
Abstract
The aim of this study was to analyse the thermal properties of glazes from the SiO2-Al2O3-CaO-MgO-Na2O system during the addition of zirconium oxide. The paper describes the effect of the addition of zirconium oxide on characteristic temperatures obtained with a high-temperature microscope and a mechanical dilatometer. Based on these data, the course of the logarithm curves of the viscosity of the glazes was determined on the basis of the Vogel–Tamman–Fulcher model. The analysis of thermal effects during the heating and cooling of glazes was also carried out on the basis of measurements made by means of differential scanning calorimetry and analysis of the phase composition at selected temperatures. The obtained results constitute a comprehensive characteristic of the thermal properties of glazes, in which the amount of zirconium oxide increases—from 0 to 24 mass%.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ceramic glazes are materials widely used in the fine ceramics industry. They usually consist of an amorphous phase and a crystalline phase. The composition of the amorphous phase and the type and number of crystalline phases closely depends on the chemical composition of the glaze, firing conditions and the type of raw materials used.
One of the oxides desired in light glazes (a colour close to white) is zirconium oxide, which is introduced into the glazes as zirconium silicate. The use of this oxide in an amount of less than 3 mass% causes its almost complete dissolution in the amorphous phase, and the crystalline phase of zirconium silicate is not formed [1]. The zirconium silicate itself crystallizes above 1000 °C; this temperature varies depending on the oxide system used and the method of introducing this oxide into the glaze composition (natural raw materials—zirconium silicate, less often zirconium oxide, zirconium frits) [1,2,3,4,5,6]. The studies also observed effects that were identified as recrystallization of zirconium silicate around 1150 °C [1].
In glazes consisting of silica, calcium oxide and alumina, anorthite can crystallize out. It is also a desirable phase as it improves the colour of the resulting surface [7]. Anorthite is the extreme part of the plagioclase solid solution and in the presence of sodium oxide, which is a frequent component of glazes, solid solutions are formed from this system. Anorthite appears in such systems above the temperature of 900 or 1000 °C, depending on the analysed system [4, 8,9,10]. Melting of feldspars or solid solutions takes place at the temperature of 1100 °C [1].
Zirconium glazes have been widely investigated because of their good chemical and mechanical properties [11,12,13]. However, the influence of the addition of zirconium raw materials on other thermal parameters of glazes has been poorly investigated. Several studies have shown that the addition of zirconium raw materials to glazes increases the characteristic temperatures [14,15,16,17]. The viscosity logarithm determined on the basis of these measurements (using the Vogel–Fulcher–Tamman model) indicate an increase in this parameter from the content of 10% by mass (expressed as zirconium oxide) [14, 18, 19].
The aim of the study was to examine the group of sodium glazes in a cross-sectional manner with systematically increasing amounts of added zirconium oxide. These studies were undertaken due to the lack of available analyses in the scientific literature. Thermal tests are interesting and significant because of their use in the design of glazes with specific parameters. Knowledge of the temperatures at which certain thermal effects occur allows us to consciously carry out the firing processes at the optimal temperature. As a result of the effect of chemical composition and irreversible processes, the theoretical temperature of transformation is not constant.
In this study, glazes from the SiO2-Al2O3-CaO-MgO-Na2O oxide system, to which zirconium oxide was added in five different amounts, were examined. The obtained glazes were examined in terms of their thermal properties and parameters. Characteristic temperatures were determined using a high-temperature microscope and a mechanical dilatometer. Based on the Vogel–Fulcher–Tamman relationship, the curves of the viscosity logarithm as a function of temperature were determined. The processes taking place during heating and cooling of the analysed glazes were analysed by means of differential scanning calorimetry.
Preparation
The glaze compositions were designed on the basis of commercial sanitary glazes with a SiO2/Al2O3 mole ratio of 3. It was assumed, however, that the calcium oxide to magnesium oxide mole ratio was approximately 1.0 and that the glazes contained significantly more sodium oxide than potassium oxide. The obtained, real share of the given alkali oxides results from the chemical composition of the feldspar raw material. The addition of zirconium oxide was determined in the amounts of—1.5, 3, 6, 12 and 24 mass%, while the mole fractions of the remaining components were constant.
Natural raw materials were used to prepare the glazes: kaolin KOC (Surmin Kaolin), talc (Luzenac), wollastonite (Ottavi), quartz flour (Sobótka), sodium feldspar 1706 (Sibelco) and zirconium oxide (SigmaAldrich, particle size < 5 µm).
Glazes were wet ground in a planetary mill for 30 min with water and grinding balls in a ratio of 1: 0.5: 1. After drying and grinding, the glaze was fired in porcelain containers in an electric chamber furnace at a temperature of 1230 °C in a firing cycle lasting 14 h with a 30-min holding time at maximum temperature.
The fired glaze was tested for its chemical composition by using the WDXRF method. The study was performed using the WDXRF Axios mAX spectrometer equipped with a 4-kW RH lamp, manufactured by PANalytical company. Measurements of characteristic temperatures—sintering starting, sphere, half-sphere and melting—were carried out by using the Misura HSM 1600 high-temperature microscope by Expert System Solutions. From the raw glaze powders, pellets with dimensions h = 3 and d = 2 mm were pressed and then heated on a corundum base, according to a set program, to a temperature in which the sample exceeded the range associated with glaze flow. The heating rate was always 10 °C min-1. The dedicated Misura 3.32 HSM software was used to analyse the image obtained from the measurements, with the help of which the characteristic temperatures were determined based on the geometric dimensions of the sample.
Dilatometric measurements were carried out using the Netzsch DIL 402C dilatometer, on raw glazes pressed into rectangular beams with dimensions of 10 × 4 × 4 mm. The samples were also heated at a rate of 10 °C min-1. Characteristic temperatures were determined from dilatometric curves using dedicated Netzsch Proteus Thermal Analysis software.
The Misura 3.32 HSM software was used to determine the viscosity, the algorithm of which allows calculation of the values of the viscosity logarithms as a function of temperature using the Vogel–Tamman–Fulcher model. For this purpose, it is necessary to specify three characteristic temperatures. In this work, two temperatures determined from dilatometric measurements were used to determine the course of the viscosity logarithm curves: transformation temperature and dilatometric softening temperature, and one temperature obtained from measurements with a high-temperature microscope—hemisphere temperature.
Thermal treatment process of thermal treatment (heating / cooling) tests was also carried out with the use of differential scanning calorimetry using the STA 449 F3 Jupiter Netzsch analyser. DSC/TG measurements were made in Pt crucibles, into which 20 mg (± 0.5 mg) of glaze were placed each time. The heating/cooling temperature changes took place at the rate of 10° min -1, the maximum temperature was 1230 °C, and the measurements were completed at the temperature of 400 °C.
In order to describe in more detail, the thermal effects obtained from the analyses using differential scanning calorimetry, the phase composition of the samples was measured at temperatures corresponding to the observed effects. The qualitative and quantitative phase composition of the samples was determined by means of X-ray diffraction on powdered glaze samples prepared by grinding in an agate mortar and then sieved through a 63-µm sieve. The test was performed using the X'Pert Pro X-ray diffractometer by PANalytical Philips. The diffractogram analysis was performed with the HighScore Plus program. The qualitative identification of the phases was performed by comparing the position of the reflections and their intensity obtained during the measurement with the data collected in the JCPDS—ICCD database (Join Committee for Powder Diffraction Standards—International Center For Diffraction Data). The quantification of the phase composition, including the amount of amorphous phase, was performed using the internal standard method. The quantitative share of crystalline phases was carried out using the Rietveld method [20]. As an internal standard for quantitative analysis, alumina (α-Al2O3) Martoxid MDS-6 was used, which was incorporated into the samples in an amount of 3 mass%.
Results and discussion
Chemical composition
The obtained chemical composition of the glazes did not differ significantly from the assumed one. Glazes were obtained with a molar ratio of SiO2/Al2O3 = 3.37 (3 assumed) and CaO/MgO = 1.39 (1.0 assumed). The obtained ratio of the molar proportions of alkali oxides Na2O/K2O = 3.64, which clearly indicates that the glazes, as assumed, contain sodium oxide over potassium oxide (Table 1).
Characteristic temperatures designated by HSM
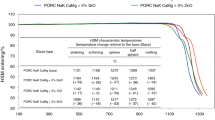
Characteristic temperatures are one of the most important parameters for ceramic glazes, used on a daily basis in industrial and laboratory practice [21, 22]. Therefore, speaking of thermal properties, they must be determined and correlated with other properties. Characteristic temperatures determined by means of a high-temperature microscope are shown in Fig. 1. The sintering curve represents the change in height of the sample during heating. The characteristic temperatures were determined on the basis of the geometrical dimensions of the samples.

Sintering curves with the value of characteristic temperatures designated by means of HSM
In the sinterability curves shown (Fig. 1), changes in the height of the samples during heating can be observed for all glazes except that with 24 mass%. With ZrO2, a similar nature of the course of these curves is observed. Slight differences for these glazes are observed in the temperature range 1150–1250 °C, where differences in the sintering speed of the samples can be observed. The sintering curve for the Na24Zr glaze has a completely different course, for which in the temperature range 1165–1205 °C there is a rapid increase in the % sintering of the sample, and then subsequent changes in the dimensions of the sample are much slower than the other glazes.
Characteristic temperatures depend on the composition of the glaze and the number and type of crystalline phases formed. The appearance of crystalline phases changes the oxide composition of the vitreous phase, which can also change the viscous behaviour of the fused glaze. During heating, apart from physical changes of raw materials (from solid to liquid and/or phase changes), chemical reactions can also take place [23]. For these reasons, it is very difficult to determine the values of successive temperatures on the basis of the additivity rule of the melting points of individual compounds included in the natural raw materials. The addition of zirconium oxide should increase the characteristic temperatures due to the introduction of an oxide with a high melting point (above 2700 °C) into the system [24]. However, in the tested systems, the effect of temperature increase is observed only for glazes with the highest addition (24 mass%) of zirconium oxide. The determined sintering temperatures are relatively high (all above 1100 °C); however, as in the case of other characteristic temperatures, the effect of zirconium oxide is similar. For a system containing sodium oxide, the addition of zirconium oxide raises the sintering start temperature from the content of 12 mass% of ZrO2. In these glazes, sintering is most likely only a solid-phase reaction between the active oxides of SiO2, CaO, MgO. Due to the possible presence of eutectics, e.g. Na2O-SiO2 (780 and 830 °C), the appearance of a liquid phase cannot be ruled out, but its amount must be so low that no significant effect on sinterability was observed [25,26,27], [28].
The presence of zirconium oxide influences the characteristic temperatures of the tested glaze to a very different extent. The amount of ZrO2 addition has a significant influence, but also the type of temperature measurement. When glaze sintering begins, a significant increase in temperature is observed along with the amount of introduced oxide.
For the next characteristic temperatures, in the beginning, the presence of zirconium oxide reduces the value of the sphere and the hemisphere temperature to a small extent. Most likely, the formation of the zirconium silicate removes some of the two high-melting oxides (ZrO2 and SiO2), allowing a relatively larger amount of liquid phase to form. Only with the highest addition of zirconium oxide, a reversal of the trend and a significant increase in the flow temperature value for all glazes is visible (Fig. 1).
Characteristic temperatures designated by mechanical dilatometer
Measurements made with a mechanical dilatometer allow the values of two characteristic temperatures to be obtained. The transformation temperature corresponds to the transition from a solid to a supercooled liquid and to which a viscosity of ƞ = 1013 dPas is assigned. The second defines the point at which there is enough liquid phase in the system that the sample begins to shrink, this corresponds to a viscosity of ƞ = 1010.25 dPas. The error in determining this temperature is 1 °C.
The addition of zirconium oxide to the series of sodium glazes slightly decreased the transformation temperature (Fig. 2). The maximum reduction (− 11 °C) was observed for the addition of 6 mass% ZrO2. With the amounts of zirconium oxide of 12 and 24 mass% there is a slight increase in the glaze transformation temperature in relation to the glaze with the addition of 6 mass% of ZrO2, although the obtained temperatures are still lower than in the case of the base glaze (529 °C).

Characteristic temperature designated by means of mechanical dilatometer
The zirconium oxide added to glazes has a completely different effect on the dilatometric softening point. No such influence was observed for the analysed glazes. An increase in this temperature by 5 °C was observed only for glaze with the addition of 6 mass% of ZrO2. For the remaining glazes, no changes were noticed or they are within the measurement error.
Viscosity
Changes in the viscosity of the glaze during the firing process are extremely important as this parameter has a decisive influence on the quality of the glazed surface. The low viscosity facilitates the diffusion of ions through the system and the removal of gas bubbles from the glaze, but it can also cause the glaze to run off non-horizontal surfaces. Too high of a viscosity will make it difficult to create a homogeneous glass layer, and may also significantly slow down the ongoing crystallization processes. Additionally, it can cause numerous surface defects in the glazes. The chemical and phase composition of the system has the main influence on the viscosity of the glazes.
The logarithmic curves of viscosity as a function of temperature, in the temperature range from 950 °C (above the transformation temperature) to the temperature slightly above the firing—1240 °C, are shown in Fig. 3. This figure also shows the values of the viscosity logarithms at selected temperatures (1000 °C, 1100 °C, 1200 °C and 1240 °C).

Logarithmic curves of viscosity with values of viscosity logarithm at temperatures 1000, 1100, 1200 and 1240 °C
The addition of zirconium oxide to the glazes of the sodium series (Fig. 3) results in obtaining, at the temperature of 1000 °C, the logarithm values of the viscosity of all glazes at an almost identical level and their increase in relation to the base glaze. The highest logarithm of viscosity was shown by glazes with the addition of 12 and 24 mass% zirconium oxide. The increasing temperature lowers the log viscosity of all glazes, but the nature of the log viscosity curves is significantly different. In general, as is obvious, heating the glazes increases the amount of the aluminosilicate liquid phase as well as lowering the viscosity due to the temperature increase itself, which is a feature of all liquids. As the system temperature increases, the logarithm of the viscosity of the glazes decreases, although the decrease is less for glazes containing 12 and 24 mass% zirconium oxide (Na12Zr and Na24Zr glazes) compared to glazes with a lower zirconium oxide content (Na6Zr, Na3Zr and Na1.5Zr glazes). Viscosity logarithms for glazes with 1.5 and 3 mass% zirconium oxide are almost identical (Fig. 3). On the other hand, the glaze with the addition of 6 mass% ZrO2 has a slightly higher viscosity logarithm than glazes with a lower content of zirconium oxide in the composition. It should also be emphasized that the logarithm of the viscosity of the glazes with the lowest zirconium oxide additions are almost identical to the glaze curve without the addition of ZrO2.
The addition of zirconium oxide to the glazes of the sodium series had a significant impact on the obtained values of the log viscosity logarithms (Fig. 3). The presence of sodium oxide results in obtaining such amounts of the reactive liquid phase at a temperature of about 1050 °C that for glazes with an addition of up to 6 mass% the log viscosity decreases faster, while for higher zirconium oxide contents (12 and 24 mass%), the log viscosity decreases less with increasing temperature—the sodium oxide effect is reduced.
The obtained changes in the logarithm of the viscosity of the glazes during the addition of zirconium oxide can be related to the values of the characteristic temperatures obtained, from measurements made with a high-temperature microscope and a mechanical dilatometer (Figs. 1 and 2).
The significant increase in the logarithms of the viscosity of the glazes in the sodium series after the addition of zirconium oxide may be due to the decrease in the transformation temperature and the values of dilatometric softening temperatures remaining at a constant level. Increasing the difference between the two temperatures in glazes after adding zirconium oxide indicates that the glaze is in a visco-plastic state, which loses its stiffness more slowly—the change in viscosity occurs more slowly. The logarithms of the viscosity of sodium glazes with the addition of 12 and 24 mass% ZrO2 shows a slower decrease with increasing temperature than for glazes with a lower zirconium oxide content (Fig. 3). This may be due to the much later appearance of the liquid phase in these glazes, as evidenced by the high sintering temperatures (Fig. 1).
DSC
The next stage is an attempt to describe the changes taking place during thermal treatment. For this purpose, DSC, differential scanning calorimetry tests were carried out in the entire range, heating to the maximum temperature and cooling to 400 °C. The results and curves obtained from the measurements are shown in Fig. 4.

DSC curves of analysed glazes with observed effects
The endothermic effect of A observed for all glazes around 520 °C is the glaze transformation temperature and is consistent with those previously determined using a mechanical dilatometer (Fig. 2).
The second observed effect of B (Fig. 4, approx. 950 °C) is the exothermic transformation—the formation of a spinel phase from the decay of metakaolin. The effect is visible for each glaze, also for the base glaze (without the addition of zirconium oxide). The intensity of these effects is also very similar for each of the glazes.
In order to precisely describe the phenomena occurring for the C and D effect of unknown origin, the glaze samples were subjected to a firing process at temperatures corresponding to these phenomena, 1220 and 1260 °C. After holding them for 15 min at these temperatures, they were rapidly cooled by quenching them in water. The obtained powders were subjected to quantitative phase analysis. The obtained results of the phase composition are presented in Table 2.
It was found that the endothermic transformation takes place at point C, visible for all glazes. Moreover, an increasing intensity is visible, correlated with an increase in the addition of zirconium oxide. This effect for Na12Zr and Na24Zr glazes is the most visible, although it is also observed for the other samples, at the temperature of about 1220 °C. On the basis of the phase composition, it can be assumed that this effect is related to the dissolution of a solid solution of sodium feldspar (with a chemical formula similar to andesine), the amount of which is significant at this temperature, while at a higher temperature it was not found. Pure sodium feldspar melts at 1120–1160 °C, but since it is not pure feldspar but a chemical compound whose sodium ions have been partially substituted with calcium ions, the melting point may be higher. In addition, pure calcium feldspar melts at a temperature of 1550 °C, and the obtained solid solution is a segment between two pure feldspars, the composition slightly closer to the sodium feldspar.
The D effect is an exothermic effect that occurs only for Na12Na and Na24Zr glazes at a temperature of about 1260 °C. Due to the fact that this effect occurs only for glazes with the addition of zirconium oxide, it may indicate that this effect is related to the occurring zirconium phases in these glazes. Analysing the phase scald from the temperature of 1260 °C, we can observe an increase in the amount of zirconium silicate. The obtained zirconium silicate in the final product is the product of the reaction between ZrO2 and SiO2 contained in the liquid phase and/or at the interface between the ZrO2 grains and amorphous silica. The increase in the content of zirconium silicate in glazes, in relation to its amount at the temperature of 1220 °C, suggests that the crystallization process of zirconium silicate begins earlier, while the thermal effect is invisible in the DSC curves, due to the much larger amount of the solid sodium and calcium feldspar solution and its transformations.
Two effects are observed during cooling. The first of them: at point E, it is observed when the temperature drops to 1200 °C, and it is a group of exothermic effects that have greater intensity the greater the content of zirconium oxide in the glaze. These effects are probably related to the formation of crystalline phases which are observed in the fired glaze. This suggests the intensity of the effects—the more zirconium oxide added, the higher the intensity of the effect and the greater the number of crystalline phases (Table 2).
The second effect during cooling—F is related to the phase transformation of the tetragonal form of zirconium oxide into the monoclinic form. This effect is observed for Na12Zr and Na24Zr glazes, for which the presence of a monoclinic variety of zirconium oxide was found in the phase analysis of the fired glaze. Looking at the phase composition table (Table 2), it can be stated that the phase transformation has not been completed, as evidenced by the presence of traces of the tetragonal oxygen species of zircon, which under normal conditions is unstable.
Conclusions
The result of the experiment is a description of the thermal properties and phenomena occurring in glazes of the SiO2-Al2O3-CaO-MgO-Na2O system when adding zirconium oxide in five different amounts. As a result of the analysis of the obtained data, it can be concluded that:
-
in the analysed system of glazes, a significant effect of the addition of zirconium oxide on the characteristic temperatures was observed, with the highest addition of this oxide—24 mass%, in other cases, the sinterability curves and the determined characteristic temperatures are similar to those obtained for glazes without the addition of zircon,
-
addition of zirconium oxide causes a slight decrease in the transformation temperature, but the drop in the value of this temperature does not correlate with the amount of zirconium oxide added—the highest was observed for the addition of 6 mass% of ZrO2,
-
no effect of the addition of zirconium oxide on the dilatometric softening point of the glazes was observed,
-
the effect of the addition of zirconium oxide on the logarithm of the viscosity is only observed for the two highest additions of zirconia—12 and 24 mass%; this additive increases the viscosity of the glazes from about 1050 °C,
-
analysis of data obtained from measurements using differential scanning calorimetry and phase composition allowed us to identify the thermal effect associated with the dissolution of the plagioclase solid solution (about 1220 °C) and the crystallization of zirconium silicate,
-
analysis of DSC curves during cooling allowed the identification of thermal effects related to the recrystallization of zirconium silicate and polymorphic transformation of zirconium oxide from tetragonal to monoclinic form.
References
Rietveld HM. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Crystallogr A. 1967;22:151–2.
Froberg L, Kronberg T, Hupa L. Effect of soaking time on phase composition and topography and surface microstructure in vitrocrystalline whiteware glazes. J Eur Ceram Soc. 2009;29:2153–61.
Atkinson I, Teoreanu I, Mocioiu OC, Smith ME, Zaharescu M. Structure property relations in multicomponent oxide systems with additions of TiO2 and ZrO2 for glaze applications. J Non-Cryst Solids. 2010;356:2437–43.
M. Handke, Krystalochemia krzemianów, Kraków: Uczelniane Wydawnictwa Naukowo-Dydaktyczne AGH, 2008.
Ahmed M, Earl DA. Characterizing glaze-melting behavior via HSM. Am Ceram Soc Bull. 2002;81(3):47–51.
JF Shackelford, RH Doremus Ceramic and glass materials structure properties and processing. Springer (2008)
Concepcion C, Oteo JL, Ocana E, Rubio J, Velasco MJ. The influence of ZrO2 particles on ceramic glazes used in the single-fired tile industry. Ceram Eng Sci Proc. 1997;18(2):96–113.
Rasterio MG, Gassman T, Santos R, Antunes E. Crystalline phase characterization of glass-ceramic glazes. Ceram Int. 2007;33(3):345–54.
Margha FH, Abudel-Hammed S, Abdel-Hammed M, Ghonim NAE-S, Ali SA, Kato S, Satokawa S, Kojima T. Crystallization behaviour and hardness of glass ceramics rich in nanocrystals of ZrO2. Ceram Int. 2009;835(3):1133–7.
Bernasconi A, Diella V, Marinoni N, Pavese A, Francescon F. Influence of composition on some industrially relevant properties of traditional sanitary-ware glaze. Ceram Int. 2012;38(7):5859–70.
Pasiut K, Partyka J. The influence of ZrO2 addition on the thermal properties of glass-cermiac materials from SiO2-Al2O3-Na2O-K2O-CaO system. J Therm Anal Calorim. 2017;130(1):343–50.
Bolelli G, Lusvarghi L, Manfredini T, Siligardi C. Influence of the manufacturing process on the crystallization behaviour of a CZS glass system. J Non-Cryst Solids. 2005;351(30):2537–46.
Gajek M, Partyka J, Rapacz-Kmita A, Gasek K. Development of anorthite based white porcelain glaze without ZrSiO4 content. Ceram Int. 2017;43(2):1703–9.
Castilone RJ, Sriram D, Carty WM, Snyder RL. Crystallization of zircon in stoneware glazes. J Am Ceram Soc. 1999;82(10):2819–24.
Grum-Grzhimailo OS, Kvyatkovskaya KK, Kondrasheva EF. Activating crystallization in zirconia glazes. Glass Ceram. 1992;49:192–3.
Wang S, Peng C, Xiao H, Wu J. Microstructural evolution and crystallization mechanism of zircon from frit glaze. J Eur Ceram Soc. 2015;35(9):2671–8.
Rasteiro MG, Gassman T, Santos R, Antunes E. Crystalline phase characterization of glass-ceramic glazes. Ceram Int. 2007;33(3):345–54.
Levitskii I, Barantseva SE, Mazura NV. Particulars of structure and phase formation in zirconium-coating frits and glazes. Glass Ceram. 2009;66(7):258–61.
Chandradass J, Han KS, Bae D. Synthesis and characterization of zirconia- and silica-doped zirconia nanopowders by oxalate processing. J Mater Process Technol. 2008;206(1–3):315–21.
Cheng X, Ke S, Wang Q, Wang H, Shui A, Liu P. Characterization of transparent glaze for single-crystalline anorthite porcelain. Ceram Int. 2012;38(6):4901–8.
Ke S, Cheng X, Wang Y, Wang Q, Wang H. Dolomite, wollastonite and calcite as different CaO sources in anorthite-based porcelain. Ceram Int. 2013;39(5):4953–60.
Froberg L, Kronberg T, Hupa L. Effect of soaking time on phase composition and topography and surface microstructure in vitrocrystalline whiteware glazes. J Eur Ceram Soc. 2009;29(11):2153–61.
N. I. o. S. a. T. The American Ceramic Society, "NIST Standard Reference Database 31, Phase equilibria diagrams no. 9185-A".
N. I. o. S. a. T. The American Ceramic Society, "“NIST Standard Reference Database 31, Phase equilibria diagrams no. 9202-A".
N. I. o. S. a. T. The American Ceramic Society, "“NIST Standard Reference Database 31, Phase equilibria diagrams no. 407-A”.
Pasiut K, Partyka J. The influence of ZrO2 addition on the thermal properties of glass-ceramic materials from SiO2−Al2O3−Na2O−K2O−CaO system. J Therm Anal Calorim. 2017;130(1):343–50.
PasiutPartykaLesniakJelenOlejniczak KJMPZ. Raw glass-ceramics glazes from SiO2–Al2O3–CaO–MgO–Na2O–K2O system modified by ZrO2 addition – Changes of structure, microstructure and surface properties. Open Ceramics. 2021;8:100188. https://doi.org/10.1016/j.oceram.2021.100188.
Funding
Narodowe Centrum Badań i Rozwoju,PBS1/B5/17/2012,Janusz Partyka,Akademia Górniczo-Hutnicza im. Stanislawa Staszica,16.16.160.557, Janusz Partyka
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pasiut, K., Partyka, J. Thermal properties of glass-ceramic glazes with zirconium oxide added to multicomponent system SiO2-Al2O3-CaO-MgO-Na2O. J Therm Anal Calorim 148, 1867–1874 (2023). https://doi.org/10.1007/s10973-022-11869-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-022-11869-5