
Abstract
As hydrogen reduces the fatigue life of 100Cr6 bearing steel significantly, extensive research on the interaction of hydrogen with 100Cr6 is necessary. This study investigated the influence of rolling/sliding tribotesting performed on a micro-pitting-rig on the hydrogen absorption and trapping behaviour of 100Cr6 bearing steel. Thermal desorption mass spectrometry was used to compare the hydrogen desorption spectra of 100Cr6 samples after tribological tests and static heated oil-immersion tests to untested reference samples. The approach was chosen to further understand the influence of both microstructural deformation as well as steel-oil contact on the hydrogen absorption and trapping behaviour of 100Cr6. The tribological test showed a stable friction behaviour and mild wear which was dominated by local plastic deformation of surface asperities. Despite the mild wear, a change in de-trapping temperatures was found for tribotested samples compared to oil-immersed and untested reference samples. This finding indicates that even mild tribotesting conditions alter the hydrogen trapping behaviour of 100Cr6 bearing steel.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Hydrogen, which is known for its embrittling effect on materials, has been found to be a critical factor that reduces rolling contact fatigue (RCF) life of rolling element bearings. Studies have shown that low hydrogen concentrations in the range of 2–5 weight-ppm (wppm) in 100Cr6 bearing steel can decrease service life by up to tenfold [1,2,3,4]. Given that rolling element bearings are crucial components of hydrogen compression and pumping systems, their reliable performance in hydrogen environments is a requirement for establishing hydrogen infrastructures in support of the green transition. As the influence of hydrogen on bearing steel is so significant, research within this area is necessary to understand and control the effect of hydrogen on rolling element bearing life.
The premature bearing failure when exposed to hydrogen environment is known as hydrogen embrittlement. Hydrogen embrittlement adversely affects important mechanical properties such as ductility and toughness [5, 6]. It is commonly accepted that hydrogen in steels can be diffusible or trapped [7]. Diffusible hydrogen is considered as main trigger for hydrogen embrittlement to occur as the hydrogen is not strongly bound to the defects present in the steel and can freely diffuse within the steel to the high stress concentration regions [5, 8, 9]. As the solubility of hydrogen in bearing steels is low, hydrogen is often found to diffuse and accumulate at defect sites such as voids, precipitations, inclusions, vacancies or dislocations [10, 11]. Hydrogen favours remaining at defect sites without additional energy input [7, 12]. This type of hydrogen is commonly referred to as trapped hydrogen. Different defect sites, or hydrogen traps, can be characterized by their so-called trapping activation energy, which is the energy that is needed to release hydrogen from the trap back into the lattice [11, 13]. It has been found that hydrogen trapped at lattice sites with high trapping energies, also called deep traps, has little effect on embrittlement.
The most common sources of hydrogen in bearing applications are hydrogen-rich environments, corrosion, and the lubricant itself. The latter has been of great interest in research [3, 14,15,16,17]. Lubricants have been found to release hydrogen due to their degradation process in a tribological test. Lu et al. tested and measured the hydrogen generation and release to the atmosphere in a lubricated contact by performing a ball-on-disk test in a vacuum chamber connected to a mass spectrometer [14]. The hydrogen generation was proposed to be caused by the interaction of the highly reactive nascent steel surface with the hydrocarbon chain of the lubricant. Similar setups were used by Kohara et al. and Kürten et al. to compare the hydrogen generation of different lubricants. It was found that lubricants based on esters, ethers, or glycol as well as mineral oil, poly-alpha-olefin (PAO), and multiply alkylated cyclopentane (MAC) result in hydrogen generation. On the other hand, perfluoro-polyether (PFPE) oil, which is a fully fluorinated oil containing no hydrogen in its structure, was found to result in little to no hydrogen generation [16, 18]. Similar results were seen in bearing RCF tests, where different lubricants were compared. After RCF testing, the hydrogen concentration of the rolling elements was measured to reveal not only the hydrogen generation, but also the hydrogen absorption of the steel during tribotesting. It was found that RCF testing with gearbox oil and MAC fluid resulted in a more significant hydrogen absorption into the bearings, compared to PFPE oil. Furthermore, Kürten et al. found more severe damage as well as signs of hydrogen embrittlement in the bearings lubricated with gearbox oil and MAC fluid, and no hydrogen-induced damage in bearings lubricated with PFPE [3].
Other publications propose that not only the chemical structure of the lubricant, but also the amount of water in the lubricant plays a significant role when it comes to hydrogen absorption in a rolling/sliding contact [4, 19]. Haque et al. even suggest that water is the main source of hydrogen, and that the decomposition of lubricant macromolecules is negligible. This conclusion was drawn by the saturation of the lubricant with heavy water. Thermal desorption analysis after tribotesting revealed that the tribotested samples had a higher deuterium concentration compared to untested samples, but comparable hydrogen concentrations. Furthermore, Haque et al. concluded that the tribofilm plays a decisive role in the mechanism of hydrogen absorption during tribotesting. According to their study, high friction levels caused by thick tribolayers result in-water dissociation and hydrogen absorption into the bearing steel [20]. The influence of friction levels and test conditions on hydrogen absorption in a sliding contact has been studied by different researchers. It has been found that higher sliding speeds and higher loads lead to more hydrogen absorption, which is attributed to an increased generation of the nascent steel surface [16, 21]. In contrast to that, a study by Ooi et al. found that tribotesting is not necessary for hydrogen absorption into bearing steel. In their experiments, simply submerging bearing steel samples in oil and heating up this system caused hydrogen absorption into the steel [22].
The influence of different lubricants and additives on hydrogen generation and ingress has been thoroughly studied in the literature by performing different types of tribotests [3, 15, 16]. However, the study performed by Ooi et al. demonstrates that the friction and wear caused by a tribotest are not necessary in order to induce hydrogen absorption of a bearing steel in contact with a lubricant [22]. This raises the question of what role the friction and wear during a tribotest plays regarding hydrogen absorption as well as its connection to material damage. The current study investigates the role of tribotesting on the hydrogen ingress into bearing steel by performing both heated oil-immersion tests as well as micro-pitting-rig (MPR) tests. Identical samples, lubricants,temperatures and test duration were used in the oil-immersion tests and tribotests, to directly compare the hydrogen ingress into the samples caused by the two different testing procedures. The aim of this study is to investigate if friction and wear induced during a tribotest increase the hydrogen ingress into bearing steel or change the interaction of hydrogen with the bearing steel.
2 Materials and Methods
2.1 Materials and Test Specimen Geometries
The roller and rings used for tribotesting were made of 100Cr6 bearing steel, taken directly from SKF bearings. The composition of 100Cr6 steel according to the ISO standard is given in Table 1. The bearings are hardened and tempered during production resulting in a tempered martensitic microstructure. For the oil-immersion test, only the roller specimen was used.
The rollers were taken from SKF 22211 EK spherical roller bearings. The barrel-shaped rollers have a length of 9 mm and a diameter of 12 mm, and a crowning radius of 45 mm (Fig. 1). The surface roughness Rq of the rollers was 30 ± 6 nm measured by 3D optical profilometry. The rings were taken from SKF NU209 ECP bearings (inner rings), and have an outer diameter of 54.5 mm, a thickness of 4.75 mm, and a width of 19 mm (Fig. 1). The surface roughness Rq of the rings was 25 ± 5 nm measured by 3D optical profilometry. For both rings and rollers, Rq was measured along the direction of the relative movement between ring and roller in the MPR test rig.

MPR test setup and dimensions of the samples used as well as their geometry
2.2 Micro-Pitting-Rig Testing
The tribological tests were performed using a micro-pitting-rig (MPR) that features a roller which is loaded from three sides by three rings, as shown in Fig. 1. The roller and rings are driven by two independent motors. This allows to set different speeds to the roller and the rings and achieve different slide-to-roll ratios (SRR). On the upper ring, a normal force of up to 1200 N can be applied to vary the contact pressure between rings and rollers. The tests were performed in lubricated conditions, with an oil level reaching the two lower rings, as indicated in Fig. 1. The lubricant used was PAO 68 base oil from Fuchs lubrication. The MPR rig has an active heat control system which uses heating elements in the chamber walls as well as dual resistance temperature detector sensors and a cooler fan outside of the testing chamber to control the temperature. The temperature of the oil was kept between 78 and 85 °C, where the PAO oil has a dynamic viscosity of 17 mPas.
The operating conditions were chosen in accordance with work previously performed on the influence of hydrogen embrittlement in rolling element bearings [24, 25]. The applied normal load was 1000 N (corresponding to an initial Hertzian contact pressure of 2.5 GPa), and the SRR was varied at 10% or 15% (where 0% SRR means pure rolling and 100% SRR means pure sliding) with the roller rotating faster than the rings. The entrainment speed between roller and rings was kept at 2 m/s for every test, which corresponds to a rotational speed of the rollers of 3501 rpm (10% SRR) or 3661 rpm (15% SRR) and a rotational speed of the rings of 631 rpm (10% SRR) or 596 rpm (15% SRR). The test duration was 5.5 h (corresponding to 3.5 and 3.6⋅106 load cycles on the roller for 10% SRR and 15% SRR, respectively). Additionally, longer duration tests of 12.5 h were performed for one set of parameters (with constant applied load and SRR, corresponding to 8.0⋅106 load cycles). The test matrix is summarized in Table 2. All tests and repeat tests were performed on sets of new samples.
2.3 Oil-Immersion Tests
Before the oil-immersion tests, the samples were ground manually with a SiC abrasive paper of grit size P180 in order to remove the oxide layer. Thereafter, the samples were submerged in 100 ml of PAO oil in a glass bottle and heated in an oven. The samples were heated up to around 80 °C and held at that temperature for 5.5 h, which was the same temperature and duration used for the MPR tests.
2.4 Oil-Analysis
Fourier transform infrared (FTIR) spectroscopy was performed on oil samples before tribotesting, after tribotesting (10% SRR, 5.5 h) and after heated oil-immersion tests in order to monitor the oil degradation. The tests were performed using a Thermo Scientific Nicolet Summit and 16 scans were collected with a scan range of 4000–400 cm−1 and a resolution of 4 cm−1.
2.5 Analysis Methods
The worn surfaces were analysed by means of 3D optical profilometry using a Zygo NewView 9700 3D optical surface profiler. For cross-sectional microscopy, the rollers were cut along the rolling/sliding direction, and light optical microscopy (LOM) using a Nikon MA 200 as well as scanning electron microscopy (SEM) on a Zeiss Merlin FEG were performed. The samples were cleaned, ground, polished and etched with Nital prior to investigation with SEM and LOM.
2.6 Thermal Desorption Mass Spectrometry
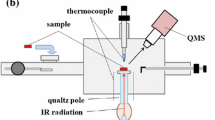
Thermal desorption spectroscopy (TDS) product of Bruker (Galileo G8 model) coupled with mass spectrometry (MS) product of InProcess Instruments was used to analyse the hydrogen content. Combination of TDS with MS (TDMS) allows reliable detection of low hydrogen contents as the detection limit for MS is as low as 10 ppb. Infra-red quartz tube furnace product of Bruker (IR700 model) was used to heat the samples. The quantification of the hydrogen content was made based on previous calibration of the instrument using three defined volumes of pure hydrogen gas and certified Leco samples with 6.7 ± 0.6 wppm hydrogen. The molecular sieve filters were changed prior to calibration. The testing procedure of the samples was kept the same for all tested samples and is described in continuation.
The samples were taken out of the MPR or the oil-immersion container directly after the test cycle was completed and cooled by submerging them in room-temperature PAO oil for approximately one minute. Then, the rollers were cleaned by rinsing and wiping them with acetone and ethanol. After that, the rollers were stored in liquid nitrogen until the TDMS analysis was performed to prevent hydrogen from diffusing out of the rollers. The rollers were cleaned again in an ultrasonic bath for 480 s in ethanol directly before TDMS analysis. After ultrasonic cleaning, the rollers were dried with cold air and subsequently placed in the heating tube. The rollers were heated from room temperature up to 800 °C, with a heating rate of 1 °C/s, and held at 800 °C for 20 min to allow sufficient time for the entire hydrogen to desorb out of the rollers. The TDMS raw data were processed by smoothening and subtracting the signal background of the chamber which was measured at low temperatures before hydrogen was emitted from the rollers. Additionally, untested reference samples were analysed using TDMS. Table 3 summarizes the samples analysed using TDMS.
3 Results and Discussions
3.1 Friction Behaviour
The tribotests were stable and repeatable for all tested conditions. Figure 2 shows the coefficient of friction (CoF) as a function of test duration including both raw data and the average value after running-in for one of the tribotesting parameters, which is representative for all performed tribotests. Table 4 shows the average steady state CoF and the standard deviation for all tests. After a short running-in, CoF was measured to be around 0.06 in all tests, which is in good agreement with similar tests performed in the literature [24,25,26]. The small variation in CoF between the different test conditions indicates that moderate changes in operating conditions does not affect the EHL lubricant film formation and the surfaces are kept separated. Despite the stable friction curves and same CoF, the tests performed with a higher SRR led to slightly higher acoustic noise generation. Additionally, a slight temperature increase of around 5 °C above the set temperature was observed for the tests with the higher SRR of 15%. The increased energy dissipation in the form of heat and vibrations can be explained by the higher proportion of sliding friction. This system response showed that even though the increase in sliding friction was not enough to change the CoF significantly, the tribosystem was still influenced by the variation of test parameters.

Coefficient of friction as a function of test duration for a tribotest performed with 10% SRR for 5.5 h (representative for all performed tests)
3.2 Wear Mechanisms
In accordance with the friction behaviour, similar wear mechanisms were also found in all samples of different testing conditions. Therefore, on some of the analysis methods, only one sample from one condition is shown. In these cases, the micrographs were chosen to be representative of all samples tested with different testing conditions. The MPR test rig is designed to promote accelerated wear on the roller. Accordingly, limited wear was found on the rings. Furthermore, it was only possible to analyse the rollers regarding the hydrogen ingress due to the size of the TDMS chamber. Thus, the results and discussion section are mainly focused on the wear observed on the rollers.
The wear scars on rings and rollers were examined using profilometry. Figure 3 shows a stitched scan across the surface of the ring, perpendicular to the wear scar, capturing the entire width of the wear scar along with unworn surface on both sides. To provide details of the surface form and roughness, a 2D line profile was extracted along the black line in the optical profilometry image. The surface roughness did no vary significantly within and outside of the wear scar and only slight smoothening of the asperities in the wear scar was observed. Some deeper grooves and pit-like features can be observed within the wear scar.

3D optical profilometry image (top) and according 2D profile (bottom) of a ring after tribotesting with 10% SRR for 5.5 h
As for the rings, a stitched surface scan of the rollers perpendicular to the wear scar was analysed, see Fig. 4. The rollers showed more wear features in comparison to the rings. These wear features were characterized by grooves that contained shallow pit-like formations. These groves were found for different wear conditions in different intensities, see further optical profilometry data in Fig. 5. The 2D profile revealed a noticeable smoothening of the surface within the wear track during tribotesting. It is important to note that the wear features exhibited a shallow depth of less than 1 µm, and no significant material removal was observed. Consequently, the overall level of wear detected was determined to be mild.

3D optical profilometry image (top) and according 2D profile (bottom) of a roller after tribotesting with 10% SRR for 5.5 h

3D optical profilometry image on the same location of one roller before (a) and after (b) tribotesting with 15% SRR for 5.5 h. Mild wear, asperity flattening, and small scratches in rolling/sliding direction were found. c Surface topography of a roller after tribotesting with 10% SRR for 12 h, and d surface topography of a roller after tribotesting with 10% SRR for 5.5 h
Further optical profilometry of the rollers before and after tribotesting, is shown in Fig. 5. For the parameter set of 15% SRR and 5.5 h test duration, the same position before (a) and after (b) testing was shown. The position was relocated using a dominant scratch as well as markings outside of the wear track. For in-depth comparison, the same area before and after tribotesting is highlighted with a black rectangle. The 3D surface topography image in Fig. 5b was taken completely within the wear track. Before testing, the rollers already have features such as scratches and small pits from the finishing process during production. Overall, very mild wear was identified, with the dominant features being asperity flattening and small scratches along the rolling/sliding direction as well as a deeper groove in the middle of the wear track. Several small pits across the surface are present before tribotesting, which were found to be either smoothened during tribotesting or to elongate in the sliding direction. Further optical profilometry showing the surface of rollers in the wear track after tribotesting is shown in Fig. 5c (10% SRR, 12 h) and d (10% SRR, 5.5 h). Both show groves with pit-like features in different intensities. However, these pits were found to be very shallow with depths of maximally 1 µm. Apart from the groves with small, pit-like features, asperity flattening, and an overall smoothening of the surface was observed.
In addition to optical profilometry, the surface of the worn specimens was analysed using SEM. Figure 6a shows the surface outside the wear track, and Fig. 6b shows the surface within the wear track of a sample tested with 10% SRR for 5.5 h. Both micrographs reveal a surface lay, which is a characteristic of the finishing machining of the rollers. On the original surface, short scratches and some signs of plastic deformation of the surface lay are visible. During the tribotest, the sample underwent plastic deformation of the asperities along the rolling/sliding direction, which smoothened the surface. Therefore, the worn surface presents less scratches and only the deepest features from the original surface lay remain.

SEM micrographs of the sample surface a outside the wear track and b within the wear track of a sample tested with 10% SRR for 5.5 h
To assess possible sub-surface material damage, optical microscopy and scanning electron microscopy were performed on cross sections along the wear track. Figure 7 shows cross-sectional LOM for (a) a roller tested with 1000 N and 15% SRR for 5.5 h, (b) a roller tested with 1000 N and 10% SRR for 12 h, and (c) a roller tested with 1000 N for 5.5 h. None of the tested samples exhibited detectable sub-surface damage like cracks that could lead to macro-pitting or alterations of the microstructure like white etching areas. This is in agreement with the literature, where severe sub-surface damage is observed earliest after 10 × 106 contact cycles and often under mixed or even boundary lubrication, while the tribotests performed in this study were stopped after a maximum of 8 × 106 contact cycles and EHL lubrication [9, 24]. In the magnification used for the LOM, the surface of the rollers looks relatively smooth with only small irregularities. This is in good agreement with the 3D optical profilometry, where the surface damage features were found to be no deeper than 1 µm.

LOM micrographs of the etched cross section of the tested rollers within the wear track. a Roller tested with 15% SRR for 5.5 h, b roller tested with 10% SRR for 12.5 h and c roller tested with 10% SRR for 5.5 h
The outermost deformed layer below the wear track was analysed in more detail using SEM. Figure 8a shows the cross section of an unworn roller and Fig. 8b–d show the cross sections of rollers after tribotesting with 15% SRR for 5.5 h (b), 10% SRR and 12.5 h (c), and 10% SRR and 5.5 h (d). On the untested sample, very little to no deformation of the microstructure is observed. All tribotested sample exhibit a deformation layer with a thickness of about 1–2 µm, which is not observed in the untested sample. Within this deformation layer, the microstructure is significantly refined, and aligned parallel to the surface along the rolling/sliding direction of the tribotesting.

Cross-section SEM micrograph of a untested roller, b roller after tribotesting with 15% SRR for 5.5 h, c roller after tribotesting with 10% SRR for 12 h, and d of a roller after tribotesting with 10% SRR for 5.5 h
The results from 3D optical profilometry, LOM and SEM show that the overall wear after tribotesting was mild. The asperity flattening and the short scratches observed in optical profilometry and SEM indicate that the main damage mechanisms involve local plastic deformation and mild abrasion. The scratches observed in the wear track are relatively shallow and short, indicating that they were either caused by wear particles, that were ejected from the tribological contact shortly after their generation, or through asperity interaction. In addition to that, small surface-initiated pits with depths of up to 1 µm were introduced to the surfaces. As no larger pits were observed in the wear track, it can be concluded that the tests were terminated before reaching the micro-pitting stage due to RCF and no sub-surface-initiated cracks were formed that would lead to macro-pitting. This is corroborated by the optical microscopy and SEM micrographs of the cross sections, where no cracks, but only a deformation of the top surface layer was found. When comparing to other MPR tests on bearing steel performed in the literature, pitting is often observed after 107 to 108 cycles [24, 25, 27]. Since the tests in this study were terminated after 106 cycles, the lack of pitting or signs of fatigue is in good agreement with previous studies. No significant difference in wear between the various test conditions was found. Even though a difference in heat generation and vibration levels was observed during testing with different test conditions, all samples were tested at the same contact pressure and under EHL lubrication conditions (with a λ value of 2.4), which results in similar wear patterns.
3.3 Oil Analysis
The FTIR spectra of the untested oil, the heated oil, and the tribotested oil for the conditions 10% SRR for 5.5 h is shown in Fig. 9. It can be seen that the peaks of all 3 samples align in both position and intensity.

FTIR spectra of PAO oil before tribotesting, after tribotesting, and after heating to 80 °C for 5.5 h in presence of a bearing roller
The obtained spectra are in good agreement with those of untested PAO oil reported in the literature. Tanaka et al. studied the degradation of PAO oil and found that the degradation of PAO oil occurred after around 5 h of testing by the appearance of an ester bond at 1750 cm−1 [28]. In the current study, no ester peak or other alterations to the chemical structure were found, which points towards a negligible degradation of the lubricant.
3.4 Thermal Desorption Mass Spectrometry
The results of the TDMS analysis are presented in a graph showing the hydrogen desorption rate as a function of temperature. This provides insights to the state of the hydrogen atoms within the steel. Diffusible hydrogen desorbs at lower temperatures, and trapped hydrogen desorbs at higher temperatures [29]. The higher the de-trapping activation energy of hydrogen, the higher the temperature of the peak maximum will be at a given heating rate. Figure 10a displays the TDMS spectra of 3 samples after being heated up in oil and for 4 untested reference samples. In Fig. 10b, the TDMS spectra of 6 samples after tribotesting with 10% SRR for 5.5 h are shown. As the friction and wear behaviour for all tested conditions was found to be similar, the TDMS spectra are discussed based on one tribotesting condition only. It should be noted that the desorption rate is given in arbitrary units, and that the individual graphs are stacked on top of each other for easier comparison. All desorption spectra show good repeatability within their category (oil-heated, reference and tribotested).

a TDMS spectra of oil-heated and reference samples. b TDMS spectra of tribotested samples (10% SRR, 5.5 h)
The desorption spectra in Fig. 10a and b show no significant deviation from the baseline until temperatures of around 470 °C. The reference sample as well as the oil-heated sample in Fig. 10a show similar behaviour, where an increased hydrogen desorption rate is detected at temperatures between 625 and 770 °C. This temperature range is indicated as ΔT2 in Fig. 10. The oil-heated samples appear to have a slightly broadened peak, where the signal increase already starts at temperatures around 530 °C, however, the peak maximum still falls into the temperature interval ΔT2 marked in Fig. 10a. The desorption at high temperature indicates the presence of trapped hydrogen for all tested samples.
In contrast to that, the hydrogen desorption spectra of the tribotested samples exhibit a large temperature interval with increased hydrogen desorption rate, which indicates two peaks close to each other. Their first peak appears in a temperature range between 470 and 625 °C indicated as ΔT1. The second peak is the same peak as for the reference and oil-heated samples, occurring in the temperature range ΔT2. Even though the intensity varies, the position of the peak or signal increase stays constant in all tested samples, showing an increase in hydrogen desorption rate starting from temperatures around 470 °C.
The desorption spectra shown in Fig. 10 indicate that hydrogen is present in all tested samples as trapped hydrogen. The desorption peak of the reference sample occurs in the temperature range 650–725 °C, which indicates deep hydrogen traps. In martensitic carbon steel, carbides and high-angle grain boundaries are commonly discussed as deep hydrogen traps with high binding energies [30, 31], which is likely the case in the present study as well.
The hydrogen concentration of the rollers in wppm measured by TDMS is given in Fig. 11. A hydrogen concentration of 0.22 ± 0.04 ppm was measured for the tribotested samples (10% SRR for 5.5 h), 0.27 ± 0.08 ppm for the oil-heated samples, and 0.19 ± 0.05 ppm for the reference samples. The hydrogen concentration of the tribotested rollers was averaged over 6 samples tested with identical test conditions. The measured hydrogen concentrations were found to be very low, and the standard deviation was found to be high in comparison to the average values. The data presented in Fig. 11 suggests that no significant hydrogen ingress was caused by the tribotests and oil-immersion tests. This finding is in contrast to previous studies, where significantly heightened hydrogen concentrations were measured after tribotests or oil-immersion tests [3, 22].

Mean value and standard deviation from the mean value of the hydrogen content detected using TDMS analysis for the untested reference samples, the oil-heated samples, and the tribotested samples
The lack of hydrogen uptake can be explained with the absence of oil degradation (Fig. 9) during the experiments. Additionally, it has been reported in the literature that absorbed hydrogen can easily desorb again, especially at higher temperatures, as demonstrated in oil-immersion tests by Ooi et al. [22]. When comparing with the literature, hydrogen absorption was often observed when using harsher testing conditions like pure sliding or very high contact pressures [16, 19, 28, 32]. Moreover, hydrogen uptake has been reported using fully formulated lubricants [3, 17], and it has been found that certain additives like ZDDP strongly increase hydrogen absorption during tribotesting [15, 19]. The tribotesting conditions chosen for the present study are mild in comparison to previous studies, which tested either until macro-pitting or networks of white etching cracks occurred [3, 33]. The lack of hydrogen uptake in the present study indicates that not every combination of tribotesting parameters and lubricant lead to hydrogen absorption of bearing steel.
In contrast to the oil-heated and reference samples, the tribotested samples exhibit a second peak at lower temperatures, as indicated in Fig. 10 at the temperature interval ΔT1, despite possessing the same hydrogen concentration as the oil-heated and reference samples (Fig. 11). This shows that even though no additional hydrogen was absorbed during the tribotests, the hydrogen is less deeply trapped in the tribotested samples. A possible explanation for that is that the plastic deformation introduced during tribotesting changes the trapping energy of the already existing hydrogen traps. As shown in Fig. 8b–d, the near surface region of the rollers gets deformed during tribotesting due to the shear stresses. The proposed mechanism of a change in hydrogen trapping energy caused by plastic deformation aligns with other observations reported in literature, where plastic deformation caused a change in TDMS spectra [34, 35]. In a study by Ryu et al. a TDMS peak shift towards lower temperatures was observed after plastic deformation of a TRIP steel, where the deformation-induced phase transformation was found to change the trapping energy of the steel [34]. A study by Chen et al. shows that a change in trapping energy by plastic deformation is possible without phase transformation in steel. It was shown that a high-temperature peak, which was attributed to high-angle grain boundaries was shifted to lower temperatures and broadened after plastic deformation, which was explained by the appearance of dislocation cell walls [35]. As the surface of the samples in the present study has been deformed, the microstructural changes could have been responsible for the decrease in trapping energy observed in the TDMS spectra. It is noteworthy that this change in TDMS spectra was achieved even with the mild wear and low deformation depth observed in the present study. Even though plastically deformed microstructures tend to have less hydrogen permeability [35, 36], the lower trapping energy indicates an increased possibility for the hydrogen to become mobile and cause embrittlement [5, 8, 9]. Those findings suggest that even the presence of trapped hydrogen could become (more) critical in applications with cyclic loading and plastic deformation such as rolling element bearings. This theory is in line with some findings in the literature, where hydrogen concentrations of only a few wppm were found to result in significant deterioration of fatigue life [1, 2, 8].
4 Conclusion
In this study, the effect of tribotesting on hydrogen absorption and trapping behaviour of 100Cr6 was investigated through rolling/sliding tribotests in combination with TDMS and microstructural analysis. The following conclusions were drawn:
-
The mild wear induced by tribotesting leads to less deeply trapped hydrogen in 100Cr6 bearing steel.
-
The decrease in trapping energy was likely caused by microstructural deformations induced during tribotesting.
-
No significant hydrogen uptake was detected from oil-immersion tests or tribotests in PAO base oil due to absence of oil degradation.
Data Availability
Data sets generated during the current study are available from the corresponding author on reasonable request.
References
Vegter, R.H., Slycke, J.T.: The role of hydrogen on rolling contact fatigue response of rolling element bearings. ASTM Int, 7(2) 2009.
Hamada, H., Matsubara, Y.: The influence of hydrogen on tension-compression and rolling contact fatigue properties of bearing steel. NTN Tech. Rev. 74, 131 (2006)
Kürten, D., et al.: Hydrogen assisted rolling contact fatigue due to lubricant degradation and formation of white etching areas. Eng. Fail. Anal. 99, 330–342 (2019). https://doi.org/10.1016/j.engfailanal.2019.02.030
Ciruna, J.A., Szieleit, H.J.: ‘The effect of hydrogen on the rolling contact fatigue life of AISI 52100 and 440C steel balls,. Wear (1973). https://doi.org/10.1016/0043-1648(73)90207-X
Dwivedi, S.K., Vishwakarma, M.: Hydrogen embrittlement in different materials: a review. Int. J. Hydrog. Energy 43(46), 21603–21616 (2018). https://doi.org/10.1016/j.ijhydene.2018.09.201
Li, X., Ma, X., Zhang, J., Akiyama, E., Wang, Y., Song, X.: Review of hydrogen embrittlement in metals: hydrogen diffusion, hydrogen characterization, hydrogen embrittlement mechanism and prevention. Acta. Metall. Sin. Engl. Lett. 33(6), 759–773 (2020). https://doi.org/10.1007/s40195-020-01039-7
Oriani, R.A.: The diffusion and trapping of hydrogen in steel. Acta Metall. 18(1), 147–157 (1970). https://doi.org/10.1016/0001-6160(70)90078-7
Oezel, M., et al.: Formation of white etching areas in SAE 52100 bearing steel under rolling contact fatigue–influence of diffusible hydrogen. Wear 414–415, 352–365 (2018). https://doi.org/10.1016/j.wear.2018.08.022
Evans, M.-H., Richardson, A.D., Wang, L., Wood, R.J.K.: Effect of hydrogen on butterfly and white etching crack (WEC) formation under rolling contact fatigue (RCF). Wear 306(1), 226–241 (2013). https://doi.org/10.1016/j.wear.2013.03.008
San-Martin, A., Manchester, F.D.: The Fe–H (iron–hydrogen) system. Bull. Alloy Phase Diagr. 11(2), 173–184 (1990). https://doi.org/10.1007/BF02841704
Hirth, J.P.: Effects of hydrogen on the properties of iron and steel. Metall. Trans. A 11(6), 861–890 (1980). https://doi.org/10.1007/BF02654700
Turnbull, A., Carroll, M.W., Ferriss, D.H.: Analysis of hydrogen diffusion and trapping in a 13% chromium martensitic stainless steel. Acta Metall. 37(7), 2039–2046 (1989). https://doi.org/10.1016/0001-6160(89)90089-8
Pressouyre, G.M., Bernstein, I.M.: A quantitative analysis of hydrogen trapping. Metall. Trans. A 9(11), 1571–1580 (1978). https://doi.org/10.1007/BF02661939
Lu, R., Minami, I., Nanao, H., Mori, S.: Investigation of decomposition of hydrocarbon oil on the nascent surface of steel. Tribol. Lett. 27(1), 25–30 (2007). https://doi.org/10.1007/s11249-007-9203-3
Esfahani, E.A., Morina, A., Han, B., Nedelcu, I., van Eijk, M.C.P., Neville, A.: Development of a novel in-situ technique for hydrogen uptake evaluation from a lubricated tribocontact. Tribol. Int. 113, 433–442 (2017). https://doi.org/10.1016/j.triboint.2017.01.019
Kohara, M., Kawamura, T., Egami, M.: Study on mechanism of hydrogen generation from lubricants. Tribol. Trans. 49(1), 53–60 (2006). https://doi.org/10.1080/05698190500486324
Richardson, A.D., Evans, M.-H., Wang, L., Wood, R.J.K., Ingram, M.: Thermal desorption analysis of hydrogen in non-hydrogen-charged rolling contact fatigue-tested 100Cr6 steel. Tribol. Lett. (2018). https://doi.org/10.1007/s11249-017-0947-0
Kuerten, D., Winzer, N., Kailer, A., Pfeiffer, W., Spallek, R., Scherge, M.: In-situ detection of hydrogen evolution in a lubricated sliding pin on disk test under high vacuum. Tribol. Int. 93, 324–331 (2016). https://doi.org/10.1016/j.triboint.2015.07.028
Han, B., Binns, J., Nedelcu, I.: In situ detection of hydrogen uptake from lubricated rubbing contacts. Tribol. Online 11(2), 450–454 (2016). https://doi.org/10.2474/trol.11.450
Haque, T., Korres, S., Carey, J.T., Jacobs, P.W., Loos, J., Franke, J.: Lubricant effects on white etching cracking failures in thrust bearing rig tests. Tribol. Trans. 61(6), 979–990 (2018). https://doi.org/10.1080/10402004.2018.1453571
Oberle, N., Amann, T., Kürten, D., Raga, R., Kailer, A.: In-situ-determination of tribologically induced hydrogen permeation using electrochemical methods. Proc. Inst. Mech. Eng. Part J (2020). https://doi.org/10.1177/1350650119889196
Ooi, S.W., Yan, P., Vegter, R.H.: Black oxide coating and its effectiveness on prevention of hydrogen uptake. Mater. Sci. Technol. 35(1), 12–25 (2019). https://doi.org/10.1080/02670836.2018.1530425
SIS-Standardiseringens stöd: Standard-Heat-treated steels, alloy steels and free-cutting steels-Part 17: ball and roller bearing steels (ISO 683–17:2014) SS-EN ISO 683–17:2014-swedish Institute for Standards, SIS. Accessed 24 Oct 2022. https://www.sis.se/en/
Manieri, F., Stadler, K., Morales-Espejel, G.E., Kadiric, A.: The origins of white etching cracks and their significance to rolling bearing failures. Int. J. Fatigue 120, 107–133 (2019). https://doi.org/10.1016/j.ijfatigue.2018.10.023
Gould, B., Demas, N.G., Greco, A.C.: The influence of steel microstructure and inclusion characteristics on the formation of premature bearing failures with microstructural alterations. Mater. Sci. Eng. A 751, 237–245 (2019). https://doi.org/10.1016/j.msea.2019.02.084
Rycerz, P., Olver, A., Kadiric, A.: Propagation of surface initiated rolling contact fatigue cracks in bearing steel. Int. J. Fatigue 97, 29–38 (2017). https://doi.org/10.1016/j.ijfatigue.2016.12.004
Paladugu, M., Scott Hyde, R.: Material composition and heat treatment related influences in resisting rolling contact fatigue under WEC damage conditions. Int. J. Fatigue 134, 105476 (2020). https://doi.org/10.1016/j.ijfatigue.2020.105476
Tanaka, H., Ratoi, M., Sugimura, J.: The role of synthetic oils in controlling hydrogen permeation of rolling/sliding contacts. RSC Adv. 11(2), 726–738 (2021). https://doi.org/10.1039/D0RA00294A
Choo, W.Y., Lee, J.Y.: Thermal analysis of trapped hydrogen in pure iron. Metall. Trans. A 13(1), 135–140 (1982). https://doi.org/10.1007/BF02642424
Maroef, I., Olson, D.L., Eberhart, M., Edwards, G.R.: Hydrogen trapping in ferritic steel weld metal. Int. Mater. Rev. 47(4), 191–223 (2002). https://doi.org/10.1179/095066002225006548
Alexander Stopher, M., Rivera-Diaz-del-Castillo, P.E.J.: Hydrogen embrittlement in bearing steels. Mater. Sci. Technol. 32(11), 1184–1193 (2016). https://doi.org/10.1080/02670836.2016.1156810
Esfahani, E.A., Nogorani, F.S., Esfahani, M.N.: Thermo-mechanical analysis of hydrogen permeation in lubricated rubbing contacts. Tribol. Int. 182, 108355 (2023). https://doi.org/10.1016/j.triboint.2023.108355
Richardson, A.D., Evans, M.-H., Wang, L., Wood, R.J.K., Ingram, M., Meuth, B.: The evolution of white etching cracks (WECs) in rolling contact fatigue-tested 100cr6 steel. Tribol. Lett. 66(1), 6 (2018). https://doi.org/10.1007/s11249-017-0946-1
Ryu, J.H., Chun, Y.S., Lee, C.S., Bhadeshia, H.K.D.H., Suh, D.W.: Effect of deformation on hydrogen trapping and effusion in TRIP-assisted steel. Acta Mater. 60(10), 4085–4092 (2012). https://doi.org/10.1016/j.actamat.2012.04.010
Chen, L., Xiong, X., Tao, X., Su, Y., Qiao, L.: Effect of dislocation cell walls on hydrogen adsorption, hydrogen trapping and hydrogen embrittlement resistance. Corros. Sci. 166, 108428 (2020). https://doi.org/10.1016/j.corsci.2020.108428
Perng, T.-P., Johnson, M., Altstetter, C.J.: Influence of plastic deformation on hydrogen diffusion and permeation in stainless steels. Acta Metall. 37(12), 3393–3397 (1989). https://doi.org/10.1016/0001-6160(89)90211-3
Acknowledgements
The authors want to thank Assoc. Prof. Claes Olsson for his valuable comments on the script. This project is funded by SKF AB, the Centre for Hydrogen Energy Systems Sweden (CH2ESS) and Creaternity at Luleå University of Technology and the authors are grateful for their support and keen interest in this work.
Funding
Open access funding provided by Lulea University of Technology. This project is funded by SKF AB, the Centre for Hydrogen Energy Systems Sweden (CH2ESS) and Creaternity at Luleå University of Technology
Author information
Authors and Affiliations
Contributions
Lisa-Marie Weniger: conceptualization, investigation, writing—original draft, Visualization.Birhan Sefer: investigation, writing—review & editing.Leonardo Pelcastre: conceptualization, writing–review & editing, Supervision.Pia Åkerfeldt: writing—review & editing, Supervision.Jens Hardell: conceptualization, writing—review & editing, supervision, project administration.
Corresponding author
Ethics declarations
Competing Interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Weniger, LM., Sefer, B., Pelcastre, L. et al. Influence of Lubricated Rolling/Sliding Tribotesting on Hydrogen Trapping in 100Cr6 Bearing Steel. Tribol Lett 72, 69 (2024). https://doi.org/10.1007/s11249-024-01871-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-024-01871-3