
Abstract
La2Ce2O7 (LC) has been identified as a promising thermal barrier coating (TBC) for use up to 1250 °C. In this study, a TBC system was deposited on grit-blasted Inconel 738 using atmospheric plasma spraying (APS) with NiCrAlY as the bond coat, followed by YSZ, and then LC as the top layer. The coatings were exposed to a mixture of molten Na2SO4 (45 wt.%) and V2O5 (55 wt.%) at 950 °C for hot corrosion. On the top LC layer, LaVO4, CeVO4 and CeO(1.66–2.00) formed as hot corrosion products after 4 h exposure. A reaction between YSZ and the corrosion products could not be observed due to the absence of YVO4. The hot corrosion mechanism of the LC-based TBC is also discussed in this study.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Thermal barrier coatings (TBCs) are commonly used to thermally insulate the structural components of modern gas turbine engines from hot environments and enhance the working temperature, thus improving engine efficiency [1, 2]. Usually, TBCs are processed by atmospheric plasma spraying (APS) due to their rapid production compared with other coating techniques. Conventional TBC ZrO2 was stabilized with 6–8 wt.% Y2O3 (YSZ). It is necessary to increase the combustion temperature, in order to increase the efficiency of engines. However, YSZ material begins to undergo phase transformation and rapid sinter-ability at temperatures much lower than 1200 °C. Hence, an alternative TBC material which works at such high temperatures is required.
More attention has been focused on zirconia doped with elements (such as Y2O5, CeO2, Sc2O3, Gd2O3, etc.) [3,4,5], fluorites [6,7,8,9], perovskites [10], and rare-earth zirconates [11]. Yb2Zr2O7, Sm2Zr2O7, Gd2Zr2O7, La2Zr2O7, La2Ce2O7, etc., are some of the potential candidates in fluorite-based TBC materials [6,7,8,9]. Among these fluorite-based TBCs, La2Ce2O7 (LC) possesses excellent thermal insulation, chemical resistance, and phase stability with an optimum mechanical stability [8, 12]. TBCs on structural components are successfully produced by physical vapor deposition and plasma spraying (APS). However, monolithic LC-based TBCs exhibit poor thermal cycling behavior due to the chemical interaction between the LC and Al2O3 (thermally grown alumina) over the intermetallic bond coat at elevated temperature. Therefore, the interaction of the underlying Al2O3 with the LC is suppressed by the addition of a thermally grown oxide layer (TGO). In view of this, functionally graded ceramic layered (LC and YSZ) TBCs are proposed, which exhibit a lifetime 10 times longer than that of TBCs with monolithic LC layers [13].
When TBCs work in an environment that contains impurities (formed from fuels), such as vanadium, sulfur and sodium, degradation of the coatings occurs due to molten deposits of the salts. Thus, major and critical failure (referred to as hot corrosion) occurs at the operating temperature of the TBCs [14, 15]. During high operating temperatures, vanadate and sulfate salts deposit over the TBCs in a molten state. Later, they react with the top ceramic coating, which ultimately leads to the degradation of TBCs during thermal cycling. Furthermore, the molten salts pass through the top ceramic layer and infiltrate into the underlying bond coat, ultimately leading to failure through oxidation of the bond coat. When conventional TBC and YSZ are exposed to molten V2O5, an excessive volume change occurs due to the interaction between V2O5 and Y2O3. This leads to the formation of ZrO2 (monoclinic) and thus the failure of the coating; spallation by coefficient of thermal expansion (CTE) mismatch is associated with the volume change during phase change [16].
ZrO2 stabilized with highly acidic oxides possesses excellent hot corrosion resistance. Subsequently, the cycling life of YSZ-based TBCs decreases with the doping of trivalent compounds [17]. The defects introduced as a result of doping of trivalent lead to the formation of corrosion salts, and this forms a sacrificial layer which inhibits further corrosion. It has been demonstrated that Ce2O3-stabilized ZrO2 possesses superior hot corrosion resistance to YSZ [18]. Co-doping of Y2O3 and Ta2O5 in ZrO2 results in potential resistance to molten Na2SO4 + V2O5 salt [19, 20]. Dual-layered TBCs with Gd2Zr2O7 and La2Zr2O7 as the top layer on the YSZ layer delayed the effects of hot corrosion by acting as a sacrificial layer [6, 7]. Similarly, the La2Zr2O7-based TBC has better hot corrosion resistance compared to that of YSZ coatings in the environment of molten V2O5 salt [14]. Additionally, early degradation of the YSZ and La2Zr2O7 coatings occurred, while the La2(Zr0.7Ce0.3)2O7 coating did not exhibit apparent degradation in the Na2SO4 + V2O5 environment at 900 °C [9]. Recently, LCs have been largely considered as effective thermal insulation ceramic layers in TBCs at working temperatures > 1250 °C. However, there is no adequate information on the structural stability and mechanical integrity of LCs in corrosive environments. In the current study, the hot corrosion of atmospheric plasma-sprayed YSZ/LC-TBCs in the vicinity of Na2SO4 + V2O5 at 950 °C was studied, and the related mechanisms associated with molten salt infiltration were discussed.
Experimental Procedures
Coating Preparation
Spray-dried 8YSZ (plasma spray grade > 99.5% purity with a particle size of ~ 125 µm) and LC (99.9% purity with a particle size range of − 160 + 325 mesh) were procured from Metco and Beijing Sun Spraying New Materials Co., Ltd. (China), respectively. The morphology of YSZ and LC was spherical and embedded with nano-sized particles. The YSZ/LC-based TBCs were coated on a Ni-based superalloy, Inconel 738 (thickness: 5 mm; diameter: 20 mm), by the atmospheric plasma spraying (APS) method. Prior to coating, the surface of Inconel 738 was grit-blasted using 20 µm Al2O3. Then, an intermetallic NiCrAlY bond coat was coated on the grit-blasted surface using the APS technique with an optimized processing parameter (Table 1). Above the NiCrAlY bond coat, 8YSZ and LC were deposited using the optimized processing parameters, as shown in Table 1; this material is referred to as APS-YSZ | LC (top).
Microstructural and Phase Characterization
The microstructure of the starting powders and the coatings were obtained using a scanning electron microscope (JEOL-JSM 7600F, Tokyo, Japan). The phases in the starting powders and the coatings were analyzed using X-ray diffractometry (XRD; Panalytical Empyrean DY1098, The Netherlands) with Cu as the target and an X-ray wavelength (λ) of 1.5405 Å, and the XRD patterns were recorded for a 2-theta interval of 10–80°.
Hot Corrosion Testing
The APS-YSZ | LC (top) TBCs were subjected to hot corrosion testing in a V2O5/Na2SO4 composite mixture at a weight ratio of 55:45 at an isothermal temperature of 950 °C for 4 h. The salt mixture was applied uniformly on the surface of the APS-YSZ|LC (top) at a concentration of ~ 25 mg/cm2. After isothermal heating at 950 °C for 4 h, the samples were furnace cooled to ambient temperature and subjected to microstructural and phase analysis.
Results and Discussion
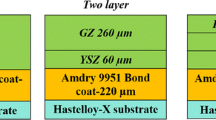
The morphology of the bond coat (NiCrAlY) and ceramic top coats (APS-YSZ|LC) obtained using atmospheric plasma spraying is shown in Fig. 1a–d. The morphology of the bond coat (Fig. 1a, b) confirmed complete splat formation with high roughness. The surface morphology of APS-YSZ|LC (Fig. 1c, d) shows a relatively smooth surface with sphere-shaped LC particles dispersed on the surface. This finding validated the complete melting and solidification of the LC. The cross-sectional micrograph of the plasma-sprayed APS-YSZ | LC (top) coating confirms that the coatings are well adhered to Inconel 738, as shown in Fig. 2. The boundaries of the NiCrAlY, YSZ, and LC coatings on the substrate are clearly distinguished. Furthermore, elemental mapping via EDS clearly revealed the distribution of the constituents in the coating.

Surface morphology of the a & b NiCrAlY and c & d APS-YSZ|LC coatings

Elemental mapping of the cross-sectional microstructure of the APS-YSZ | LC coating
The average thicknesses of the individual layers were about 99.0, 183.8 and 200.4 µm for the NiCrAlY, YSZ and LC layers, respectively. The thickness of the individual layer was achieved with one coating pass for NiCrAlY and two passes for YSZ and LC with a powder feed rate of 15 g/min. Additionally, these individual layers exhibited different levels of porosity.
Phase analysis of the APS-YSZ | LC (top) coating after hot corrosion at 950 °C in 45 wt. % Na2SO4 and 55 wt.% V2O5 for 4 h is shown in Fig. 3. The peaks in the XRD pattern confirm the reaction of corrosive salts with the top layer (LC) of the APS coatings. The LC layer reacts with the corrosive salt and forms by-products (LaVO4, CeVO4 and CeO (1.66–2.00)). Additionally, the stresses accumulate on the LC layer during hot corrosion, leading to spallation of the coating. The XRD pattern of the debris that formed due to spallation (Fig. 3) confirmed the dissociation of LC into LaVO4, CeVO4 and CeO (1.66–2.00). Furthermore, the XRD pattern obtained from the top surface of the APS-YSZ | LC (top) coating after blowing away the debris that formed during the hot corrosion test confirms the presence of additional phases on top of the phases present in the debris. An extra phase, SO4, was found on the top surface, where spallation occurred. This difference is attributed to the SO4 phases at the interface during the dissociation of NaSO4 + V2O5 increasing the stresses that lead to failure (coating spallation). Moreover, peaks corresponding to YSZ- or YSZ-related corrosion products (mainly YVO4) are not identified either at the coating surface or in the debris. This confirms that only a small fraction of the APS-YSZ | LC (top) coating interacts with the corrosive salts, and the remaining part of the top LC layer still adheres well to the underlying YSZ layer. This result confirmed the structural stability of the YSZ and LC interfaces after the hot corrosion test. The identified phases and the quantification (using XRD) are tabulated in Table 2.

X-ray diffraction pattern of hot corrosion tested APS-YSZ | LC (top) coatings and hot corrosion debris (formed due to spallation during hot corrosion)
Some new peaks appeared in the hot-corroded coatings that indicate the presence of LaVO4, CeVO4 and CeO(x). Additionally, no peaks corresponding to LC were detected in the APS coating or debris (after hot corrosion). This implies that the corrosion by-products are thick enough to cover the underlying part of the LC layer. The contact surface consists of uniformly distributed hot corrosion products (Fig. 4a–c), which exhibit cuboidal and particle-shaped morphologies. The elemental content on the surface of the hot-corroded APS-YSZ | LC (top) coatings was measured via EDS (Fig. 5), and the results are listed in Table 2. Elemental analysis (EDS) and phase analysis (XRD) confirmed the presence of the CeO2 phase.

a–c Surface morphology of the hot-corroded APS-YSZ | LC (top) coating

Elemental distribution in the hot-corroded surface of the APS-YSZ | LC (top) coating
The XRD pattern (Fig. 3) confirmed that the phases were LaVO4 and CeVO4, which can be identified as the (La, Ce)VO4 phase. Furthermore, the melting temperatures of V2O5 and Na2SO4 are ~ 885 °C and ~ 689 °C, respectively, which are lower than the hot corrosion testing temperature (950 °C).
In the corrosion salt mixture, the development of vanadate and NaVO3 at temperatures above 610 °C (melting temperature) is expressed as follows:
The liquid NaVO3 phase reacts with the top layer of the TBC (La2Ce2O7) and produces rare-earth vanadates (LaVO4 and CeVO4) and CeO2. Subsequently, the following reaction will be active
The hot corrosion of YSZ | LC (top) TBCs in the presence of molten V2O5 + Na2SO4 salt is most likely the result of the interaction between these compounds. This interaction forms the intermediate by-product NaVO3, which diffuses through the coating. Subsequently, NaVO3 interacts with La2Ce2O7 to form LaVO4, CeVO4 and CeO (1.66–2.00). During hot corrosion, evaporation of Na + occurs. Later, V2O5 reacts with LC and CeO2 to form LaVO4 and CeVO4. The formation of CeVO4 is limited as a result of limited corrosion duration.
Phase analysis and SEM show that the corrosive by-products of APS-YSZ | LC (top) in molten corrosive salts are CeVO4 and LaVO4. The reaction between the molten hot-corrosion salts and LCs involves the Lewis acid–base mechanism [9]. This is due to the comparable basicity of La2O3 and CeO2; additionally, the La2O3 and CeO2 in the LC react with V2O5 simultaneously.
Conclusion
The hot corrosion characteristics of atmospheric plasma-sprayed YSZ | LC (top) TBCs exposed to the molten salt Na2SO4 + V2O5 were investigated. During the exposure of molten Na2SO4 + V2O5 salt for 4 h at 950 °C, LaVO4, CeVO4 and CeO2 were formed at the surface of the TBC by the interaction between La2Ce2O7 and the molten salt (V2O5). As the hot corrosion proceeded, Na2SO4 decomposed to SO4 due to the evaporation of Na + and was found at the top of the TBCs. After the hot corrosion tests, the monoclinic ZrO2 and (La, Ce) VO4 crystals are formed as a by-product in YSZ | LC (top) coating. Furthermore, V2O5 reacts with La2Ce2O7 to form a certain amount of CeVO4 and LaVO4. As a result, permeable layers of (La, Ce) VO4 and CeO(1.66–2.00) formed after isothermal holding for 4 h at 950 °C. With the V2O5 salt, the corrosive product (Ce, La) VO4 was formed due to the direct interaction between the La2Ce2O7 and V2O5 solid solution in the molten state.
References
A. H. Pakseresht, M. R. Rahimipour, M. Alizadeh, S. M. M. Hadavi, and A. Shahbazkhan, in Research Perspectives on Functional Micro-and Nanoscale Coatings, (IGI Global, 2016), p. 396.
S. Ariharan, R. Hassan, A. Bhadauria, A. Tiwari, R. Tandon, Keshri AK, et al., Fundamentals of Thermal Spraying, CRC Press, 2022.
L. Sun, H. Guo, H. Peng, S. Gong, and H. Xu, Ceramics International 39, 3447 (2013).
S. Ariharan, A. Gupta, A. Keshri, A. Agarwal, and K. Balani, Nanoscience and Nanotechnology Letters 4, 323 (2013).
S. Ariharan, B. Wangaskar, V. Xavier, T. Venkateswaran, and K. Balani, Ceramics International 45, 18951 (2019).
Y. Ozgurluk, K. M. Doleker, and A. C. Karaoglanli, Applied Surface Science 438, 96 (2018).
Y. Ozgurluk, K. M. Doleker, H. Ahlatci, and A. C. Karaoglanli, Surface and Coatings Technology 411, 126969 (2021).
I. Parchovianská, M. Parchovianský, A. Nowicka, A. Prnová, P. Švančárek, and A. Pakseresht, Journal of Materials Research and Technology 24, 4573 (2023).
X. Wang, L. Guo, H. Peng, L. Zheng, H. Guo, and S. Gong, Ceramics International 41, 6604 (2015).
L. Guo, H. Guo, G. Ma, M. Abbas, and S. Gong, Ceramics International 38, 4345 (2012).
Y. Zhang, L. Guo, X. Zhao, and F. Ye, Materials Letters 136, 157 (2014).
X. Cao, R. Vassen, W. Fischer, F. Tietz, W. Jungen, and D. Stöver, Advanced Materials 15, 1438 (2003).
W. Ma, S. Gong, H. Li, and H. Xu, Surface and Coatings Technology 202, 2704 (2008).
B. R. Marple, J. Voyer, M. Thibodeau, D. R. Nagy, and R. Vassen, (2006).
K. L. Luthra and H. S. Spacil, Journal of Electrochemical Society 129, 649 (1982).
W. Hertl, Journal of Applied Physics 63, 5514 (1988).
F. M. Pitek and C. G. Levi, Surface and Coatings Technology 201, 6044 (2007).
S. Y. Park, J. H. Kim, M. C. Kim, H. S. Song, and C. G. Park, Surface and Coatings Technology 190, 357 (2005).
M. H. Habibi, L. Wang, J. Liang, and S. M. Guo, Corrosion Science 75, 409 (2013).
S. Raghavan, H. Wang, R. B. Dinwiddie, W. D. Porter, R. Vaβen, D. Stöver, et al., Journal of American Ceramic Society 87, 431 (2004).
Acknowledgements
This work is a part of dissemination activities of project FunGlass. This project has received funding from the European Union’s Horizon 2020 research and innovation program under Grant Agreement No 739566. Also, this work was supported by the VEGA grant no. 1/0171/21 and APVV grant no. APVV- 22-0070. The authors would like to thank Prof. Anup Kumar Keshri (IIT-Patna, India) for his consent to utilize the plasma spraying facility housed at IIT-Patna, India.
Funding
Open access funding provided by The Ministry of Education, Science, Research and Sport of the Slovak Republic in cooperation with Centre for Scientific and Technical Information of the Slovak Republic.
Author information
Authors and Affiliations
Contributions
AS prepared the LC-YSZ composites and V2O5-Na2SO4 salt mixture, analyzed the results, and wrote the manuscript; MP performed the SEM, EDS, and XRD analyses of the powders and coatings. PS prepared the LC-YSZ composite coating. PR performed the SEM and EDS analyses, RM contributed to the hot corrosion studies, AS revised the manuscript, AK provided facilities for coating deposition, and AP conceived the study, supervised the project, revised the manuscript, and provided research guidelines. All the contributors have read and subsequently agreed to publish the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ariharan, S., Parchovianský, M., Singh, P. et al. Hot Corrosion Behavior of La2Ce2O7-Based Plasma-Sprayed Coating. High Temperature Corrosion of mater. 101, 779–788 (2024). https://doi.org/10.1007/s11085-024-10244-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-024-10244-z