
Abstract
New ductile experimental FeCrAl alloys, based on the composition of Fe–10Cr–4Al, were exposed to stagnant liquid lead at 750 °C for up to 1970 h. Two exposures with different test conditions were performed: one with addition of oxygen (as H2O) to the liquid lead and one without. The experimental alloys showed generally good oxidation and self-healing properties. The exposures showed that this specific category of steels has the potential to operate in liquid lead at very high temperatures with only minor oxidation. With this new material development, new energy technologies such as the CSP plants may be able to utilize liquid lead at very high temperatures as heat transfer fluid, thus achieving increased thermal efficiency.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A promising clean energy production technology that could reduce the world’s dependency on fossil fuel is the concentrated solar power (CSP) technology, which has the potential to reach high efficiencies by utilizing high temperatures. However, today CSP plants are limited to operational temperatures below 600 °C. The limitations are mainly due to the disintegration of conventional liquid heat transfer fluids (HTFs), such as nitrate-based solar salts, but also by the corrosion rates of commercial construction materials that will increase with temperature [1,2,3,4,5,6]. These drawbacks have initiated a search for HTFs that are better suited at high temperatures and high heat fluxes, and here, liquid lead has been suggested as a potential candidate. Lead has the unique property of a high boiling point (1750 °C), low vapour pressures and chemical stability, combined with high thermal conductivity, compared to that of today’s commercial solar salts [7, 8].
By increasing the temperatures, it would open up the possibility to use supercritical CO2 in combination with a Brayton cycle in the secondary loop, rather than the commonly used steam Rankine cycle. This would be beneficial for several reasons such as increased thermal efficiencies, reduced plant size (i.e. reduced capital costs) as well as reduced greenhouse gas emissions and lower water consumption [9,10,11].
In the European programme Horizon 2020 [12], a project called NEXTOWER [13] is aiming to develop and construct a pilot CSP test facility, using liquid lead at 750 °C (or higher) as HTF. To achieve this goal, the development of a new, ductile and corrosion-resistant steel is a necessity. Therefore, the aim of this work is to assist in the development of a corrosion-resistant alloy, with good manufacturing properties, which could operate under these conditions.
Liquid lead, at temperatures above 550 °C, is a severely corrosive medium, especially for chromia (Cr2O3)-forming austenitic steels [14, 15]. The corrosion mechanism here is mainly liquid metal dissolution. Alumina (Al2O3)-forming ferritic Fe–Cr–Al-based alloys (FeCrAl) are well known for their superior oxidation properties at temperatures above 1000 °C in air but have also shown interesting corrosion properties in liquid lead at temperatures up to 550 °C [9, 14,15,16,17,18,19,20,21,22,23,24,25,26,27,28]. Commercial FeCrAl alloys usually have high Cr (15–22 wt%) and high Al (4.5–5.5 wt%) contents. These high Cr and Al contents have given the materials their good oxidation properties, but it also renders them susceptible to embrittlement in specific temperature regions [29], and a poor work- and weldability [19, 30]. However, earlier work has shown that these drawbacks can be avoided by lowering the Cr and Al contents to 10 wt% and 4 wt%, respectively, and yet maintain a good corrosion resistance [9, 14, 16,17,18, 30].
In line with the recent material development, this work has focused on the newest generation of Fe–10Cr–4Al alloys, exposed to liquid lead at 750 °C, for up to 1970 h.
Materials and Experiments
Materials
In total, 25 small heats (2 kg) of experimental Fe–10Cr–4Al alloys, with different RE additions, were produced in a vacuum induction melting (VIM) furnace. The experimental alloys were hot-worked and annealed according to Sandvik standard procedure for FeCrAl alloys. The two best experimental alloys were chosen for this study and were compared with the commercial alloy Kanthal APMT™. The experimental alloys were all based on the 10 wt% Cr and 4 wt% Al composition, see Table 1 for more details. An earlier study [18] has shown that the formation of chromium carbides, just below the surface, hampers the formation of a protective alumina scale. It was also shown that this problem could be avoided by introducing stronger carbide formers in the metal matrix. The Thermo-Calc software [31] was used to simulate the effects of various strong carbide formers (Reactive Elements, RE), such as Ti and Zr. Two alloys of the produced series were selected for this study. Table 2 shows the composition of the reference alloy, APMT, used in this work.
The samples were cut into coupons with a size of 30 × 12 × 2 mm (30 × 12 × 1 mm for APMT), then polished to 500 grits and washed with ethanol and distilled water before exposure.
Liquid Lead Exposure Facility
The exposures were done in a COSTA tube furnace, developed by Karlsruhe Institute of Technology (KIT) [32]. The samples were mounted vertically in alumina crucibles filled with lead shots. The crucibles were inserted into a quartz glass tube inside the COSTA furnace. The quartz tube is closed in one end and open in the other. The open end can be closed with a removable endcap equipped with gas inlet and outlet connections. To control the oxygen levels, a gas mixture of Ar–H2–H2O was used to buffer the oxygen potential and to control the amount of oxygen dissolved in the liquid lead. The water vapour was introduced to the mix by directing pure Ar gas through a water bath at 25 °C. The Ar gas with added H2O was then mixed with a Ar–H2 gas, containing 5% H2. The Ar–H2–H2O gas mixture was then introduced at the gas inlet of the endcap of the furnace tube. The flow rate of the Ar–H2–H2O gas was 5.75 cm/min inside the quartz tube during the first “high-oxygen” exposure, and the flow rate of the Ar–H2 gas was 5.03 cm/min inside the quartz tube during the second “low-oxygen” exposure. The oxygen level in the system was measured at the gas outlet, using a yttria-stabilized zirconia (YSZ) oxygen probe, made by ZIROX GMHB [33].
An Ar–H2 (5% H2) gas mixture was flushed through the system for about 24 h, to remove air residues before the temperature was raised. When 750 °C had been reached, the proper exposure gas was used throughout the exposure.
Analysis and Material Characterization
After the exposure, the samples were immersed into a solution of acetic acid (C2H4O2), hydrogen peroxide (H2O2) and deionized water, with a ratio of 1:1:7 for 1 h to remove residual lead. The cleaned samples were then cut in two halves along the longitudinal axis and baked into Bakelite moulds with the cut side exposed. The Bakelite moulds were sanded down to a final polishing step using Struers OP-S (0.04-μm silica suspension) [34].
The cross sections were subjected to initial characterization and analysis using a Philips XL 30 Scanning Electron Microscope (SEM) [35], equipped with a system for energy-dispersive spectroscopy (EDS) for elemental analysis.
High-magnification images, as well as composition analyses, were made using a Zeiss 1540 CrossBeam Field Emission Gun SEM (FEG-SEM) [36], equipped with EDS and an angle sensitive backscatter electron detector (AsB).
Analysis and micrographs were taken along the entire cross section of each sample.
Experimental Layout and Test Parameters
The experiments were designed to simulate two different conditions, see Table 3.
The first set-up was to simulate conditions in a thermal CSP with a small amount of added oxygen (as H2O), to achieve enough amount of dissolved oxygen in the liquid lead to allow the alloys to self-heal damaged parts of the oxides. The duration of this experiment was 1970 h.
The second experiment was set to simulate conditions with very low oxygen content in the liquid lead, thereby potentially hindering the self-healing effect of the alumina scale. To achieve a low oxygen potential, a gas mixture of Ar–H2, only, was used. A small amount of oxygen could be still detected by the oxygen sensor. This was due to the ppm levels of O2 and H2O contaminants in the gas tubes. The H2/H2O ratio was calculated from the measured pO2 for this experiment. The duration of the low-oxygen exposure was 650 h.
Oxygen concentrations (wt%) in the liquid lead were calculated from the H2/H2O ratios and exposure temperature. The wt% O dissolved in the liquid lead can be plotted in an Ellingham diagram as seen in Fig. 1. See previous work done by Müller et al. [33] and Risold et al. [37] for more details on how the formulas and lines are extracted from the H2/H2O ratio.

Visual representation of the equilibrium systems for the exposures I and II in an Ellingham diagram. Correlations between oxygen partial pressure, H2/H2O ratio and dissolved oxygen concentration in the liquid lead, as a function of temperature, are illustrated. The Fe/FeO, FeO/Fe3O4 and PbO lines are added as reference points. The broken lines represent some calculated equilibrium amount of oxygen iso-concentrations in the liquid lead (in wt%) as a function of temperature and oxygen pressure
Three different samples were used for each test condition, see Table 4. For the NEXTOWER project, the corrosion resistance of overlay welds (e.g. tungsten inert gas (TIG)) is of interest. Therefore, TIG re-melts were applied along the centre of each sample before the exposure of test condition II. Due to the good weldability, no pre- or post-heat treatment was needed. These samples were also bent into a tight 180° U bends, to evaluate both the weld and crevice corrosion in the liquid lead. The TIG re-melted samples were not polished to 500 grits after the welding, but left with the oxides and impurities formed after this process.
Results
Test Condition I: With H2O
In an early stage of the exposure to test condition I, the quartz glass tube cracked due to pressure build-up, caused by clogging inside the ZIROX oxygen sensor. This leads to air leakage and formation of PbO at the liquid lead surface. The PbO(s) will easily react with the alumina scale already formed on the metal surface and destroy its protective properties. The ruptured quartz glass tube was replaced roughly 5 h after the incident, and the exposure was continued after the correct gas atmosphere was established. The samples were not replaced after the incident in order to evaluate their ability to heal the alumina oxide and survive after such incidents.
In Fig. 2, an overview of the samples after the exposure to test condition I is shown. Note that the residual lead had not been removed when the images were taken.

Overview of the samples exposed to test condition I. The height of samples is around 30 mm
In the following figures, a rectangular shape is shown to represent the samples. The green area represents the studied cross section, i.e. the part that was immersed in the lead, and the red square indicates the area where images were taken.
Figure 3 shows images from the area representing the gas/lead interface. Large oxide nodules were observed on samples 2–13 and APMT. Higher magnification of the oxide nodule on alloy 2–13 is shown to highlight the structure of these defects.

Images at the gas–lead interface of each sample. Experimental alloy 2–13 and reference alloy APMT showed a stronger tendency towards formation of large oxide nodules at the interface
Figure 4 shows SEM images from the bottom edges immersed in the lead. Large oxide nodules were detected on sample 2–13, while samples 2–8 and APMT showed no sign of such defects in this region.

Images at the bottom edges in the lead region of each sample. Experimental alloy 2–13 showed a stronger tendency towards formation of large oxide nodules at the edges compared to alloy 2–8 and APMT
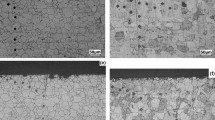
In Fig. 5, SEM images close to the gas–lead interface are shown. Here, mixed (Fe,Cr,Al) oxides, up to 100 μm in thickness, were detected on all samples. A thin alumina scale was formed beneath the thick mixed oxide, which shows signs of self-healing properties.

A thick mixed oxide was formed on all samples in the liquid lead region close to the gas–lead interface. The thickness could be due to the accidental air leakage during the start of the experiment. A thin alumina scale had been formed beneath the thick mixed oxide
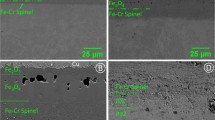
In Fig. 6, SEM images deeper in the lead region show formation of alumina scales. The light-grey particles seen in the bulk material of APMT contain Mo and/or REs. Lead (white contrast) has penetrated the oxide on APMT down to the oxide–metal interface. A small nodular (less than 5 μm deep) can be seen on the cross section of alloy 2–13 consisting of Al-rich oxide.

Thin and Al-rich protective oxides have been formed on the surfaces of the experimental samples deeper in the liquid lead. However, the oxide formed on the reference sample APMT shows a non-protective nature as lead has penetrated down to the substrate material
In Fig. 7, analyses made on sample 2–13 are shown. These analyses were taken at an area where a higher degree of oxidation had occurred (i.e. closer to the gas phase). A thin alumina scale had been formed beneath the thick oxide. The quantities are given in at.%. The detected Ti contents were 0.8 at.% and 0.4 at.% for spectra 1 and 2, respectively.

Example of Ti detected in or close to the protective Al-rich oxide. Analyses were made on experimental alloy 2–13
Test Condition II: Without H2O
Figure 8 shows an overview of the welded and bent samples after the exposure to test condition II. Note that the residual lead has not been removed when the images were taken. The TIG welds were positioned vertically in the centre of the samples, exposing the welded surface to the liquid lead including the 180° bends. The TIG weld of the APMT sample cracked upon deformation.

Overview of TIG-welded, U-bended samples from experiment II. The height of the bent samples is around 20 mm
The U-bended samples were mechanically cut a few mm above the bottom of the bend, and the cross sections were polished down to 4000-grit paper before analyses.
All samples had formed a protective alumina scales across the majority of the surfaces. In Fig. 9, the crevices of 2–8 and APMT are shown. One oxidized area (about 40 μm deep) of (Al,Cr)-rich oxide was observed in the cross section of APMT.

Crevices of experimental alloy 2–8 to the left and reference alloy APMT to the right. More lead has entered the wider crevice of APMT
In Fig. 10, a close-up of the weld crack of APMT is shown. No indications of corrosion attacks were found.

Weld crack on APMT formed during the bending of the sample. No clear evidence of corrosion attacks or liquid metal dissolution was observed inside the crack
Analysis made of the oxide formed on the welded surface of alloy 2–8 is shown in Fig. 11. Ti and Zr were detected close to or in the formed Al-rich oxide.

Cross section if the welded specimen of alloy 2–8. Spectrum 1 is taken on the top surface of the weld, which is visible as well as the sample is slightly tilted. Al-rich oxide formed on the welded surface of experimental alloy 2–8. Ti and Zr in or adjacent to the oxide were detected with EDS
Discussion
In the exposures to test condition I, all alloys formed a more than 100-μm-thick (Fe,Cr,Al)-mixed oxide close to the gas–lead interface, as seen in Fig. 5. However, the experimental alloys showed indications of a self-healing ability as an alumina scale had been formed beneath the thick mixed oxide. The reference sample and the experimental alloy 2–13 also showed large oxide nodules that had penetrated the metal matrix to a distance of roughly 200 µm.
In the exposure with H2O (higher oxygen activity), the furnace quartz tube cracked after some few hours resulting in air exposure for up to 5 h. A thin layer of orange lead oxide (PbO) was formed on the lead surface during this air exposure. PbO is known to destroy the alumina scale by reacting with aluminium oxide, forming, e.g. Pb2Al2O5 and/or PbAl2O4 [38]. PbO was only formed at the surface of the liquid lead, which explains why the alloys only formed the thick mixed oxides scale close to the gas–lead interface, while deeper in the lead region where no lead oxide was formed, the experimental alloys were able to build and maintain a protective alumina scale. Therefore, the conditions found deeper below the surface of the molten lead can arguably be the most representative for those in a large-scale CSP system. The reference sample, APMT, was not able to form a proper protective oxide under this experimental condition, as was indicated by the observation of lead penetration down to the metal matrix. The observations indicate that alloys similar to the compositions found in alloy 2–8 could be of great interest for these types of applications.
Large oxide nodules were observed on experimental sample 2–13 and reference sample APMT. These nodules consisted of mixed oxides and a metal matrix that was depleted of chromium and aluminium. Most common sites for these nodules were at the edges of the samples and the gas–lead interface. The attack occurring in the liquid lead–gas interface could be triggered by reactions between PbO and Al2O3, disrupting the protective properties of the oxide scale. The attack at the bottom of sample 2–13 (see Fig. 4) could be due to edge effects or other inherent defects. What is clear, however, is that the internal oxidation can be minimized by optimizing the RE additions, which seem to help the material to heal a disrupted alumina scale. The experimental alloy 2–13 seemed to be most susceptible to the formation of these oxide nodules, followed by APMT, whereas alloy 2–8 showed little tendency towards formation of such defects.
When analysing the composition of the Al-rich oxides, Ti (as well as some Zr) was often detected in small quantities. These elements could be present in or adjacent to the alumina scale and could be one of the multiple factors providing these alloys with good corrosion resistance towards liquid lead. In comparison, APMT has more than double the alloying elements of chromium and aluminium, yet it was outperformed by the low-alloyed experimental steels.
Both experimental alloys also performed surprisingly well during the exposure to test condition II, with low oxygen levels, i.e. the alloys displayed self-healing properties of the alumina scale. Even with the combination of low oxygen levels and the crevices formed by the U bends, there was no visible evidence of liquid metal dissolution. The SEM study showed that a protective alumina scale had been formed on all samples. The non-welded surfaces showed similar performance as the welds. The weld crack formed on APMT did not show any corrosion attack. This indicates the best alumina-forming alloys have self-healing properties in this specific environment, in contrast to conventional coating solutions, something that is believed to be an intrinsic property of all tested samples.
By comparing the results obtained from the exposures, it is clear that the experimental alloys showed surprisingly good corrosion resistance in liquid lead at 750 °C. The tested alloys performed generally better in the oxygen-deficient environment and then in the environment with added oxygen. From the exposures, it is also clear that a too high oxygen content, i.e. leakage of air, could cause extensive and detrimental corrosion. The commercial alloy APMT did form an alumina scale in the exposure with added H2O, but it was not protective as lead could be found in the metal/oxide interface. The experimental alloys formed protective oxide scales in both experiments, even beneath the heavily oxidized areas caused by the air leakage, indicating good self-healing properties. Worth noting is that APMT was designed to be used at temperatures above 1000 °C and the RE additions are adjusted accordingly. The experimental alloys were designed for temperature region up to 800 °C, such as the tested environments in this study. APMT also contains 3 wt% Mo, which could have a negative impact on the oxidation properties [39].
Conclusions
Based on the results of the experiments made in this study, the following conclusions can be deduced:
-
The experimental alloys showed very promising results in the liquid lead exposures at 750 °C. With this new material development, it shows that liquid lead at high temperature is a viable option as HTF for the CSP technology. This study has shown that low-alloyed steels can be used in liquid lead applications up to 750 °C with only minor oxidation.
-
The low-alloyed Fe–10Cr–4Al–RE alloys outperformed the high-alloyed reference material APMT in this study, where the alloy 2–8 showed the best corrosion and oxidation behaviour. Furthermore, the new FeCrAl alloys do not require any pre- or post-weld heat treatment.
-
The accidental air leakage in exposure I was detrimental to all alloys, but the experimental alloys displayed clear self-heling properties with formation of a thin alumina scale. Deeper in the lead region, all experimental alloys had formed a protective and continuous alumna scale, while reference sample APMT exhibited some lead penetration.
-
Large oxide nodules were detected on samples 2–13 and APMT. Alloy 2–8 showed the least tendency for formation of such defects, which is likely due to the optimization of RE additives.
-
All alloys formed a protective alumina scale in exposure II with no added oxygen. There was little or no indications of liquid metal dissolution or corrosion attacks.
-
The experiments indicate that the total amount and mix of the specific REs may be of importance for the formation of a protective alumina scale and thus the corrosion resistance.
-
The TIG-welded and U-bended samples indicated that the best alloys have inherent self-healing properties of the alumina scale, which should be of paramount importance for facilitating HTFs at high temperatures.
References
R. W. Bradshaw, J. G. Cordaro, and N. P. Siegel, Molten Nitrate Salt Development for Thermal Energy Storage in Parabolic Trough Solar Power Systems. 2009(48906): pp. 615–624.
R. W. Bradshaw and S. H. Goods, Corrosion resistance of stainless steels during thermal cycling in alkali nitrate molten salts, (E. United States. Department of, Editor, Sandia National Laboratories, Albuquerque, 2001).
P. F. Tortorelli and J. H. DeVan, Thermal-convection-loop study of the corrosion of Fe–Ni–Cr alloys by molten NaNo 3–KNO 3 (ORNL/TM-8298), (Oak Ridge National Laboratory, 1982).
D. Frazer, et al., Liquid metal as a heat transport fluid for thermal solar power applications. Energy Procedia 49, (Supplement C), 2014 (627–636).
S. Goods and R. Bradshaw, Corrosion of stainless steels and carbon steel by molten mixtures of commercial nitrate salts. Journal of Materials Engineering and Performance 13, (1), 2004 (78–87).
K. Summers and D. Chidambaram, Corrosion behavior of structural materials for potential use in nitrate salts based solar thermal power plants. Journal of the Electrochemical Society 164, (8), 2017 (H5357–H5363).
R. Serrano-López, J. Fradera and S. Cuesta-López, Molten salts database for energy applications. Chemical Engineering and Processing: Process Intensification 73, 2013 (87–102).
V. Sobolev, Database of thermophysical properties of liquid metal coolants for GEN-IV, SCK·CEN Scientific Report 2010, 2011.
J. Ejenstam, et al., Microstructural stability of Fe–Cr–Al alloys at 450–550 °C. Journal of Nuclear Materials 457, 2015 (291).
T. Neises and C. Turchi, A comparison of supercritical carbon dioxide power cycle configurations with an emphasis on CSP applications. Energy Procedia 49, 2014 (1187–1196).
C. S. Turchi, et al., Thermodynamic study of advanced supercritical carbon dioxide power cycles for concentrating solar power systems. Journal of Solar Energy Engineering, Transactions of the ASME 135, (4), 2013 (041007).
Horizon 2020. Available from: https://ec.europa.eu/programmes/horizon2020/. Accessed February 22, 2018.
Horizon 2020: NEXTOWER Project. Available from: http://www.h2020-nextower.eu/. Accessed February 22, 2018.
J. Ejenstam and P. Szakalos, Long term corrosion resistance of alumina forming austenitic stainless steels in liquid lead. Journal of Nuclear Materials 461, 2015 (164).
J. Zhang, A review of steel corrosion by liquid lead and lead–bismuth. Corrosion Science 51, (6), 2009 (1207–1227).
J. Ejenstam, Corrosion resistant alumina-forming alloys for lead-cooled reactors, Thesis, (Kungliga Tekniska högskolan, Stockholm, 2015).
J. Ejenstam, et al., Oxidation studies of Fe10CrAl–RE alloys exposed to Pb at 550 °C for 10,000 h. Journal of Nuclear Materials 443, (1–3), 2013 (161–170).
J. Ejenstam, B. Jönsson and P. Szakalos, Optimizing the oxidation properties of FeCrAl alloys at low temperatures. Oxidation of Metals 88, (3), 2017 (361–370).
H. Hattendorf, et al., A new austenitic alumina forming alloy: an aluminium-coated FeNi32Cr20. Materials and Corrosion 59, (6), 2008 (449–454).
J. Lim, I. Hwang and J. Kim, Design of alumina forming FeCrAl steels for lead or lead-bismuth cooled fast reactors. Journal of Nuclear Materials 441, (1–3), 2013 (650–660).
J. Lim, et al., A study of early corrosion behaviors of FeCrAl alloys in liquid lead–bismuth eutectic environments. Journal of Nuclear Materials 407, (3), 2010 (205–210).
G. Müller, et al., Results of steel corrosion tests in flowing liquid Pb/Bi at 420–600 °C after 2000 h. Journal of Nuclear Materials 301, (1), 2002 (40–46).
B. Pint, et al., Material selection for accident tolerant fuel cladding. Materials for Energy Systems 2, (3), 2015 (190–196).
A. Weisenburger, et al., Oxygen for protective oxide scale formation on pins and structural material surfaces in lead-alloy cooled reactors. Nuclear Engineering and Design 273, 2014 (584).
A. Weisenburger, et al., Corrosion, Al containing corrosion barriers and mechanical properties of steels foreseen as structural materials in liquid lead alloy cooled nuclear systems. Nuclear Engineering and Design 241, (5), 2011 (1329–1334).
R. C. Asher, D. Davies and S. A. Beetham, Some observations on the compatibility of structural materials with molten lead. Corrosion Science 17, (7), 1977 (545–557).
R. Fetzer, et al., Oxide scale formation of modified FeCrAl coatings exposed to liquid lead. Corrosion Science 55, 2012 (213).
A. Heinzel, M. Kondo and M. Takahashi, Corrosion of steels with surface treatment and Al-alloying by GESA exposed in lead–bismuth. Journal of Nuclear Materials 350, (3), 2006 (264–270).
B. Verlinden, et al., Thermo-Mechanical Processing of Metallic Materials, Pergamon Materials Series, Vol. 11, Chap. 7 - Phase transformations, pp. 127–150, 2007.
M. N. Gussev, K. G. Field and Y. Yamamoto, Design, properties, and weldability of advanced oxidation-resistant FeCrAl alloys. Materials & Design 129, 2017 (227–238).
Thermo-Calc Software. Available from: http://www.thermocalc.com/products-services/software/thermo-calc/. Accessed October 23, 2017.
G. Müller, G. Schumacher and F. Zimmermann, Investigation on oxygen controlled liquid lead corrosion of surface treated steels. Journal of Nuclear Materials 278, (1), 2000 (85–95).
G. Müller, et al., Control of oxygen concentration in liquid lead and lead–bismuth. Journal of Nuclear Materials 321, (2), 2003 (256–262).
Struers OP-S. https://e-shop.struers.com/FI/EN/products/Polishing/Silica_Oxide/OP-S_004_m_1_l(40700000).aspx. Accessed December 04, 2017.
Philips XL 30 SEM. http://www.semtechsolutions.com/node/124/philips-xl-30-sem. Accessed December 04, 2017.
Zeiss 1540XB Crossbeam SEM. http://msc.engr.wisc.edu/home/instruments/zeiss-1540xb-crossbeam-workstation. Accessed December 04, 2017.
D. Risold, J. I. Nagata and R. O. Suzuki, Thermodynamic description of the Pb–O system. Journal of Phase Equilibria 19, (3), 1998 (213–233).
M. Elmadani Abdelaziz, et al., Effect of lead oxide vapor on the strength of alumina. International Journal of Applied Ceramic Technology 8, (6), 2011 (1517–1524).
B. Jönsson, et al., Oxidation and creep limited lifetime of Kanthal APMT®, a dispersion strengthened FeCrAlMo alloy designed for strength and oxidation resistance at high temperatures. Oxidation of Metals 79, (1), 2013 (29–39).
Acknowledgements
This work is financed by the NEXTOWER project, part of the European programme Horizon 2020. The authors would like to thank Jesper Ejenstam and Peter Bylin, at Kanthal, part of Sandvik Group, for guidance and production of the materials used in this study. Special thanks are due to Jerry Lindqvist at Sandvik Materials Technology AB, for much needed help with SEM analysis and images.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Dömstedt, P., Lundberg, M. & Szakalos, P. Corrosion Studies of Low-Alloyed FeCrAl Steels in Liquid Lead at 750 °C. Oxid Met 91, 511–524 (2019). https://doi.org/10.1007/s11085-019-09896-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11085-019-09896-z