (Lahayne et al. [17], Lang and Klüppel [23], Hartung et al. [25]). Note that the kinematic parameters, namely stroke, oscillation frequency and maximum sliding speed, are interrelated and therefore cannot be set independently. The accepted values of these parameters represent a compromise between the simulation adequacy and tribometer characteristics.
3 Results and Discussion
Typical measurement data obtained from a single test are presented in Fig. 4. Transient processes take place for about 15 min, after which the behaviour of the friction coefficient \(\mu\) and temperature rise \({T}_{\text{AGT}}\), \({T}_{\text{CT}0.5}\) and \({T}_{\text{CT}1}\) is almost steady. \({T}_{\text{AGT}}\) is noticeably higher than \({T}_{\text{CT}0.5}\), which is due to the fact that the measuring junction of AGT is located directly at the friction surface, while CT0.5 measures the subsurface temperature at a depth of 0.5 mm. The temperature rise \({T}_{\text{CT}1}\) is lower than \({T}_{\text{CT}0.5}\) due to the larger depth (1 mm) of the measuring junction of CT1.

Measurement data from a single test (40 kPa, 0.5 m/s)
The tests were repeated under the same conditions to verify the test–retest repeatability. Figure 5 shows an example of the curves of \(\mu\) and \({T}_{\text{AGT}}\) obtained in two tests. It can be seen that the corresponding curves are close to each other. The analysis of all nine friction regimes shows that the average test–retest repeatability is 6.5% for \(\mu\) and 5.7% for \({T}_{\text{AGT}}\). Note that a higher repeatability can hardly be expected in this study due to the presence of uncontrollable factors, such as random locations, shapes and sizes of the abrasive particles interacting with the wearable part of AGT.

Validation of the test–retest repeatability (40 kPa, 0.25 m/s)
The original and worn surfaces of the pin sample are illustrated in Fig. 6a. It can be seen that the worn surface has tens of ploughing grooves, which suggests the abrasive mechanism of wear. Figure 6b shows the original and worn surfaces of the sandpaper. The worn surface of the sandpaper is covered with rubber which was obviously transferred from the pin sample to the sandpaper. Interestingly, there is no evidence of excessive or abnormal wear of the sandpaper related to its interaction with the wearable part of AGT, which can be explained by a substantially higher hardness of the aluminium oxide abrasive particles (9 Mohs scale) compared to the hardness of the steel electrode (5–8 Mohs scale) and constantan electrode (3–4 Mohs scale).

Images of the worn surfaces: a pin sample; b sandpaper
Figure 7 shows the dependence of the friction coefficient \(\mu\) on the contact pressure and sliding speed. The value of \(\mu\) varies between 1.2 and 1.9 and generally decreases with increasing contact pressure or sliding speed. Similar experimental results, albeit at higher contact pressures, have been reported previously. Lang and Klüppel [23], who investigated a racing tyre tread sample sliding on a granite surface, reported \(\mu\) of about 1.1–1.3 at contact pressure 100 kPa, sliding speed 0.1–0.3 m/s and environment temperature 40–100 °C. Grigoriadis et al. [35], who investigated the sliding of a tyre tread sample on an asphalt road, found that \(\mu\) is about 0.9–1.2 at contact pressure 80 kPa, sliding speed 0.1–0.5 m/s and environment temperature 20–30 °C. As mentioned by Moore [4], severe abrasive wear of a rubber sliding on a rough surface corresponds to \(\mu\) of above 1.25, which appears to be the case, given the above-mentioned ploughing grooves on the worn surface of the pin sample (see Fig. 6a).

Friction coefficient \(\mu\) depending on the contact pressure and maximum sliding speed
Figure 8 shows the influence of the sliding speed and contact pressure on the temperature rise \({T}_{\text{AGT}}\) and \({T}_{\text{CT}0.5}\). On the whole, \({T}_{\text{AGT}}\) and \({T}_{\text{CT}0.5}\) exhibit a similar dependence on the contact pressure and sliding speed. The temperature rise \({T}_{\text{AGT}}\) varies between 18 and 65 °C. This range overlaps well with the temperature rise of 10–50 °C measured by Grosch and Schallamach [15] at the tread of a trailer tyre. It can also be seen that \({T}_{\text{AGT}}\) increases almost linearly with the sliding speed at 20 kPa. On the other hand, \({T}_{\text{AGT}}\) changes non-linearly at 40 and 60 kPa, which is consistent with the experimental results by Schallamach [14], who mentioned that the temperature rise is approximately proportional to the square root of the sliding speed. As for the contact pressure, its increase generally leads to an increase in \({T}_{\text{AGT}}\), although its influence is negligible at the lowest maximum sliding speed of 0.13 m/s.

Temperature rise \({T}_{\text{AGT}}\) and \({T}_{\text{CT}0.5}\) depending on the maximum sliding speed and contact pressure
The performance of AGT depends substantially on the quality of the measuring junction. The exposed end of the wearable part involved in friction undergoes continuous transformations including mechanical deformations, heating and wear. The mechanical deformations play a crucial role in the formation / strengthening of the measuring junction, which is accompanied by a decrease in the electrical resistance of the measuring junction and stabilisation of the thermocouple signal. Figure 9a illustrates a reliable measuring junction in the form of distinct electrical bonds between the wire electrode and hollow cylinder electrode. Ploughing grooves can be seen on the end of the wearable part, which are caused by the interaction with the abrasive particles. On the other hand, the wear processes are responsible for the destruction / weakening of the measuring junction, leading to its higher electrical resistance and a distortion of the thermocouple signal. Figure 9b shows an example of an unreliable measuring junction. It can be seen that the insulation layer separates the wire electrode from the hollow cylinder electrode, with the exception of a few tiny segments.

Measuring junction of AGT: a reliable (stable signal); b unreliable (unstable signal)
Examples of stable and unstable signals of AGT can be found in Fig. 10. The signal becomes unstable at the moment when of the last electrical bond between the electrodes is destroyed, while it returns to the stable state when a new electrical bond is formed (Lefebvre et al. [43]). In linear oscillatory sliding, the direction of sliding changes periodically, which can lead to repeated formation and destruction of the measuring junction. The experimental data reveal that AGT generates a stable signal for the considered friction regimes, except for those with the lowest contact pressure of 20 kPa. It can be hypothesised that the contact pressure of 20 kPa does not ensure sufficient deformations of the electrodes and thus the formation of a reliable electrical contact between them.

Examples of stable and unstable signals from AGT (20 kPa, 0.5 m/s)
The measurement accuracy of AGT is estimated by comparing \({T}_{\text{AGT}}\) to the temperature rise at the friction surface measured by the CT technique during a prolonged test. The pin sample with AGT and CT0.5 installed was worn by the sandpaper until the measuring junction of CT0.5 appeared on the friction surface. Figure 11 shows the corresponding experimental data. When the measuring junction of CT0.5 comes into friction with the abrasive particles but is not yet destroyed, \({T}_{\text{CT}0.5}\) shows random peaks. In the periods between the peaks, \({T}_{\text{CT}0.5}\) indicates the temperature rise of the surface layer with a thickness of about 0.1 mm, which corresponds to the size of the measuring junction of CT0.5. Therefore, \({T}_{\text{CT}0.5}\) can be reasonably accepted as the reference temperature rise. The described experiment shows that \({T}_{\text{AGT}}\) exceeds \({T}_{\text{CT}0.5}\) by 24%.

Analysis of the measurement accuracy of AGT (40 kPa, 0.25 m/s)
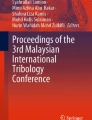
A more comprehensive analysis of the measurement accuracy is performed by comparing the temperature rise \({T}_{\text{AGT}}\), \({T}_{\text{CT}0.5}\) and \({T}_{\text{CT}1}\) for all friction regimes. Figure 12 shows the values of \({T}_{\text{AGT}}\) and \({T}_{\text{CT}1}\) versus \({T}_{\text{CT}0.5}\). The dashed lines indicate the proportional relations obtained using the least squares method. It is found that \({T}_{\text{AGT}}\) and \({T}_{\text{CT}0.5}\) are related according to the equation \({T}_{\text{AGT}}=1.23 {T}_{\text{CT}0.5}\), i.e. AGT overestimates the measurements with CT0.5 by about 23%. This can be explained by excessive heating of the wearable part of AGT as it is involved in friction with the abrasive particles. The observed deviation of 23% is close to the 18% deviation of \({T}_{\text{AGT}}\) from the temperature rise registered by infrared thermography for a brake pad material in friction with a steel disc at contact pressure 0.5 MPa and sliding speed 2 m/s, as reported by Nosko et al. [45].

Relations between the temperature rise \({T}_{\text{AGT}}\), \({T}_{\text{CT}0.5}\) and \({T}_{\text{CT}1}\)
Figure 12 also shows that the relation between \({T}_{\text{CT}1}\) and \({T}_{\text{CT}0.5}\) is expressed by the equation \({T}_{\text{CT}1}=0.69 {T}_{\text{CT}0.5}\), i.e. CT1 indicates a 31% lower temperature rise compared to the measurements with CT0.5. Obviously, the combination of the AGT and CT techniques in the form of a weighted sum of \({T}_{\text{AGT}}\) and \({T}_{\text{CT}1}\) allows a more accurate prediction of \({T}_{\text{CT}0.5}\) than either technique alone. For example, the equally weighted sum is \(0.5{T}_{\text{AGT}}+0.5{T}_{\text{CT}1}=0.96{T}_{\text{CT}0.5}\), i.e. it underestimates \({T}_{\text{CT}0.5}\) by only 4%. The advantage of combining the techniques can be even more pronounced when experimenting with tyres at higher contact pressures, e.g. 0.3 MPa for a car or 0.7 MPa for a truck (Mané et al. [21]), and higher slip ratios. Under such conditions, the rubber material is subjected to intensive linear wear, which does not allow the measuring junction of CT to be installed close to the friction surface. In contrast, the operation of AGT is not affected by the intensive wear as the measuring junction is continuously renewed.
4 Conclusions
The present study investigated the reliability and accuracy of the acicular grindable thermocouple (AGT) as applied to measuring temperature at the oscillatory sliding contact between a rubber tyre tread sample and a sandpaper. A tribometer-based experimental setup imitated the sliding phase of a tyre–road contact under mild friction conditions with a contact pressure of 20–60 kPa and a maximum sliding speed of 0.13–0.5 m/s. The measurement with a conventional thermocouple with a miniature measuring junction exposed to the friction surface was accepted as the reference temperature rise. The key findings of the study can be summarised as follows.
-
The AGT measurements at rubber-on-sandpaper oscillatory sliding contacts are generally test–retest repeatable.
-
For the maximum sliding speed in the range of 0.13 to 0.5 m/s, the AGT signal is stable at higher contact pressures (40 to 60 kPa), while it may become unstable at lower contact pressures (20 kPa) due to insufficient deformations of the AGT electrodes.
-
AGT overestimates the temperature at the rubber friction surface by about 23% because the AGT wearable part is involved in friction with the abrasive particles.
-
The combination of the AGT and CT techniques makes it possible to significantly increase the accuracy of temperature measurements at rubber-on-sandpaper oscillatory sliding contacts.
The mentioned findings suggest that the application range of the AGT technique can be expanded to full-scale experiments of tyre–road contacts. Further studies are required here.
Data availability
Data sets generated during the current study are available from the corresponding author on reasonable request.
References
Sienkiewicz, M., Kucinska-Lipka, J., Janik, H., Balas, A.: Progress in Used Tyres Management in the European Union: A Review. Waste Manag. 32(10), 1742–1751 (2012)
Zhang, M., Yin, H., Tan, J., Wang, X., Yang, Z., Hao, L., Du, T., Niu, Z., Ge, Y.: A Comprehensive Review of Tyre Wear Particles: Formation, Measurements, Properties, and Influencing Factors. Atmos. Environ. 297, 119597 (2023)
Świeczko-Żurek, B., Jaskula, P., Ejsmont, J.A., Kędzierska, A., Czajkowski, P.: Rolling Resistance and Tyre/Road Noise on Rubberised Asphalt Pavement in Poland. Road Mater. Pavement Des. 18(1), 151–167 (2017)
Moore, D.F.: Friction and Wear in Rubbers and Tyres. Wear 61(2), 273–282 (1980)
Kennedy, F.E.: Thermal and Thermomechanical Effects in Dry Sliding. Wear 100, 453–476 (1984)
Persson, B.N.J.: Rubber Friction: Role of the Flash Temperature. J. Phys. Condens. Matter 18, 7789–7823 (2006)
Ludema, K.C.: Physical Factors in Tyre Traction. Phys. Technol. 6, 11–17 (1975)
Muhr, A.H., Roberts, A.D.: Rubber Abrasion and Wear. Wear 158(1–2), 213–228 (1992)
Schallamach, A.: The Velocity and Temperature Dependence of Rubber Friction. Proc. Phys. Soc. Sect. B 66, 386–392 (1953)
Grosch, K.A.: Rubber Friction and its Relation to Tire Traction. Rubber Chem. Technol. 80(3), 379–411 (2007)
Grosch, K.A.: Rubber Abrasion and Tire Wear. Rubber Chem. Technol. 81(3), 470–505 (2008)
Park, I., Lee, J., Lee, S.: Laboratory Study of the Generation of Nanoparticles from Tire Tread. Aerosol Sci. Technol. 51(2), 188–197 (2017)
Anfosso-Lédée, F., Pichaud, Y.: Temperature Effect on Tyre–Road Noise. Appl. Acoust. 68(1), 1–16 (2007)
Schallamach, A.: Friction and Abrasion of Rubber. Wear 1, 384–417 (1958)
Grosch, K.A., Schallamach, A.: Tyre Wear at Controlled Slip. Wear 4(5), 356–371 (1961)
Heinz, M., Grosch, K.A.: A Laboratory Method to Comprehensively Evaluate Abrasion, Traction and Rolling Resistance of Tire Tread Compounds. Rubber Chem. Technol. 80(4), 580–607 (2007)
Lahayne, O., Eberhardsteiner, J., Reihsner, R.: Tribological Investigations Carried out by a Linear Friction Tester. Trans. Famena 33, 15–22 (2009)
Liu, F., Sutcliffe, M.P.F., Graham, W.R.: Prediction of Tread Block Forces for a Free-Rolling Tyre in Contact with a Smooth Road. Wear 269(9–10), 672–683 (2010)
Lorenz, B., Persson, B.N.J., Dieluweit, S., Tada, T.: Rubber Friction: Comparison of Theory with Experiment. Eur. Phys. J. E 34, 129 (2011)
Lorenz, B., Persson, B.N., Fortunato, G., Giustiniano, M., Baldoni, F.: Rubber Friction for Tire Tread Compound on Road Surfaces. J. Phys.: Condes. Matter 25(9), 095007 (2013)
Mané, Z., Loubet, J.L., Guerret, C., Guy, L., Sanseau, O., Odoni, L., Vanel, L., Long, D.R., Sotta, P.: A New Rotary Tribometer to Study the Wear of Reinforced Rubber Materials. Wear 306(1–2), 149–160 (2013)
Rosu, I., Elias-Birembaux, H.L., Lebon, F., Lind, H., Wangenheim, M.: Experimental and Numerical Simulation of the Dynamic Frictional Contact between an Aircraft Tire Rubber and a Rough Surface. Lubricants 4(3), 29 (2016)
Lang, A., Klüppel, M.: Influences of Temperature and Load on the Dry Friction Behaviour of Tire Tread Compounds in Contact with Rough Granite. Wear 380–381, 15–25 (2017)
Lundberg, O.E., Kari, L., Arteaga, I.L.: A Compact Internal Drum Test Rig for Measurements of Rolling Contact Forces between a Single Tread Block and a Substrate. Measurement 103, 370–378 (2017)
Hartung, F., Kienle, R., Götz, T., Winkler, T., Ressel, W., Eckstein, L., Kaliske, M.: Numerical Determination of Hysteresis Friction on Different Length Scales and Comparison to Experiments. Tribol. Int. 127, 165–176 (2018)
Tiwari, A., Miyashita, N., Espallargas, N., Persson, B.N.J.: Rubber Friction: The Contribution from the Area of Real Contact. J. Chem. Phys. 148, 224701 (2018)
Huang, M., Guibert, M., Thévenet, J., Fayolle, C., Chaussée, T., Guy, L., Vanel, L., Loubet, J.-L., Sotta, P.: A New Test Method to Simulate Low-Severity Wear Conditions Experienced by Rubber Tire Materials. Wear 410–411, 72–82 (2018)
Acosta, M., Gladstone, M., Prins, J., Rayo, C., Furlan, M., Gutiérrez, J., O’Neill, A.: On Tyre Force Virtual Sensing for Future Automated Vehicle-Based Objective Tyre Testing (AVBOTT). Veh. Syst. Dyn. 57(12), 1795–1821 (2019)
Wu, J., Chen, L., Wang, Y., Su, B., Cui, Z., Wang, D.: Effect of Temperature on Wear Performance of Aircraft Tire Tread Rubber. Polym. Test. 79, 106037 (2019)
Žuraulis, V., Garbinčius, G., Skačkauskas, P., Prentkovskis, O.: Experimental Study of Winter Tyre Usage according to Tread Depth and Temperature in Vehicle Braking Performance. Iran. J. Sci. Technol. Trans. Mech. Eng. 44, 83–91 (2020)
Chen, D., Wu, J., Wang, Y., Su, B., Liu, Y.: High-Speed Tribology Behaviors of Aircraft Tire Tread Rubber in Contact with Pavement. Wear 486, 204071 (2021)
Hartung, F., Garcia, M.A., Berger, T., Hindemith, M., Wangenheim, M., Kaliske, M.: Experimental and Numerical Investigation of Tire Tread Wear on Block Level. Lubricants 9, 113 (2021)
Woo, S.H., Jang, H., Mun, S.H., Lim, Y., Lee, S.: Effect of Treadwear Grade on the Generation of Tire PM Emissions in Laboratory and Real-World Driving Conditions. Sci. Total. Environ. 838(4), 156548 (2022)
Ejsmont, J., Ronowski, G., Owczarzak, W., Sommer, S.: Temperature Influence on Tire Rolling Resistance Measurements Quality. Int. J. Automot. Technol. 23(1), 109–123 (2022)
Grigoriadis, K., Mavros, G., Knowles, J., Pezouvanis, A.: Experimental Investigation of Tyre–Road Friction Considering Topographical Roughness Variation and Flash Temperature. Tribol. Int. 181, 108294 (2023)
Genovese, A., D’Angelo, G.A., Sakhnevych, A., Farroni, F.: Review on Friction and Wear Test Rigs: An Overview on the State of the Art in Tyre Tread Friction Evaluation. Lubricants 8, 91 (2020)
Peklenik, J.: Ermittlung von geometrischen und physikalischen Kenngrössen für die Grundlagenforschung des Schleifens [dissertation]. TH Aachen, Aachen (1957) (in German)
Nee, A.Y.C., Tay, A.O.: On the Measurement of Surface Grinding Temperature. Int. J. Mach. Tool Des. Res. 21, 279–291 (1981)
Nosko, O., Nagamine, T., Nosko, A.L., Romashko, A.M., Mori, H., Sato, Y.: Measurement of Temperature at Sliding Polymer Surface by Grindable Thermocouples. Tribol. Int. 88, 100–106 (2015)
Rowe, W.B., Black, S.C.E., Mills, B., Qi, H.S., Morgan, M.N.: Experimental Investigation of Heat Transfer in Grinding. CIRP Ann. 44(1), 329–332 (1995)
Babic, D., Murray, D.B., Torrance, A.A.: Mist Jet Cooling of Grinding Processes. Int. J. Mach. Tools Manuf. 45, 1171–1177 (2005)
Batako, A.D., Rowe, W.B., Morgan, M.N.: Temperature Measurement in High Efficiency Deep Grinding. Int. J. Mach. Tools Manuf. 45, 1231–1245 (2005)
Lefebvre, A., Lanzetta, F., Lipinski, P., Torrance, A.A.: Measurement of Grinding Temperatures Using a Foil/Workpiece Thermocouple. Int. J. Mach. Tools Manuf. 58, 1–10 (2012)
Nosko, O., Tarasiuk, W., Tsybrii, Y., Nosko, A., Senatore, A., D’Urso, V.: Performance of Acicular Grindable Thermocouples for Temperature Measurements at Sliding Contacts. Measurement 181, 109641 (2021)
Nosko, O., Tsybrii, Y., Tarasiuk, W., Nosko, A.: Reliability of Acicular Grindable Thermocouples for Transient Temperature Measurements at Sliding Contacts. Measurement 196, 111270 (2022)
Funding
Financial support of these studies from Gdańsk University of Technology by the DEC-10/2023/IDUB/IV.2/EUROPIUM grant under the Europium Short-Term Outgoing Visits — ‘Excellence Initiative — Research University’ program and DEC-1/1/2022/IDUB/I3B/AG grant under the Argentum Triggering Research Grants — ‘Excellence Initiative — Research University’ program is gratefully acknowledged.
Author information
Authors and Affiliations
Contributions
Conceptualization: Oleksii Nosko; methodology: Yurii Tsybrii, Pablo Guillermo Torrelio Arias; formal analysis and investigation: Pablo Guillermo Torrelio Arias, Yurii Tsybrii; writing—original draft preparation: Oleksii Nosko; writing—review and editing: Pablo Guillermo Torrelio Arias, Adolfo Senatore, Yurii Tsybrii; funding acquisition: Oleksii Nosko, Yurii Tsybrii, Adolfo Senatore; supervision: Oleksii Nosko, Adolfo Senatore.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Nosko, O., Tsybrii, Y., Torrelio Arias, P.G. et al. Temperature Measurements at Tyre Tread Rubber on Sandpaper Oscillatory Sliding Contacts Using Acicular Grindable Thermocouples. Tribol Lett 72, 75 (2024). https://doi.org/10.1007/s11249-024-01877-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-024-01877-x