
Abstract
The presence of a thermally annealed metallization layer on top of a GaAs slab waveguide proofed to be of strong impact on the optical device behavior. Induced by the stress on the chip the elasto-optical effect imprinted a strong variation on the refractive index that led to anti-guiding and guiding effects. In order to enable precise prediction of the optical behavior we present a 3D mechanical device simulation which provides detailed insights to the overall stress state. The results are then used in a 2D in-house developed optical simulation that allows precise analysis of the microscopic optical behavior. Therefore, the accumulated stress effects are represented by an effective temperature difference between semiconductor and metallization, which allows a strong simplification of the model setup. The results are validated by comparison to the experimental derived data. As the simulation proves to be highly accurate, the stress load on the device can be calculated vice versa from the optical behavior.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Stress phenomena are a well known source for changing the optical behavior of various materials. Especially semiconductor devices have been in the focus of numerous studies (Blaauw 1983; Colbourne and Cassidy 1993; Lisak et al. 2001; Varma and Parayanthal 1993). The connection between stress induced strain and altered refractive index is described as the elasto-optical effect (Wemple and DiDomenico 1970). Within this work we investigate the influence of localized stress on GaAs devices on their optical behavior.
The need for this study appeared during research on thermal effects on optical waveguiding. A strong influence on the optical behavior by a thermally annealed metallization layer on top of the investigated devices was evident. Despite using a low stress metal layer the observed effect was of significant impact, which made closer investigation of the occurring phenomena necessary. Existing work in this field is able to calculate the optical behavior of simple devices (Kirkby et al. 1979). However, simplifications were made which do not explain the behavior of more complex device designs in sufficient detail.
In this work we present an approach to calculate the optical properties of a GaAs based device for arbitrary shapes of metallization layers by a 3D mechanical FEM simulation. The results are then used within an in-house developed 2D optical simulation to investigate the stress imprinted change in refractive index on the optical device behavior. The simulation is compared to experimentally obtained optical results.
2 Device design and experimental setup
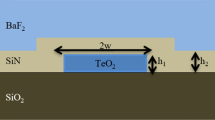
The devices used for this work are based on GaAs and feature a vertical, planar waveguide. Therefore, the waveguide is perpendicular to the growth direction. It is formed by a GaAs core surrounded by AlGaAs cladding layers. On top of the devices a metallization with different lateral layouts is processed. The schematic vertical cut of the devices is shown in Fig. 1.

Schematic vertical cut of the utilized structure, including a vertical slab waveguide and gold metallization
This passive optical design is chosen to enable isolated observation of different optical phenomena. However, the vertical waveguide is designed such, that light at a wavelength of \(\lambda \) = 980 nm shows only minor absorption of \(\alpha \) = 0.07 cm\(^{-1}\) and a well tolerable vertical divergence angle of \(\theta _{1/e^{2}} \le {25}^{\circ }\). As the design wavelength is far off the band gap energy of the used materials, losses are mainly introduced by the metallization on top of the device.
The lateral layout is characterized by the top metallization layer only. It is composed of a standard titanium, platin and gold layer combination and is processed by using electron beam evaporation. In order to minimize stress on the semiconductor a thermal annealing step of 45 min at \({250}\,^{\circ }\)C was introduced after processing the metallization. The chip dimension is fixed to a lateral width of 0.5 mm and a length of 4 mm. The metallization consists of a 30–40–150 nm Ti–Pt–Au layer system.
To investigate the optical behavior of the device, a probe laser beam with an emission wavelength of \(\lambda _{\mathrm{Probe}} = {978.9}\) nm is coupled into the vertical waveguide. With \(\lambda _{\mathrm{Probe}}\) close to the design wavelength, low internal absorption is ensured. The light exiting the device is used to investigate its optical behavior. The detailed setup is presented in Fig. 2.

Experimental setup to investigate mechanically stressed optical devices. The emitted light from a ridge waveguide diode laser (DBR-RWL) is collimated using an aspheric lens (L1) and transmitted through a polarizing beam splitter (PBS), ensuring linear polarization. Two silver coated mirrors (M1 and M2) are used for beam alignment before focusing the light using the coupling lens (L2). The device under testing (DUT) is mounted on a six axis micro positioning stage (Hexapod), ensuring accurate light coupling. The back facet intensity distribution of the device is imaged onto a CCD camera (CCD) using a collimating lens (L3), a deflection mirror (M3) and a focusing lens (L4)
3 Calculation of stress, strain and refractive index change
The calculation of stress within a semiconductor caused by a mismatched top layer is performed by using a standard FEM software and a coupled thermal mechanical model. By means of simplification we assume the semiconductor as homogeneous GaAs bulk material. In the same manner the TiPtAu metallization is approximated by a bulk gold layer with the thickness of the full stack. The stress introduced to the semiconductor has multiple factors of influence. The metal growth technique itself, ingrown defects, the temperature of the substrate while processing and further factors accumulate to the overall stress state (Henein and Wagner 1983).
For this work we propose an effective temperature difference \(T_{\mathrm{e}}\) between substrate and metallization. While the substrate remains at a fixed temperature, the metallization temperature is increased by \(T_{\mathrm{e}}\) in relation to the ground state. Due to thermal expansion, stress is introduced to the metallization and the substrate. By adapting \(T_{\mathrm{e}}\), the real stress state can be recreated without the need for more complex simulations. Therefore \(T_{\mathrm{e}}\) might not fit any real temperatures that can be found during the metallization process.
To enable accurate calculation for an arbitrary metallization the simulation is performed three-dimensional. As the chip is soldered to a thermal expansion matched AlN submount for optical investigations, the bottom chip side was assumed to be mounted on a stiff bearing.
As the light is vertically confined, it proved sufficient to extract the stress state at the position of the vertical mode center as shown in Fig. 3. The resulting two dimensional map is used point wise to calculate strain and finally the refractive index change as described in the following.

Simulated stress map for individual normal stress components in x- (a), y- (b) and z-direction (c) at vertical optical mode center. Results obtained at an arbitrary temperature difference of \(T_{\mathrm{e}}={100}\) K between metallization and substrate
The according material strain can be calculated from the stress distribution using the elasticity tensor \(\sigma _{ij}\). Due to crystal symmetry the individual 81 tensor entries can be strongly simplified and expressed in a \(6\times 6\) Matrix notation with three different variable entries only. Following the Nye notation (Nye 1984) the relationship between strain \(S_{i}^{\prime }\) and stress \(T_{i}^{\prime }\) can be written as
GaAs optical devices are typically rotated in relation to the main crystal axis in order to create defect free facets at the device edges. In the particular case the facet plane is 110 and the growth direction (100). Therefore a rotation of the stress tensor \({{\textbf {S}}}^{\prime }\) by \({45}^{\circ }\) around the y-axis is necessary before applying formula 1. The rotation formalism is given by
with
representing the rotation matrix.
The change of refractive index in an optical material is connected to the device strain by the photoelastic coefficient \(p_{ij}\). As for the elasticity also the photoelastic tensor can be simplified and reduced to three individual entries due to GaAs crystal symmetry. The change of the impermeability tensor \({{\textbf {B}}}\) in reduced notation can then be calculated as
To obtain the refractive index perturbation in the optical system coordinates one has to execute a reversed rotation of \({{\textbf {B}}}\) around the y-axis by \({-45}^{\circ }\). Finally the change in refractive index \(\Delta n_{i}\) can be calculated for small perturbations with
After performing the calculation for each point in the stress map the resulting index change map can be obtained. To enable calculations for TE- and TM-polarized light the index changes referring to stress in x- and y-direction have to be calculated. Derived from the data displayed in Fig. 3 the corresponding index change maps are shown in Fig. 4.

Refractive index change for individual light polarization directions at \(T_{\mathrm{e}} = {100}\) K. Profile in a applies to TE-polarization while b applies to TM-polarization
4 Optical calculation
To investigate and validate the generated refractive index map an optical simulation of the device is necessary. In this work an in-house developed algorithm was used that is based on the beam propagation method (BPM) solved in a split-step calculation. Starting from an artificial electrical field, typically a Gaussian like distribution, at the device front facet the propagation is calculated step wise trough the chip. At any arbitrary step position the electrical field can then be evaluated for characteristic beam parameters. To include the stress influence the refractive index change map is imported as shown schematically in Fig. 5, creating an index profile for every individual step.

Sketched BPM calculation scheme including the stress induced index map and field distributions at front and rear facet
5 Measurement and results
The proposed method to simulate stressed devices is verified by investigating two different lateral layouts that are shown in Fig. 6.

Top view on both investigated lateral structures. While layout a features an asymmetric design, layout b is symmetric to the lateral chip center. The red dots mark the point of light coupling at \(x={250}\,{\upmu }\)m, while the dashed lines represent the position of the investigated nearfield intensity distributions
The vertical waveguide and the metallization thickness remain the same for both samples. The samples feature an anti-reflection coating on front and back facet to suppress Fabry–Pérot resonance effects. All measurements are performed at room temperature. The laser diode is mounted to a temperature controlled heat sink. The output laser power was set to \({5}\,\hbox {mW}\). The probed device itself is soldered to an AlN submount which is clamped to a copper mount. The mount is then assembled to the hexapod. In order to investigate the optical behavior the experimental scheme described in Fig. 6 is used. To generate reproducible results it was always aimed to achieve a centered coupling position with \(x={250}\,{\upmu }\)m. The beam direction was perpendicular to the front facet (xy-plane). In the following measurements, TE polarized light with a propagation factor of \(M^{2}=1.1\) is used. The horizontal (x-axis) \(1/e^{2}\) beam waist diameter at the coupling positions equals \({4.6}\,{\upmu }\)m.
In Fig. 7 the intensity profile at the chip back facet are displayed. The lateral layout is similar to Fig. 6a. It is obvious, that areas with overlaying metallization behave strongly anti-waveguiding. At the center of the chip, where an uninterrupted metallization stripe is found, the near field intensity vanishes. This is a strong indicator for a decreased refractive index in comparison to the surrounding media. For the area left of the center at \(x<{250}\,{\upmu }\)m we find a smoothly declining intensity profile. At the same time the profile for the right hand side with \(x> {250}\,{\upmu }\)m shows a strong modulation. The reason for this is found in the shape of the metallization as described in Fig. 6a. The left hand side is free of any surface metallization, while the right hand side features metallized areas. The refractive index variation is therefore limited mostly to the right hand side, causing the structured light distribution.

Comparison between measured and simulated nearfield intensity distribution after propagation through stressed device with layout (a) using TE-polarized light. The simulated values are derived for a lateral coupling position of \(x={249.4}\,{\upmu }\)m, a misalignment angle of \({0.5}^{\circ }\) and an effective temperature of \(T_{\mathrm{e}}= {520}\) K
To simulate the optical behavior, the refractive index map was generated as described in Sect. 3. A Gaussian electrical field distribution is used as starting condition. The corresponding intensity diameter was set to match the experimentally used beam width of \({4.6}\,{\upmu }\)m. To find the correct coupling position, coupling angle and finally the effective temperature, these variables are treated as fit parameters. The fit is based on maximizing the overlap integral between measured and simulated intensity distribution at the back facet. The individual parameters are iterated until the maximum overlap is found. To avoid local maxima in the fitting procedure multiple loops of consecutive sweeping of the individual parameters are performed.
In Fig. 7 the optimized simulation result is presented. It was calculated for a lateral offset of \({0.6}\,{\upmu }\)m and a misalignment angle of \({0.5}^{\circ }\). The ideal effective temperature was found at \(T_{\mathrm{e}} = {520}\,\)K. The high overlap between simulation and experiment is clearly visible. The main features of the experimentally gained data are reproduced. Additionally we find a modulation of the measured nearfield in the range of \(x={300}\,\upmu \)m to \(x={500}\,\upmu \)m. This effect occurs most likely due to reflection of light at the device side edges and at the metallization pads. These effects are not shown in the simulation due to limited accuracy in high propagation angles, as a paraxial approximation is implemented within the BPM algorithm.
To verify the derived data and the value of \(T_{\mathrm{e}}\) the second layout, as shown in Fig. 6b, was investigated. The described layout features a zone of compression between two metal stripes at the center of the chip. The results of experiment and simulation are shown in Fig. 8. Instead of light repulsion as seen for layout (a), light guiding in the chip center is visible.

Verification of effective temperature for second layout as described in Fig. 6b. The simulated values are derived for centered coupling at \(x={250.0}\,{\upmu }\)m and a misalignment angle of \({0.2}^{\circ }\). The effective temperature remained at \(T_{\mathrm{e}}= {520}\) K
To proof the concept of effective temperature stress, the derived temperature of \(T_{\mathrm{e}}= {520}\) K is applied to the second layout. As the second chip was slightly differently adjusted in relation to the incoming beam the coupling condition is changed. For the simulation a misalignment angle of \({0.2}^{\circ }\) was chosen, while no lateral offset correction was necessary. With these conditions the simulation reproduces all main features of the measured intensity distribution. The waveguiding effect is represented as well as occurring side lobes. The effective temperature was not changed in order to achieve ideal overlap between experiment and simulation which strongly supports the proposed concept.
6 Conclusion
This work presents a method to obtain detailed insights into the optical behavior of stressed edge emitting semiconductor devices. The effective temperature method proofs to be a highly accurate measure of the complex effects leading to the overall stress state. Arbitrary surface metallization layouts and their impact on the optical device behavior can be calculated when the effective temperature \(T_{\mathrm{e}}\) is found for the given layer system. The overall workflow, using standard simulation software creates a powerful tool to predict the optical behavior of stressed edge emitting devices. Vice versa it is possible to calculate the actual state of stress within the device.
Data availability
The data that support the findings of this study are available from the corresponding author, upon reasonable request.
References
Blaauw, C.: Stress in chemical-vapor-deposited SiO2 and plasma-SiNx films on GaAs and Si. J. Appl. Phys. 54(9), 5064–5068 (1983)
Colbourne, P.D., Cassidy, D.T.: Imaging of stresses in GaAs diode lasers using polarization-resolved photoluminescence. IEEE J. Quantum Electron. 29(1), 62–68 (1993)
Henein, G.E., Wagner, W.R.: Stresses induced in GaAs by TiPt ohmic contacts. J. Appl. Phys. 54(11), 6395–6400 (1983)
Kirkby, P.A., Selway, P.R., Westbrook, L.D.: Photoelastic waveguides and their effect on stripe-geometry GaAs/Ga1−x AlxAs lasers. J. Appl. Phys. 50(7), 4567–4579 (1979)
Lisak, D., Cassidy, D.T., Moore, A.H.: Bonding stress and reliability of high power GaAs-based lasers. IEEE Trans. Compon. Packag. Technol. 24(1), 92–98 (2001)
Nye, J.F.: Physical Properties of Crystals: Their Representation by Tensors and Matrices, 1st published in pbk, with corrections, 1984 edn. Clarendon Press; Oxford University Press, Oxford [Oxfordshire]: New York (1984)
Varma, R.R., Parayanthal, P.: Bonding induced stress in semiconductor laser. In: Proceedings of IEEE 43rd Electronic Components and Technology Conference ECTC ’93, pp. 482–484 (1993)
Wemple, S.H., DiDomenico, M.: Theory of the elasto-optic effect in nonmetallic crystals. Phys. Rev. B 1(1), 193–202 (1970)
Acknowledgements
The authors want to thank N. Werner for implementing the beam propagation method in the edge emitting seminconductor scenario. Also they would like to thank H. Wenzel for supporting the elasto-optical calculations by contributing helpful background information.
Funding
Open Access funding enabled and organized by Projekt DEAL. The authors have not disclosed any funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflict of interest to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hildenstein, P., Feise, D., Ostermay, I. et al. Precise prediction of optical behaviour of mechanically stressed edge emitting GaAs devices. Opt Quant Electron 54, 728 (2022). https://doi.org/10.1007/s11082-022-04134-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11082-022-04134-4