
Abstract
Transparent wood is a modern bio-renewable material with great potential for both science and industrial applications. However, the fire hazard of transparent wood is still almost unexplored. This study aims to investigate the impact of pristine basswood modification to epoxy-based transparent wood on the fire hazard and to train neural networks for the prediction of heat release rate from mass loss rate of pristine basswood, epoxy-based transparent wood, and epoxy resin. Transparent wood was prepared by lignin modification in pristine small-leaved basswood (Tilia cordata Mill.) and subsequent vacuum infiltration by epoxy resin. The fire hazard of the samples was determined by the cone calorimeter at four heat fluxes of 20–50 kW m−2. The fire hazard of investigated materials was compared based on the critical heat flux, ignition temperature, heat release rate, effective heat of combustion and time to flashover. Transparent wood showed higher resistance to ignition (higher critical heat flux and ignition temperature) than pristine wood. However, other parameters (heat release rate and effective heat of combustion) were higher (worse) and the time to flashover was lower (worse) for transparent wood than for pristine wood. Trained neural networks for predicting heat release rate from the mass loss rate of wood (both pristine and transparent) and epoxy resin showed coefficients of determination from 0.70 to 0.92. Trained neural networks with a coefficient of determinations above 0.90 are usable for low-cost heat release rate measurements in both science and industrial applications.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Transparent wood is a relatively new bio-renewable composite material. It is produced by delignification or lignin modification of wood, subsequent vacuum infiltration of the delignified matrix with a synthetic monomer (or a mixture of monomers) and finally by polymerization of this monomer. Transparent wood is produced from high porosity woods, mainly from ash, balsa, birch, paulownia, pine, poplar or basswood. Epoxide resins and Poly(methyl methacrylate) are the most used polymers for the preparation of transparent wood. Delignification of wood is done by methods commonly used in the paper-making industry such as kraft pulping (NaOH + Na2S), sulFite pulping (NaOH + Na2SO3) and chlorite delignification (NaClO2 + acetic acid, NaClO). The most common method for lignin modification uses hydrogen peroxide in an alkaline environment. In this study, the mixture containing H2O2, Na2SiO3, MgSO4, ethylenediaminetetraacetic acid (EDTA) and NaOH was used for wood preparation.
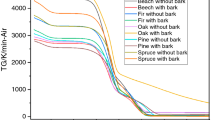
The first transparent wood was produced in 1992 by Fink [1] from a 1 mm thick pine veneer. The quoted author did not make transparent wood for its application as a material but as a new way of researching wood structure. The first transparent material based on transparent (acrylic) resin reinforced with cellulose nanofibers (fiber content 70%) was produced in 2005 by Iwamoto et al. [2]. Fukuzumi et al. [3] produced the first transparent film from cellulose nanofibers in 2009. In addition, the study reported that at a wavelength of 300 to 1000 nm, the film made of softwood cellulose fibers is approximately 15% more transparent than the film made of hardwood cellulose fibers (transparency of 85% and 70%, respectively). In the same year, Nogi et al. [4] produced optically transparent nanofiber paper with a transparency in the visible part of the spectrum of 60 to 80%. The first transparent wood intended for technical applications was produced and described in 2016 in the studies of Li et al. [5] and Zhu et al. [6, 7]. The transparent woods described in the mentioned studies achieved (under ideal conditions in the visible part of the spectrum) transparency of approximately 90% and haze of almost 100%. Authors [5,6,7] also proved that the transparency and haze of transparent wood are determined by the direction of the fibers (in the perpendicular orientation of fibers, transparency and haze are about 15% and 10% lower than in longitudinal fiber orientation).
Since 2016, much attention has been paid to research on the properties of transparent wood and their improvement. Research is mainly focused on improving transparency and mechanical properties. The results of scientific works [8,9,10,11] proved that multilayer transparent wood has better mechanical properties than single-layer transparent wood (of the same thickness). Other studies [12, 13] dealt with the optimization of the delignification process (to improve transparency and mechanical properties and reduce the impact of the production process on the environment). The production procedure of large-size transparent wood for energy-saving building applications was investigated and described in detail in a study [14]. Other studies [15,16,17,18,19,20] dealt with the research of transparent wood with enhanced thermal, electrical and magnetic properties (possibly for energy storage). The effect of UV radiation on the change of the key properties of transparent wood and the reduction of its negative impact was investigated in scientific works [21, 22]. Among the most interesting applications of transparent wood are photoresponsive, photochromic and thermochromic transparent wood described in scientific works [23,24,25].
The process of producing transparent wood (decomposition of the most thermally resistant component: lignin and infiltration with a synthetic monomer) changes the fire characteristics of pristine wood (e.g., the impact of lignin content change in some wood species on effective heat of combustion was investigated in detail by Todaro et al. [26]). In addition, transparent wood is considered as a substitute for plate glass (e.g., for windows and photovoltaic panels). However, there is a significant difference between glass and transparent wood. Glass is a non-flammable material and does not release heat during a fire. Therefore, the replacement of the glass with transparent wood can contribute to an increase in the fire hazard in the fire compartment.
Despite this, so far only several studies have been devoted to researching the fire hazard of transparent wood. The impact of modification of pristine wood to polyimide-based transparent wood on fire hazard has been investigated by Chen et al. [27] and the impact of modification of pristine balsa wood to melamine formaldehyde-based transparent wood on fire hazard has been investigated by Samanta et al. [28]. The scientific work of Chen et al. [27] lacks data on the type of pristine wood from which the investigated polyimide transparent wood was made. In addition, both papers [27, 28] investigated the fire hazard at only one heat flux (50 kW m−2). In addition, no research on the effect of the modification of pristine wood to epoxy-based transparent wood on fire hazard has been conducted yet, even though the production of epoxy-based transparent wood has great potential (especially due to the technological simplicity and minimal impact on the environment).
Considering all the key criteria (porosity, availability both in Europe and in the USA and the possibility of future import restrictions of other suitable woods, e.g., paulownia from other countries), basswood is potentially the most suitable for industrial production of transparent wood. The spread of basswood in Europe was described by De Jaegere et al. [29]. As the polymer component, epoxy resins appear to be very suitable for the production of transparent wood (mainly due to the simple technological management and relatively low impact on the environment).
The main fire characteristics of the epoxy transparent wood, including the critical heat flux, ignition temperature, effective heat of combustion, heat release rate, the maximum average rate of heat emission, and flashover category, have not yet been comprehensively studied. Therefore, the main aim of this study is comprehensive research on the impact of lignin modification and subsequent epoxy resin infiltration of small-leaved basswood (Tilia cordata Mill.) on the fire hazard of prepared epoxy-based transparent wood. Due to the growing interest of the scientific community in the fire hazard of transparent wood (and the main components from which it is produced), the second goal of this study was set. The second goal is to enable scientists and researchers who do not have a cone calorimeter (a relatively expensive and time-consuming device to purchase and operate) to indirectly measure the heat release rate from epoxy-based transparent wood (also from pristine wood and epoxy resin) based on mass loss. To achieve this goal, machine learning tools (neural networks) were applied, which leads to training neural networks so that they can predict the heat release rate from pristine wood, epoxy resin and epoxy-based transparent wood based on their mass loss. Training neural networks to predict the heat release rate from the mass loss of the listed materials and products will mean a significant contribution to further research into the fire hazard of these materials, as it will allow measuring the heat release rate using only basic technical equipment. This will allow many research institutions and laboratories around the world to be involved in the fire hazard research of these materials.
Material and methods
Material and sample preparation
Transparent wood was prepared from air-dried small-leaved basswood (Tilia cordata Mill.), hereinafter only basswood. Air-dried basswood water content was in interval from 12 to 15% by mass. Basswood was sawn into transverse prisms with dimensions of 100 × 100 × 4 ± 0.2 mm (tangential × radial × longitudinal). The samples of air-dried wood were dried at a temperature of 103 ± 2 °C to a water content of 0% by mass (based on the criteria prescribed by ISO 13061–1:2014 [30]) before the production of transparent wood and before the test on a cone calorimeter. Samples with visible cracks after drying were excluded. Wood samples were supplied by JESPR s.r.o., Druzstevna pri Hornade, Slovakia.
Epoxy resin Veropal UV PLUS 100 (hereinafter only Veropal) was used as the synthetic monomer, supplied by EPOXY s.r.o., Vysoka pri Morave, Slovakia. The Veropal epoxy resin was chosen for its low viscosity and wide hardening temperatures, which allow delayed hardening, so more vacuum infiltration cycles can be repeated. It is a two-component epoxy resin, consisting of components A and B (the mixing ratio of components A:B was 100:40). Component A is the product of the oligomeric reaction of 4,4'-isopropylidenedicyclohexanol (C15H28O2) with 1-chloro-2,3-epoxypropane (C3H5ClO). Component B is the propoxylated reaction product of 1,1,1-trimethylolpropane (C6H14O3) with ammonia (NH3).
The lignin modification solution was prepared by mixing chemicals in the following order: deionized water, sodium silicate (3.0% by mass), sodium hydroxide (3.0% by mass), magnesium sulfate (0.1% by mass), ethylenediaminetetraacetic acid (0.1% by mass) and hydrogen peroxide (4.0% by mass). The wood substrates were submerged in the lignin modification solution at 80 °C until the wood became white (approx. 5 to 6 h). The samples were then thoroughly washed with deionized water and kept in water until epoxy infiltration [31]. Before polymer infiltration, wood samples were dehydrated with ethanol. The solvent-exchange step was repeated three times. Polymer infiltration for transparent wood fabrication was done. All the chemicals were purchased from Centralchem s.r.o., Bratislava, Slovakia. Subsequently, the bleached wood matrix was fully vacuum infiltrated (negative pressure approx. 97 to 98 kPa) in the pre-mixed epoxy resin. Vacuum infiltration and pressure release (relaxation) were repeated three times for 30 min. Finally, the infiltrated wood was placed into a silicone mould, covered by a silicone sheet loaded with a heavy flat object. Curing (hardening) took place at ambient temperature (25 °C) for 48 h.
Epoxy resin samples were prepared by pouring the epoxy mixture into the silicone mould with the dimension of 100 × 100 mm to a final thickness of 4 mm and subsequently cured at ambient temperature (25 °C) for 48 h.
The basic properties of the investigated samples (pristine basswood, epoxy resin and prepared epoxy-based transparent wood) are in Table 1.
The wood content in transparent wood expresses the level of bio-renewability of transparent wood. Table 1 shows that the prepared samples of epoxy-based transparent wood are approximately 30% bio-renewable material. The reason for the higher ash content in transparent wood than in pristine wood (Table 1) is the fact that after the lignin modification, residues of chemical substances used in the process remain in the modified matrix (e.g. SiO3,)
Samples of pristine basswood and prepared epoxy-based transparent wood are shown in Fig. 1. The position of place from which pristine wood samples were obtained from the trunk together with sample orientation is shown in Fig. 2.

Investigated samples of pristine basswood a and prepared epoxy-based transparent wood b

The position of places from which pristine wood samples were obtained from the trunk together with sample orientation
Fire performance test
Fire performance of pristine basswood, epoxy resin and epoxy-based transparent wood samples was measured by the cone calorimeter (Classic CZ, Revnice, Czech Republic) located at the Faculty of Forest and Wood Sciences of the Czech University of Life Sciences Prague. The dimensions of the samples were (100 × 100 × 4) ± 0.2 mm (tangential × radial × longitudinal). The cone calorimeter, measurement procedure, test time and the number of measurements repetition on one sample kind were according to ISO 5660–1:2015 [35]. The only difference from the requirements of the cited ISO standard was the thickness of the sample. ISO 5660–1:2015 [35] recommends samples with a thickness of 6 to 50 mm (requires justification when testing samples with other thicknesses). According to scientific works (e.g., [5,6,7, 36,37,38,39,40]), the vast majority of produced transparent wood is below 4 mm in thickness. Therefore, samples with a thickness of 4 mm were used for this research. The samples were examined at four heat fluxes of 20, 30, 40 and 50 kW m−2. The measurement of each sample at each heat flux was repeated three times (according to the requirements of ISO 5660–1:2015 [35]), and the average values ± standard deviation are reported as the results.
Time to ignition, heat release rate and mass loss rate were measured on the cone calorimeter. Ignition temperature and critical heat flux (by methods according to [41, 42]), total heat release (as an integral of heat release rate value) and effective heat of combustion (as the ratio of total heat release to mass loss) were calculated from obtained values. The maximum average rate of heat emission was calculated according to [43] and the flashover category according to [44, 45]. The thermal thickness of investigated samples was estimated by the method described by Babrauskas and Parker [46] from heat flux (20–50 kW m−2), density (Table 1) and physical thickness of the samples (4 ± 0.2 mm). In accordance with the mentioned scientific work [46], the samples behaved as thermally thin, therefore, in accordance with [41, 42], the critical heat flux was calculated from the dependence of the time to ignition powered to -1 on the heat flux. The method [41] recommends adding a constant of 3 kW m−2 to the calculated value (representing heat loss during ignition), and the method according to [42] recommends dividing the obtained value by the constant 0.76 (also representing heat loss during ignition). For thermally thin materials, the apparent product of density and heat capacity (ρc) is an important parameter from the point of view of their resistance to ignition. This parameter was calculated from the data measured on a cone calorimeter using the Babrauskas method [47].
The process of preparing samples and measuring fire characteristics on a cone calorimeter is illustrated in Fig. 3.

Process of epoxy-based transparent wood preparation and cone calorimeter test
Data analysis
The statistical significance of the differences of the main fire characteristics of pristine basswood, epoxy-based transparent wood and epoxy resin was evaluated by Duncan's test in STATSOFT Statistica 10 software.
A neural network for predicting the heat release rate from pristine wood, epoxy resin and epoxy-based transparent wood from mass loss was created and trained in the MATLAB 2022a program (in the Deep Learning Toolbox 14.4). A three-layer feed-forward Neural Network Fitting (input layer, hidden layer, and output layer) was used. The impact of the number of neurons in the hidden layer (5, 10, 15, 20, 25, 50 and 100) and training algorithm (Levenberg–Marquardt, Bayesian Regularization and Scaled Conjugate Gradient) on the neural network accuracy were investigated. Data division for training, validation and test of neural networks was 70%, 15% and 15%, respectively (excluding Bayesian Regularization, where no validation is applied, and 80% of data were used for training and other data were used for test of neural network). The structure of the neural network used for heat release rate prediction is shown in Fig. 4 (the number of hidden neurons in this figure varies in the interval from 5 to 100).

Structure of the neural network design (the number of neurons in the hidden layer varies from 5 to 100) used for prediction of heat release rate from mass loss rate of pristine basswood, epoxy-based transparent wood and epoxy resin
Results and discussion
Time to ignition (TTI), maximum heat release rate (mHRR), maximum average rate of heat emission (MARHE), maximum mass loss rate (mMLR) and effective heat of combustion (EHC) of pristine basswood, epoxy resin and epoxy-based transparent wood are in Table 2.
The data in Table 2 prove that the difference in time to ignition of pristine basswood and epoxy-based transparent wood (at heat fluxes from 20 to 50 kW m−2) is not statistically significant. However, the decisive criteria for sample resistance to ignition are critical heat flux and ignition temperature. More details concerning this issue can be found e.g. in [48].
In almost all investigated conditions, epoxy-based transparent wood samples showed higher values of maximum heat release rate, the maximum average rate of heat emission, effective heat of combustion and maximum mass loss rate compared to pristine basswood samples (Table 2). This behavior can be explained as follows. Both the maximum heat release rate and maximum average rate of heat emission are directly derived from the heat release rate (HRR). Thus, as the HRR increases, the parameters derived from it also increase. The HRR of the material is determined by the effective heat of combustion and mass loss rate (MLR). The effective heat of combustion of epoxy resin is higher than the EHC of pristine basswood (Table 2). Similarly, materials with a higher content of volatile matter and lower content of fixed carbon generally show higher MLR values compared to materials with opposite values of proximate parameters. Table 1 shows that epoxy-based transparent wood has in comparison with pristine basswood slightly higher content of volatile matter on the one hand and on the other hand significantly lower content of fixed carbon. Therefore, epoxy-based transparent wood shows higher values of MLR and thus also HRR and all parameters derived from it (under almost all test conditions).
Epoxy-based transparent wood shows values of effective heat of combustion which are on the one hand comparable to epoxy resin but on the other hand significantly higher (by 15% to 25%) than pristine wood (Table 2). This result is rather surprising, as according to Table 1, epoxy-based transparent wood contains 29.5 ± 2.2% of wood and the rest is epoxy resin. Effective heat of combustion of epoxy-based transparent wood should therefore be approximately equal to 0.295 EHC of pristine basswood + 0.705 EHC of epoxy resin. The reason that the EHC of epoxy-based transparent wood is approximately equal to the EHC of epoxy resin is probably the fact that with increasing hydrogen content, the combustion efficiency of hydrocarbon fuels usually increases (the concentration of carbon monoxide in the combustion products decreases), and with increasing combustion efficiency, the amount of released heat also increases during tests on a cone calorimeter. The conclusion about increasing combustion efficiency with increasing hydrogen content is confirmed by, e.g., Rajpara et al. [49]. The hydrogen content in the examined samples was as follows: pristine basswood (approx. 6 ± 0.2% by mass), epoxy-based transparent wood (approx. 8.9 ± 0.15% by mass) and epoxy resin (approx. 10.1 ± 0.1% by mass).
For comparison, the average effective heat of combustion of wood and wood-based materials is according to Günther et al. [50] 17.72 ± 0.91 MJ.kg−1. The reason for the higher value of effective heat of combustion for pristine basswood (Table 2) is mainly the lower water content in the pristine wood samples examined in this study (0% by mass). In contrast, the effective heat of combustion in the cited work [50] was determined for samples with a water content of 6.5 ± 1% by mass.
Table 2 presents the summary values of fire parameters of investigated materials. For assessing the fire hazard of materials and products, the time dependence of HRR has a better predictive value. Figure 5 shows the heat release rate and total heat release (THR) of investigated samples exposed to a heat flux of 20, 30, 40 and 50 kW m−2.

Heat release rate (HRR) and total heat release (THR) from basswood (Wood), epoxy resin (Resin) and epoxy-based transparent wood (TW) at heat fluxes of 20 kW m−2 (a), 30 kW m−2 (b), 40 kW m−2 (c) and 50 kW m−2 (d)
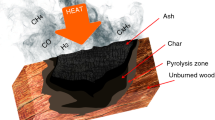
Pristine basswood, epoxy-based transparent wood and epoxy resin show a very similar burning pattern (Fig. 5). Pristine basswood samples behave in the same way as common natural polymers (based on lignocellulose). Immediately after the ignition of pristine basswood, a sharp increase in the heat release rate to a maximum value is evident, followed by a gradual decrease (Fig. 5). The cause is the formation of a solid charred layer on the surface of the wood sample, which retards the burning process (the so-called auto-retardation of the burning process by charring layer). This conclusion is consistent with the results of several scientific works, e.g., [51,52,53].
Both epoxy resin and epoxy-based transparent wood show a very similar course (rapid increase followed by gradual decrease) of heat release rate as pristine basswood. The reason is the fact that epoxy resin is a thermosetting polymer. Thermosetting polymers generally show properties similar to natural polymers based on lignocellulose under thermal load and fire (they form a solid carbonized layer on their surface, similar to wood and wood-based materials, which retards the burning process). Since pristine wood and epoxy resin show a very similar course of heat release rate, it is logical to expect that epoxy-based transparent wood will also have a similar course of HRR (which is also confirmed by Fig. 5).
Course and values of the heat release rate of pristine basswood and epoxy resin in Fig. 5 roughly correspond to the values published in the scientific works of Parker [54], Tran [55] and Hirschler [56] for other woods and plastics. The difference was only in the burning time (the investigated materials in most cases showed a shorter burning time than the materials in the cited scientific works). The reason was the fact that the burning time is determined by the thickness of the sample, and today majority of transparent wood is produced with a maximum thickness below 4 mm (which is lower than the thickness of most other materials tested by cone calorimeter).
Scientific works [27, 28] report a different course of heat release rate for pristine and transparent wood than Fig. 5. The difference is mainly that in the cited scientific works, transparent wood showed a lower local maximum of heat release rate compared to pristine wood. The reason is the fact that in the cited scientific works [27, 28] flame-retardant transparent wood was investigated (while in this study transparent wood without flame-retardant is investigated). In contrast, the total heat release (THR) of the investigated samples (Fig. 5) shows the same trend as in the scientific paper [28] (in both cases, transparent wood shows a significantly higher THR value than pristine wood). The results of the scientific work [27] show at first glance a different trend, as according to the cited scientific work, the THR from transparent wood is approximately 10% lower than from pristine wood. However, this conclusion is drawn from data measured on a micro-combustion calorimeter, which expresses THR in units of J (kJ) per unit mass and not J (kJ) per unit area (such as on a cone calorimeter). In connection with this, however, it should be noted that transparent wood has approximately twice the density compared to pristine wood (Table 1). Therefore, from a product of the same dimensions, the same THR value (related to a unit of mass) and twice the density, twice as much heat is released from transparent wood as from pristine wood. According to the results of scientific works [27, 28], even protecting transparent wood with flame retardants does not solve this problem.
The course of both HRR (Fig. 5) and MLR (Fig. 6) is usual for thermally thin materials. Thermally thin materials commonly show only one peak of both HRR and MLR, as also reported by other scientific works, e.g., [57, 58]. Comparison of obtained values of HRR and MLR with other studies is quite difficult because:
-
(a)
Epoxy resin includes a number of materials with various chemical compositions, properties and fire characteristics, which common feature is often only the epoxide functional group;
-
(b)
There are no other studies (for comparison) that investigated the impact of the modification of pristine wood to transparent wood in a similar way (for similar materials and method of modification) that is presented in this paper.

Time dependence of mass loss rate (MLR) and residual mass (Mass) of basswood (Wood), epoxy resin (Resin) and epoxy-based transparent wood (TW) at heat fluxes of 20 kW m−2 (a), 30 kW m−2 (b), 40 kW m−2 (c) and 50 kW m−2 (d)
Nevertheless, obtained values of HRR (Fig. 5) lie between values reported by [59, 60].
The flashover category (time to reach the fully developed fire stage - flashover) was calculated from the HRR using the method according to [44, 45]. The cited method allows predicting the time to flashover in intervals from 0 s up to 120 s; 120 s up to 600 s; 600 s up to 720 s; 720 s up to 1200 s; and above 1200 s (no flashover). Predicted times to the flashover of investigated materials are in Table 3.
The data in Table 3 show that the modification of wood to transparent wood worsens its flashover category (shortens the time needed to reach the flashover fire stage). The reason is a higher content of volatile combustibles and a lower content of fixed carbon (Table 1).
The time dependence of residual mass and mass loss rate of investigated samples during the cone calorimeter test is shown in Fig. 6. The heat release rate and the mass loss rate (Figs. 5 and 6) have a very similar course. Likewise, the course of the total heat release (Fig. 5) corresponds with the inverse value of the time dependence of the residual mass of the sample (Fig. 6). The inverse value of the time dependence of the residual sample mass is not shown in Fig. 6, but it is valid that at the beginning of the test the total heat release has a value of 0 MJ kg−1 and the mass of the sample started at 100%. At the end of the test, the total heat release reaches a local maximum and the sample mass, on the contrary, reaches a local minimum.
The similarity of the heat release rate (Fig. 5) and mass loss rate (Fig. 6) indicates that it is possible to create and train a neural network (Neural Network Fitting) to predict the heat release rate from the mass loss rate with high accuracy.
The resistance of the samples to ignition was assessed based on the critical heat flux (minimal heat flux necessary for piloted ignition of material during 30 min). The dependence of the ignition time (powered to − 1) on the heat flux is shown in Fig. 7. Parts of Fig. 7 also show equations for the statistical relationship between the inverse value of the ignition time and heat flux, from which critical heat fluxes, ignition temperatures and apparent products of density and heat capacity were determined using the techniques described in [41, 42, 47]. The ignition characteristics of the investigated materials are in Table 4.

Dependence of time to ignition (TTI) inverse value on heat flux (HF) for basswood (Wood), epoxy resin (Resin) and epoxy-based transparent wood (TW)
Epoxy-based transparent wood shows a higher critical heat flux and ignition temperature than pristine basswood and epoxy resin (Table 4). The modification of natural wood into transparent wood thus increases its resistance to ignition compared to the raw materials from which it was made. The reason for the higher critical heat flux and ignition temperature of epoxy-based transparent wood compared to pristine wood is the significantly higher density of transparent wood (Table 1). This conclusion is also consistent with the results of the scientific work of Nagaoka et al. [48]. Epoxy-based transparent wood shows higher resistance to ignition even compared to epoxy resin. The reason is probably a combination of the following factors: higher density, lower content of volatile matter and higher content of fixed carbon in transparent wood (Table 1). A secondary reason may also be the fact that during lignin modification, wood releases part of the volatile matter (loses part of the most thermally labile components). The issue of the release of volatile matter during wood delignification was studied in detail in the scientific works of Wu et al. [61], Ilyas et al. [62], Chen et al. [63] and Selambakkannu et al. [64].
At first glance, it might seem that the critical heat fluxes (Table 4) do not correspond to the ignition time (Table 2). For example, the time to ignition of epoxy resin and epoxy-based transparent wood (at 20 kW m−2 heat flux) is 98 and 61 s, respectively. In contrast, critical heat fluxes of resin and transparent wood are 17.6–20.9 kW m−2, respectively. The reason is the fact that the critical heat flux is determined by the dependence line slope of the inverted ignition time on the heat flux and not only by the ignition time at the lowest heat flux.
The obtained values of critical heat fluxes (Table 4) are higher than the critical heat fluxes of wood and wood-based materials (6 to 8 kW m−2) published by Xu et al. [65], and conversely, approximately the same as the critical heat fluxes of wood published by Xu et al. [66] (16–19 kW m−2, for Merbau wood even up to 40 kW m−2), or values published by Dai et al. [67] (12–22 kW m−2). The cause of the aforementioned dispersion is the dependence of the material's critical heat flux on a large number of parameters, which are divided into parameters associated with the properties of the material and parameters associated with the properties of the environment. The calculation method also has a non-negligible effect on the resulting critical heat flux. Among the most important parameters of material (with the same or very similar chemical composition) affecting its critical heat flux are mainly thermal thickness (which is determined by physical thickness, density, thermal capacity and thermal conductivity), water content and roughness. The most important environmental parameters include temperature, relative humidity and air pressure. For example, the effect of air pressure (65–101 kPa) on the critical heat flux and ignition temperature was investigated by Yafei et al. [68]. The results of the cited scientific work prove that the difference in the critical heat flux (with the mentioned difference in air pressure) can be up to 50%. Since the values in Table 4 were determined under comparable environmental conditions and identical calculation methods were used (for all investigated materials), the obtained values enable a relative comparison of the resistance of pristine basswood, epoxy resin and epoxy-based transparent wood to ignition.
Ignition temperature represents the surface temperature of the material at the moment of ignition (for ignition by heat flux in 30 min of intervals). This value of ignition temperature is valuable, e.g., for fire modeling (e.g., [69, 70]) but does not correspond to the temperature at which wood starts rapid thermal decomposition (e.g., approx. 300 °C according to [71, 72]). The reason is the fact that in the cited scientific papers [71, 72] the temperature at which the wood begins to quickly thermally decompose was determined by the thermogravimetry method (sample mass in the order of milligrams and heating at a rate of several °C min−1), while in this study the temperature of the material was determined on the surface using the cone calorimeter method (sample mass in the order of hundreds of grams and exposure to heat flux in the order of tens of kW m−2, these conditions correspond much better to the conditions of a real fire). The ignition temperature of epoxy-based transparent wood was not published yet in any scientific paper. However, e.g., Zachar et al. [73] published the spontaneous ignition temperature of spruce wood (433 ± 30 °C) and Yafei et al. [68] published the ignition temperature of Chinese scholar tree (413 ± 44 °C). Based on these results, the data from this study (Table 4) seem plausible.
The residue of transparent wood after loading by 50 kW m−2 heat flux during 1,800 s was almost none. A photograph of the residue of transparent wood loaded by 20 kW m−2 heat flux during 1,800 s is shown in Fig. 8.

Char residue of transparent wood after being loaded by 20 kW m−2 heat flux during 1,800 s
The coefficients of determination (R2) of neural networks (to predict the heat release rate from mass loss of pristine basswood, epoxy-based transparent wood and epoxy resin) are illustrated in Table 5. Neural networks were trained to predict the heat release rate from each investigated material (pristine wood, epoxy resin and epoxy-based transparent wood). This means that all trained neural networks (with a sufficiently high R2 value) are applicable for predicting the heat release rate from epoxy-based transparent wood as well as the main input raw materials used for its production (pristine wood and epoxy resin).
The coefficient of determination (R2) has the highest informative value for the neural network test (validation is performed in the training phase with values that were not used for training; the test is performed after training with data that was not used for training or validation). The highest R2 values in the test (for the studied training algorithms) are shown by Levenberg–Marquardt for 20 neurons in the hidden layer; Bayesian Regularization for 5 neurons in the hidden layer; and Scaled Conjugate Gradient for 15 neurons in the hidden layer (Table 5). Trained neural network with the best coefficient of determination R2 is in the supplementary materials, files S1 Net_LM_20 (Levenberg–Marquardt algorithm and 20 neurons in hidden layer), S2 Net_BR_5 (Bayesian Regularization algorithm and 5 neurons in hidden layer) and S3 Net_SCG_15 (Scaled Conjugate Gradient algorithm and 15 neurons in hidden layer).
A higher informative value than the coefficient of determination (R2) is a direct comparison of the heat release rate of epoxy-based transparent wood determined from a cone calorimeter (in the standard way from oxygen consumption) and predicted from the mass loss in the investigated neural networks (with the highest R2 for the individual algorithms investigated). A comparison of the heat release rate from the investigated epoxy-based transparent wood (at a heat flux of 50 kW m−2) measured by a cone calorimeter and predicted by trained neural networks from mass loss is illustrated in Fig. 9.

Heat release rate from epoxy-based transparent wood at a heat flux of 50 kW m−2 measured by cone calorimeter based on oxygen consumption (the standard method of measurement) and predicted from mass loss rate by trained neural networks for following training algorithm and number of neurons in a hidden layer Levenberg–Marquardt (20 neurons) a, Bayesian Regularization (5 neurons) b, and Scaled Conjugate Gradient (15 neurons) c
Prediction of used algorithms shown in Fig. 9 (at a heat flux of 50 kW m−2) achieved approximately 11 (Bayesian Regularization and Scaled Conjugate Gradient learning algorithms) to 22% (Levenberg–Marquardt learning algorithm) lower maximum heat release rate values than values measured with a cone calorimeter from oxygen consumption (standard method). The best prediction was achieved by a neural network with a Bayesian Regularization training algorithm and 5 neurons in the hidden layer, which predicted an 11% lower maximum value of heat release rate compared with the standard method on the cone calorimeter. A difference of 11% (in maximum heat release rate) is not significant in fire engineering in most applications. A larger (more than 11%) variance between two measurements of the maximum heat release rate from two samples of the same type of wood is common (e.g., Table 2). On the other hand, Fig. 9 demonstrates that in the flame combustion phase (at a heat flux of 50 kW m−2) the values of the heat release rate predicted by trained neural networks show a systematically lower value (than the value measured from oxygen consumption). It is necessary to remember this conclusion when applying and interpreting the heat release rate values obtained by the prediction from the mass loss in the trained neural network.
Comparison of the heat release rate measured by a cone calorimeter at a heat flux of 20 to 50 kW m−2 (from oxygen consumption) and predicted from mass loss by the trained neural network (Bayesian Regularization algorithm and 5 neurons in hidden layer) is illustrated in Fig. 10.

Heat release rate from epoxy-based transparent wood measured by cone calorimeter based on oxygen consumption (the standard method of measurement) and predicted from mass loss rate by trained neural networks with Bayesian Regularization algorithm (5 neurons) at a heat flux of 20 kW m−2 (a), 30 kW m−2 (b), 40 kW m−2 (c), and 50 kW m−2 (d)
Figure 10 proves that at heat fluxes of 20 and 30 kW m−2, the maximum heat release rate values measured in a standard way on the cone calorimeter and predicted by the trained neural network from the mass loss rate almost coincide. The difference between the measured and predicted maximum heat release rate increases with increasing heat flux. However, the differences between the measured and predicted value of the heat release rate (in the studied interval of heat fluxes from 20 to 50 kW m−2) are relatively small (for neural networks with Bayesian Regularization algorithm and 5 neurons in the hidden layer are differences approx. 11%), which makes the proposed and created method for predicting (measuring) of the heat release rate of epoxy-based transparent wood possible for the practical use.
Conclusions
The presented paper dealt with the fire hazard research of epoxy-based transparent wood. In addition, this study dealt with training a neural network to predict the heat release rate from pristine basswood, epoxy-based transparent wood and epoxy resin from their mass loss rate. The obtained data proved that:
-
1.
Epoxy-based transparent wood is more resistant to initiation than pristine wood (critical heat flux of transparent wood is approximately 20% higher, and ignition temperature is approximately 10% higher than pristine wood).
-
2.
Epoxy-based transparent wood, on the other hand, shows higher values of maximum heat release rate (from 10 to 40%, depending on the heat flux) and maximum average of heat emission (from 40 to 50%, depending on the heat flux). Differences in both parameters increase with increasing heat flux. In addition, epoxy-based transparent wood shows a shorter time to flashover (lower resistance to fire propagation in the flashover phase) than pristine wood.
-
3.
In addition, epoxy-based transparent wood shows higher values of effective heat of combustion (from 15 to 25%, depending on the heat flux) and approximately 50–60% higher values of total heat release rate than pristine wood.
-
4.
The heat release rate from pristine wood, epoxy-based transparent wood and epoxy resin can be predicted from their mass loss rate by trained neural networks. The best value of the coefficient of determination (R2 > 0.90) for these predictions shows neural networks with the following training algorithms: Levenberg–Marquardt (20 neurons in hidden layer), Bayesian Regularization (5 neurons in hidden layer) and Scaled Conjugate Gradient (15 neurons in hidden layer).
The obtained data prove that epoxy-based transparent wood is more resistant to the initiation, but on the other hand, it releases approximately 50–60% more heat than pristine wood under real fire conditions. The collected data further demonstrate that the heat release rate of pristine wood, epoxy-based transparent wood and epoxy resin can be predicted with a relatively high (determination coefficient R2 > 0.90) prediction in trained neural networks from the mass loss rate of these materials. The achieved accuracy of neural networks is sufficient for the practical application of the heat release rate measurement method.
Data availability
All data are available in the manuscript.
References
Fink S. Transparent wood–A new approach in the functional study of wood ultrastructure. Holzforschung. 1992;46(5):403–8.
Iwamoto S, Nakagaito AN, Yano H, Nogi M. Optically transparent composites reinforced with plant fiber-based nanofibers. Appl Phys A. 2005;81(6):1109–12.
Fukuzumi H, Saito T, Iwata T, Kumamoto Y, Isogai A. Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromol. 2009;10(1):162–5.
Nogi M, Iwamoto S, Nakagaito AN, Yano H. Optically transparent nanofiber paper. Adv Mater. 2009;21(16):1595–8.
Li Y, Fu Q, Yu S, Yan M, Berglund L. Optically transparent wood from a nanoporous cellulosic template: combining functional and structural performance. Biomacromol. 2016;17(4):1358–64.
Zhu M, Song J, Li T, Gong A, Wang Y, Dai J, Yao Y, Luo W, Henderson D, Hu L. Highly anisotropic, highly transparent wood composites. Adv Mater. 2016;28(26):5181–7.
Zhu M, Li T, Davis CS, Yao Y, Dai J, Wang Y, AlQatari F, Gilman JW, Hu L. Transparent and haze wood composites for highly efficient broadband light management in solar cells. Nano Energy. 2016;26:332–9.
Wu Y, Wang Y, Yang F. Comparison of multilayer transparent wood and single layer transparent wood with the same thickness. Front Mater. 2021. https://doi.org/10.3389/fmats.2021.633345.
Wang Y, Wu Y, Yang F, Wang J, Zhou J. A multilayer transparent wood prepared by laminating two kinds of tree species. J Appl Polym Sci. 2021. https://doi.org/10.1002/app.51872.
Wu Y, Zhou J, Yang F, Wang Y, Wang J, Zhang J. A strong multilayered transparent wood with natural wood colour and texture. J Mater Sci. 2021;56(13):8000–13.
Qin J, Bai T, Shao Y, Zhao X, Li S, Hu Y. Fabrication and characterization of multilayer transparent wood of different species. J Beijing For Univ. 2018;40(7):113–20.
Qin J, Li X, Shao Y, Shi K, Zhao X, Feng T, Hu Y. Optimization of delignification process for efficient preparation of transparent wood with high strength and high transmittance. Vacuum. 2018;158:158–65.
Li H, Guo X, He Y, Zheng R. A green steam-modified delignification method to prepare low-lignin delignified wood for thick, large highly transparent wood composites. J Mater Res. 2019;34(6):932–40.
Wang X, Zhan T, Liu Y, Shi J, Pan B, Zhang Y, Cai L, Shi SQ. Large-size transparent wood for energy-saving building applications. Chemsuschem. 2018;11(23):4086–93.
Mi R, Li T, Dalgo D, Chen C, Kuang Y, He S, Zhao X, Xie W, Gan W, Zhu J, Srebric J, Yang R, Hu L. A clear, strong, and thermally insulated transparent wood for energy efficient windows. Adv Funct Mater. 2020. https://doi.org/10.1002/adfm.201907511.
Montanari C, Li Y, Chen H, Yan M, Berglund LA. Transparent wood for thermal energy storage and reversible optical transmittance. ACS Appl Mater Interfaces. 2019;11(22):20465–72.
Zhou L, Yang Z, Luo W, Han X, Jang S-H, Dai J, Yang B, Hu L. Thermally conductive, electrical insulating, optically transparent bi-layer nanopaper. ACS Appl Mater Interfaces. 2016;8(42):28838–43.
Cho S-S, Song S-H, Hong I-P. Analysis of the electromagnetic properties of eco-friendly transparent wood. Microw Opt Technol Lett. 2021;63:2237–41.
Gan W, Gao L, Xiao S, Zhang W, Zhan X, Li J. Transparent magnetic wood composites based on immobilizing Fe3O4 nanoparticles into a delignified wood template. J Mater Sci. 2017;52(6):3321–9.
Li T, Zhu M, Yang Z, Song J, Dai J, Yao Y, Luo W, Pastel G, Yang B, Hu L. Wood composite as an energy efficient building material: guided sunlight transmittance and effective thermal insulation. Adv Energy Mater. 2016. https://doi.org/10.1002/aenm.201601122.
Wachter I, Stefko T, Rantuch P, Martinka J, Pastierova A. Effect of UV radiation on optical properties and hardness of transparent wood. Polymers. 2021. https://doi.org/10.3390/polym13132067.
Bisht P, Pandey KK, Barshilia HC. Photostable transparent wood composite functionalized with an UV-absorber. Polym Degrad Stab. 2021. https://doi.org/10.1016/j.polymdegradstab.2021.109600.
Li Y, Gu X, Gao H, Li J. Photoresponsive wood composite for photoluminescence and ultraviolet absorption. Constr Build Mater. 2020. https://doi.org/10.1016/j.conbuildmat.2020.119984.
Wang L, Liu Y, Zhan X, Luo D, Sun X. Photochromic transparent wood for photo-switchable smart window applications. J Mater Chem C. 2019;7(28):8649–54.
Liu S, Tso CY, Du YW, Chao LC, Lee HH, Ho TC, Leung MKH. Bioinspired thermochromic transparent hydrogel wood with advanced optical regulation abilities and mechanical properties for windows. Appl Energy. 2021. https://doi.org/10.1016/j.apenergy.2021.117207.
Todaro L, Rita A, Cetera P, D’Auria M. Thermal treatment modifies the calorific value and ash content in some wood species. Fuel. 2015;140:1–3.
Chen L, Xu Z, Wang F, Duan G, Xu W, Zhang G, Yang H, Liu J, Jiang S. A flame-retardant and transparent wood/polyimide composite with excellent mechanical strength. Compos Commun. 2020. https://doi.org/10.1016/j.coco.2020.05.001.
Samanta P, Samanta A, Montanari C, Li Y, Maddalena L, Carosio F, Berglund LA. Fire-retardant and transparent wood biocomposite based on commercial thermoset. Compo Part A: Appl Sci Manuf. 2022. https://doi.org/10.1016/j.compositesa.2022.106863.
De Jaegere T, Hein S, Claessens H. A review of the characteristics of Small-Leaved Lime (Tilia cordata Mill.) and their implications for silviculture in a changing climate. Forests. 2016. https://doi.org/10.3390/f7030056.
ISO 13061–1:2014. Physical and mechanical properties of wood. Test methods for small clear wood specimens. Part 1: Determination of moisture content for physical and mechanical tests.
Li Y, Fu Q, Rojas R, Yan M, Lawoko M, Berglund L. Lignin-retaining transparent wood. Chemsuschem. 2017;10(17):3445–51.
Kusiak W, Majka J, Ratajczak I, Gorska M, Zborowska M. Evaluation of environmental impact on selected properties of lime (Tilia Cordata Mill.) Wood. Forests. 2020;20:20. https://doi.org/10.3390/f11070746.
Foster KEO, Jones R, Miyake GM, Srubar WV. Mechanics, optics, and thermodynamics of water transport in chemically modified transparent wood composites. Compos Sci Technol. 2021. https://doi.org/10.1016/j.compscitech.2021.108737.
Xia Q, Chen C, Yao Y, He S, Wang X, Li J, Gao J, Gan W, Jiang B, Cui M, Hu L. In situ lignin modification toward photonic wood. Adv Mater. 2021. https://doi.org/10.1002/adma.202001588.
ISO 5660–1:2015. Reaction to fire tests. Heat release, smoke production and mass loss rate. Part 1: Heat release rate (cone calorimeter method) and smoke production rate (dynamic measurement).
Li Y, Cheng M, Jungstedt E, Xu B, Sun L, Berglund L. Optically transparent wood substrate for perovskite solar cells. ACS Sustain Chem Eng. 2019;7(6):6061–7.
Fu Q, Yan M, Jungstedt E, Yang X, Li Y, Berglund LA. Transparent plywood as a load-bearing and luminescent biocomposite. Compos Sci Technol. 2018;164:296–303.
Höglund M, Garemark J, Nero M, Willhammar T, Popov S, Berglund LA. Facile processing of transparent wood nanocomposites with structural color from plasmonic nanoparticles. Chem Mater. 2021;33(10):3736–45.
Mi R, Chen C, Keplinger T, Pei Y, He S, Liu D, Li J, Dai J, Hitz E, Yang B, Burgert I, Hu L. Scalable aesthetic transparent wood for energy efficient buildings. Nat Commun. 2020. https://doi.org/10.1038/s41467-020-17513-w.
Qiu Z, Wang S, Wang Y, Li J, Xiao Z, Wang H, Liang D, Xie Y. Transparent wood with thermo-reversible optical properties based on phase-change material. Compos Sci Technol. 2020. https://doi.org/10.1016/j.compscitech.2020.108407.
Mikkola E, Wichman IS. On the thermal ignition of combustible materials. Fire Mater. 1989;14(3):87–96.
Spearpoint MJ, Quintiere JG. Predicting the piloted ignition of wood in the cone calorimeter using an integral model–Effect of species, grain orientation and heat flux. Fire Saf J. 2001;36(4):391–415.
Marquis D, Guillaume E, Lesenechal D. Accuracy (trueness and precision) of cone calorimeter tests with and without a vitiated air enclosure. Procedia Eng. 2013;62:103–19.
Kokkala MA, Thomas PH, Karlsson B. Rate of heat release and ignitability indices for surface linings. Fire Mater. 1993;17(5):209–16.
C/VM2:2014. Verification method: framework for fire safety design. Wellington: The Ministry of Business, Innovation and Employment of the New Zealand; 2014.
Babrauskas V, Parker WJ. Ignitability measurements with the cone calorimeter. Fire Mater. 1987;11(1):31–43.
Babrauskas V. Ignition handbook. Issaquah: Fire Science Publishers; 2003.
Nagaoka T, Kodaira A, Uehara S (2022) Relationship between density and the ignitability and combustibility of wood. In: Proceedings of the 3rd Asia-Oceania symposium on fire science and technology. international association for fire safety science. 1988. https://publications.iafss.org/publications/aofst/3/197/view/aofst_3-197.pdf. Accessed 5 Nov 2022.
Rajpara P, Shah R, Banerjee J. Effect of hydrogen addition on combustion and emission characteristics of methane fuelled upward swirl can combustor. Int J Hydrog Energy. 2018;43:17505–19.
Günther B, Gebauer K, Barkowski R, Rosenthal M, Bues CT. Calorific value of selected wood species and wood products. Eur J Wood Prod. 2012;70:755–7.
Babrauskas V. Ignition of wood: a review of the state of the art. J Fire Prot Eng. 2002;12:163–89.
Kim J, Hun LJ, Lee KS. Estimating the fire behavior of wood flooring using a cone calorimeter. J Therm Anal Calorim. 2011;110:1–7.
Wu Z, Deng X, Li L, Yu L, Chen J, Zhang B, Xi X, Zhang Q. Investigation the fire hazard of plywoods using a cone calorimeter. Wood Res. 2021;66:933–42.
Parker WJ. Prediction of the heat release rate from basic measurements. In: Bbarauskas V, Grayson SJ, editors. Heat release in fires. 2nd ed. London: Interscience Communications; 2009. p. 333–56.
Tran HC. Experimental data on wood materials. In: Bbarauskas V, Grayson SJ, editors. Heat release in fires. 2nd ed. London: Interscience Communications; 2009. p. 357–72.
Hirschler MM. Heat release from plastic materials. In: Bbarauskas V, Grayson SJ, editors. Heat release in fires. 2nd ed. London: Interscience Communications; 2009. p. 375–422.
Khalfi A, Trouve G, Delfosse L, Delobel R. Influence of apparent density during the burning of wood waste furniture. J Fire Sci. 2004;22(3):229–50.
El Gazi M, Sonnier R, Giraud S, Batistella M, Basak S, Dumazert L, Hajj R, El Hage R. Fire behavior of thermally thin materials in cone calorimeter. Polymers. 2021. https://doi.org/10.3390/polym13081297.
Cai W, Zhu Y, Mu X, Li Z, Wang J, Hu Y, Wang X, Song L. Heterolayered boron nitride/polyaniline/molybdenum disulfide nanosheets for flame-retardant epoxy resins. ACS Appl Nano Mater. 2021. https://doi.org/10.1021/acsanm.1c01407.
Chai G-Q, Zhu G-Q, Gao Y, Zhou J, Gao S. Flame retardancy of carbon nanotubes reinforced carbon fiber/epoxy resin composites. Appl Sci. 2019;9:16–3275. https://doi.org/10.3390/app9163275.
Wu J, Wu Y, Yang F, Tang C, Huang Q, Zhang J. Impact of delignification on morphological, optical and mechanical properties of transparent wood. Compos A Appl Sci Manuf. 2019;117:324–31.
Ilyas RA, Sapuan SM, Ishak MR, Zainudin ES. Effect of delignification on the physical, thermal, chemical, and structural properties of sugar palm fibre. BioResources. 2017;12(4):8734–54.
Chen W, Yu H, Liu Y. Preparation of millimeter-long cellulose I nanofibers with diameters of 30–80 nm from bamboo fibers. Carbohydr Polym. 2011;86:453–61.
Selambakkannu S, Othman NA, Mohamad SF, Saidi H. Delignification studies of banana fibers for radiation graft copolymerization. Aust J Basic Appl Sci. 2014;8(15):112–8.
Xu Q, Chen L, Harries KA, Li X. Combustion performance of engineered bamboo from cone calorimeter tests. Eur J Wood Prod. 2017;75:161–73.
Xu Q, Chen L, Haries KA, Zhang F, Liu Q, Feng J. Combustion and charring properties of five common constructional wood species from cone calorimeter tests. Constr Build Mater. 2015;96:416–27.
Dai J, Yang L, Zhou X, Wang Y, Zhou Y, Deng Z. Experimental and modeling study of atmospheric pressure effects on ignition of pine wood at different altitudes. Energy Fuels. 2010;24:609–15.
Yafei W, Lizhong Y, Xiaodong Z, Jiakun D, Yupeng Z, Zhihua D. Experiment study of the altitude effects on spontaneous ignition characteristics of wood. Fuel. 2010;89:1029–34.
Mozer V, Pokorny J, Kucera P, Vrablova L, Wilkinson P. Utility of computer modelling in determination of safe available evacuation time. Commun Sci Lett Univ Zilina. 2015;17:67–72.
Beji T, Bonte F, Merci B. Numerical simulations of a mechanically-ventilated multi-compartment fire. Fire Saf Sci. 2014;11:499–509.
Findorak R, Frohlichova M, Legemza J, Findorakova L. Thermal degradation and kinetic study of sawdusts and walnut shells via thermal analysis. J Therm Anal Calorim. 2016;125:689–97.
Chen T, Wu W, Wu J, Cai J, Wu J. Determination of the pseudocomponents and kinetic analysis of selected combustible solid wastes pyrolysis based on Weibull model. J Therm Anal Calorim. 2016;126:1899–909.
Zachar M, Mitterova I, Xu Q, Majlingova A, Cong J, Galla S. Determination of fire and burning properties of spruce wood. Drv Ind. 2012;63:217–23.
Acknowledgements
This work was supported by the Slovak Research and Development Agency under the contract No. APVV-16-0223. This work also supported by the VEGA agency under the contracts No. VEGA 1/0678/22 and also by the KEGA agency under the contract No. 016STU-4/2021.
Funding
Open access funding provided by The Ministry of Education, Science, Research and Sport of the Slovak Republic in cooperation with Centre for Scientific and Technical Information of the Slovak Republic. This work was supported by the Slovak Research and Development Agency under the contract No. APVV-16–0223 and also by VEGA agency under the contract No. 1/0678/22 and KEGA agency under the contract No. 016STU-4/2021.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study. IW, TŠ and JM contributed to conceptualization, visualization, supervision and writing review and editing; TŠ, IW, JM, PR and JM contributed to methodology; JM and TŠ contributed to software; JM and PR contributed to validation, project administration and funding acquisition; JM contributed to formal analysis, writing original manuscript and data curation; TŠ, IW, JM and PR contributed to investigation; and TŠ and IW contributed to resources. All authors read and approved the final manuscript
Corresponding author
Ethics declarations
Conflict of interest
Authors does not have any conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Martinka, J., Mitterpach, J., Štefko, T. et al. Fire hazard of epoxy-based transparent wood. J Therm Anal Calorim 148, 9893–9907 (2023). https://doi.org/10.1007/s10973-023-12360-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-023-12360-5