
Abstract
As reported in previous studies, the processing of Mo–Si–B alloys using additive manufacturing (AM) techniques, like directed energy deposition (DED) shows a high technical feasibility. The present work investigates the cyclic oxidation performance of an AM DED Mo–9Si–8B alloy. Depending on the temperature (800 °C, 1100 °C, 1300 °C), the oxidation mechanisms vary, which is due to different reactions at the surface of the alloys accompanied with mass changes of samples. These mass changes can be explained on the basis of microstructural investigations. However, compared to a powder metallurgically processed Mo–9Si–8B alloy, the AM-DED alloy shows competitive oxidation performance at potential application temperatures of 1100 °C and 1300 °C, while a catastrophic materials degradation occurs at 800 °C as also observed in other Mo-rich Mo–Si–B alloys.
Similar content being viewed by others
Introduction
With respect to the thermodynamic efficiency of turbine engines or stationary gas turbines current research on high temperature metallic materials focuses on Mo–Si–B alloys, which are potential candidates for novel turbine materials [1,2,3,4]. Those alloys are creep resistant materials for accessing harsh loading scenarios beyond Ni-based superalloys due to their excellent mechanical performance at ultra-high temperatures (> 1200 °C). Alloy compositions located within the so-called Berczik-triangle [5] of the ternary Mo–Si–B system offer promising characteristics for the focused applications. The specific combination of three phases, the BCC Mo solid solution phase (Moss) and the silicides Mo5SiB2 (D81 structure, T2) and Mo3Si (A15 type), enables a balanced characteristics for alloys taken from this compositional region. The three-phase microstructure offers a wide stability range up to high temperatures of around 1800 °C [6] which features a positive effect on the creep resistance. On the one hand, the comparably high amount of Moss phase (around 50%) reduces the oxidation resistance, but on the other hand, provides an essential advantage for the room temperature fracture toughness [7, 8]. In order to find a balance between the “weak” and “strong” microstructural constituents and thus, the resulting properties, it has to be taken into account that the alloy composition as well as the manufacturing technique has an essential influence on the microstructure evolution.
The most widely studied alloy composition of Mo–9Si–8B is able to combine acceptable properties at room temperature (fracture toughness) and excellent high temperature properties (creep and oxidation resistance) [9]. Particularly, when fabricated by powder metallurgical processing the alloy is composed of a continuous solid solution phase (Moss) with homogeneously distributed isolated silicide phases: Mo3Si and Mo5SiB2. An important innovation for this type of materials is the introduction of a one-step process via additive manufacturing (AM) which allows the production of complex near-net-shape bulk materials, e.g., turbine blades, as shown in Fig. 1. The feasibility of printing pre-alloyed Mo–Si–B powder materials via Directed Energy Deposition (DED) process was firstly demonstrated on a near-eutectic Mo-13.5Si-7.5B alloy by Schmelzer et al. [10]. For the present article, the alloy composition Mo–9Si–8B, which is known for its excellent property profile, was chosen for processing via AM DED.

As compared to the near-eutectic alloy, the Mo–9Si–8B alloy has a higher melting point of ~ 2360 °C, which might be challenging with regard to AM processing. Hence, in our previous studies [10, 13] the feasibility of processing Mo–9Si–8B, Mo-13.5Si-7.5B and Mo-16.5Si-7.5B alloys via AM process was evaluated by microstructure analysis as well as the correlation of AM microstructures to key mechanical properties. As shown in prior studies, the resulting microstructure has an essential influence on the high temperature properties, e.g., the oxidation and creep resistance [13,14,15,16].
As shown in Fig. 2, the oxidation behavior is significantly affected by the changes in matrix microstructure and volume fractions at different temperature regimes (between 800 and 1300 °C). Due to the competing oxide formation of Mo oxides and silicate glasses, the multiphase alloys consisting of Mo, T2 and Mo3Si display a poor oxidation resistance at 800 °C (so-called pesting) and 1000 °C compared to higher (1300 °C) temperatures. Particularly at 800 °C, the beginning formation of a boron-containing silica glass cannot provide a self-healing protective scale, additionally; the formation of voluminous Mo-oxides can lead to spallation of the scale.

Schematic of oxidation performance depending on the microstructure according to Supatarawanich [14]
Hence, alloys with a high volume fraction of large Mo-dendrites (Fig. 2 red curve) show the worst oxidation performance at 800 °C. In contrast, a protective glass scale can be formed at 1300 °C even when containing about 50 vol% bcc Mo solid solution phase. Additionally, the importance of the Mo3Si phase as a supply of Si is demonstrated, since the alloy with the smallest volume fraction of Mo3Si (Fig. 2 blue curve) did not passivate at 1300 °C. Hence, the boron content is too high resulting in a too low viscosity of the scale, lowering its protective effect. The near-eutectic microstructure (Fig. 2 green curve) provides a fine dispersion of T2, Mo, and Mo3Si, and thus displayed the best overall oxidation resistance for the temperatures tested [14]. Hence, according to Rioult et al. [17], the microstructure size scale has an important role as well. It was shown that microstructural refinement shortens the transient stage of oxidation and decreases the recession of Mo–Si–B alloys. The investigations showed that the Moss grains were the controlling factor in the duration of the transient period. Furthermore, the presence of nano-channels in the viscous glass formed above the Mo3Si phase was an important factor in overall mass loss. However, boron diffusion into the porous glass by a finely and homogeneously distributed T2 phase allows healing of the nano-channels by lowering the viscosity of the glass faster than for a coarse microstructure [17].
As the oxidation resistance in a wide temperature range is a decisive aspect for the potential use of AM DED Mo–Si–B alloys, the oxidation properties between 800 and 1300 °C were investigated in the present study. In order to evaluate the potential of the innovatively processed alloys, the results of cyclic oxidation were compared to the oxidation performance of other well investigated Mo–Si–B alloys (processed via powder metallurgy), which are chemically close and have similar microstructural features, i.e., larger primary Moss phases surrounded by a fine eutectic network.
Material and Methods
For additive manufacturing, the process of Directed Energy Deposition (DED) was chosen. As described in more detail [10], the solid raw materials (Mo > 99.95%, Si > 99.6% and B > 99.4% purity) were molten and superheated in a crucible (inductive heating system) and subsequently atomized into powder/droplets (converging/diverging nozzle, using Ar gas flow), which then was sized to the target fraction + 45/ − 90 µm. DED samples of approximately 10 × 10 x 5 mm3 in size were built out of the GA Mo–9Si–8B (at.%) powder. A steel 1.4301 (AISI 304) served as substrate material. The process was performed using induction preheating of the processing plane to approximately 600 °C. The laser beam source was a 2 kW diode laser, the beam diameter in the processing zone was 0.6 mm. The build-up was performed with a power of 70 W and a velocity of 500 mm/min through a continuous coaxial powder feed nozzle. An additional inert gas stream of 15 l/min Ar through the beam path improved the shielding from the surrounding atmosphere [10].
Microstructural investigations in the as-processed state and after oxidation treatment were carried out on samples cut via electrical discharge machining (EDM), subsequently embedded in a hot mounting polymer (Struers PolyFast). After wet-grinding from 500 down to 1200 grit, the specimens were polished with a 3 μm and 1 μm diamond suspension and finished by a colloidal silica suspension (OPS).
The microstructural observations were carried out by scanning electron microscopy (SEM-FEI ESEM XL30 FEG and Zeiss EVO 15 equipped with EDS). Additionally, electron backscatter diffraction (EBSD) analysis was performed to identify the phases using a Zeiss Merlin SEM equipped with a Nordlys EBSD camera and Aztec software package (Oxford Instruments).
Samples for cyclic oxidation tests were cut from the bulks in dimensions of 3 × 3 × 5 mm3. For cyclic oxidation certain temperature regimes and exposure times were chosen: (1) 800 °C/100 h, (b) 1100 °C/ 100 h and (c) 1300 °C/ 100 h. In order to study the oxidation kinetics, the exposure of samples in static air at certain temperatures was typically carried out at defined cycles. For the AM DED Mo–9Si–8B alloy, the intermediate weighing of samples was carried out every 10 min during the first hour, every 60 min up to 8 h and finally every 24 h until the total exposure time (100 h) was reached. The experimental performance was carried out at the IfKorr (Institut für Korrosions- und Schadensanalyse, Magdeburg, Germany) using a LF15/14 Nabertherm furnace and for the PM reference alloy at Otto-von-Guericke University in a Thermconcept (HTL04/ 18) furnace.
Before placing the samples (three per temperature regime) within the pre-heated furnace, the initial weight, using an analytical balance (Satorius Cubis®, Satorius AG, Germany) with an accuracy of 0.0001 g, and their dimensions were exactly determined. At the end of each cycle the samples were removed from the furnace, cooled down to room temperature under atmospheric conditions and carefully weighed to determine their mass loss after certain exposure times. Afterward the samples were re-exposed to the particular temperature regime described above. Finally, the macroscopic sample morphology and shape retention after finishing the total exposure time was recorded using stereomicroscopes (Olympus SZX7 and Zeiss Stemi 2000 C).
The resulting weight change curves were plotted vs. the exposure time, representing the predominant oxidation mechanisms. The oxidation rates were determined as the slope of the curves (in mg·cm−2·h−1), respectively. Additionally, in order to gain a better understanding of the temperature-dependent oxidation mechanisms, the microstructural features of the oxidized samples were studied via SEM. Therefore, the samples were prepared as described above.
In order to evaluate the oxidation properties of the AM DED Mo–9Si–8B alloy, other Mo–Si–B alloys reported by Krüger et al. [9], Majumdar et al. [18, 19], Burk et al. [20], Berczik [5] as well as Jéhanno et al. [21] having the same chemical composition, were used for comparison. The reference alloys were processed via powder metallurgical processing, including the mechanical alloying for materials investigated in [9, 18,19,20] or the He-[5]/Ar-[21] gas atomization as the first step. Afterward the pre-alloyed powders were consolidated either by using a CIP (cold-isostatic pressing)-sinter-HIP (hot-isostatic pressing) processing [5, 9, 20], in the present work summarized as powder metallurgical route (PM) or by using the field assisted sintering technology (FAST) [18, 19].
Results and Discussion
Microstructure After Processing
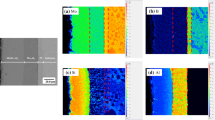
Initially, the microstructure inside the DED-fabricated specimen was analyzed. The microstructure of the as-processed AM DED Mo–9Si–8B alloy is depicted in Fig. 3a representing a primarily solidified Moss (Mo solid solution) phase, partly grown dendritically in the fusion zones resulting from the layer-wise laser cladding process. Apart from the fusion zone, the heat affected zone, shown in Fig. 3b, depicts regions of primarily solidified Moss phases embedded in a Mo3Si-Mo5SiB2 intermetallic matrix.

Microstructure of the DED manufactured Mo–9Si–8B specimen a distinct zones (fusion and heat-affected zone) resulting from the layer-wise laser cladding process b a typical section of the heat affected zone and its c phase identification via EBSD phase mapping: blue-Moss, yellow-Mo3Si and red-Mo5SiB2; d rather eutectic regions than primary solidified Moss dendrites (Color figure online)
The individual phase fractions are illustrated in Fig. 3c where the phases are allocated to approximately 62% of Moss (colored in blue in Fig. 3c), 25% of Mo3Si (yellow) as well as 13% of Mo5SiB2 (red) and thus present a microstructure dominated by the Moss phase.
Microstructural investigations of the complete DED-fabricated specimen showed that the distinct zones may vary in terms of phase fractions due to complex solidification procedure during AM processing. Hence, a deviating microstructure can be seen in the marginal areas of the DED-produced specimen. Accordingly, besides of the microstructure shown, there can also appear rather eutectic regions than primary solidified Moss dendrites (Fig. 3d). As can be seen later at the oxidation performance at 1300 °C a Moss depleted microstructure is beneficial for oxidation resistance. So, further studies should focus on the compositional optimization of preliminary powders as well as on the optimization of DED process parameters.
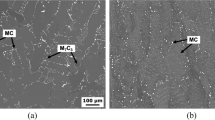
Comparing the microstructural constituents of AM DED Mo–9Si–8B to the reference alloys (see Table 1) it is obvious that the volume fraction of Moss as well as the grain size is significantly higher. This is not surprising since the primary gas atomized powders also have a high fraction of Moss by about 64%. However, the microstructure inside the DED build is very homogeneous and the Moss phase is favorably distributed as it is very close to a continuously distributed Moss phase. This shows that the previous gas atomization of the initial powders is not only beneficial for the powder flow and enables uniform build rates and enhanced adhesion between the single layers [22, 23], but also to create homogeneous microstructures.
Cyclic Oxidation Response at 800 °C
The temperature regime around 800 °C is the most challenging for Mo–Si–B alloys due to the “pesting” phenomenon [20] which is characterized by catastrophic oxidation caused by MoO3 evaporation. The results from the cyclic oxidation tests at 800 °C are shown in Fig. 4, representing an average curve of the three specimens tested for AM DED Mo–9Si–8B in comparison with PM Mo–9Si–8B reported by Burk et al. [20]. Both curves demonstrate the nonlinear mass loss with increasing exposure time. According to the oxidation mechanism map of Parthasarathy et al. [27], this represents a typical behavior for Mo–Si–B alloys in the specific temperature regime. This so-called pesting phenomenon is characterized by significant weight change right from the beginning followed by a slower linear mass loss rate. In case of AM DED Mo–9Si–8B, the mass loss is rather constant over the entire exposure time, offering a mass loss rate of – 1.18 mg·cm−2·h−1. Accordingly, while the PM Mo–9Si–8B [20] achieved a considerably lower mass loss after ~ 30 h, the weight change of the AM DED alloy continuously increases up to – 130 mg·cm−2. As depicted by the macroscopic image (inset in Fig. 4a), the surface of the specimen is strongly oxidized so that the original sample shape is no longer preserved. As illustrated in Fig. 4b, the non-protective glass layer is very porous and cracked, resulting in the formation of a pronounced internal oxidation zone. An EDS element mapping of the layer, depicted in Fig. 4c, shows the formation of a porous SiO2 scale which enables further oxygen diffusion. It can be assumed, that due to the high fraction of primary solidified Moss phase in this alloy, but only 13% of Mo5SiB2 phase, no significant reservoir for the formation B2O3 is present. Hence, the silica glass is unable to form a self-healing protective scale at intermediate temperatures.

a Mass loss curve of the AM DED Mo–9Si–8B alloy oxidized at 800 °C including a macroscopic image of the specimen after reaching the total exposure time of 100 h; in comparison with PM Mo–9Si–8B reported by Burk et al. [20]; layer formation after total exposure b at the edge of the specimen after exposure for 100 h and c EDS mappings for different elements indicating a layer of Mo oxide at the substrate interface, as also shown by Burk et al. [20, 28], and the porous SiO2 scale
Regardless of the alloy composition, the amount of Moss phase is not the only factor that influences the oxidation performance; the phase distribution and microstructure size scale has an important role as well. Even if the glass quickly covers the surface of the samples, the Moss grains are the controlling factor in terms of the duration of the transient period, as reported by Rioult et al. [17]. Hence, compared with PM Mo–9Si–8B, the oxidation resistance of the AM DED processed alloy is strongly affected by its coarser Moss grain size and lower amount of T2 phase.
Cyclic Oxidation Response at 1100 °C
Understanding the oxidation performance at 1100 °C is very important since it displays a critical temperature of current state-of-the-art Ni-based superalloys used in gas turbines, for which Mo–Si–B alloys are potential substitutes. Accordingly, many superalloy oxidation studies are done at this temperature. In contrast to the oxidation mechanisms at 800 °C accompanied with high initial mass losses, the oxidation behavior changes when the samples are exposed to air at higher temperatures. As depicted in Fig. 5a, after an initial mass loss during the first hours, only small mass losses were observed for the PM and AM DED Mo–9Si–8B alloys. In case of PM Mo–9Si–8B, the fine scaled microstructure features small diffusion paths for the reaction of O2 with the constituents Moss, Mo3Si or Mo5SiB2, so that a protective borosilicate layer can be formed very rapidly. However, compared with the PM alloys, AM DED Mo–9Si–8B shows a higher initial mass loss until reaching the plateau-like behavior which results from the slightly coarser microstructure, especially the coarser Moss phase (Fig. 5b), as also indicated by Jéhanno et al. and Rioult et al. [17, 21]. However, even if the microstructure of the He-GA Mo–9Si–8B alloy is expected to be as fine grained as the PM alloys, its oxidation behavior is worse due to the larger primary Moss phase regions.

a Mass loss curve of the AM DED Mo–9Si–8B alloy oxidized at 1100 °C including a macroscopic image of the specimen after reaching the total exposure time of 100 h; in comparison to PM Mo–9Si–8B by Krüger et al. [9] and Burk et al. [20] as well as He-GA Mo–9Si–8B investigated by Berczik [5] and Ar-GA and PM Mo-8.9Si-7.7B by Jéhanno et al. [21] and b cross-sectional BSE image showing the interface of different oxide layers with the Mo–9Si–8B alloy substrate oxidized at 1100 °C
As depicted by the macroscopic image, the present alloy maintained its original geometry reasonably well (inset in Fig. 5a), due to the formation of the protective SiO2-B2O3 scale. As illustrated in Fig. 5b, the oxide scale formed continuously over the sample surface but with varying scale thicknesses. While the general scale thickness is about 5 µm, the edges of the sample show thicknesses up to 40 µm. Those varying scale thicknesses result from the coarser phases of Moss, enlarging the diffusion paths for the formation of a protective scale.
Cyclic Oxidation Response at 1300 °C
According to the oxidation mechanism map by Parthasarathy et al. [27], the oxidation behavior at 1300 °C is characterized by an initial period of slight mass loss followed by passivation in which almost no further change in weight is measured, as shown in case of PM Mo–9Si–8B [18].
Generally, it is suggested that at 1300 °C, B2O3 helps to cover the surface by fluxing silica, but it begins to evaporate soon after the scale has covered the surface, resulting in a low B- containing silica. It was also reported, that the viscosity of the glassy silica changes drastically with small modifications in B2O3 content [27]. Thus, the low B-containing silica at 1300 °C probably has a sufficiently high viscosity to reduce significantly the MoO3 permeation. Additionally, the diffusivity of oxygen in B-silica is also slowed down significantly with lowered B-content; thus slower scale (silica) growth kinetics is predicted.
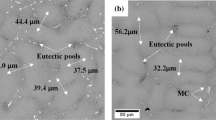
As depicted in Fig. 6, in case of the AM DED alloy, two types of oxidation behavior were observed. One sample, the AM DED Mo–9Si–8B (1), which represents the microstructure at the near-surface layer of the DED sample, showed almost no mass loss, whereas other samples which were taken from the typical microstructure inside the DED build (depicted as average curve AM DED Mo–9Si–8B (2&3)), showed a strong mass loss with significant oxidation effects on the surface. Figure 7 illustrates the differences in microstructure which are responsible for the different behaviors of AM Mo–Si–B samples, which correspond to the two types of microstructures already described in Fig. 3, i.e., for typical sections inside a built structure and the outer regions of a DED build.


Layer formation after total exposure (100 h) at 1300 °C for AM DED Mo–9Si–8B for specimen (1) and (2) as represented in Fig. 6; including EDS maps for the elements Mo, O, Si
As described earlier, primarily solidified Moss phase is partly grown dendritically in the fusion zones resulting from the layer-wise laser cladding process. Apart from that, the heat affected zone, shown in Fig. 3b, depicts regions of primarily solidified Moss phases embedded in a Mo3Si-Mo5SiB2 intermetallic matrix. Additionally, the marginal zones may vary in their phase composition so that can also appear rather eutectic regions than primary solidified Moss dendrites. And this is the case for the alloy AM DED Mo–9Si–8B (1) which represents a reduced amount (around 45 vol%) of primarily solidified Moss dendrites as well as binary Mo3Si-Mo5SiB2 and ternary Moss-Mo3Si-Mo5SiB2 eutectic regions which positively affect the formation of a uniform self-healing Si-B-O glass layer (Fig. 7). The glass layer formed continuously with a thickness of around 10 µm. In contrast, the alloys AM DED Mo–9Si–8B (2&3) suffer from their higher amount of Moss phase resulting in high mass losses. These observations presented here correspond very well to those of Supatarawanich et al. [14], showing that the near-eutectic microstructure (Fig. 2 green curve) provides a fine dispersion of T2, Mo, and Mo3Si, and thus displayed the best overall oxidation resistance for the temperatures tested. Hence, the AM DED Mo–9Si–8B specimen show no mass loss, which means that the original sample shape has been preserved (Fig. 6 curve (1) and respective micrograph in Fig. 7).
In contrast the alloys AM DED Mo–9Si–8B (2&3) show a significant mass loss of around − 170 mg·cm−2 right at the beginning of exposure, which stabilizes very quickly in a plateau-like behavior. As can be seen in Fig. 7, the microstructure is again dominated by the high amount of primarily solidified Moss phases, which initially hinders the rapid formation of the glass layer. Afterward an irregular SiO2 layer formed protecting the sample from further oxidation. The layer thickness is 10 times higher (around 100 µm) than for sample (1) but therefore shows a much higher porosity.
The observed divergent behavior is due to the local microstructural inhomogeneities resulting from DED processing. It must be investigated in future work, how modified processing parameters will affect the microstructure-property relationship.
Summary
In the present work, the technically relevant alloy composition of Mo–9Si–8B was successfully processed via AM DED. Apart from the laser cladding zones resulting typically from the layer wise cladding process, a homogeneous microstructure formed. It consists of primarily solidified Moss phases embedded in a silicide-dominated matrix of Mo3Si-Mo5SiB2 and Moss-Mo3Si-Mo5SiB2 eutectics. The focus of the present work is set on the oxidation mechanisms and scale formation behavior in this AM DED Mo–9Si–8B alloy which were studied in the temperature range of 800–1300 °C.
At 800 °C, the typical “pesting” behavior occurs resulting in high mass losses. Compared with PM Mo–9Si–8B, the oxidation resistance of the AM DED processed alloy suffers from its coarser grain size of the Moss phase and lower amount of silicide phases. Significantly lower mass losses occur at 1100 °C due to the changing oxidation mechanisms. After initial mass losses about − 30 mg/cm2 a protective SiO2-B2O3 scale formed continuously over the sample surface, protecting the sample from further oxidation accompanied with reaching a plateau-like behavior in the mass change curves. At 1300 °C, two different oxidation performances were observed, which could be explained by the locally different microstructures. The specimen AM DED Mo–9Si–8B (1) benefits from the reduced amount of primary Moss phases in combination with ultra-fine binary and ternary eutectics. In contrast, the AM DED Mo–9Si–8B (2) suffers from significant mass loss (− 170 mg·cm−2) right at the beginning of exposure, which is caused by the high amount of larger Moss regions hindering the rapid layer formation.
Despite from the divergent behavior of samples taken from the inner and outer region of the AM build observed at 1300 °C, the DED alloy follows the well-known oxidation schematic of Mo–Si–B alloys. It is assumed that local microstructural deviations could be reduced by optimizing the DED process. However, in case of DED Mo–9Si–8B the process-dependent depletion of the Moss phase in the outer layer of the built samples supports the oxidation protection of the bulk.
References
W.O. Soboyejo, T.S. Srivatsan, Advanced Structural Materials: Properties, Design Optimization, and Applications, CRC Press, Boca Raton, 2006.
G. Hasemann, D. Kaplunenko, I. Bogomol, M. Krüger, Near-Eutectic Ternary Mo-Si-B Alloys: Microstructures and Creep Properties, JOM. 68 (2016) 2847–2853. doi:https://doi.org/10.1007/s11837-016-2073-0.
A.P. Alur, N. Chollacoop, K.S. Kumar, Creep effects on crack growth in a Mo-Si-B alloy, Acta Mater. 55 (2007) 961–974. doi:https://doi.org/10.1016/j.actamat.2006.09.028.
K. Yoshimi, S. Nakatani, N. Nomura, S. Hanada, Thermal expansion, strength and oxidation resistance of Mo/Mo5SiB2 in-situ composites at elevated temperatures, Intermetallics. 11 (2003) 787–794. doi:https://doi.org/10.1016/S0966-9795(03)00073-6.
D.M. Berczik, U.S. Patents 5,595,616 und 5,693,156 (1997).
S.H. Ha, K. Yoshimi, K. Maruyama, R. Tu, T. Goto, Compositional regions of single phases at 1800°C in Mo-rich Mo-Si-B ternary system, Mater. Sci. Eng. A. 552 (2012) 179–188. doi:https://doi.org/10.1016/j.msea.2012.05.028.
J.H. Schneibel, C.T. Liu, D.S. Easton, C.A. Carmichael, Microstructure and mechanical properties of Mo – Mo3Si – Mo5 SiB2 silicides, Mater. Sci. Eng. A. 261 (1999) 78–83.
J.H. Schneibel, P.F. Tortorelli, R.O. Ritchie, J.J. Kruzic, Optimization of Mo-Si-B intermetallic alloys, Metall. Mater. Trans. A. 36 (2005) 525–531. doi:https://doi.org/10.1007/s11661-005-0166-4.
M. Krüger, P. Jain, K.S. Kumar, M. Heilmaier, Correlation between microstructure and properties of fine grained Mo-Mo3Si-Mo5SiB2 alloys, Intermetallics. 48 (2014) 10–18. doi:https://doi.org/10.1016/j.intermet.2013.10.025.
J. Schmelzer, S.K. Rittinghaus, A. Weisheit, M. Stobik, J. Paulus, K. Gruber, E. Wessel, C. Heinze, M. Krüger, Printability of gas atomized Mo-Si-B powders by laser metal deposition, Int. J. Refract. Met. Hard Mater. 78 (2019) 123–126. doi:https://doi.org/10.1016/j.ijrmhm.2018.08.016.
E. Alliance, https://www.enginealliance.com/gp7200/ (2020).
O. Kauss, H. Tsybenko, K. Naumenko, S. Hütter, M. Krüger, Structural analysis of gas turbine blades made of Mo-Si-B under transient thermo-mechanical loads, Comput. Mater. Sci. 165 (2019) 129–136.
M. Krüger, J. Schmelzer, D. Fichtner, C. Heinze, Y. Küsters, S.K. Rittinghaus, A. Weisheit, R. Heinz, L. Gerking, K. Gruber, S. Schmigalla, S. Schultze, Recent advances in additive manufacturing of Mo-Si-B alloys - A status report on the cooperative project LextrA - A s, IOP Conf. Ser. Mater. Sci. Eng. 882 (2020). doi:https://doi.org/10.1088/1757-899X/882/1/012011.
V. Supatarawanich, D.R. Johnson, C.T. Liu, Effects of microstructure on the oxidation behavior of multiphase Mo-Si-B alloys, Mater. Sci. Eng. A. 344 (2003) 328–339. doi:https://doi.org/10.1016/S0921-5093(02)00446-X.
V. Supatarawanich, D.R. Johnson, C.T. Liu, Oxidation behavior of multiphase Mo-Si-B alloys, Intermetallics. 12 (2004) 721–725. doi:https://doi.org/10.1016/j.intermet.2004.02.011.
P. Jain, K.S. Kumar, Tensile creep of Mo – Si – B alloys, Acta Mater. 58 (2010) 2124–2142. doi:https://doi.org/10.1016/j.actamat.2009.11.054.
F.A. Rioult, S.D. Imhoff, R. Sakidja, J.H. Perepezko, Transient oxidation of Mo-Si-B alloys: Effect of the microstructure size scale, Acta Mater. 57 (2009) 4600–4613. doi:https://doi.org/10.1016/j.actamat.2009.06.036.
S. Majumdar, B. Gorr, H.J. Christ, D. Schliephake, M. Heilmaier, Oxidation mechanisms of lanthanum-alloyed Mo-Si-B, Corros. Sci. 88 (2014) 360–371. doi:https://doi.org/10.1016/j.corsci.2014.07.058.
S. Majumdar, D. Schliephake, B. Gorr, H.J. Christ, M. Heilmaier, Effect of yttrium alloying on intermediate to high-temperature oxidation behavior of Mo-Si-B alloys, Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 44 (2013) 2243–2257. doi:https://doi.org/10.1007/s11661-012-1589-3.
S. Burk, B. Gorr, V.B. Trindade, H.J. Christ, Effect of Zr addition on the high-temperature oxidation behaviour of Mo-Si-B alloys, Oxid. Met. 73 (2010) 163–181. doi:https://doi.org/10.1007/s11085-009-9175-9.
P. Jéhanno, M. Böning, H. Kestler, M. Heilmaier, H. Saage, M. Krüger, Molybdenum alloys for high temperature applications in air, Powder Metall. 51 (2008) 99–102. doi:https://doi.org/10.1179/174329008X313379.
T. Mukherjee, J.S. Zuback, A. De, T. DebRoy, Printability of alloys for additive manufacturing, Sci. Rep. 6 (2016) 1–8. doi:https://doi.org/10.1038/srep19717.
D. Schulze, Pulver und Schüttgüter, 2014. doi:https://doi.org/10.1007/978-3-642-53885-8.
C. Hochmuth, D. Schliephake, R. Völkl, M. Heilmaier, U. Glatzel, Influence of zirconium content on microstructure and creep properties of Mo-9Si-8B alloys, Intermetallics. 48 (2014) 3–9. doi:https://doi.org/10.1016/j.intermet.2013.08.017.
M. Krüger, D. Schliephake, P. Jain, K.S. Kumar, Effects of Zr Additions on the Microstructure and the Mechanical Behavior of PM Mo-Si-B Alloys, JOM. 65 (2013) 301–306. doi:https://doi.org/10.1007/s11837-012-0475-1.
J. Becker, Development of Density Reduced Mo-Si-B Alloys, Dr. Thesis. (2019), p. 117. https://doi.org/10.25673/32314.
T.A. Parthasarathy, M.G. Mendiratta, D.M. Dimiduk, Oxidation mechanisms in Mo-reinforced Mo5SiB2 (T2)–Mo3Si alloys, Acta Mater. 50 (2002) 1857–1868.
S. Burk, B. Gorr, H.J. Christ, High temperature oxidation of Mo-Si-B alloys: Effect of low and very low oxygen partial pressures, Acta Mater. 58 (2010) 6154–6165. doi:https://doi.org/10.1016/j.actamat.2010.07.034.
Acknowledgements
The presented research was funded by the cooperative BMBF project „LextrA” (03XP0094). Some oxidation experiments were performed within the DFG project “Active oxidation protection coatings for Mo–Si–B high temperature materials” (DFG nb. 317275772). We thank Dr. E. Wessel (Research Center Jülich, Germany) for his assistance with the SEM and EBSD analysis of the initial state of the alloy.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Becker, J., Schmigalla, S., Schultze, S. et al. High Temperature Oxidation Performance of an Additively Manufactured Mo–9Si–8B Alloy. Oxid Met 97, 167–181 (2022). https://doi.org/10.1007/s11085-021-10082-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-021-10082-3