
Abstract
Running-in is an important process for elasto-hydrodynamic lubricated contacts, which affect both service life and operating performance. However, the possibilities of monitoring running-in are still poor. Therefore, the properties of electrical contact impedance as a monitoring tool were studied by using an in-house made ball on disc apparatus. The contact impedance was monitored during run-in experiments with different initial surface roughness of the discs, different slide-to-roll ratios and with pure or additive containing paraffinic oil. The relationship between surface roughness parameters, contact resistance and contact capacitance was investigated. While the contact resistance seems to be affected by the parameter Rz, the contact capacitance seems more dependent on Rq. In addition, the experiments showed that surface active additives do not necessarily need to influence the contact impedance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The amount of rolling element bearings in industrial production lines is continuously increasing; thereby, the productivity is becoming more and more dependent on the service life of rolling element bearings. Cann [3] estimated the amount of rolling bearings in use to be 18 billion back in 1998. Nowadays the figure can be considered to be even higher. Knowing that a single breakdown can cause a standstill in a production line, this figure indicates the importance of service life of rolling element bearings for productivity.
Service life of rolling element bearings depends on several factors like environment, lubrication, speed and loading. But already the running-in conditions can significantly influence the lifetime of a tribological interface. The importance of running-in is well known in the field of tribology, since Abbott and Firestone [1] already 1933 published their pioneer work. According to Berthe et al. [2], a defined running-in process can be a method to optimize fatigue life of rolling element bearings. Based on Abbotts and Firestones work of surface characterization, Crook [5] investigated running-in of both sliding and rolling contacts by using pin on disc and twin disc apparatus. His work shows a clear relationship between running-in condition, pitting failure and wear. Furthermore, Crook was a pioneer in monitoring running-in, as he introduced resistance measurement as a method to detect the separation of the discs during run-in.
Even though Abbott, Firestone and Crook early addressed the topic of running-in, investigations regarding running-in of rolling contacts are rare and investigations regarding monitoring of running-in are even more rare. Some researchers continued the work of Crook and investigated running-in and its monitoring. Chou and Lin [4] used a roller on disc apparatus to investigate the dependency of tribofilm formation and additive concentration during run-in. Lugt et al. [13] looked at the lift off behaviour of EHL contacts due to running-in conditions. The correlation between running-in and surface finish was published by Lord and Larsson [12]. All these investigations were based on contact resistance as a monitoring tool to detect either the formation of tribofilms or the formation of a lubrication film. However, the electrical capacitance of the tribological contacts was not taken into account in these investigations [4, 5, 12, 13]. Capacitance measurements of tribological contacts are used to measure the lubricant film thickness, rather than to use it as a monitoring tool for running-in. Especially in automotive tribology, capacitance is a common measure to evaluate film thickness of piston ring–cylinder liner assemblies. Hamilton and Moore investigated this method already in 1974 [6]. Jablonka et al. [8] used contact capacitance instead to measure the exact film thickness of an elasto-hydrodynamic contact in a ball on disc apparatus. Further, they did show that film thickness measurements by capacitance are influenced by the polarity of the lubricant [9].
When it comes to monitoring of run-in processes, electrical resistance measurement is mainly used to detect the end of running-in [5, 13]. Full surface separation is thereby used as the end criteria defined by Jacobson [10]. He defined that the run-in state is reached as soon as the surfaces are separated by a continuous lubricant film. But as mentioned contact resistance is as well used to measure tribofilm formation [4]. Therefore, this investigation was carried out in order to study the impact of surface active additives on contact impedance. The behaviour of contact impedance in the boundary and mixed lubrication regime was another focus of this investigation. Especially, the behaviour of contact capacitance in these regimes is not well known in comparison with the full film regime. Further, the investigation gave an idea of the suitability of contact impedance measurement as a monitoring tool for the run-in process of EHL contacts and gave a better understanding of the correlation between running-in, contact impedance and surface topography.
2 Experimental
The investigation was carried out in a laboratory environment using a ball on disc type of rig. Further, all experiments were carried out in room temperature.
2.1 Rig Set-up
For the investigation, an in-house made ball on disc rig (BonD-rig) was used, where both disc and ball can rotate independently. Both disc and ball are driven by electric step motors (Fig. 1-no.1), which are connected to the disc and to the ball, respectively, by a belt drive. These motors allow the use of the rig for entrainment speeds between \(0.001\,\frac{m}{s}\) and \(3.0\,\frac{m}{s}\). The upper limit is limited due to the maximum speed of the step motors itself, while the limit of \(0.001\,\frac{m}{s}\) exists because the step motors cannot secure a linear motion beneath this speed. As mentioned, the speed of the disc and the ball are independently controllable and therefore allows tests at any slide-to-roll ratio (SRR).

The BonD-rig and its parts
The discs used in the BonD-rig have a diameter of 104 mm and can consist of any material like plastic, glass or metal due to the universal sample holder (Fig. 1-no.2) of the rig. While the position of the ball is fixed, the position of the disc is adjustable. The whole sample holder of the disc is horizontally movable in one axis by metric fine pitch thread adjustment (Fig. 1-no.3). The adjusting screw allows to chose manually the position of the ball and disc contact. Different contact radius can be chosen, and thereby, discs can be used for several tests. The position of the disc is shown by a digital display (Fig. 1no.4). It enables to adjust the position of the disc as accurate as 0.1 mm.
As mentioned, the sample holder of the ball has a fixed position (Fis. 1-no.5) and is made for balls between 22.5 and 27 mm in diameter. The balls are mounted in a conical sample holder and clamped by a screw. For the use of the rig, the ball size is not important, but it influences to some extend the borders for the entrainment speed and determines the contact pressure. The standard ball used has a diameter of 1” (25.4 mm). Using this ball size, a maximum Hertzian contact pressure of 1.8 GPa can be achieved. The balls are loaded by a pneumatic cylinder (Fig. 1-no.6), which applies a force onto the sample holder in order to press the ball against the disc. It allows to operate between 0.75 and 1.8 GPa using the standard ball size of 1”. The lower limit exists because a stable control of the pneumatic cylinder cannot be secured beneath a contact pressure of 0.75 GPa.

Schematics of the rolling bearing test rig used for the investigation
The loading of the ball in combination with the entrainment speed and the lubrication situation causes a horizontal friction force at the disc. The sample holder for the disc is connected to the foundation by a flat spring (Fig. 1-no.7). This leads to a small horizontal movement of the sample holder due to the friction force generated in the contact. The small movement is an indirect measure of the friction force and measured by an inductive sensor (Fig. 1-no.8). In combination with the pressure measurement of the pneumatic cylinder, the friction coefficient can be calculated.
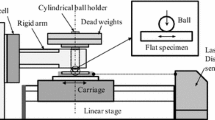
Additional to the friction force and friction coefficient, the BonD-rig is able to measure film formation by electrical resistance and capacitance measurement. Disc and ball are electrically connected as shown in Fig. 2. The ball is electrically isolated from the rig by using ceramic ball bearings for the ball sample holder. A carbon brush (Fig. 1-no.9) connects the shaft of the metallic ball sample holder to the electric circuit. To avoid carbon particles in the tribological contact, the disc was connected by a mercury contact (Fig. 1-no.10). The electric circuit consists basically of a system impedance, precision resistors of the Wheatstone bridge and the impedance of the tribological contact. While the system impedance and the precision resistors are constant, the impedance of the tribological contact can vary over time by formation of lubrication films or additive films [12]. The electric circuit is supplied by a 100 mV AC signal of a frequency of 100 MHz. The low voltage is chosen to minimize the influence of the impedance measurement on the tribological contact [14].
The 100 mV measuring voltage applied to the circuit will lead to a alternating current response. A microcontroller (AD8302ARUZ) detects the changes of the contact impedance by a Wheatstone bridge. Both the signal of the Wheatstone bridge and the supply source are used by the signal processing unit of the microcontroller. The processed data are two analogue continuous current signals, which represent the contact current response of the tribological contact and the phase shift in comparison with the applied voltage. These analogue continuous signals are connected to the computer and digitalized with a sample rate of 500 Hz. The same sample rate is used to calculate the contact impedance and to store the calculated values.
The changes of R (resistance) and X (imaginary resistance) over time are proportional to the changes in the tribological contact (fluid film thickness or tribofilm formation).
where Z is the impedance of the contact, u is the measurement voltage, i is the current through the contact, while \(\varphi _i\) in this equation represents the phase shift angle. Knowing the measured voltage, the current response and the phase shift of these signals, the impedance of the system can be calculated according to equation (1). The real part of the impedance is equal to the contact resistance and the imaginary part (jX) enables to calculate the contact capacitance by using the following equation:
where C is the contact capacitance, \(\omega\) is the angular frequency of the measured signal and f is the frequency of the measured signal.
The BonD-rig is continuous lubricated by a constant flow rate. The lubricant drops through a nozzle (Fig. 1-no.11 and Fig. 2) onto the ball and will be dragged into the contact by the rotational speed. It enables continuously lubrication with fresh oil in order to secure a fully flooded contact.
2.2 Specimens
For disc specimens, the steel type OVAKO825B was used and all disc specimens had a hardness between 57 and 58 HRC with a failure range of \(\pm 0.7\) HRC. Further three different surface finishes were used, to achieve the large difference in surface roughness shown in Table 1. The ball specimens were standard G20 balls from SKF with a hardness of \(62\,\pm \,1.0\) HRC, i.e. harder than the disc samples.
For the investigation, two different lubricants were used. One of the lubricants was pure paraffinic oil with a purity of \(99.7\,\%\) (non-EP oil). Further known properties of the paraffinic oil are the viscosity (255 mPa s) and the pressure coefficient \(\alpha \,(32.2\,GPa^{-1})\). The other lubricant was the same paraffinic oil, but containing an extreme pressure (EP) additive (EP oil), which was sulphur based (dibenzyl disulphide \(\hbox {C}_{14}\hbox {H}_{14}\hbox {S}_{2}\)). This paraffinic oil was blended with the crystalline EP powder for 24 hours in order to dissolve the EP additive totally. The blending process was done in a glass beaker with magnetic steering, and the amount of EP additives in the EP oil was \(5 \frac{mmol}{kg}\).
2.3 Experimental Scheme
Before the tests, the discs and balls were cleaned with acetone and mounted in the BonD-rig. The test settings for the rig are shown in the test schedule (Table 2). All tests were performed with an entrainment speed of \(0.1\frac{m}{s}\) and a lubrication rate of \(55\frac{ml}{h}\). These test settings in combination with the difference of initial surface roughness (Table 1) lead to different film thickness parameter \((\varLambda )\) for the discs. While the rough \((\varLambda =0.14)\) and medium \((\varLambda =0.32)\) discs are operating in the boundary regime, the smooth disc \((\varLambda =2.21)\) is operating in the mixed lubrication regime towards the full film regime.
The general test duration was 6 h. In order to avoid EP contaminations, settings with the pure paraffinic oil (non-EP oil) were tested first on different tracks on the disc, followed by the tests with the EP oil. After testing all six combinations for a disc type, the disc was dismounted, cleaned and analysed. The analysis consisted of 3D surface profiling of the wear tracks with a WYKO NT1100.
3 Results and Discussion
In the following section, the results will be presented. Thereby, the results are divided into observations on the surface topography analysis, the contact impedance and the correlation of surface roughness and contact impedance.
3.1 Dependency of Running-in and Surface Topography
In Figs. 3 and 4, the change of surface roughness during the running-in test is shown. A positive value indicates a surface smoothening, while a negative one indicates an increase in the surface roughness. Comparing the surface measurements before and after the running-in of 6 h with different test set-ups, they do not show an obvious pattern (Figs. 3, 4). For the rough discs, all surface parameters (Rq and Rz) are decreasing. However, the parameters Rq and Rz are increasing for the smooth discs, while for the medium discs both increase and decrease were observed.

Change of surface roughness parameter Rq of the discs dependent on slide-to-roll ratio and initial surface roughness

Change of surface roughness parameter Rz of the discs dependent on slide-to-roll ratio and initial surface roughness
But by analysing the different disc set-ups separately, the different patterns could still be explained. The rough discs are continuously operating in the boundary lubrication regime. It is one reason for the huge changes in surface roughness (in absolute values) in comparison with the other test set-ups. Further, the operation in the boundary regime does explain the advantage of EP additives during the tests with rough discs. Even though dibenzyl disulphide is a surface active EP additive, it needs some activation energy in order to react with the metallic surface. The energy in the contact is considered to be highest in the boundary lubrication regime (either due to flash temperature or mechanical disruption of surface bonds [7]) and increases even further with the increase in SRR [11]. Therefore, the biggest difference in surface topography between the pure paraffinic oil and the additive containing oil is observed for the rough disc and the highest slide-to-roll ratio \((\hbox {SRR }11\,\%)\).

SEM images of a wear track on a smooth disc generated under test condition no. 14 of Table 2. While the whole wear track shows an increase in surface roughness due to the edges (no. 1), is the centre of the wear track still smooth (no. 2)
The smooth disc on the other hand is considered to operate in the mixed lubrication regime, close to the border between the mixed and the elasto-hydrodynamic lubrication (EHL) regime. Both Figs. 3 and 4 show an increase in surface roughness, even though a decrease after running-in was expected. A closer look into the wear track (Fig. 5) shows that the major contribution of the increase in surface roughness is caused by the outer regions of the wear track.

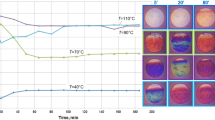
Online measurement results of the rough disc during the run-in with a test duration of 6 h. a Friction (non-EP oil) b Friction (EP oil) c Capacitance (non-EP oil) d Capacitance (EP oil) e Resistance (non-EP oil) f Resistance (EP oil)
The measurement area marked with no.1 in Fig. 5 was used to measure the average surface roughness parameter shown in Figs. 3 and 4. However, the inner wear track (no.2 Fig. 5) is much smoother. This difference in surface roughness is illustrated in Table 3 for the test conditions no.14 (Table 2) and shows that the inner wear track still gets smoother even if the surface roughness of the whole wear track is increasing.
The surface roughness parameter results of the medium disc does not show any clear pattern within the test duration of 6 h. While the surface roughness parameters of test samples with lower SRR tend to increase, the higher ones tend to decreasing.
3.2 Contact Impedance Behaviour During Running-in
The online measurement of friction, contact capacitance and contact resistance of test no.1–no.6 of the test set-up (Table 2) are shown in Fig. 6. The contact resistance is decreasing during the whole test duration, starting with a sharp decrease in the beginning and flattening out over time. The high initial value and the sharp decrease in the beginning of the running-in tests could be caused by oxide layers, which are worn down during the first 5–15 min of the tests. This would as well explain the friction behaviour (Fig. 6a, b) during this early stage of running-in, due to the reason that oxide layers are easier to shear. The general decrease in the contact resistance during the whole test duration is probably caused by the increase in contact area. During running-in, the summits of the asperities in contact were worn down, and thereby, the real area of contact will increase, which leads to a higher conductivity. The contact capacitance did not show a significant behaviour over time or with change of SRR, which is not surprising due to fact the tests are operating in the boundary lubrication regime \((\varLambda =0.14)\). In this regime, metal-to-metal contact is dominating, and therefore, the contact capacitance is not the dominant component of contact impedance.
The initial behaviour of friction and resistance are identical for the rough (Fig. 6a,b,e,f) and the medium (Fig. 7a,b,e,f) discs. But after an initial increase, both friction and capacitance are decreasing, while the contact resistance is continuing to increase. The increase in contact resistance and the decrease in contact capacitance indicate a surface separation. However, film thickness parameter and friction value indicate that the contact is still operating in the boundary lubrication towards the mixed regime. One explanation could be the formation of electrically insulating tribofilms, another one might be micro-EHL. Figures 6, 7 and 8 consist of almost 11 million measurement points and are smoothened with a moving average including 5000 points (10 s). Therefore, the scattering of the resistance does indicate that the contact is separated for a short period of time (milliseconds). Individual values can be as high as \(100\mathrm{\,M\varOmega }\). The short time period does support the theory of micro-EHL. However, the fact that this phenomenon increase with SRR does support the theory of tribofilm formation.

Online measurement results of the medium disc during the run-in with a test duration of 6 h. a Friction (non-EP oil) b Friction (EP oil) c Capacitance (non-EP oil) d Capacitance (EP oil) e Resistance (non-EP oil) f Resistance (EP oil)
The smooth disc is as mentioned considered to operate in the mixed lubrication regime at the boarder towards the elasto-hydrodynamic lubrication regime \((\varLambda =2.21)\). Analysing the measured friction coefficients (Fig. 8a,b), this assumption is reasonable. For both lubricant types, the capacitance stabilizes after an initial decrease. Once again, the decrease in the contact capacitance indicates an increase in surface separation during running-in. However, the contact resistance indicates only partial surface separation. Especially, the low values of the contact resistance for the test with \(1\,\%\) slip (blue curve marked with circles in Fig. 8e,f) indicate metal-to-metal contact. The behaviour can be caused by the same mechanisms suggested for the medium discs. However, the operation towards the full film regime leaves as well the possibility of fluid film formations. The observations show that the capacitance is more influenced by the mean separation of the surface, rather than the actual surface separation in the asperities.
The contact resistance on the other hand seems to detect the actual surface separation. Therefore, the resistance shows the scattering effect, while the capacitance signal remains smooth. Further, the tests (Figs. 6, 7, 8) show that the used surface active additive (dibenzyl disulphide) does not influence contact resistance or contact capacitance measurement. The results in Figs. 3 and 4 indicated a benefit of the EP additive regarding surface roughness for the rough discs, but the formation of a EP film was not detected by the resistance or by the capacitance measurement (Fig. 6). Hence, a tribofilm formation of the surface active additives is not necessarily detectable by either contact resistance or capacitance measurement. Another indicator is that both capacitance and resistance measurements fit for the same curves in a plot versus the surface roughness (Figs. 9, 10 regardless the additivation of the used lubricant).

Online measurement results of the smooth disc during the run-in with a test duration of 6 h. a Friction (non-EP oil) b Friction (EP oil) c Capacitance (non-EP oil) d Capacitance (EP oil) e Resistance (non-EP oil) f Resistance (EP oil)

Capacitance measures versus the surface roughness parameters Rq and Rz

Resistance measures versus the surface roughness parameters Rq and Rz
3.3 Correlation Between Contact Impedance and Surface Topography
In order to study the correlation between surface topography and contact impedance, the average value of the last 10.000 measurements (20 s) of contact capacitance (Fig. 9) and contact resistance (Fig. 10) was plotted against the measured surface roughnesses Rq and Rz for each test set-up, respectively. The results for the contact capacitance shown in Fig. 9 decrease with an decrease in surface roughness. Considering the operating conditions \(\varLambda =1\) would be equal to a surface roughness of Rq=180 nm. Therefore, the main decrease in contact capacitance occurs, while the contact operates in the boundary regime. The contact resistance on the other hand does not show significant changes in the boundary lubrication regime, but in the mixed lubrication regime. However, the reason (tribofilm, micro-EHL or fluid film) of this increase is hard to identify. Further show the results a clear relationship between contact resistance and the surface parameter Rz (Fig. refRspsvsspsRb), where a clear asymptotic correlation is visible in contradiction to the parameter Rq (Fig. 10a). The contact resistance seems to be more depended on Rz, which is reasonable by having in mind that the slightest metal-to-metal contact between the highest asperities of the surfaces in contact has a major impact on the measured value. The more clear correlation between contact capacitance and Rq can be explained by the strong dependency of the capacitance signal to mean surface separation of the contact.
4 Conclusions
The main aim of the work was to give an idea of the suitability of contact impedance measurement as a monitoring tool for run-in processes in boundary and mixed lubrication regime. The investigation proved the suitability to some extend, but further research is favourable, in order to get a detailed understanding of the detection mechanisms of contact impedance. The experiments showed as well that surface active additives do not necessarily need to have an effect on contact impedance measurements. But it is still necessary to study the effect of additives and tribofilm formation on contact impedance measurements more in detail in order to use it for monitoring run-in. Further showed the investigation that both contact resistance and contact capacitance follow characteristic curves in a plot versus surface roughness parameters and that the contact resistance seems to be mainly affected by the parameter Rz, while the contact capacitance is more dependent on Rq.
References
Abbott, A., Firestone, F.: On specifying surface quality. Mech. Eng. 55, 569 (1933)
Berthe, D., Flamand, L., Foucher, D., Godet, M.: Micropitting in hertzian contacts. J. Lubr. Technol. 102(4), 478–489 (1980)
Cann, P., Lubrecht, A.: Analysis of the mechanisms of grease lubrication in rolling element bearings. Lubr. Sci. 11(3), 227–245 (1999)
Chou, C., Lin, J.: Tribological effects of roughness and running-in on oil-lubricated line contacts. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 211(3), 209–222 (1997)
Crook, A.: Some studies of wear and lubrication. Wear 2(5), 364–393 (1959)
Hamilton, G., Moore, S.: Measurement of the oil film thickness between the piston rings and liner of a small diesel engine. Proc. Inst. Mech. Eng. 188, 253–261 (1974)
Hsu, S., Zhang, J., Yin, Z.: The nature and origin of tribochemistry. Tribol. Lett. 13(2), 131–139 (2002)
Jablonka, K., Glovnea, R., Bongaerts, J.: Evaluation of EHD films by electrical capacitance. J. Phys. D Appl. Phys. 45(38), 385301 (2012). doi:10.1088/0022-3727/45/38/385301
Jablonka, K., Glovnea, R., Bongaerts, J., Morales-Espejel, G.: The effect of the polarity of the lubricant upon capacitance measurements of EHD contacts. Tribol. Int. 61, 95–101 (2013)
Jacobson, B.: Thin film lubrication of real surfaces. Tribol. Int. 33(3–4), 205–210 (2000)
Kim, K.H., Sadeghi, F.: Three-dimensional temperature distribution in EHD lubrication. Part i. circular contact. J. Tribol. 114(1), 32–41 (1992)
Lord, J., Larsson, R.: Film-forming capability in rough surface EHL investigated using contact resistance. Tribol. Int. 41(9–10), 831–838 (2008)
Lugt, P., Severt, R., Fogelström, J., Tripp, J.: Influence of surface topography on friction, film breakdown and running-in in the mixed lubrication regime. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 215(6), 519–533 (2001)
Yamamoto, Y., Ono, B., Ura, A.: Effect of applied voltage on friction and wear characteristics in mixed lubrication. Lubr. Sci. 8(2), 199–207 (1996)
Acknowledgments
The authors would like to thank the Swedish research council (SSF) for sponsorship of the research. Further acknowledgment belongs to SKF CMC, LKAB and Bosch-Rexroth Sweden for their sponsorship and the contribution of their know-how.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Schnabel, S., Marklund, P., Minami, I. et al. Monitoring of Running-in of an EHL Contact Using Contact Impedance. Tribol Lett 63, 35 (2016). https://doi.org/10.1007/s11249-016-0727-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-016-0727-2