
Abstract
The paper aims to examine the effect of different strain rates on a mechanical behavior and structure of additively manufactured Inconel 718. The material was prepared by the powder bed fusion method, which is commonly employed for high-performance components subjected to both high static and dynamic loading. To analyze the material’s behavior at various strain rates, a conventional hydraulic testing machine and a split hopkinson pressure bar apparatus were utilized. Additionally, the effect of these conditions on mechanical properties and microstructure was investigated. Results of compressive tests revealed a positive strain rate sensitivity of the material. Furthermore, the microhardness exhibited an increase by 33.9% in the horizontal direction after deformation caused by 2·10–2 strain rate and 35.8% in the vertical direction, respectively. Additionally, the average grain size decreased by 43.3%, and the high-angle grain boundaries decreased by 5.4% in the horizontal direction after the excessive plastic deformation at the strain rate of 1.8·103 s-1. Scanning electron microscopy images showed that the as-built structure predominantly consisted of Laves phases in a long strip shape, while the structure after dynamic testing featured a granular shape. Transmission electron microscopy analysis of a sample tested at strain rate of 0.002 s-1 revealed finely developed grains within the structure, many of which contained a dislocation substructure. This study’s novelty and robustness lie in its significant contribution to practical industrial energy applications, in which parts are exposed to dynamic load such as gas turbines.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Inconel is a nickel-based superalloy known for its exceptional material properties that make it suitable for operating under extreme conditions (Buschow 2001). This material can be used in the aviation or energy industry due to its ultra-high mechanical properties, high-temperature corrosion and oxidation resistance, and creep strength (Ozaner et al. 2021; Barenyi et al. 2023; Majerik et al. 2023). Previous studies have focused on various aspects of Inconel 718, including its mechanical and structural properties (Robl et al. 2020) as well as post-processing operations such as heat treatment (Huang et al. 2019), hot isostatic pressing (HIP) (Seede et al. 2018), machining (Calleja et al. 2018), etc. Ling et al. (2020) and Yan et al. (2019) investigated the effects of the Ni3Nb phase precipitating during heat treatment on the mechanical properties of Inconel 718. They observed that heat-treated samples exhibited numerous fine precipitates, which strengthened the structure, and increased the ultimate tensile strength. Chang et al. (2014) studied the influence of HIP temperature on the microstructure and mechanical properties of Inconel 718. The results showed that increasing HIP temperature imparted a decrease in yield strength and an increase in tensile elongation. Moreover, Smith et al. (2016) investigated the microstructure and mechanical behavior of AM Inconel 718 processed by annealing and double aging. Then some samples were subjected to HIP, which resulted in a higher number of annealing twins, lower yield stress, and improved ductility. Darshan et al. (2019) observed the change of rake angle and cooling mechanism on the machinability of Inconel 718. They found that machining in a dry environment resulted in higher surface roughness compared to machining with minimum quantity lubrication. Since the material is hard to machine, the casting process is often employed for its production due to the favorable mechanical properties and reduction of the post-processing operations (Thellaputta et al. 2017). However, there is a growing trend to produce this material via additive manufacturing (AM), which can bring time and cost savings when complying with the specific application requirements. Nevertheless, further research is necessary to understand the material’s mechanical behavior in its as-built condition (Gibson et al. 2010).
AM, also known as 3D printing or rapid prototyping, has attracted much attention in recent years. Currently, AM can be used for rapid component production, which can serve as a function substitution for conventionally manufactured parts. Besides, it is often used for manufacturing tools, forms, or small series components and supports the concept of industry 4.0 (Kubickova et al. 2021). Parts are built by solidifying, fusing, or layer-by-layer depositing (Gibson et al. 2010). In metal AM, a powder feedstock (or wire) is melted using a laser or electron beam to build the desired part. The AM process consists of several stages, including pre-processing, processing, and post-processing, each with multiple necessary steps to produce a satisfactory product (Kumar et al. 2018; Redwood et al. 2018; Mesicek et al. 2021). However, as Cooke et al. (2020) pointed out, only several metal alloys can be reliably printed, such as 316L stainless steel (Opěla et al. 2023), Ti alloys (Gushchina et al. 2021), or maraging steel (Kolomy et al. 2023). Nickel-based superalloys, including Inconel 718, are among them. The mechanical properties and structure of 3D printed materials are influenced by various process parameters (scanning speed, laser power, layer thickness, strategy, and so on) as well as post-processing operations and powder itself (Deirmina et al. 2019; Blaha et al. 2023; Hajnys et al. 2020).
Components such as crankshafts, gearboxes, turbines, and others are subjected to dynamic loads rather than quasi-static. Therefore, understanding their dynamic behavior is crucial for determining their service life and must be studied prior to serial production. Numerical simulation serves as an effective tool for predicting the design and material hardening behavior of components exposed to high strain rates, thereby shortening the research and development of new products (Segura et al. 2018; Mesicek et al. 2019). Moreover, dynamic testing can be carried out using several types of experimental methods, however, the main ones involve the Taylor anvil test and the SHPB test (Kolomy et al. 2024) and (Harant et al. 2024).
The dynamic behavior of AM samples was studied by many researchers. Kouraytem et al. (2020) investigated the influence of building direction on the dynamic behavior of as-built and heat-treated Inconel 718 produced via powder bed fusion (PBF) technology. The observation was conducted under a strain rate ranging from 2 200 to 2 600 s-1, and they found that the building direction played an important role and should be counted when manufacturing dynamically loaded components. Babamiri et al. (2020) studied the effect of porosity and microstructure on the quasi-static and dynamic behavior, at strain rate of 3 000 s-1, of AM square cross-sectioned Inconel 718 samples. Wood et al. (2021) established the effect of a voided microstructure on tensile ductility, fracture, and fragmentation at high strain rate. They described the trend, which resulted to reduced fracture strain with increasing porosity at high strain rate. The results revealed that the mechanical and dynamic properties were primarily influenced by post-process operations rather than by residual porosity. Mazzucato et al. (2021) examined the effect of process parameters on the dynamic behavior of as-built Inconel 718 samples tested under tension at strain rates of 0.001, 200, and 800 s-1. They found out that the strain hardening capacity increased with the higher laser power. Delcuse et al. (2021) performed different compression tests in quasi-static and dynamic domains under various strain rates. Results were implemented into a numerical model validated with the experiment. Forni et al. (2021) compared the mechanical properties of 3D printed and raw Inconel 718 undergoing tensile loading in a range of strain rates from 0.001 to 800 s-1 and temperatures. The mechanical behavior exhibited a similar trend for both materials at high strain rates accompanied by high temperatures. Similarly, Yuan et al. (2021), investigated the dynamic response of the AM and post-processed Inconel 718 superalloy under wide range of temperatures (298–1273 K) and strain rates (500–12 000 s-1). They discovered that larger precipitate sizes resulted in a reduction of strain hardening exponent.
Despite numerous studies that have been carried out regarding the dynamic behavior of the Inconel 718 fabricated via PBF, none of them were tested under strain rates in the range of 2·10–3–1.8·103 s-1. The novelty of the manuscript is an investigation of an effect of different strain rates on compressive response encompassing a thorough structure analysis, which has not been studied yet. The structure changes and crystallographic texture were observed via SEM as well, and the average grain size, high-angle grain boundaries, and geometrically necessary dislocation density were also evaluated by EBSD. The TEM analysis was used to examine fine grains within the deformed structure.
2 Experimental procedure
2.1 Sample preparation
The building cycle of Inconel 718 samples was carried out using an AM400 3D printer (Renishaw plc., Wootton-under-Edge, UK) equipped by the Yb- fiber laser. The batch consisted of the virgin powder with a chemical composition listed in Table 1. The feedstock particle size ranged from 15 to 45 µm according to the material supplier. The additional particle analysis was carried out to find out the real particle distribution as seen in Fig. 1. The detail of the pre-alloyed spherical powder morphology of the Inconel 718 with a few satellite balls is depicted in Fig. 1a and the particle size distribution, which corresponds to the material list is listed in Fig. 1b.

a Morphology of the virgin powder, and b particle size distribution
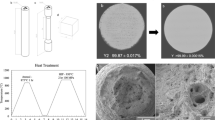
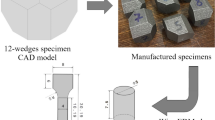
The samples were placed in the build volume of 250\(\times \)250\(\times \)400 mm (Fig. 2a) and the initial build orientation of the samples was parallel to the z-axis, which aligned with the building direction. During the building cycle, the chamber was filled with a protecting argon atmosphere with a minimum purity level of 99.998%. The process parameters and system settings are shown in Table 2. The cylindrical samples were fabricated with the diameter of 10 mm and the length of 60 mm. The samples were cut off by the bend saw from the build plane. Post-process machining was performed to reach the final shape and dimensions appropriate for dynamic testing, as described in Section 2.2. The applied strategy for PBF was a stripe pattern (Fig. 2b), with the stripe size parameters including s = 5 mm, h = 0.07 mm, and o = – 0.2 mm. The negative value signals the overlap of the stripes, which helps to reduce the final porosity. The PBF method employs a laser beam to melt the feedstock material, enabling the construction of the final component. The grain formation mechanism is depicted in Fig. 2c.

a Cylindrical samples placed in build volume, b depiction of the used printing strategy, and c schematic grain formation during the PBF process
2.2 Quasi-static and dynamic testing
The samples used for the compressive tests are cylinders with a diameter of 8 mm and a length of 6 mm. This geometry is consistent for all strain rate regimes to ensure that it does not influence the measurement. At least three experiments were performed for each test condition, and the curve with the best repeatability was selected as a representative. The compression experiments at ambient temperature and strain rate of 2·10-3 and 2·10-2 s-1 were performed using a universal hydraulic testing machine ZD40 with a maximum force of 400 kN. The applied force and longitudinal strains were read directly from the testing machine.
A SHPB setup, as illustrated in Fig. 3a, was used for the experiments at ambient temperature and strain rates of 1.4·103, 1.65·103, and 1.8·103 s-1. The final marking of the tested samples is given in Table 3. The input and output bar with a diameter of 15 mm and a length of 800 mm are made of the steel 37MnSi5 (with an elastic modulus of 206 000 MPa, a density of 7 860 kg m-3, and a velocity of wave propagation of 5 120 m s-1). The stress pulses were generated using the cylindrical striker with a diameter of 19 mm and a length of 150 mm, made of the same material as the bars. The impact of the accelerated striker with an input bar generates an incident compression stress wave that propagates to the sample. The wave interacts with the sample and is partly reflected and partly transmitted to the output bar. To measure the strain signals of the waves, strain gauges wired in full Wheatstone bridge configuration attached to the bars were used.

a A schematic of SHPB setup used for dynamic testing, b depiction of the sample and the areas of microhardness measurement, microstructure and dislocation density analysis
The SHPB test is based on the one-dimensional stress wave theory. Assuming force equilibrium in the sample, the following equations are applied to calculate the engineering values of stress, strain rate, and strain:
where AB is the bar cross section area, AS the sample cross section area, EB the elastic modulus of bars, \({\varepsilon }_{I}\left(t\right)\) the incident wave, \({\varepsilon }_{R}\left(t\right)\) the reflected wave, \({\varepsilon }_{T}\left(t\right)\) the transmitted wave, CB the velocity of wave propagation in the bars, LS the sample length (Table 3).
The engineering strain and stress values at quasi-static and dynamic strain rates were transformed into true values as follows:
2.3 Microstructure observation and microhardness measurement
The microstructure was observed on the as-built samples as well as on the samples tested under different strain rates. The samples were prepared by the standard metallographic process including casting, grinding, electropolishing, and etching. Using SEM, Tescan Lyra 3 microscope with the SEM HV of 20 kV, the microstructure analysis was carried out. The microstructure was observed by the BSD detector. The microscope Tescan Lyra 3 (Tescan Orsay Holding a.s., Brno, Czech Republic) XMU FEG/SEMxFIB was utilized for the electron backscatter diffraction (EBSD) analysis. The acquired EBSD maps were processed via Aztec Crystal software 6 (Oxford Instruments, Abingdon, UK), which revealed average grain size, high-angle grain boundaries (HAGBs, the limit was set to 15° for grain determination), low-angle grain boundaries (LAGBs), and geometrically necessary dislocation parameters. The scanning field was 150×150 µm with the scanning step of 0.3 µm and detail areas were scanned with the scanning step of 0.2 µm. TEM analysis was performed by the microscope Jeol 2100 with the HV of 200 kV. Zwick Roell microhardness equipment (Zwick Roell CZ s.r.o., Brno, Czech Republic) was used for the microhardness evaluation within the tested sample, as illustrated in Fig. 3b, with an appropriate measuring distance of 0.1 mm. Each indention was performed under the 200 g load and loading time of 10 s.
3 Results and discussions
3.1 As-built microstructure characteristics
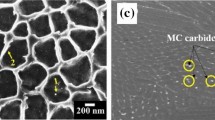
In the initial as-printed state, the dendrite structure is characterized by examination of the XY plane, as illustrated in Fig. 4. The material, as produced, exhibited a remarkably delicate cellular-dendrite microstructure, with the suppression of secondary dendrite arm growth and the exclusive development of primary dendrite arms. The spacing between primary dendrite arms is approximately 0.8–1.6 µm. The boundaries of the melt pool became distinctly visible after etching (see Fig. 4a), identifiable by the yellow dashed lines in Fig. 4b. It should be noted that the melt pools lack symmetry and do not mirror each other. In other words, they are in more or less random orientation to each other. Within the interdendritic regions, the Laves phases are embedded, and the alignment of the Laves phase indicates the growth directions of the cellular dendrites as described by Deng et al. (2018). As depicted in Fig. 4b, the growth directions (pointed by the yellow arrows and target symbols) of the cellular dendrites deviate slightly from the perfect alignment of the building direction (BD). Furthermore, it is essential to note that the growth of cellular dendrites across the boundaries of the melt pool occurs in the same direction as shown in Fig 3b. Within a single melt pool, the growth of cellular dendrites can manifest in varying directions and may even be disrupted by neighboring cellular dendrites (Deng et al. 2018). The Laves phases (see red arrows in Fig. 4c), indicated as (Ti, Ni)C type carbides as described by Wang et al. (2012), are formed during the 3D printing process and can negatively affect the mechanical properties due to their brittleness. When the solution treatment was applied, the morphology of the Laves phase changed from long strips to granular and spherical shape (Liu et al. 2020), as can be seen in Fig. 4c (the red dashed circles). The lower presence of the long rigid and fragile Laves phase and the higher amount of a granular-like shape within the structure can be advantageous under loading. In their study, Sui et al. (2019) highlighted that the Laves phase in granular form was more prone to movement along with the γ matrix during deformation. This characteristic led to a decrease in local stress concentration at the interface between the Laves phase and the γ matrix, ultimately enhancing the material’s resistance to crack formation or propagation (Sui et al. 2019). Consequently, it is plausible to infer that the partial dissolution process caused by the heat transfer from the successive layer during the layer-by-layer deposition influenced the formation of Laves phases. The Laves phase initiates in a "necked" manner primarily within groove areas. Initially, the Nb situated in groove areas dissolves into the interdendritic spaces, subsequently diffusing into regions distant from the Laves phase. This process eventually resulted in the transformation of the Laves phases from elongated strip-like forms to granular shapes (Liu et al. 2020).

Initial SEM microstructure captured on the etched as-built sample visualized in the XY plane. a The structure with cellular dendrites and with melt pool boundaries is depicted with the yellow dash lines, b is the magnified area with the marked growth directions of the cellular dendrites, which are shown with yellow arrows and target symbols and c is the detail area marked in b. Note that the Laves phases are pointed by the red arrows
Not only the SEM analysis, but also the EBSD structural characterization of the sample was performed. The initial microstructures (Fig. 5) of the as-built Inconel 718 and grain orientation image maps from the XY plane were documented in the vicinity of the surface and in the middle (close to the axis of the sample) of the sample. Both areas featured dominant fractions of high-angle grain boundaries (HAGBs 88.5%, see Fig. 5a and 82.7% listed in Fig. 5b, respectively), which document that the structures did not undergo a significant recrystallization process. However, the HAGBs featured a slight increase on the surface of the sample, which points to partial grain recrystallization due to the higher heat dissipation than in the vicinity of the axis of the sample. Moreover, a few pores as a result of entrapped gas or lack of fusion defects were noticed within the sample, which can negatively affect the mechanical properties of AM parts (Harkin et al. 2023). In addition, the average grain size was calculated in both areas via max. ferret diameter (measured as the distance between two points within each grain). Both areas featured more or less similar average grain size (13.9 µm calculated in Fig. 5c and 11.4 µm in Fig. 5d, respectively). The slight difference was likely imparted by the different cooling rates and temperature gradients, which were discerned on the sample surface as well as in the vicinity of the sample axis (Shao et al. 2019). The individual grain orientation corresponds with the color of the grains. Fig. 5e, f represent the inverse pole figures (IPFs), which characterize more or less random grain orientation. The IPFs show that the highest texture intensity was 3.50 in the case of the sample surface and 4.83 for the area in the axis vicinity.

Initial structural characterization of as-built sample in the different areas of the sample: (a, c, e) surface of the sample, (b, d, f) vicinity of the sample axis
3.2 Quasi-static and dynamic behavior
The result of the SHPB at a strain rate of 1.65·103 s-1 is presented in Fig. 6. The Figure illustrates the engineering stress-strain curve and the evolution of the strain rate during the experiment. Since the strain rate was not constant, the average value of the relatively stable part was determined as the actual strain rate for the experiment.

Depiction of the engineering stress-strain curve and the evolution of the strain rate during the experiment for sample D
The true stress-strain curves for samples tested under quasi-static and dynamic compression are shown in Fig. 7. The end of the plot does not indicate a visible sample failure rather test interrupt for quasi-static conditions (Fig. 7a) or end of the loading pulse for the SHPB test (Fig. 7b), respectively. A positive strain rate sensitivity can be observed at a tested range of strain rates. The yield stress increased from 723 MPa at a strain rate of 2·10-3 s-1 to 774 MPa at the strain rate of 2·10-2 s-1.

The true stress-strain curves for samples tested under quasi-static compression (a) and dynamic compression (b)
Next, the flow stress as a function of ln (strain rate) for true strain values of 0.05 and 0.075 is shown in Fig. 8. Positive and apparently linear rate sensitivity can be observed within the range of tested strain rates. The true stress at a true strain of 0.05 increased from 672 MPa at a strain rate of 2·10-3 s-1 to 930 MPa at a strain rate of 1.8·103 s-1. A similar increase of true stress was observed at the strain of 0.075 for a given range of strain rates. The obtained true stress results under the quasi-static and dynamic loading featured relatively similar values as investigated by Delcuse et al. (2021).

The flow stress as a function of ln (strain rate) for true strain values
3.3 Microhardness evaluation
Testing under the high strain rate resulted in a sample deformation influencing the microhardness. Hence, the aim of the microhardness analysis was to describe the course within the sample’s cross sections (as described in Fig. 3) corresponding to the horizontal (XY plane) and vertical (YZ plane) directions. Sample B was examined due to the highest observed deformation. The gained results for the samples C, D and E did not show any significant distinctiveness. Hence, only the sample E (the highest strain rate) was visualized in Fig. 9a. In addition, the microhardness values acquired from the as-built sample are also included. The microhardness was measured in the XY plane as depicted in Fig. 9a. The as-built sample featured a relatively stable microhardness course along the entire cross-section with an average microhardness of 310 ± 10 HV calculated from all measured indentions. This phenomenon corresponds to the homogenous structure within the as-built sample and these results are consistent with Choi et al. (2017) findings. They also found out that the microhardness decreased when the porosity increased. Regarding the sample E, the average microhardness increased to 376 ± 18 HV after the deformation. The highest observed microhardness was measured within sample B, reaching an average of 469 ± 23 HV, corresponding to an increase of 33.9% in comparison to the as-built sample. The microhardness value varied with respect to the measured area. When measured within a single grain, the microhardness exhibited a lower value compared to measurements taken at the grain boundaries (where the highest formation of dislocations was observed, as discussed in section 3.4). Despite these local differences, the microhardness generally showed constant values across the measured area, regardless of whether the measurements were taken in the center or near the surface within the XY plane. On the other hand, the average microhardness increased in the YZ plane, as depicted in Fig. 9b, except for the as-built sample, which had an average value of 309 ± 10 HV. Considering samples E and B, the microhardness reached 395 ± 19 HV and 481 ± 24 HV, respectively. The course of the microhardness within the YZ plane exhibited a similar trend as in the case of the XY plane, indicating relatively equal deformation in the middle of the sample as well as on the sample’s surface.

The microhardness measurement within the samples corresponding to the lines mentioned in Fig. 3b. a Depiction of the microhardness in the XY plane and b YZ plane
3.4 As-deformed microstructure characteristics
Not only the microhardness, but also the material structure was affected by the high strain rate. The structure directly after deformation was observed by SEM. Fig. 10 shows the structure captured in the XY plane. The original cellular-dendritic structure was formed with a preferential orientation parallel to the BD and loading direction (LD). As can be seen, the Laves phases underwent a significant transformation due to the excessive plastic deformation. The quasi-static loading manifested in a shorter strip (Fig. 10a) shape of the Laves phase instead of the original long strip shape mentioned in Fig. 4. The occurrence of the mixture between the logger strips and the granular shape was noticed in Fig. 10b, where the higher strain rate was applied. It was observed that the higher the strain rate, the higher the number of the granular shaped Laves phases. Moreover, the comparison of samples D and E showed that the higher strain rate resulted not only in a change of the Laves shape, but also in their size. Therefore, the structure in Fig. 10c consisted predominantly of the granular shape of the Laves phases, which was a manifestation of the highest strain rate. The structure also consisted of a few pores (marked with yellow arrows) and oxides (pointed with yellow dashed circles), most likely originated from gas that was entrapped in the material during sample fabrication and did not disappear during sample deformation.

As-deformed structural characterization of the samples listed in Table 2 subjected to quasi-static and dynamic testing depicted in XY plane: a SEM image of sample B, b SEM image of sample D and SEM image of sample E (c)
The images shown in Fig. 11 characterize the grain structures, with grain orientations distinguished by colors, in the central area of tested samples, as indicated in Fig. 3b. The scanning plane of the samples corresponds to the XY plane, which is perpendicular to the BD and LD. The color of the grains indicates their individual orientation according to the Miller indices, which are also legible in the orientation image maps (OIMs, see the triangle in the upper right corner). The microstructure of sample B (Fig. 11a) exhibits a lower fraction of HAGBs (a decrease of 75%) compared to the as-built microstructure. This implies that the excessive plastic deformation resulted in the creation of a structure with a large number of LAGBs within the material. Fig. 11b, c show OIMs of samples D and E, respectively, where the HAGBs exhibited more or less similar values. However, the HAGBs in samples D and E had lower values (a decrease of 4.1% and 3.6%, respectively) compared to the as-built structure. As can be seen the high strain rate resulted to relatively epitaxial grains depicted within the XY plane. The same implication was stated by Delcuse et al. (2024).

EBSD structural characterization of the samples listed in Table 2 subjected to quasi-static and dynamic testing depicted in XY plane: a analysis of sample B, b analysis of sample D and analysis of sample E (c)
Not only the HAGBs were affected, but also the average grain size. The values decreased after quasi-static and dynamic testing, resulting in a higher observed microhardness as aforementioned. The calculated nominal values were 1.87 µm for sample B (the lowest average grain size, Fig. 12a), 4.61 µm for sample D (Fig. 12b), and 6.47 µm for sample E (Fig. 12c). When comparing samples D and E, which had a similar level of deformation, the higher strain rate resulted in a larger average grain size. On the other hand, sample B was subjected to a strain rate of 2·10–2 s-1 and exhibited the highest true strain of around 0.9, which resulted in the lowest average grain size. Additionally, the deformation of sample B influenced the preferential orientation, which was predominantly directed to the < 001 > axis (‖y) (Fig. 12d). The deformation in samples D and E resulted in the preferential orientation < 101 > axis (‖z) (Fig. 12e) and < 111 > axis (‖y) (Fig. 12f), respectively.

Quantification of an average grain size and IPFs of the samples listed in Table 2 subjected to quasi-static and dynamic testing: a, d analysis of sample B, b, e analysis of sample D and analysis of sample E (c, f)
Geometrically necessary dislocations (GNDs) density maps were captured from the OIMs in the scanning field of 150x150 µm around grain boundaries mostly affected by the deformation. The black spots (pixels) shown in each map are determined to be regions of any GNDs index. The estimated amount of dislocation density (number of dislocations·m-2) included within each measured pixel on the map is indicated by the color-scale legible in each figure. Fig. 13a shows the obtained GNDs density in sample B, which is attributed to a value of 51.84, likely due to the significant stress caused by excessive plastic deformation. The highest formation of GNDs was observed at grain boundaries, while the center of coarse grains exhibited a lower value. The similar effect was observed by Al-Lami et al. (2024), who observed that GNDs are particularly dense in the fine grains. Individual grains oriented in the < 001 > preferential orientation contained a high GND density on these slip systems. The measured level of GND density within samples D (Fig. 13b) and E (Fig. 13c) exhibited very similar values, corresponding to the HAGBs and strain rates. The profound impact of excessive plastic deformation is evident in sample B, primarily attributed to the formation of a structure characterized by a low average grain size, a low fraction of HAGBs, and a high density of GND.

GND density maps of the samples listed in Table 2 subjected to quasi-static and dynamic testing: a sample B, b sample D and sample E (c)
The structure in the horizontal direction (XY plane) consisted of relatively epitaxial grains, while the grains monitored in the vertical (YZ plane) formed their longer axis predominantly perpendicular to the LD as seen in Fig. 14 due to the compressive load. The opposite phenomenon was observed by Delcuse et al. (2024). They observed that grains elongated dominantly along the LD after deformation due to the tensile load. Moreover, all samples featured a higher level of HAGBs in YZ plane in comparison to the XY plane. The deformation (Fig. 14a) in the case of sample B manifested in a HAGBs increase of 56% in the YZ plane compared to the XY plane, which was the highest observed difference. This difference was very likely influenced by the deformation that occurred during the quasi-static compressive testing. On the other hand, the HAGBs shown in the YZ plane increased by 3.3% (sample D, Fig. 14b) and 3.8% (sample E, Fig. 14c) compared to the XY plane, respectively. The obtained results regarding the average grain size and GND density exhibited similar values for all examined samples in both directions. Therefore, only OIMs were mentioned here in detail.

Structural characterization of the samples listed in Table 2 subjected to quasi-static and dynamic testing depicted in YZ plane: a EBSD analysis of sample B, b sample D and sample E (c)
The structure within sample B was examined in detail via bright field TEM analysis, as shown in Fig. 15. Sample B was chosen due to its highest true strain among all tested samples and the largest difference in HAGBs fraction between the XY and YZ planes. Fig. 15a displays the microstructure within the sample B as observed through TEM, revealing a composition of finely developed grains, many of which exhibited dislocation substructure, which was also observed after the hot rotary swaging process performed in Kunčická et al. (2022) (see the detailed view in Fig. 15b). Notably, the grains tended to align in shear bands following the LD. In Fig. 15c, a detailed view of a white ball captured within the structure of the B sample is visualized. The chemical composition of the white ball was determined by the EDX analysis, as depicted in Fig. 15d. Based on the obtained chemical composition, it can be concluded that the white ball was aluminum oxide.

Bright field TEM images of sample B: a a visualization of B sample, b a detail of sample B, c a detail view of the aluminum oxide and d a EDX analysis revealing existence of the aluminum oxides
The parts produced by the powder bed fusion consisted of only a few pores within the observed structure, which can contribute to a higher service life of the as-manufactured part, especially when the parts are exposed to dynamic cycle loading. The results of quasi-static and dynamic testing of Inconel 718 material can serve as a basis for further development of specific parts that can be used in the energy industry such as gas turbines. By applying appropriate heat treatment, the mechanical properties could be further enhanced, leading to an increase in service life. The author’s next plan of research involves comparing the quasi-static and dynamic behavior between the AM and conventionally produced and heat-treated material.
4 Conclusion
This study investigated the quasi-static and dynamic behavior of Inconel 718, fabricated via powder bed fusion, using the SHPB test. The tests were conducted at the strain rates in the range 2·10–3–1.8·103 s-1 followed by a thorough structure analysis. The key findings of the investigation can be summarized as follows.
None of the samples fractured under the tested conditions, indicating good ductility and strength properties of the material. A positive strain rate sensitivity was observed, and a considerable increase was reported for tested strain rates, specifically 258 MPa at the strain of 0.05 and 240 MPa at the strain of 0.075. The microhardness increased after deformation caused by 2·10–2 strain rate by 33.9% and 35.8% in the horizontal and vertical direction, respectively, in comparison to the as-built state.
The original as-built structure was primarily composed of Laves phases with a long strip shape, while the structure after dynamic testing displayed Laves phases with a granular shape. Furthermore, the average grain size decreased by 43.3%, and the high-angle grain boundaries decreased by 5.4% in the horizontal direction after the excessive plastic deformation imparted by 1.8·103 s-1 strain rate. Additionally, TEM analysis indicated that the deformed structure consisted of finely developed grains, many of which featured a dislocation substructure.
References
Al-Lami, J., Dessolier, T., Rogers, S., Pirzada, T., Pham, M.: Dislocation distribution, crystallographic texture evolution, and plastic inhomogeneity of Inconel 718 fabricated by laser powder bed fusion. Adv. Eng. Mater. (2024). https://doi.org/10.1002/adem.202400524
Babamiri, B., Indeck, J., Demeneghi, G., Cuadra, J., Hazeli, K.: Quantification of porosity and microstructure and their effect on quasi-static and dynamic behavior of additively manufactured Inconel 718. Addit. Manuf. 34, 101380 (2020). https://doi.org/10.1016/j.addma.2020.101380
Barenyi, I., Slany, M., Kouril, K., Zouhar, J., Kolomy, S., et al.: Processing of bimetallic Inconel 625–16Mo3 steel tube via supercritical bend: study of the mechanical properties and structure. Materials 16(20), 6796 (2023). https://doi.org/10.3390/ma16206796
Blaha, R., Krisak, D., Hajnys, J., Mesicek, J., Pagac, M., et al.: Experimental verification of process parameters influencing the mechanical properties of M300 in the slm process. MM Sci. J. 2023, 2 (2023). https://doi.org/10.17973/MMSJ.2023_06_2023038
Buschow, K.H.J.: Encyclopedia of Materials: Science and Technology. Elsevier, London (2001)
Calleja, A., Urbikain, G., González, H., McErrillo, I., Polvorosa, R., et al.: Inconel®718 superalloy machinability evaluation after laser cladding additive manufacturing process. Int. J. Adv. Manuf. Technol. 97(5–8), 2873–2885 (2018). https://doi.org/10.1007/s00170-018-2169-5
Chang, L., Sun, W., Cui, Y., Yang, R.: Influences of hot-isostatic-pressing temperature on microstructure, tensile properties and tensile fracture mode of Inconel 718 powder compact. Mater. Sci. Eng. 599, 186–195 (2014). https://doi.org/10.1016/j.msea.2014.01.095
Choi, J., Shin, G., Yang, S., Yang, D., Lee, J., et al.: Densification and microstructural investigation of Inconel 718 parts fabricated by selective laser melting. Powder Technol. 310, 60–66 (2017). https://doi.org/10.1016/j.powtec.2017.01.030
Cooke, S., Ahmadi, K., Willerth, S., Herring, R.: Metal additive manufacturing: technology, metallurgy and modelling. J. Manuf. Process. 57, 978–1003 (2020). https://doi.org/10.1016/j.jmapro.2020.07.025
Darshan, C., Jain, S., Dogra, M., Gupta, M., Mia, M., et al.: Influence of dry and solid lubricant-assisted MQL cooling conditions on the machinability of Inconel 718 alloy with textured tool. Int. J. Adv. Manuf. Technol. 105(5–6), 1835–1849 (2019). https://doi.org/10.1007/s00170-019-04221-z
Deirmina, F., Peghini, N., Almangour, B., Grzesiak, D., Pellizzari, M.: Heat treatment and properties of a hot work tool steel fabricated by additive manufacturing. Mater. Sci. Eng. 753, 109–121 (2019). https://doi.org/10.1016/j.msea.2019.03.027
Delcuse, L., Bahi, S., Gunputh, U., Wood, P., Rusinek, A.: Constitutive modelling of laser based powder bed fusion melted inconel 718 Superalloy over a wide range of strain rates. In: Shafik, M., Keith, C. (eds.) Advances in Manufacturing Technology. IOS Press, UK (2021). https://doi.org/10.3233/ATDE210036
Delcuse, L., Bahi, S., Gunputh, U.F., Ben Haj Slama, M., Guitton, A., et al.: Microstructure evolution in AM produced superalloy thin struts at low plastic strain. Mater. Today Commun. 39, 108739 (2024). https://doi.org/10.1016/j.mtcomm.2024.108739
Deng, D., Peng, R., Brodin, H., Moverare, J.: Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. 713, 294–306 (2018). https://doi.org/10.1016/j.msea.2017.12.043
Forni, D., Mazzucato, F., Valente, A., Cadoni, E.: High strain-rate behaviour of as-cast and as-build Inconel 718 alloys at elevated temperatures. Mech. Mater. 159, 103859 (2021). https://doi.org/10.1016/j.mechmat.2021.103859
Gibson, I., Rosen, D., Stucker, B.: Additive Manufacturing Technologies. Springer-Verlag, Boston (2010). https://doi.org/10.1007/978-1-4419-1120-9
Gushchina, M., Kuzminova, Y., Kudryavtsev, E., Babkin, K., Andreeva, V., et al.: Effect of scanning strategy on mechanical properties of Ti-6Al-4V Alloy manufactured by laser direct energy deposition. J. Mater. Eng. Perform. 31(4), 2783–2791 (2021). https://doi.org/10.1007/s11665-021-06407-7
Hajnys, J., Pagac, M., Mesicek, J., Petru, J., Spalek, F.: Research of 316L metallic powder for use in SLM 3D printing. Adv. Mater. Sci. 20(1), 5–15 (2020). https://doi.org/10.2478/adms-2020-0001
Harant, M., Verleysen, P., Forejt, M., Kolomy, S.: The effects of strain rate and anisotropy on the formability and mechanical behaviour of aluminium alloy 2024–t3. Metals (Basel) 14(1), 98 (2024). https://doi.org/10.3390/met14010098
Harkin, R., Wu, H., Nikam, S., Yin, S., Lupoi, R., et al.: Evaluation of the role of hatch-spacing variation in a lack-of-fusion defect prediction criterion for laser-based powder bed fusion processes. Int. J. Adv. Manuf. Technol. 126(1–2), 659–673 (2023). https://doi.org/10.1007/s00170-023-11163-0
Huang, W., Yang, J., Yang, H., Jing, G., Wang, Z., et al.: Heat treatment of Inconel 718 produced by selective laser melting: microstructure and mechanical properties. Mater. Sci. Eng. 750, 98–107 (2019). https://doi.org/10.1016/j.msea.2019.02.046
Kolomy, S., Sedlak, J., Zouhar, J., Slany, M., Benc, M., et al.: Influence of aging temperature on mechanical properties and structure of m300 maraging steel produced by selective laser melting. Materials 16(3), 977 (2023). https://doi.org/10.3390/ma16030977
Kolomy, S., Jopek, M., Sedlak, J., Benc, M., Zouhar, J.: Study of dynamic behaviour via Taylor anvil test and structure observation of M300 maraging steel fabricated by the selective laser melting method. J. Manufact. Process. 125, 283–294 (2024)
Kouraytem, N., Chanut, R., Watring, D., Loveless, T., Varga, J., et al.: Dynamic-loading behavior and anisotropic deformation of pre- and post-heat-treated IN718 fabricated by laser powder bed fusion. Addit. Manuf. 33, 101083 (2020). https://doi.org/10.1016/j.addma.2020.101083
Kubickova, L., Kormanakova, M., Vesela, L., Jelinkova, Z.: The implementation of industry 4 0 elements as a tool stimulating the competitiveness of engineering enterprises. J. Compet. 13(1), 76–94 (2021). https://doi.org/10.7441/joc.2021.01.05
Kumar, L., Pandey, P., Wimpenny, D.: 3D Printing and Additive Manufacturing Technologies. Singapore, Springer Singapore Pte Limited (2018). https://doi.org/10.1007/978-981-13-0305-0
Kunčická, L., Kocich, R., Németh, G., Dvořák, K., Pagáč, M.: Effect of post process shear straining on structure and mechanical properties of 316 L stainless steel manufactured via powder bed fusion. Addit. Manuf. 59, 103128 (2022). https://doi.org/10.1016/j.addma.2022.103128
Ling, L., Yin, Z., Hu, Z., Liang, J., Wang, Z., et al.: Effects of the γ’’-Ni3Nb phase on mechanical properties of Inconel 718 superalloys with different heat treatments. Materials 13(1), 151 (2020). https://doi.org/10.3390/ma13010151
Liu, F., Lyu, F., Liu, F., Lin, X., Huang, C.: Laves phase control of inconel 718 superalloy fabricated by laser direct energy deposition via ı aging and solution treatment. J. Mater. Res. Technol. 9(5), 9753–9765 (2020). https://doi.org/10.1016/j.jmrt.2020.06.061
Majerik, J., Slany, M., Chochlikova, H., Sedlak, J., Zouhar, J., et al.: Analysis of the technological process of welding a membrane wall with Inconel 625 nickel alloy. Int. J. Adv. Manuf. Technol. 127(5–6), 3031–3048 (2023). https://doi.org/10.1007/s00170-023-11499-7
Mazzucato, F., Forni, D., Valente, A., Cadoni, E.: Laser metal deposition of inconel 718 alloy and as-built mechanical properties compared to casting. Materials 14(2), 1–21 (2021). https://doi.org/10.3390/ma14020437
Mesicek, J., Pagac, M., Petru, J., Novak, P., Hajnys, J., et al.: Topological optimization of the formula student bell crank. MM Sci. J. 2019(03), 2964–2968 (2019). https://doi.org/10.17973/MMSJ.2019_10_201893
Mesicek, J., Ma, Q., Hajnys, J., Zelinka, J., Pagac, M., et al.: Abrasive Surface Finishing on SLM 316L Parts Fabricated with Recycled Powder. Appl. Sci. (2021). https://doi.org/10.3390/app11062869
Opěla, P., Benč, M., Kolomy, S., Jakůbek, Z., Beranová, D.: High cycle fatigue behaviour of 316L Stainless steel produced via selective laser melting method and post processed by hot rotary swaging. Materials 16(9), 3400 (2023). https://doi.org/10.3390/ma16093400
Ozaner, O., Dursun, G., Akbulut, G.: Effects of wire-EDM parameters on the surface integrity and mechanical characteristics of additively manufactured Inconel 939. In: Materials Today: Proceedings. pp. 1861–1865. Elsevier Ltd (2021). https://doi.org/10.1016/j.matpr.2020.08.486
Redwood, B., Schöffer, F., Garret, B.: The 3D Printing Handbook: Technologies, Design and Applications. 3D Hubs, Amsterdam (2018)
Robl, J., Sedlák, J., Pokorný, Z., Ňuksa, P., Barényi, I., et al.: Analysis of advanced additive technology in direct metal laser sintering and precision casting method. Bull. Pol. Academ. Sci. Tech. Sci. 68, 109–118 (2020). https://doi.org/10.24425/bpasts.2020.131842
Seede, R., Mostafa, A., Brailovski, V., Jahazi, M., Medraj, M.: Microstructural and microhardness evolution from homogenization and hot isostatic pressing on selective laser melted inconel 718: Structure, texture, and phases. J. Manuf. Mater. Process. 2(2), 30 (2018). https://doi.org/10.3390/jmmp2020030
Segura, I.A., Mireles, J., Bermudez, D., Terrazas, C.A., Murr, L.E., et al.: Characterization and mechanical properties of cladded stainless steel 316L with nuclear applications fabricated using electron beam melting. J. Nucl. Mater. 507, 164–176 (2018). https://doi.org/10.1016/j.jnucmat.2018.04.026
Shao, J., Yu, G., He, X., Li, S., Chen, R., et al.: Grain size evolution under different cooling rate in laser additive manufacturing of superalloy. Optics Laser Technol. 119, 105662 (2019). https://doi.org/10.1016/j.optlastec.2019.105662
Smith, D., Bicknell, J., Jorgensen, L., Patterson, B., Cordes, N., et al.: Microstructure and mechanical behavior of direct metal laser sintered Inconel alloy 718. Mater. Charact. 113, 1–9 (2016). https://doi.org/10.1016/j.matchar.2016.01.003
Sui, S., Chen, J., Ma, L., Fan, W., Tan, H., et al.: Microstructures and stress rupture properties of pulse laser repaired Inconel 718 superalloy after different heat treatments. J. Alloy. Compd. 770, 125–135 (2019). https://doi.org/10.1016/j.jallcom.2018.08.063
Thellaputta, G., Chandra, P., RAO, C.S.P.: Machinability of nickel based superalloys: a review. Materials Today: Proceedings. 4(2), 3712–3721 (2017). https://doi.org/10.1016/j.matpr.2017.02.266
Wang, Z., Guan, K., Gao, M., Li, X., Chen, X., et al.: The microstructure and mechanical properties of deposited-IN718 by selective laser melting. J. Alloy. Compd. 513, 518–523 (2012). https://doi.org/10.1016/j.jallcom.2011.10.107
Wood, P., Rusinek, A., Platek, P., Janiszewski, J., Sienkiewicz, J., et al.: High strain rate effect on tensile ductility and fracture of AM fabricated Inconel 718 with voided microstructures. Mater. Des. 208, 109908 (2021). https://doi.org/10.1016/j.matdes.2021.109908
Yan, S., Wang, Y., Wang, Q., Zhang, C., Chen, D., et al.: Enhancing mechanical properties of the spark plasma sintered inconel 718 alloy by controlling the nano-scale precipitations. Materials 12(20), 3336 (2019). https://doi.org/10.3390/ma12203336
Yuan, K., Guo, W., Li, D., Li, P., Zhang, Y., et al.: Influence of heat treatments on plastic flow of laser deposited Inconel 718: testing and microstructural based constitutive modeling. Int. J. Plast. 136, 102865 (2021). https://doi.org/10.1016/j.ijplas.2020.102865
Acknowledgment
This research study was supported by the grant “Modern Technologies for Processing Advanced Materials Used for Interdisciplinary Applications”, FSI-S-22-7957. This paper was also supported by the project "Investigation of dynamic deformation behaviour of metallic materials prepared via alternative production methods" no. FSI-S-23-8231 within the projects of the Faculty of Mechanical Engineering, Brno University of Technology. This work was also supported by the project Innovative and Additive Manufacturing Technology—New Technological Solutions for the 3D Printing of Metals and Composite Materials (CZ.02.1.01/0.0/0.0/17_049/0008407).
Funding
Open access publishing supported by the National Technical Library in Prague.
Author information
Authors and Affiliations
Contributions
Conceptualization by S. K, M.H., and M.B. ; investigation by M.H. and M.B.; formal analysis by S.K. J.S. and M.B.; methodology by M.H., M.J. and M.B.; writing, review, and editing performed by all authors; visualization, S.K., J.S and M.J., resources by S.K. and M.B.; project administration by M.H.; funding acquisition by M.H. J.S. and M.J. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kolomy, S., Benc, M., Harant, M. et al. Effect of different strain rates on mechanical behavior and structure of Inconel 718 produced by powder bed fusion. Int J Mech Mater Des (2024). https://doi.org/10.1007/s10999-024-09724-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10999-024-09724-6