
Abstract
Anaerobic digestion for the production of methane containing biogas is the classic example of a resource recovery process that combines stabilization of particulate organic matter or wastewater treatment with the production of a valuable end-product. Attractive features of the process include the production of a single end-product from a heterogeneous feedstock, and in-situ product separation of the gaseous end-product. Despite these intrinsic attractive properties of the process, the economic added value of the biogas produced is limited, enabling the development of alternative processes that yield higher-value end-products. Typically the production of higher value end-products from low value feedstock and industrial wastewater proceeds via intermediate production of organic acids (and carbon dioxide and molecular hydrogen). Optimization of organic acid production from particulate feedstocks and wastewater for development of the organic acid based resource recovery route receives significant research attention. The organic acid stream generated as such, has no economic value, but if organic acids can either be concentrated via membrane separation or (bio)converted to an end-product that can easily be separated from the liquid, an attractive biomass processing scheme can be developed. Attractive end-products of organic acid processing include polyhydroxyalkanoates, medium chain length fatty acids, or other organic molecules using bio-electrochemical systems. Overall we suggest that these novel bioprocessing routes for conversion of low value feedstock to higher added value products will contribute to a sustainable future and will change the economic status of organic waste.
Similar content being viewed by others



Avoid common mistakes on your manuscript.
1 Introduction
Environmental engineering processes traditionally aim for removal of polluting compounds from water, soil, or gas. Herewith the main product of this kind of processes are the production of water, soil, or gas that can be returned to the environment without negative health implications (hygienization) or a negative effect on the natural environment (environmental protection). In recent years the recovery of the polluting compounds has been added as a secondary treatment objective to environmental engineering processes. Resource recovery from waste is widely accepted as a more and more important research theme, stimulated by the increasing awareness of the exhaustion of non-renewable natural resources (Agler et al. 2011; Kleerebezem and van Loosdrecht 2007). The attractive concept of combing waste(water) treatment and the production of valuable compounds from a low a value heterogeneous feedstock does not need to be clarified to those working on the anaerobic digestion process. Anaerobic digestion for the production of methane containing biogas can be regarded as the classic example of a resource recovery process that combines wastewater treatment or solids stabilization with effective conversion of biodegradable organic carbon to a valuable product: methane containing biogas. Methane containing biogas can directly be used for electricity and/or heat production, or upgraded to natural gas quality. Other resources that can be recovered from waste(water) are nutrients like nitrogen and phosphorus, and specific trace metals, but in this paper we will focus on organic carbon recovery.
Anaerobic digestion for the production of methane containing biogas is a worldwide accepted technology for treatment of numerous streams rich in organic carbon. Feedstocks that are currently being treated using the anaerobic digestion process include streams with a high solid content [manure, sewage sludge, organic fraction of municipal solid waste (OFMSW), energy crops, etc], as well as wastewaters with primarily water soluble organic carbon (agroindustrial wastewater, sewage, chemical industry wastewater, etc). A novel feedstock that receives more and more research attention is algae biomass obtained from phototrophic nutrient recovery systems integrated in sewage treatment (Dominguez Cabanelas et al. 2013; Montingelli et al. 2015; Ward et al. 2014). In the past decades bioreactor concepts have been developed for both high and low solids type of feedstock: High-solid bioreactors range from slurry reactors (<5 % solids) to true solid reactors (<40 % solids) with a variable extent of plug flow in the system (Kleerebezem 2015). Anaerobic wastewater treatment has been revolutionized by the effective uncoupling of the solid and liquid retention time in Upflow Anaerobic Sludge Bed (UASB) reactors and derivatives thereof. In the past decades the application window of the process has been extended to a wide range of operational conditions: the process is implemented at psychrophilic, mesophilic, and thermophilic temperatures, and even extreme conditions like high salt concentrations can currently effectively be tolerated in anaerobic digesters provided that adequate operational measures are taken. Overall it is evident that anaerobic digestion can be considered a mature technology that is widely applied for organic waste valorisation.
The production of methane containing biogas makes the anaerobic digestion process a player in the renewable biomass to bioenergy field, competing with biomass based bioethanol and biodiesel production. Methane containing biogas can be applied directly for electricity and heat production in a combined heat and power (CHP) plant or upgraded to natural gas quality by removal of water vapour and carbon dioxide (and hydrogen sulphide) and introduced in the natural gas grid (Andriani et al. 2014; Niesner et al. 2013). Biogas can be applied on different scales with small scale domestic biogas application for cooking, or large scale industrial application with biogas use for electricity production. Upgraded biofuel can furthermore be used as transport fuel as widely implemented in Sweden (Borjesson and Ahlgren 2012; Tilche and Galatola 2008).
Even though it is evident that the production of methane containing biogas provides a clear added value of the anaerobic digestion process over other environmental technologies, it remains unclear to which extent biogas production is a main driver of the process compared to other arguments. In recent years, it has furthermore been recognized that an alternative approach to anaerobic processing of biomass is to aim for production of organic acids and/or alcohols instead of methane containing biogas. Direct recovery of these water soluble products of biomass fermentation or post-processing to obtain other molecules (e.g. polyhydroxyalkanoates, or medium chain length fatty acids) may result in the production of more valuable end-products of the resource recovery process. Alternatively, biomass processing can aim for other gaseous products like molecular hydrogen or direct generation of electricity in microbial fuel cells.
In this paper we will discuss first to which extent methane containing biogas production is an important driver for application of the anaerobic digestion process in relation to other arguments for application of anaerobic digestion instead of alternative technologies. Based on these considerations we will elaborate where the most prosperous niche remains for production of other compounds from waste.
2 Methane containing biogas as process driver
Anaerobic digestion can both be considered as a biomass based bioenergy production process or as an environmental engineering process that is capable of wastewater treatment or waste biomass stabilization, enabling agricultural reuse of organic waste after treatment. There are two main arguments that clarify why methane containing biogas as end product of the process makes the anaerobic digestion process a highly attractive bioenergy production process from a low value feedstock.
2.1 In situ production separation
The fact that methane is a poorly water soluble compound directly contributes to the attractiveness of the process. No or limited downstream processing is required to enable the utilization of methane containing biogas for electricity and heat production in a combined heat and power plant. Technologies are furthermore available for upgrading of the biogas to natural gas quality for introduction in the natural gas grid. Even though liquid end-products offer intrinsic advantages as well (see below), they require energy intensive downstream processing for water removal through distillation in case of bioethanol production, or other biorefinery based product recovery technologies as required for example for lipid recovery from algae.
A second advantage related to the production of a gaseous end product is the lower energy requirements for bioreactor operation compared to active aeration in aerobic processing of waste. In anaerobic wastewater treatment reactors such as the UASB reactor or anaerobic slurry reactors, no mechanical mixing is required since adequate mixing is established through biogas production. Furthermore, oxygen supply through aeration adds significantly to the electricity consumption for aerobic treatment process: composting of solids or aerobic wastewater treatment.
2.2 Thermodynamic driver of the process
In a thermodynamically closed systems—in absence of an external electron acceptor or energy source e.g. light—microorganisms catalyse redox reactions towards an eventual state of thermodynamic equilibrium. For organic carbon conversions this implies that the state of thermodynamic equilibrium is achieved when the organic carbon compound with the lowest Gibbs energy change per electron is produced. The Gibbs energy change per electron for oxidation of any organic compound to carbon dioxide in standard conditions but corrected for a pH of 7 (\(\Delta G_{e}^{01}\)) can be calculated from tabulated Gibbs energy of formation values (Kleerebezem and Van Loosdrecht 2010). For methane this results in the following equation:
From all organic compounds that participate in biological systems methane has the lowest \(\Delta G_{e}^{01}\)-value as can be seen from Fig. 1 that compares the \(\Delta G_{e}^{01}\)-values for a wide range of organic compounds. These data suggest that in all microbial fermentations—where organic carbon is both electron donor and acceptor of the redox reaction—Gibbs energy can be harvested if methane and carbon dioxide are the end-products of the conversion. This highly specific property provides the anaerobic digestion process a principal advantage over other bioenergy producing processes because irrespective of the origin and heterogeneity of the substrate a homogeneous end-product can be generated. Other fermentation end-products can only dominate the process if the final steps of the anaerobic digestion process can be effectively inhibited. This is for example the case in corn or sugar cane based bioethanol production where the production of methane containing biogas is prevented by very high ethanol concentrations that effectively inhibit methanogenic archaea.

Gibbs energy change per electron (kJ/mol e) upon oxidation to carbon dioxide for a wide range of organic compounds that are relevant in biological systems
From a bioenergetics perspective one may wonder if by conversion of organic matter into methane containing biogas not a lot of energy is dissipated and therewith not available for electricity production upon combustion. This is however to a limited extent the case, because upon combustion with molecular oxygen the majority of the energy is obtained through oxygen reduction to water and not organic carbon oxidation:
These two arguments are the main reasons why anaerobic digestion is highly attractive as a bioenergy production process in terms of energy (kJ) production per unit of biomass processed. Typically, net Gibbs energy yields per unit of biomass processed are two to three times higher than other bioenergy process like bioethanol or biodiesel production. This is due to (1) the low energy consumption during processing of biomass, (2) the fact that all biodegradable organic matter in biomass is converted to methane containing biogas whereas bioethanol and biodiesel only use a fraction of the organic substrates, and (3) biomass yields are very low resulting in a high methane yield during anaerobic digestion. Despite these intrinsic advantages of anaerobic digestion for methane containing biogas production it is a much smaller production process compared to bioethanol and biodiesel. This is due to one big disadvantage that limits its application: economy. Natural gas is a very cheap fossil fuel due to the seemingly endless supply from non-renewable resources. The price of natural gas has dropped in recent years due to exploration of novel shale-gas reservoirs, further complicating the implementation of anaerobic digestion as bioenergy process. Liquid biofuels like bioethanol and biodiesel can readily be mixed with current transport fuel based infrastructure and therefore have a much higher price per amount of energy generated which is (almost) linearly related to the price per electron (Table 1). In summary we suggest that anaerobic digestion as bioenergy process can only be implemented in economically viable way when adequate subsidies are supplied to overcome the competition with natural gas.
Another argument against methane containing biogas as end-product of the process is the potential emission of methane into the atmosphere if biogas is not handled adequately. The global warming potential of methane is approximately twenty three times carbon dioxide, suggesting that if only five percent of the methane generated during anaerobic digestion is emitted into the atmosphere, the overall positive impact of anaerobic digestion in terms of greenhouse gas emissions is diminished. The negative impact of methane emissions is particularly important when considering low-strength wastewater at low temperatures (e.g. sewage) where 50 % or more of the methane is dissolved in the bioreactor effluent.
Despite this intrinsic limitation of biogas as end product of organic matter processing, there are other arguments that make anaerobic digestion for waste(water) treatment a highly attractive process. To compare the anaerobic and aerobic treatment, different arguments can be used for wastewater and particulate waste treatment:
2.3 Anaerobic wastewater treatment
A global comparison of anaerobic and aerobic wastewater treatment processes is presented in Fig. 2. Main advantages of anaerobic treatment are the lower energy demand due to the absence of aeration requirements and the lower biomass production and associated nutrient requirements. Lower nutrient uptake can of course also be a disadvantage if for example nitrogen removal via nitrification-denitrification needs to be established. Biomass is generally considered as an unwanted side-product of wastewater treatment processes and associated with high costs for treatment or disposal. For sewage treatment using the activated sludge process in The Netherlands for example, approximately 50 % of all treatment costs are related to sludge disposal and processing. A ten times lower biomass production per unit of organic carbon converted therefore is an evident advantage of anaerobic wastewater treatment over aerobic wastewater treatment.

Generalized comparison between aerobic and anaerobic wastewater treatment in terms of the fate of organic carbon [expressed as chemical oxygen demand (COD)] and energy production/consumption and nutrient requirements (expressed as N-requirements) [adopted from van Lier et al. (2008)]
Volumetric treatment capacities for organic carbon removal in aerobic processes are either restricted by the mass transfer capacity for oxygen or the biomass concentrations that can be established in the activated sludge process. Taking into account that the maximum oxygen transfer rate in a bubble column typically amounts 5 kgO2/m3/day (Garcia-Ochoa and Gomez 2009), the volumetric COD-removal capacity is limited to approximately 7 kgCOD/m3/day in an activated sludge system. Volumetric treatment capacities in aerobic biofilm systems can even be significantly lower depending on the biofilm surface area available in the system. In activated sludge based sewage treatment systems, the COD-loading rate normally does not exceed 1–2 kgCOD/m3/day.
In anaerobic wastewater treatment systems with adequate biomass retention—such as the granular sludge based UASB-reactor—the volumetric treatment capacities are independent of gas to liquid mass transfer of substrate and therefore much higher treatment capacities can be established. In high-rate anaerobic processes typical volumetric treatment capacities are approximately 30 kgCOD/m3/day or more, provided that good granular biomass can be obtained. The consequence of this is that bioreactor volumes are significantly lower for high-rate anaerobic wastewater treatment processes. Herewith it is evident that one of the main challenges for implementation of anaerobic wastewater treatment is to achieve adequate biomass retention. It should be noted that because the maximum specific growth rate of crucial steps in the anaerobic digestion process like aceticlastic methanogenesis are much lower than aerobic growth rates, suggesting that the time needed for start-up of the process or for recovery after a process failure in anaerobic wastewater treatment plants, is much longer compared to aerobic processes.
2.4 Anaerobic treatment of slurries with a high solid content
Also for treatment of feedstocks with a high solid content such as manure, sewage sludge, OFMSW, or agro-industrial residues, anaerobic digestion competes with aerobic composting. Both type of processes have disadvantages and disadvantages:
-
Energy consumption for active aeration of the composting process makes the energy demand of the aerobic process significantly higher,
-
Off-gas treatment of aerobic composting is required to minimize ammonia emissions,
-
Feedstock subjected to anaerobic digestion need to be increased in temperature to 70 °C for some time for hygienization purposes if reuse of the digestate in agriculture is required. The temperature increase required in composting is achieved through oxygen respiration lowering the energy demand of aerobic composting process,
-
Volume reduction through drying of the material in the aerobic composting process is an asset of this process. Depending on the water content of the feedstock, anaerobically digested material often requires energy intensive dewatering before transport.
Overall it is evident that aerobic composting versus anaerobic digestion is a trade-off between different advantages and disadvantages. The added value of production of methane containing biogas in the anaerobic digestion process is one of the arguments that favour anaerobic digestion, but in the Netherlands anaerobic digestion only was implemented on a relatively large scale when green gas subsidies were guaranteed.
In summary we conclude that the production of methane containing biogas is normally not the main reason for choosing for anaerobic digestion for waste organic carbon processing. Only in case “green gas” subsidies are implemented cost-effective industrial scale anaerobic processing of biomass can be implemented. This is also reflected by the observation that in a number of anaerobic wastewater treatment plants biogas is just being flared. This conclusion opens up the question if there are no other methods for organic carbon processing that may yield higher added value products. In the next section we will describe recent initiatives in that direction that aim for feedstock that is traditionally used for the anaerobic digestion process.
3 VFA as central intermediate
Most of the initiatives to produce higher value end-products from heterogeneous low value feedstock are based on initial anaerobic fermentation of organic matter to short chain organic acids and alcohols (Agler et al. 2011; Kleerebezem and van Loosdrecht 2007). These short chain fatty acids include volatile fatty acids (mainly acetate, propionate, butyrate), but also lactate, and are referred to as carboxylates. Anaerobic organic acid production relies on the fermentation of carboydrates and protein derived amino acids and depends furthermore on the effective inhibition of conversion of organic acids to methane containing biogas (Fig. 3). In absence of hydrogenotrophic methanogens long chain fatty acids cannot be oxidized to short chain organic acids for thermodynamic reasons and will therefore not be converted in a mixed culture fermentation process. During the production of organic acids, gaseous molecular hydrogen and carbon dioxide are normally produced as well. Fermentative production of molecular hydrogen from biomass has been investigated intensively as part of a two-stage anaerobic digestion process that aims for hydrogen (and organic acids) production in the first stage, and the production of methane containing biogas in the second stage.

Anaerobic organic carbon degradation scheme. If the final methanogenic steps are fully inhibited, the end product of the process is VFA (and carbon dioxide and hydrogen)
The selective production of organic acids from various feedstocks is an emerging field of research. Within this field the following research challenges can be identified:
3.1 Controlling the product spectrum in anaerobic fermentations
When speaking about organic acid production in a mixed culture fermentation process, it remains an open question which organic acids are produced. Carbohydrate fermentation products include short and medium chain length fatty acids, lactate, alcohols, hydrogen, and carbon dioxide. Whereas the product spectrum of most amino acid fermentations are relatively well predictable based on general Strickland reaction pathways, the factors that determine the product spectrum of mixed culture fermentations remain to be identified. Consequently, which fermentation products are produced during carbohydrate fermentation in which conditions and by which microorganisms is a research topic that receives significant attention in recent years. It is evident that depending on the subsequent VFA recovery or processing steps it is of vital importance to have a proper control on the fermentation pattern obtained. An additional objective for optimization of the organic acid production process is the minimization of molecular hydrogen for maximization of the organic acid yield per substrate. Control and regulation of anaerobic carbohydrate fermentation furthermore receives a lot of research attention from the field of food microbiology as well as health related human and animal microbiome related research areas.
Numerous environmental factors determine the product spectrum of mixed culture fermentations and the microorganisms dominating the system. Factors that do play a role include pH, temperature, dilution rate in chemostat systems, type of carbohydrate substrate and concentration, product concentration, feeding pattern (continuous versus batch wise feeding), etc. (Temudo et al. 2007, 2008, 2009; Zoetemeyer et al. 1982a, b, d). At moderately acid to around neutral pH-values (4.5–7.0), glucose fermentation at mesophilic temperatures typically is dominated by a mixed butyrate/acetate fermentation pattern typically associated with Clostridium fermentations (Temudo et al. 2007, 2008). Potato starch based cultivation in a sequencing batch reactor at low pH-values (3.9) was found to result in selective enrichment of different Lactobacillus strains from different inocula and predominant lactate production (Liang et al. 2015). At higher pH-values (7.0–8.5) and thermophilic temperatures ethanol is often found to be a dominant product during continuous carbohydrate fermentation (Temudo et al. 2007; Zhang et al. 2014).
A pioneering modelling effort that intended to explain the product spectrum of mixed culture fermentation was conducted by Mosey (1983). This author assumed that the actual oxidation state of the NADH/NAD electron carrier was determined by the actual partial pressure of molecular hydrogen in the system. The NADH/NAD ratio subsequently determined which volatile fatty acid was produced, with more reduced products formed at increasing hydrogen partial pressures. Whereas Mosey focussed on fermentation patterns in biogas producing anaerobic digesters, others used a comparable starting point for modelling mixed culture carbohydrate fermentations in absence of methanogenesis (Kleerebezem et al. 2008; Rodriguez et al. 2006). Thermodynamic analysis of product formation pathways combined with product transport considerations enabled these authors to identify the optimal product spectrum in terms of bioenergy conservation potential. Based on experimental evidence (de Kok et al. 2013) electron carriers other than NADH/NAD were included in the second version of the model (Kleerebezem et al. 2008), resulting in dominant production of butyrate and acetate mixtures as fermentation products. This fermentation pattern typically is associated with Clostridium fermentations that indeed are often found to dominate at acid and around neutral pH-values and mesophilic temperatures. Since then the model has been extended to include electron bifurcation as electron transfer mechanism, resulting in a different product spectrum (Zhang et al. 2013).
Both the experimental and modelling efforts clearly demonstrate that not all mechanisms that determine the product spectrum of carbohydrate fermentations have been identified. More research is needed to elucidate what the selective mechanisms are for selection of product formation pathways and corresponding microorganisms in mixed culture fermentation processes.
3.2 Bioreactor development for high-rate organic acid production from wastewater
Partial pre-acidification of organic substrates is a widely applied pre-treatment step for high-rate anaerobic wastewater treatment. This process is typically conducted in large mixed tanks because the primary aim of this pre-treatment step is equilibration of the wastewater composition and concentration (Cohen et al. 1985, 1979). Partial pre-acidification enhances the formation of methanogenic granular biomass and therewith has a positive impact on subsequent methane production from the organic acids produced. Pre-acidification is particularly important for wastewaters with relatively high concentrations of carbohydrates and other readily fermentable organic matter.
For optimization of organic acid production in a VFA-platform based biorefinery concept, the VFA production step needs to fulfil other objectives to facilitate either direct VFA recovery, or post-processing to other products (see next section). Objectives for a wastewater treatment process aiming for VFA-production therewith are: (1) the extent of substrate acidification needs to be maximized, (2) the VFA composition should be controlled, (3) production of methane (or hydrogen) containing biogas should be minimized, (4) biomass concentrations in the bioreactor effluent should be minimized, and (5) compact bioreactors will need to be developed in order minimize the footprint and investment costs.
In our laboratory we are working on the development of the Granular Sludge process for volatile Fatty Acid production (GSFA) that can achieve these objectives. Granular sludge technology is successfully applied for both aerobic and anaerobic wastewater treatment, and also a first feasibility of the GSFA process has been demonstrated (Zoetemeyer et al. 1982c).
3.3 Bioprocess development and pre-treatment for organic acid production from biomass
There are a number of challenges to overcome for optimization of VFA production from biomass. Factors determining the efficiency of VFA production are explained based on Fig. 4. A two-step process is assumed consisting of (1) a lumped hydrolysis reaction catalysed by extracellular hydrolytic enzymes, and subsequent fermentation of the carbohydrate monomers to VFA, and (2) the production of methane containing biogas from VFA. For determining the end-product composition as a function of the retention time in the system, the process has been implemented in a continuous stirred tank reactor (CSTR). Critical factors that can be identified in the process are (1) the fraction of biodegradable organic matter, (2) the value for the hydrolysis rate constant (Kh), (3) and the critical retention time for VFA production.

Simplified representation of anaerobic digestion as a two-step process consisting of first order (particulate) substrate (P) hydrolysis and fermentation to volatile fatty acids (VFA) and subsequent microbial conversion of VFA to methane containing biogas (CH4) characterised by a maximum growth (μ) and substrate affinity constant (K S ). The lines show the products obtained (not to scale) as a function of the retention time in a CSTR-type bioreactor. The feedstock is characterized by a degradable and non-biodegradable fraction
Bioprocess optimization for VFA production from biomass typically aim for manipulating these critical factors:
-
Optimization of the operational conditions for VFA production can both aim for increasing the hydrolysis rate (increase Kh) through optimization of the operational pH or temperature, or by increasing the critical retention time required for biogas production by inhibiting methanogenesis. Effective inhibition of methane containing biogas production was shown to be feasible through operation at unfavourable pH-values or low solid retention times. It has for example been demonstrated that operational pH-values below 6 and elevated VFA-concentrations effectively inhibit methanogenic activity in the system enabling operation at significantly higher solid retention times. For feedstocks that are characterized by a very low hydrolysis rate constant and a low biodegradable fraction such as manure and secondary sewage sludge, it is evident that at around neutral pH-values it will be hard to separate VFA production and methanogenesis in space or time (Kleerebezem 2015).
-
Feedstock pre-treatment methods include thermal, mechanical, chemical (acid or alkaline) or biological (enzymatic) means. (Alzate et al. 2012; Montingelli et al. 2015). In relation to Fig. 4 these methods typically aim for increasing the biodegradable fraction of the biomass and/or increasing the value for the hydrolysis rate constant by improving the enzymatic accessibility of the substrate (Sanders et al. 2000). There is a large amount of literature available on pre-treatment of feedstock for biogas production, but only very few studies aimed for determining the impact of pre-treatment on the VFA production potential.
-
Operation as a CSTR or as a (repeated) batch (SBR) or plug-flow process also has a large impact on the extent that VFA and biogas production can be separated effectively in time or space. In a sequence of a two-step process in which the first step that is first order in substrate and the second a microbial growth process, a (sequencing) batch or plug-flow process is strongly preferred since the average hydrolysis rate is higher and the critical retention time for VFA production (Fig. 4) is significantly prolonged (Kleerebezem 2015). This effect is even more pronounced when taking into account product inhibition of the hydrolysis-fermentation process by the organic acids produced (Veeken et al. 2000).
-
Bioprocess development for VFA production from a feedstock with a high solid content can only be conducted in CSTR-type slurry reactors through addition of water, and subsequent solid–liquid separation for production of a VFA-rich liquid stream. Mixing in these slurry reactors and the solid liquid separation steps are energy intensive and consequently other bioreactor concepts have been developed for VFA leaching from a feedstock with a high solid content (>20 %) such as the heap leaching process (Cysneiros et al. 2008, 2012; Stella Cadavid-Rodriguez and Horan 2014). A limiting factor for the heap leaching process for VFA production is the mass transfer of organic acids from the solid to the liquid phase. Preferential flow (channelling) in the leach bed may result in strong concentration gradients and local inhibition of hydrolysis by organic acids and consequently a decrease in the observed hydrolysis rate achieved. The development of bioreactor concepts for more efficient VFA-leaching from a high solid feedstock is a potentially interesting but to date largely untouched field of research and development. One could think for example of a washing machine inspired VFA production reactor (Fig. 5), but a prerequisite of the bioreactor to be developed is that it can be operated in anaerobic conditions which may be difficult to achieve.
Fig. 5 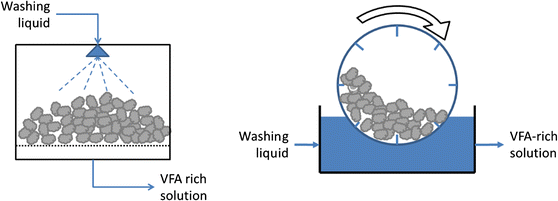
Process schemes for VFA production from particulate substrate: the left figure shows the heap leaching process and the right figure is a partially submerged rotating drum type of reactor

4 Valorisation of VFA
The primary fermentation within the VFA platform produces a mixture of short-chain carboxylates from organic-rich waste streams. These valuable carboxylates can be concentrated from the fermentation broth, for example by the use of nanofiltration (NF) membranes (Zacharof and Lovitt 2014), liquid/liquid extraction (Li et al. 2002), and anion exchange (Cao et al. 2002).
Besides direct concentration of the carboxylates from the fermentation broth, secondary (bio)conversion of the carboxylates facilitates product recovery. The production of biopolymers, such as polyhydroxyalkanoates (PHAs) that are produced by bacteria as intracellular storage compounds, simplifies product separation by solid–liquid separation. Secondary fermentation reactions, occurring either in the same reactor or in separate processes, enable production of more hydrophobic compounds that can be separated from the fermentation broth. Secondary fermentations include chain elongation to medium chain fatty acids (MCFAs) and electrosynthesis using bioelectrochemical systems (BES).
4.1 Membranes
Membrane separation of VFAs from the fermentation broth is a widely used process (Lee et al. 2008; Zacharof and Lovitt 2014). Membrane separation can be applied in-situ and has the big advantage of being easily scalable. Fermentation broth usually contains high concentrations of solids like biomass and salts that can have an adverse effect on the performance of the membrane and causes membrane fouling (Le-Clech et al. 2006). To overcome this problem extensive pretreatment is needed, including dilution, sieving and microfiltration (MF). Current research on nanofiltration (NF) of the pretreated liquid achieving retention ratios of 75% at an optimal pH of 7 (Zacharof and Lovitt 2014). The neutral pH during nanofiltration is needed since only acids in their dissociated form are being rejected by nanofiltration membranes. For anaerobic digestion processes with high acid concentrations performed at low pH this can be an economically unattractive condition (Fig. 6).

Principle of membrane separation using microfiltration (MF), ultrafiltration (UF), nanofiltration (NF) and reverse osmosis (RO)
4.2 Anion exchange and direct recovery
Acid removal using anion exchange is already extensively used for waste vegetable oil (Maddikeri et al. 2012). The possibility to use this process for lactate recovery was investigated by Cao et al. (2002) at a low pH of 2.0 with water as eluent, achieving a maximum recovery yield of 92 %. Salt ions did not affect the performance of the adsorption process, which is important since fermentation broth contains significant amounts of salts. Whether this process can be used for VFA recovery depends on the desired purity of the VFA since for the described adsorption method it is impossible to achieve a high product purity.
Recent studies focused on succinic acid recovery via anion exchange followed by ester formation (López-Garzón et al. 2014). In the catalysis dimethyl carbonate (DMC) is used as a solvent and reagent resulting in a high dimethyl succinate yield of 96%. Formation of methyl esters from VFAs is ongoing research with the focus on integration of the recovery and catalysis step to improve ester production and feasibility of the process itself (Fig. 7).

Succinic acid recovery via anion exchange and subsequent methylation using dimethyl carbonate (DMC) as being described by López-Garzón et al. (2014). The anion exchange resin (R) is in its bicarbonate form and contains a quaternary ammonium functional group (Q+) that catalyzes the reaction
Traditional bioelectrochemical systems (BES) were used to gain electric power from the oxidation of organic substrates (mostly acetate and other short-chain carboxylates) in a microbial fuel cell (MFC) (Rabaey et al. 2007). However, in more recent studies it was suggested that converting the organic substrates into chemicals, for example by microbial electrosynthesis (MES), had significant environmental and economic benefits (Foley et al. 2010; Rabaey and Rozendal 2010).
4.3 PHA production
Polyhydroxyalkanoates (PHAs) are storage polymers that are accumulated by many types of bacteria as an internal energy and carbon reserve. PHAs have properties comparable to petrochemical plastics and can also serve as a biofuel or building block for the synthesis of all kinds of chemicals (Chen 2009). Preferred substrates for PHA synthesis are butyrate, lactate and, to a lesser extent, acetate (Marang et al. 2013) which are major products from the primary fermentation of the VFA-platform (Agler et al. 2011). Since PHA storing bacteria extract the VFAs from the liquid phase and accumulate them intracellular, product recovery is greatly improved compared to direct VFA recovery.
Lab-scale experiments with synthetic substrates (i.e. acetate or lactate) showed a maximum PHA content of 0.90 gPHA gVSS−1 (Jiang et al. 2011; Johnson et al. 2009). Studies with wastewater achieved lower PHA contents of 0.75 gPHA gVSS−1 using fermented molasses (Albuquerque et al. 2010) and 0.77 gPHA gVSS−1 using fermented paper mill wastewater (Jiang et al. 2012). Recent pilot-scale experiments showed a comparable PHA content of 0.70 ± 0.05 gPHA gVSS−1 (Tamis et al. 2014).
Solids in the fermented wastewater and possible non-storing side-populations can influence the production rates of the system and should therefore be minimized. Other challenges remain in the field of cost-effective downstream processing without compromising the polymer quality, and identification of the best product utilization route. In this respect it is worthwhile to note that PHA may also serve as feedstock for biofuel (3-hydroxybutyrate methyl ester, HAME) production, or the production of specific chemical such acrylate and propene (Gao et al. 2011; Spekreijse et al. 2012; Zhang et al. 2009) (Fig. 8)

Simplified mechanism of polyhydroxyalkanoate (PHA) formation from two monomers. The R group is a hydrogen atom, alkyl, or alkenyl
4.4 MCFA production
Chain elongation is an anaerobic fermentation process in which ethanol and short-chain VFAs (mostly acetate) are converted into medium-chain VFAs (Steinbusch et al. 2011). Due to the longer carbon chain of the molecules they become more apolar and thus easier to extract from the fermentation broth.
Chain elongation based on synthetic medium (i.e. acetate and ethanol) achieved promising rates of 57.4 g l−1 day−1 with an MCFA selectivity above 80% at neutral pH and an HRT of 4 h (Grootscholten et al. 2013). The n-caproate and n-caprylate concentrations (9.3 and 0.3 g/l, respectively) are still below the solubility concentrations (n-caproate: 10.19 g/l and n-caprylate: 0.79 g/l) but an increase in HRT caused an increase in concentrations to 12.0 and 0.9 g/l for n-caproate and n-caprylate, respectively.
More realistic substrates for the chain elongation process include the use of effluent streams from syngas (Vasudevan et al. 2014) fermentations and yeast-fermentation beer (Agler et al. 2012). These fermentations were carried out at a lower pH of 5.5 to suppress methanogenesis. At pH 5.5 a larger fraction of the acids are in their undissociated form and thus become more toxic to the cell. ln-line liquid/liquid extraction was used to remove the undissociated acids from the broth, which resulted in a selectivity of 80% (Agler et al. 2012).
The low solubility and thus easy extraction of MCFAs gives MCFA fermentation a big advantage over ethanol distillation, which has a high energy demand. Given the fact that high concentrations of MCFAs are toxic to the cell, in-line MCFA extraction is needed to ensure high-rate MCFA production (Fig. 9).

Mechanism of reversed β-oxidation converting acetate to n-butyrate− followed by conversion of n-butyrate to n-caproate
5 Summary and outlook
A future bio-based society will rely on effective valorisation of agroindustrial resources. Even though anaerobic digestion for the production of methane containing biogas is a process that may contribute significantly to a sustainable biobased society, it may to some extent be replaced by (bio)processes aiming for production of biopolymers, medium chain length fatty acids, and other higher added value products from heterogeneous feedstocks formerly known as waste. An example that demonstrates the economic potential of one of these alternative biomass processing routes is shown below. The suitability of a feedstock for either biogas production or the production of higher added value products via the VFA platform will depend primarily on the fraction of readily fermentable organic matter. Feedstock with a high fraction of readily fermentable organic carbon—such as agro-industrial wastewaters, papermill wastewater, or the organic fraction of municipal solid waste) provide opportunities for production of higher added value products. A feedstock with a low fraction of readily fermentable organic matter—such as manure, secondary sewage sludge, or spent biomass from industrial fermentations—is more suitable for anaerobic digestion to methane containing biogas. Pre-treatment methods that are capable of significantly increasing the fraction of fermentable organic carbon can furthermore change the status of the feedstock to become more suitable for production of higher added value products.
Another aspect of production processes that use waste as feedstock, is that waste is a side-product of (agro)industrial production and therefore is not generated in a scalable amount. This means that whereas the scale of industrial production typically can be optimized economically, this is not possible for waste based production processes. In many cases this implies that the amounts of products that can be generated from a waste will be much smaller than those normally established during industrial production. This is for example the case for fertilizer production through nutrient recovery processes from wastewater treatment facilities that produce many orders of magnitude smaller amounts of product compared to Haber–Bosch or mining based artificial fertilizer production. This often implies that for effective product utilization a specific (local) niche market needs to be identified that can guarantee effective marketing of the product. The most favourable condition in this respect is achieved if the product of the waste valorisation process can be used in the infrastructure where the waste is generated. In this way a very short value chain can be established with a clear added value.
Example 1
PHA versus Methane containing biogas production from paper mill wastewater
We will consider a cardboard production facility generating 5000 m3/day (Q) wastewater in a closed water cycle. The wastewater contains volatile fatty acids at a concentration of 8 gCOD/L (VFA i ). The organic acids need to be removed from the wastewater to avoid VFA incorporation in the cardboard, yielding a bad smell when the cardboard gets wet. Both anaerobic digestion and PHA-production are considered for VFA removal from the recirculation water. PHA-production is based on the enrichment-accumulation process according to Johnson (Johnson et al. 2009). Taken a number of generalized parameters we can calculate the product revenues from both wastewater treatment processes assuming for simplicity reasons full VFA removal:
Process | Anaerobic digestion | PHA production |
|---|---|---|
Parameters | Y CH4/VFA = 0.9 gCOD/gCOD COD CH4 = 4 gCOD/g | Y PHA/VFA = 0.7 gCOD/gCOD Y X/VFA = 0.6 gCOD/gCOD Final COD–PHA content = 80 % (f PHA = 0.8) COD PHA = 1.67 gCOD/g υ = fraction substrate for PHA production \(PHA^{m} = Y_{PHA/VFA} \cdot VFA_{i}\), \(X^{m} = Y_{PHA/VFA} \cdot Y_{X/PHA} \cdot VFA_{i}\), |
Price end-product | € CH4 = 0.4 €/kg | € PHA = 2.0 €/kg |
Revenue calculation | \(Rev = \frac{{Q \cdot VFA_{i} \cdot Y_{CH4/VFA} \cdot {C\kern-15.5pt=}_{CH4} }}{{COD_{CH4} }}\) | \(\vartheta = \frac{{f_{PHA} \cdot PHA^{m} }}{{PHA^{m} - f_{PHA} \cdot \left( {PHA^{m} - X^{m} } \right)}}\) \(Rev = \frac{{Q \cdot VFA_{i} \cdot \vartheta \cdot Y_{PHA/VFA} \cdot {C\kern-15.5pt=}_{PHA} }}{{COD_{CH4} }}\) |
Revenue | 3.6 k€/day | 20.2 k€/day |
It is evident that the product revenues that can be obtained from PHA production are significantly higher than those obtained from anaerobic digestion. This does not directly mean that PHA-production is economically a much more attractive process option because the calculations do not take into account (1) the costs associated with bioprocess operation, (2) downstream processing required for product recovery, nor (3) potential subsidies for green gas production. Still, it is evident that there is significant economic room for establishment of PHA production in comparison with biogas production and research efforts in this field therefore aim for cost-effective process implementation and product recovery and utilization.
References
Agler MT, Wrenn BA, Zinder SH, Angenent LT (2011) Waste to bioproduct conversion with undefined mixed cultures: the carboxylate platform. Trends Biotechnol 29:70–78
Agler MT, Spirito CM, Usack JG, Werner JJ, Angenent LT (2012) Chain elongation with reactor microbiomes: upgrading dilute ethanol to medium-chain carboxylates. Energy Environ Sci 5:8189–8192
Albuquerque MGE, Torres CAV, Reis MAM (2010) Polyhydroxyalkanoate (PHA) production by a mixed microbial culture using sugar molasses: effect of the influent substrate concentration on culture selection. Water Res 44:3419–3433
Alzate ME, Muñoz R, Rogalla F, Fdz-Polanco F, Pérez-Elvira SI (2012) Biochemical methane potential of microalgae: Influence of substrate to inoculum ratio, biomass concentration and pretreatment. Bioresour Technol 123:488–494
Andriani D, Wresta A, Atmaja TD, Saepudin A (2014) A review on optimization production and upgrading biogas through CO2 removal using various techniques. Appl Biochem Biotechnol 172:1909–1928
Borjesson M, Ahlgren EO (2012) Cost-effective biogas utilisation—a modelling assessment of gas infrastructural options in a regional energy system. Energy 48:212–226
Cao X, Yun HS, Koo YM (2002) Recovery of l-(+)-lactic acid by anion exchange resin Amberlite IRA-400. Biochem Eng J 11:189–196
Chen G-Q (2009) A microbial polyhydroxyalkanoates (PHA) based bio- and materials industry. Chem Soc Rev 38:2434–2446
Cohen A, Zoetemeyer RJ, Vandeursen A, Vanandel JG (1979) Anaerobic digestion of glucose with separated acid production and methane formation. Water Res 13:571–580
Cohen A, Breure AM, Schmedding DJM, Zoetemeyer RJ, Vanandel JG (1985) Significance of partial pre-acidification of glucose for methanogenesis in an anaerobic-digestion process. Appl Microbiol Biotechnol 21:404–408
Cysneiros D, Banks CJ, Heaven S (2008) Anaerobic digestion of maize in coupled leach-bed and anaerobic filter reactors. Water Sci Technol 58:1505–1511
Cysneiros D, Banks CJ, Heaven S, Karatzas K-AG (2012) The effect of pH control and ‘hydraulic flush’ on hydrolysis and volatile fatty acids (VFA) production and profile in anaerobic leach bed reactors digesting a high solids content substrate. Bioresour Technol 123:263–271
de Kok S, Meijer J, van Loosdrecht MCM, Kleerebezem R (2013) Impact of dissolved hydrogen partial pressure on mixed culture fermentations. Appl Microbiol Biotechnol 97:2617–2625
Dominguez Cabanelas IT, Ruiz J, Arbib Z, Chinalia FA, Garrido-Perez C, Rogalla F, Nascimento IA, Perales JA (2013) Comparing the use of different domestic wastewaters for coupling microalgal production and nutrient removal. Bioresour Technol 131:429–436
Foley JM, Rozendal RA, Hertle CK, Lant PA, Rabaey K (2010) Life cycle assessment of high-rate anaerobic treatment, microbial fuel cells, and microbial electrolysis cells. Environ Sci Technol 44:3629–3637
Gao X, Chen JC, Wu Q, Chen GQ (2011) Polyhydroxyalkanoates as a source of chemicals, polymers, and biofuels. Curr Opin Biotechnol 22:768–774
Garcia-Ochoa F, Gomez E (2009) Bioreactor scale-up and oxygen transfer rate in microbial processes: an overview. Biotechnol Adv 27:153–176
Grootscholten TIM, Steinbusch KJJ, Hamelers HVM, Buisman CJN (2013) Improving medium chain fatty acid productivity using chain elongation by reducing the hydraulic retention time in an upflow anaerobic filter. Bioresour Technol 136:735–738
Jiang Y, Marang L, Kleerebezem R, Muyzer G, van Loosdrecht MCM (2011) Polyhydroxybutyrate production from lactate using a mixed microbial culture. Biotechnol Bioeng 108:2022–2035
Jiang Y, Marang L, Tamis J, van Loosdrecht MCM, Dijkman H, Kleerebezem R (2012) Waste to resource: converting paper mill wastewater to bioplastic. Water Res 46:5517–5530
Johnson K, Jiang Y, Kleerebezem R, Muyzer G, van Loosdrecht MCM (2009) Enrichment of a mixed bacterial culture with a high polyhydroxyalkanoate storage capacity. Biomacromolecules 10:670–676
Kleerebezem R (2015) Biochemical conversion: anaerobic digestion. In: De Jong W, Van Ommen J (eds) Biomass as a sustainable energy source for the future. Wiley, New Jersey, pp 441–467
Kleerebezem R, van Loosdrecht MCM (2007) Mixed culture biotechnology for bioenergy production. Curr Opin Biotechnol 18:207–212
Kleerebezem R, Van Loosdrecht MCM (2010) A generalized method for thermodynamic state analysis of environmental systems. Crit Rev Environ Sci Technol 40:1–54
Kleerebezem R, Rodriguez J, Temudo MF, van Loosdrecht MCM (2008) Modeling mixed culture fermentations; the role of different electron carriers. Water Sci Technol 57:493–497
Le-Clech P, Chen V, Fane TAG (2006) Fouling in membrane bioreactors used in wastewater treatment. J Membr Sci 284:17–53
Lee JW, Kim JO, Jung JT (2008) Concentration of organic acid from fermented food wastes using a MF/RO process. Mater Sci Forum 569:281–284
Li Z, Qin W, Dai Y (2002) Liquid − liquid equilibria of acetic, propionic, butyric, and valeric acids with trioctylamine as extractant. J Chem Eng Data 47:843–848
Liang S, Gliniewicz K, Mendes-Soares H, Settles ML, Forney LJ, Coats ER, McDonald AG (2015) Comparative analysis of microbial community of novel lactic acid fermentation inoculated with different undefined mixed cultures. Bioresour Technol 179:268–274
López-Garzón CS, van der Wielen LAM, Straathof AJJ (2014) Green upgrading of succinate using dimethyl carbonate for a better integration with fermentative production. Chem Eng J 235:52–60
Maddikeri GL, Pandit AB, Gogate PR (2012) Adsorptive removal of saturated and unsaturated fatty acids using ion-exchange resins. Ind Eng Chem Res 51:6869–6876
Marang L, Jiang Y, van Loosdrecht MCM, Kleerebezem R (2013) Butyrate as preferred substrate for polyhydroxybutyrate production. Bioresour Technol 142:232–239
Montingelli ME, Tedesco S, Olabi AG (2015) Biogas production from algal biomass: a review. Renew Sustain Energy Rev 43:961–972
Mosey FE (1983) Mathematical-modeling of the anaerobic-digestion process-regulatory mechanisms for the formation of short-chain volatile acids from glucose. Water Sci Technol 15:209–232
Niesner J, Jecha D, Stehlik P (2013) Biogas upgrading technologies: state of art review in European Region. In: 16th international conference on process integration, modelling and optimisation for energy saving and pollution reduction (Pres’13) 35, pp 517–522
Rabaey K, Rozendal RA (2010) Microbial electrosynthesis—revisiting the electrical route for microbial production. Nat Rev Microbiol 8:706–716
Rabaey K, Rodriguez J, Blackall LL, Keller J, Gross P, Batstone D, Verstraete W, Nealson KH (2007) Microbial ecology meets electrochemistry: electricity-driven and driving communities. ISME J 1:9–18
Rodriguez J, Kleerebezem R, Lema JM, van Loosdrecht MCM (2006) Modeling product formation in anaerobic mixed culture fermentations. Biotechnol Bioeng 93:592–606
Sanders WTM, Geerink M, Zeeman G, Lettinga G (2000) Anaerobic hydrolysis kinetics of particulate substrates. Water Sci Technol 41:17–24
Spekreijse J, Le Notre J, van Haveren J, Scott EL, Sanders JPM (2012) Simultaneous production of biobased styrene and acrylates using ethenolysis. Green Chem 14:2747–2751
Steinbusch KJJ, Hamelers HVM, Plugge CM, Buisman CJN (2011) Biological formation of caproate and caprylate from acetate: fuel and chemical production from low grade biomass. Energy Environ Sci 4:216–224
Stella Cadavid-Rodriguez L, Horan NJ (2014) Production of volatile fatty acids from wastewater screenings using a leach-bed reactor. Water Res 60:242–249
Tamis J, Lužkov K, Jiang Y, Loosdrecht MCMV, Kleerebezem R (2014) Enrichment of Plasticicumulans acidivorans at pilot-scale for PHA production on industrial wastewater. J Biotechnol Part A 192:161–169
Temudo MF, Kleerebezem R, van Loosdrecht M (2007) Influence of the pH on (open) mixed culture fermentation of glucose: a chemostat study. Biotechnol Bioeng 98:69–79
Temudo MF, Muyzer G, Kleerebezem R, van Loosdrecht MCM (2008) Diversity of microbial communities in open mixed culture fermentations: impact of the pH and carbon source. Appl Microbiol Biotechnol 80:1121–1130
Temudo MF, Mato T, Kleerebezem R, van Loosdrecht MCM (2009) Xylose anaerobic conversion by open-mixed cultures. Appl Microbiol Biotechnol 82:231–239
Tilche A, Galatola M (2008) The potential of bio-methane as bio-fuel/bio-energy for reducing greenhouse gas emissions: a qualitative assessment for Europe in a life cycle perspective. Water Sci Technol 57:1683–1692
van Lier JB, Mahmoud N, Zeeman G (2008) Anaerobic wastewater treatment. In: Henze M, Van Loosdrecht MCM, Ekama GA, Brdjanovic D (eds) Biological watewater treatment principles, modelling and design. IWA Publishing, London, pp 401–442
Vasudevan D, Richter H, Angenent LT (2014) Upgrading dilute ethanol from syngas fermentation to n-caproate with reactor microbiomes. Bioresour Technol 151:378–382
Veeken A, Kalyuzhnyi S, Scharff H, Hamelers B (2000) Effect of pH and VFA on hydrolysis of organic solid waste. J Environ Eng ASCE 126:1076–1081
Ward AJ, Lewis DM, Green B (2014) Anaerobic digestion of algae biomass: a review. Algal Res Biomass Biofuels Bioprod 5:204–214
Zacharof MP, Lovitt RW (2014) Recovery of volatile fatty acids (VFA) from complex waste effluents using membranes. Water Sci Technol 69:495–503
Zhang XJ, Luo RC, Wang Z, Deng Y, Chen GQ (2009) Application of (R)-3-hydroxyalkanoate methyl esters derived from microbial polyhydroxyalkanoates as novel biofuels. Biomacromolecules 10:707–711
Zhang F, Zhang Y, Chen M, van Loosdrecht MCM, Zeng RJ (2013) A modified metabolic model for mixed culture fermentation with energy conserving electron bifurcation reaction and metabolite transport energy. Biotechnol Bioeng 110:1884–1894
Zhang F, Chen Y, Dai K, Zeng RJ (2014) The chemostat study of metabolic distribution in extreme-thermophilic (70 A degrees C) mixed culture fermentation. Appl Microbiol Biotechnol 98:10267–10273
Zoetemeyer RJ, Arnoldy P, Cohen A, Boelhouwer C (1982a) Influence of temperature on the anaerobic acidification of glucose in a mixed culture forming part of a 2-stage digestion process. Water Res 16:313–321
Zoetemeyer RJ, Matthijsen A, Cohen A, Boelhouwer C (1982b) Product inhibition in the acid forming stage of the anaerobic-digestion process. Water Res 16:633–639
Zoetemeyer RJ, Matthijsen A, Vandenheuvel JC, Cohen A, Boelhouwer C (1982c) Anaerobic acidification of glucose in an upflow reactor. Biomass 2:187–199
Zoetemeyer RJ, Vandenheuvel JC, Cohen A (1982d) Ph influence on acidogenic dissimilation of glucose in an anaerobic digester. Water Res 16:303–311
Acknowledgments
The financial support from the Dutch Applied Science foundation (STW) and Paques BV through the VFA-platform program (Project No. 13002) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Kleerebezem, R., Joosse, B., Rozendal, R. et al. Anaerobic digestion without biogas?. Rev Environ Sci Biotechnol 14, 787–801 (2015). https://doi.org/10.1007/s11157-015-9374-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11157-015-9374-6