
Abstract
The frictional performance of several rubbers after pulsed-DC plasma treatments has been examined. In all cases, the treated rubbers showed better performance than the corresponding untreated ones. Stronger treatments, in terms of longer process time and/or higher substrate bias voltage, led to larger reductions of coefficient of friction and wear. The addition of hydrogen to the argon plasma did not show any additional positive effect. Nevertheless, different degrees of improvement were observed for different rubbers. In fact, the energy consumed during the tribotest scales with the maximum working temperature of the rubbers, indicating that the plasma treatment is more effective in the case of more sensitive rubbers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Rubber seals are used in ball bearings for avoiding the intake of contaminations and leakage of lubricants. However, the friction losses in the bearing are increased and the seal suffers from wearing, which limits its lifetime. In our recent works [1–5] we have demonstrated that rubber substrates can be effectively protected by the deposition of a DLC film. The resultant wear and coefficient of friction (CoF) is much lower than that of the unprotected rubber. In addition, the CoF can be tailored by a proper control of the patch size of the DLC film. A good adhesion of the film to the rubber substrate was ensured by a plasma pre-treatment carried out prior to the deposition of the DLC film. However, the tribological performance of the rubbers after this pre-treatment was not explored. In fact, such treatment appears as a good option to improve the tribological performance of rubber in case of lack of adhesion of the DLC film, for instance, due to the influence of filler particles present in the rubber. Moreover, this approach would reduce the complexity of the whole process, making the protection treatment more attractive for industrial applications.
Many different techniques have been reported for polymer treatments with plasma; ion implantation is frequently used [6–10], although other techniques have been studied as well, e.g., discharge barriers [11–13] or microwave electron cyclotron equipments [14–17]. Several types of gases have been employed, which can be divided into three groups: non-reactive, like Ar [7, 16, 18, 19] or He [20–22]; reactive, like H2 [22], N2 [6, 10, 23, 24], O2 [8, 13, 17, 23], or air [25–27]; and precursor gases, which led to the deposition of thin layers on the substrate [20, 28–30]. In general, the treatments caused a variation of the cross-linking of the substrate [7, 15, 17, 19, 28] and/or modification of the surface species [7, 12, 13, 23]. As a result, an improvement of the mechanical, frictional, and wearing properties is observed [6, 9, 22, 29, 31], although not always together [6, 8, 19, 21]. Most studies are performed on thermoplastics, e.g., polystyrene (PS) [15, 27, 29, 32], ultra high molecular weight polyethylene (UHMWPE) [9, 17, 21, 28], or polycarbonate (PC) [10, 20, 25, 27]. In contrast, less work is focused on elastomers [7, 23, 24, 29–31], in particular about their tribological performance after plasma treatment. For instance, Hegemann et al. [29] reported a reduction of CoF on ethylene propylene diene monomer (EPDM) rubber against a steel counterpart from ~1.5 to smaller than 1 as a result of an Ar plasma treatment, although this reduction is lower than in case of using a He plasma. This effect is attributed to modification of cross-linking and tackiness of the rubber. Abdrashitov and Ponomarev [31] observed a reduction of friction of a factor 4–8 after plasma treatment in comparison with the virgin nitrile butadiene rubber (NBR). In addition, a parallel reduction of wear is reported.
This study was aimed at comparing the effect of pulsed-DC (p-DC) of Ar and Ar/H2 plasma treatments on the tribological performance of several rubbers with different compositions. The influence of parameters such as atmosphere, treatment duration, and substrate bias voltage is investigated.
2 Experimental Details
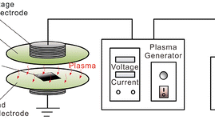
The treatments were performed in a Teer UDP/400 close field unbalanced magnetron sputtering rig (ca. 30 l volume), with all the magnetrons powered off. Several types of rubbers have been tested: fluorocarbon rubber (FKM), acrylic rubber (alkyl acrylate copolymer, ACM), hydrogenated nitrile butadiene rubber (HNBR), and two types of nitrile butadiene rubber (NBR), labeled as NBR1 and NBR2. Rubbers were divided in pieces of 50 × 50 × 2 mm by using a razor blade. Four pieces of each rubber were clamped in metallic plates which were mounted on a rotating carousel during each plasma treatment. A p-DC power unit (advanced energy) was used as substrate bias source, operating at 250 kHz with a pulse off time of 500 ns and voltages between 300 and 600 V.
Before plasma treatment, the rubber substrates were cleaned by two subsequent wash procedures using a detergent solution and boiling water, in order to remove oil contamination and wax present on the rubber, respectively [1, 5].
The typical process was composed of two steps. First, the rubber samples were treated for 30–40 min in Ar plasma (15 sccm, 5 × 10−3 mbar) followed by a second treatment in a mixture of Ar and H2 (flow ratio 15:10 sccm, 6 × 10−3 mbar). During these processes, the temperature of the rubber substrates varied as a consequence of ion impingement. These variations have been evaluated separately by insertion of a thermocouple in the rubber [1]. For reference, a treatment of 35 min at 600 V on ACM causes a temperature increase to ~135 °C [1].
The tribological performance was evaluated at room temperature on a CSM tribometer with an unlubricated ball-on-disk configuration, operating at 35 ± 2 % relative humidity controlled by a humidity regulator. The counterpart was a ∅6 mm commercial 100Cr6 steel ball (60–62 HRC, Ra < 32 nm). The tribotest conditions were 1 N normal load, 10 cm/s sliding speed and 10,000 laps on a wear track of ∅26. The frictional energy consumed during each test (E test) has been calculated through:
where μ is the CoF, F N is the applied load and x is the number of laps. The frictional energy reduced (E red) by a plasma treatment is evaluated by:
The worn volume could not be measured due to the interference of the residual deformation of rubber during the tribotest [3]. Therefore, optical microscopy has been used to characterize qualitatively the counterpart and the damage on the wear track at the end of the tribotests.
3 Results
The characteristics of the plasma treatments performed on the different rubbers are summarized in Table 1. The notation of the different processes represents the values of the parameters under study: bias voltage and treatment duration in an Ar and Ar/H2 atmospheres. For instance, the 600|25 + 10| label indicates that the specimen has been treated at 600 V for 25 min in Ar plasma followed by 10 min in an Ar/H2 plasma mixture. In the case of a zero in the second term of the sum, the treatment in Ar/H2 was not carried out.
Figure 1 shows the frictional behavior of FKM rubbers after different treatments. The virgin rubber shows a long running-in period of ~3,000 laps, where the CoF is reduced from ~1.2 to ~0.9. Both the samples treated at 300|25 + 10| and 600|25 + 10| show a similar behavior as the virgin rubber, except the absence of this running-in period. Finally, the fourth sample, which has been treated at 600 V for a three times longer period, shows a larger CoF reduction and a CoF down to ~0.5 is reached at the beginning of test. Then, the CoF increases to reach the same level as in the previous cases, but it reduces again to a value of ~0.75 at the end of the test.

(Color online) CoF behavior of the treated and virgin FKM rubbers
Figure 2 shows pictures of the ball and the wear track after the tribotests for the virgin FKM rubber and the treated at 600|25 + 10| one. In the two top images a similar contact area can be appreciated, indicating that the rubber mechanical properties do not seem to be affected by the process. In addition, a residue can be seen in the back part of the ball used on the virgin rubber (indicated with an arrow in Fig. 2a). The presence of this residue, which is not observed in any of the plasma-exposed rubbers, is probably the cause of the “running-in” period described previously. Regarding the wear tracks, wearing is not extensive in any of the cases, due to the high resistance of FKM rubber. However, a reduced wearing can be appreciated in the exposed specimen (Fig. 2d).

(Color online) Pictures of the ball (a, b) and wear track (c, d) after the tribotests performed on FKM rubbers after different treatments; no plasma (a, c), and treatment at 600|25 + 10| (b, d). The arrow indicates the presence of residues in the back part of the ball. The limits of the wear tracks have been highlighted for clarity
Figure 3 shows the CoF behavior of the ACM samples. It can be seen that the CoF shows a similar trend in all cases. It starts around ~0.2, and then increases to its maximum, which is reached in the first ~1,000 laps. From this point, the CoF decreases continuously with the number of laps. This behavior can be related with the formation of a “liquid-like” third body in the contact (see Fig. 4a), probably at the beginning of the test, which may act as a lubricant afterwards leading to a CoF reduction. In fact, as a consequence of this process, a strong wearing was observed for this rubber, even in the treated ones (see Fig. 4b).

(Color online) CoF behavior of the treated and virgin ACM rubbers

(Color online) a Image of the ball counterpart after a tribotest against virgin ACM rubber. b Wear track observed in the ACM rubber treated at 600|25 + 10|. The limits of the wear tracks have been highlighted for clarity
Nevertheless, despite the same overall trend, different plasma conditions lead to different reductions of CoF when comparing with the untreated reference. For this rubber, the influence of the use of H2 during the process has been explored. It can be seen that the sample treated with the typical conditions, 600|25 + 10|, shows worse performance than both treatments not using H2, 600|25 + 0| and 600|35 + 0|. In addition, the latter one showed a slightly better performance, which suggests that increasing the exposure time helps to reduce the CoF. This conclusion is reinforced by the result observed from the last treatment, which included an extra Ar plasma pre-treatment during 25 min. The lowest values are observed, reaching a CoF below 0.4 at the end of the test.
The CoF behavior of two HNBR specimens is depicted in Fig. 5. The untreated one showed the highest CoF, reaching a steady condition at 1.4. In contrast, the exposed rubber shows a strong reduction to ~0.35. As displayed in Fig. 6, this improvement is accompanied by a reduction of the adhesive interaction between the rubber and the counterpart. Thus, in the case of virgin HNBR (Fig. 6a), many rubber particles can be identified adhered or in the surroundings of the contact. In contrast, the counterpart appears clean and clear after the plasma treatment (Fig. 6b).

(Color online) CoF behavior of the treated and virgin HNBR rubbers

(Color online) Pictures of the ball after the tribotests performed on HNBR. a Virgin rubber and b rubber treated at 600|25 + 10|
Figure 7 shows the frictional behavior of the two types of NBR rubber. In both cases, the rubbers treated at lower voltage (300|25 + 10|) show a slight improvement with respect to their corresponding untreated specimens. In contrast, both processes performed at 600 V led to a significant reduction of CoF. In the case of NBR1, the modification is similar to what is observed in FKM, i.e., the disappearance of a “running-in” period. The improvement is much larger in the case of NBR2, showing a decrease of CoF at the end from ~0.8 to ~0.25. A similar trend has been observed for wear (see Fig. 8). Thus, a severe damage is observed in the virgin rubbers, and little improvement can be seen for the rubbers exposed to low voltage plasma. In contrast, a strong damage reduction is observed after processes carried out at 600 V, leading to barely distinguishable wear tracks (cf. Figure 8e, f).

(Color online) CoF behavior of the treated and virgin NBR1 (left) and NBR2 (right) rubbers

(Color online) Pictures of wear tracks after the tribotest performed on NBR1 (left) and NBR2 (right). a, b Virgin. c, d After treatment at 300|25 + 10|. e, f After treatment at 600|25 + 10|. The limits of the wear tracks have been highlighted for clarity
4 Discussion
Our results showed that plasma treatment can be a useful approach for improving the tribological performance of rubbers. The degree of enhancement depends on the conditions and duration of the process. In order to evaluate the relative impact of each parameter, some tribological results are summarized in Table 1; 〈μ〉 and 〈μeq〉 account for the average CoF during the whole tribotests and the last 1,000 laps, respectively. In all cases 〈μ〉 and its standard deviation are lower than the corresponding untreated rubber, indicating that the plasma treatment not only reduced the CoF, but also led to a more stable frictional behavior. Besides, in most of the cases the overall average values are higher than the equilibrium ones, indicating that the CoF shows a decreasing trend. The standard deviations of the CoF are also lower in the equilibrium region, since the “running-in” periods and initial instabilities are not considered. Nevertheless, it should be indicated that the effect of plasma treatment on the reduction of friction and wear of rubbers is lower than the deposition of a DLC film [1–5].
The frictional energy consumed during a tribotest (E test) and the energy reduced due to the application of the plasma treatment (E red) are also included in Table 1, and their evolution depending on the rubber and plasma parameters are depicted in Fig. 9. The treatments have demonstrated to bear great potential to improve the tribological performance, leading to high energy savings up to 72 and 76 % in the case of NBR2 and HNBR, respectively. In addition, the influence of each process parameter can be derived from this plot. First, the increment of treatment time reduced the energy used in the tribotest, as can be seen for FKM and ACM rubbers. In all cases, energy reduced (E red) grows approximately by the same factor than the increase of process time. Second, it can be seen that the use of H2 in the plasma mixture seems not to be beneficial, since at least 10 % extra energy was saved when not using it during the treatment of ACM. Third, the increase of bias voltage led to a reduction of CoF, as can be seen for FKM and NBR. In these latter cases, the energy reduced appears to be very large, i.e., more than ten times the saving obtained at 300 V. However, the improvement in FKM appears more limited.

(Color online) Energy consumed and reduced during the tribotest for different rubbers and plasma conditions
In order to elucidate the role of the rubber type in the effectiveness of the plasma treatment, Fig. 10 shows E test for the different rubbers after the same process conditions (600|25 + 10|). The maximum working temperature of the rubber is included as well [33]. It can be seen that both parameters show a parallel behavior. In other words, more sensitive rubbers show better results after plasma treatment. The interaction mechanisms of charged particles with polymeric materials are based on nuclear and electronic stopping [34]. In the one hand, electronic processes induce collective excitation of atoms, and therefore promote dehydrogenation and cross-linking [22] of the polymer. In the other hand, nuclear processes cause atomic displacements and enhance polymer scission. In general, both processes lead to improvement and deterioration of the mechanical properties of the polymer, respectively. Regarding the frictional performance, rubbers typically exhibit a high CoF due to their high tackiness [29]. The plasma treatment can reduce the CoF due to the cross-linking variation in the near-surface region.

(Color online) Energy consumed during the tribotests for different rubbers after plasma treatment at 600|25 + 10|. The maximum working temperature of each rubber is also depicted in the right y axis
Surface modifications can be analyzed by measurement of contact angles (i.e., surface energy) or through the examination of surface species. X-ray photoelectron spectroscopy measurements performed on plasma-treated HNBR specimens [35] revealed the formation of C–O bonds, in agreement with findings reported by Husein et al. [7] and Grythe and Hansen [23] after Ar plasma treatments. This observation supports the improvement of rubber cross-linking as a result of the p-DC plasma treatment, in agreement with the interpretation given by other authors [7, 17, 36]. The employment of light gases, like He or H2, led to a lower variation of mechanical and frictional properties when compared with heavier gases, like Ar or N2 [22, 29]. This fact explains the reduced impact of a limited exposure to an Ar/H2 plasma in the present case.
Nevertheless, the plasma treatment of a polymeric material is a complex process, which involves other species than ions, like uncharged particles and photons. In fact, Tajima and Komvopoulos [37] reported that they may be the most important contributors to surface modification. The present results appear to indicate that the temperature variation during the process should be also considered as an important parameter for modification of elastomers properties. This is of particular importance when considering that the duration of the plasma treatments described in this study is much longer than most of the reported in the literature.
The images obtained from the wear track and the counterpart provided valuable information about the tribology. From the ball pictures, a frictional adhesive mechanism could be identified. Moreover, the shapes of the contact areas could be inferred, and validate the predictions of a viscoelastic theoretical model [38]. It could be seen that plasma exposure leads to a reduction of the adhesive interaction and tackiness [29], which results in a reduction of the CoF and rubber wearing. Therefore, plasma treatment can be considered as a relatively simple tool for improving the overall tribological performance of rubber.
5 Conclusions
Plasma treatments demonstrated to be a simple solution for improving the tribological performance of different rubbers. Stronger treatments, in terms of higher substrate bias voltage or longer duration, led to lower CoF and rubber wearing. This is interpreted in terms of enhancement of rubber cross-linking and reduction of rubber tackiness due to the plasma exposure. The degree of improvement of a certain process depends on the maximum working temperature of rubber. Thus, the treatment is more effective for more sensitive rubbers.
References
Martinez-Martinez, D., Schenkel, M., Pei, Y.T., De Hosson, J.T.M.: Microstructural and frictional control of diamond-like carbon films deposited on acrylic rubber by plasma assisted chemical vapor deposition. Thin Solid Films 519, 2213–2217 (2011)
Martinez-Martinez, D., Schenkel, M., Pei, Y.T., De Hosson, J.T.M.: Microstructure and chemical bonding of DLC films deposited on ACM rubber by PACVD. Surf. Coat. Technol. 205, S75–S78 (2011)
Schenkel, M., Martinez-Martinez, D., Pei, Y.T., De Hosson, J.T.M.: Tribological performance of DLC films deposited on ACM rubber by PACVD. Surf. Coat. Technol. 205, 4838–4843 (2011)
Pei, Y.T., Bui, X.L., De Hosson, J.T.M.: Flexible protective diamond-like carbon film on rubber. Scripta Mater. 63, 649–652 (2010)
Bui, X.L., Pei, Y.T., Mulder, E.D.G., De Hosson, J.T.M.: Adhesion improvement of hydrogenated diamond-like carbon thin films by pre-deposition plasma treatment of rubber substrate. Surf. Coat. Technol. 203, 1964–1970 (2009)
Shi, W., Li, X.Y., Dong, H.: Improved wear resistance of ultra-high molecular weight polyethylene by plasma immersion ion implantation. Wear 250, 544–552 (2001)
Husein, I.F., Chan, C., Chu, P.K.: Surface energy and chemistry of ethylene–propylene–diene elastomer (EPDM) treated by plasma immersion ion implantation. J. Mater. Sci. Lett. 21, 1611–1614 (2002)
Xiong, D.S., Jin, Z.M.: Tribological properties of ion implanted UHMWPE against Si3N4 under different lubrication conditions. Surf. Coat. Technol. 182, 149–155 (2004)
Sze, J.Y., Tay, B.K.: Carbon ion implantation of ultra-high molecular weight polyethylene using filtered cathodic vacuum arc with substrate pulse biasing. Surf. Coat. Technol. 200, 4104–4110 (2006)
Toth, A., Kereszturi, K., Mohai, M., Bertoti, I.: Plasma based ion implantation of engineering polymers. Surf. Coat. Technol. 204, 2898–2908 (2010)
Liu, C.Z., Wu, J.Q., Ren, L.Q., Tong, J., Li, J.Q., Cui, N., Brown, N.M.D., Meenan, B.J.: Comparative study on the effect of RF and DBD plasma treatment on PTFE surface modification. Mater. Chem. Phys. 85, 340–346 (2004)
Little, U., Buchanan, F., Harkin-Jones, E., Graham, B., Fox, B., Boyd, A., Meenan, B., Dickson, G.: Surface modification of poly(ε-caprolactone) using a dielectric barrier discharge in atmospheric pressure glow discharge mode. Acta Biomater. 5, 2025–2032 (2009)
Shinohara, H., Mizuno, J., Shoji, S.: Studies on low-temperature direct bonding of VUV, VUV/O3 and O2 plasma pretreated cyclo-olefin polymer. Sens. Actuat. A 165, 124–131 (2011)
Joubert, O., Paniez, P., Pelletier, J., Pons, M.: Etching of polymers by oxygen plasmas—influence of viscoelastic properties. Appl. Phys. Lett. 58, 959–961 (1991)
Joubert, O., Paniez, P., Pons, M., Pelletier, J.: Polymer behavior under plasma-etching—influence of physical-properties on kinetics and durability. J. Appl. Phys. 70, 977–982 (1991)
Hengjun, L., Yanan, P., Dong, X., Xingrui, D., Leng, Y.X., Yong, J., Nan, H.: Surface modification of ultra-high molecular weight polyethylene (UHMWPE) by argon plasma. Appl. Surf. Sci. 256, 3941–3945 (2010)
Hengjun, L., Dong, X., Linmao, Q., Xingrui, D., Leng, Y.X., Nan, H.: The mechanical properties of the ultrahigh molecular weight polyethylene (UHMWPE) modified by oxygen plasma. Surf. Coat. Technol. 205, 2697–2701 (2011)
Svorcik, V., Kotal, V., Slepicka, P., Blahova, O., Spirkova, M., Sajdl, P., Hnatowicz, V.: Modification of surface properties of polyethylene by Ar plasma discharge. Nucl. Instrum. Methods B 244, 365–372 (2006)
Tajima, S., Komvopoulos, K.: Dependence of nanomechanical modification of polymers on plasma-induced cross-linking. J. Appl. Phys. 101, 014307 (2007)
Hegemann, D., Brunner, H., Oehr, C.: Plasma treatment of polymers to generate stable, hydrophobic surfaces. Plasmas Polym. 6, 221–235 (2001)
Toth, A., Mohai, M., Ujvari, T., Bertoti, I.: Advanced surface modification of ultra-high molecular weight poly(ethylene) by helium plasma immersion ion implantation. Polym. Adv. Technol. 17, 898–901 (2006)
Powles, R.C., McKenzie, D.R., Meure, S.J., Swain, M.V., James, N.L.: Nanoindentation response of PEEK modified by mesh-assisted plasma immersion ion implantation. Surf. Coat. Technol. 201, 7961–7969 (2007)
Grythe, K.F., Hansen, F.K.: Surface modification of EPDM rubber by plasma treatment. Langmuir 22, 6109–6124 (2006)
Moraes, J.H., Maciel, H.S., Dutra, J.C.N., Mello, S.A.C., Sobrinho, A.S.D., Massi, M.: Surface modification of EPDM in r.f. plasma: process optimization and surface characterization. Phys. Status Solidi A 204, 956–963 (2007)
Yaghoubi, H., Taghavinia, N.: Surface chemistry of atmospheric plasma modified polycarbonate substrates. Appl. Surf. Sci. 257, 9836–9839 (2011)
Hui-Juan, Z., Zhao-Zhu, Z., Fang, G.: Effects of air plasma treatment on tribological properties of hybrid PTFE/Kevlar fabric composite. J. Appl. Polym. Sci. 114, 3980–3986 (2009)
Bismarck, A., Brostow, W., Chiu, R., Lobland, H.E.H., Ho, K.K.C.: Effects of surface plasma treatment on tribology of thermoplastic polymers. Polym. Eng. Sci. 48, 1971–1976 (2008)
Klapperich, C., Pruitt, L., Komvopoulos, K.: Nanomechanical properties of energetically treated polyethylene surfaces. J. Mater. Res. 17, 423–430 (2002)
Hegemann, D., Brunner, H., Oehr, C.: Plasma treatment of polymers for surface and adhesion improvement. Nucl. Instrum. Methods B 208, 281–286 (2003)
Verheyde, B., Havermans, D., Vanhulsel, A.: Characterization and tribological behaviour of siloxane-based plasma coatings on HNBR rubber. Plasma Process. Polym. 8, 755–762 (2011)
Abdrashitov, E.F., Ponomarev, A.N.: Plasma modification of elastomers. High Energy Chem. 37, 279–285 (2003)
Sciutto, A., Garbassi, F., Meda, L., Po, R., Pozzi, L.: Some surface properties of syndiotactic polystyrene. Appl. Surf. Sci. 125, 287–292 (1998)
Parker O-ring Handbook (ORD 5700). Parker Hannifin Corporation, Cleveland (2007)
Lee, E.H.: Ion-beam modification of polymeric materials—fundamental principles and applications. Nucl. Instrum. Methods B 151, 29–41 (1999)
van der Pal, J.P., Martinez-Martinez, D., Pei, Y.T., de Hosson, J.T.M.: Microstructure and tribological performance of DLC films deposited on hydrogenated rubber. Thin Solid Films, submitted (2012)
Marcondes, A.R., Ueda, M., Kostov, K.G., Beloto, A.F., Leite, N.F., Gomes, G.F., Lepienski, C.M.: Improvements of ultra-high molecular weight polyethylene mechanical properties by nitrogen plasma immersion ion implantation. Braz. J. Phys. 34, 1667–1672 (2004)
Tajima, S., Komvopoulos, K.: Effect of reactive species on surface crosslinking of plasma-treated polymers investigated by surface force microscopy. Appl. Phys. Lett. 89, 124102 (2006)
Martinez-Martinez, D., van der Pal, J.P., Pei, Y.T., De Hosson, J.T.M.: Performance of diamond-like carbon-protected rubber under cyclic friction II: influence of substrate viscoelasticity on the friction evolution. J. Appl. Phys. 110, 124907 (2011)
Acknowledgments
This research was carried out under Project Number MC7.06247 in the framework of the Research Program of the Materials Innovation Institute M2i (www.m2i.nl).
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Wolthuizen, D.J., Martinez-Martinez, D., Pei, Y.T. et al. Influence of Plasma Treatments on the Frictional Performance of Rubbers. Tribol Lett 47, 303–311 (2012). https://doi.org/10.1007/s11249-012-9985-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-012-9985-9