
Abstract
The fire behaviour of electric vehicles (EVs) differs from that of vehicles with combustion engines. Especially the rechargeable energy storage system (REESS) requires special fire protection measures. The fire behaviour of materials for REESS housings plays an important role in the fire resistance of such systems. Full-scale fire resistance tests like gasoline pool fire tests on complete REESS according to the UNECE-R100-8E standard are mandatory for EVs. However, these tests are not applicable for materials used for REESS housings in the material and process development state, due to the high material demand and production costs of the REESS. Standard tests like the limiting oxygen index test, UL94-V test or cone calorimeter test are insufficient to analyse the fire behaviour of thermoplastic and thermoset materials in a gasoline pool fire. This paper describes a bench-scale fuel fire test including several test criteria to evaluate materials for REESS housings on a laboratory scale. This bench-scale fire test is demonstrated on two case studies: fibre-reinforced thermoset plates and thermoplastic sandwich structures.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The growing importance of electric mobility has led to an increased demand for safety technologies in the automotive sector, such as the fire retardancy of materials used for electric vehicles (EVs) [1,2,3]. The behaviour of lithium-ion batteries (LIBs) in the event of damage is the subject of many studies [1, 4,5,6,7,8]. However, these investigations are mostly performed on battery cells or battery modules containing several battery cells. Detailed studies on the behaviour of an EV battery pack containing several battery modules in the event of a fire are rare [9, 10]. Also, little has been reported so far about the behaviour of housing materials of LIB modules and packs, especially housings made from plastics.
Like the fuel tank of a fuel-powered vehicle, the rechargeable energy storage system (REESS) of an EV is sensitive to thermal treatment and fire. If the temperature window in which a LIB operates safely is exceeded, a thermal runaway of the battery cells and a related fire can be triggered [1]. Depending on the battery cells used, a temperature as low as ~ 80 °C can lead to damage of the inner cell chemistry, and temperatures of ~ 120 °C can trigger a thermal runaway [10,11,12,13,14]. The current developments to increase the capacity of the battery cells lead to a further reduction in the temperature window of safety. The state of safety for LIBs is typically in the range of − 20 to ~ 60 °C [15, 16].
In the event of an external fire, the battery cells inside a REESS must be prevented from reaching a critical temperature. For this purpose, the fire retardancy of the housing and housing materials of the REESS in particular is of great importance.
The United Nations Economic Commission for Europe (UNECE) Regulation No. 100 [17] and GTR No. 20 “global technical regulation on the electric vehicle safety”, March 2018 [18] are one of the most important requirements of the United Nations for the approval of road EVs. The regulation specifies all tests that must be carried out on batteries installed on 4-wheel EVs for passenger or goods transportation. One of these tests is the “Fire Resistance” test, Annex 8E (UNECE-R100-8E) [17, 18] which verifies the resistance of a REESS against exposure to fire from outside the vehicle [18]. This test is the UN Regulation No.34 for plastic fuel tanks [18], with a few adaptions for EVs and REESS. This leads to disadvantages, especially as no test criteria and test methodology are currently defined for the battery modules and battery cells inside the REESS during and after the thermal treatment. Also, the number of tests which must be performed was reduced from three to one, according to GTR No. 20, justified by the high similarity of Regulation No. 34 tests using a vehicle mock-up [18]. However, the much higher production costs of a REESS compared to a plastic fuel tank most likely played a significant role in this decision.
In the UNECE-R100-8E test for vehicles or components, the vehicle or REESS is currently exposed to a gasoline pool fire by direct flame treatment for 70 s followed by 60 s of indirect flame treatment [18]. If the temperature of the gasoline used is below 20 °C, a 60-s pre-heating phase of the pool fire is required [18]. According to UNECE-R100-8E, the heat flux of the gasoline pool fire is around 25–50 kW m−2 and temperatures of 700–900 °C during the direct fire exposure phase and 300–800 °C during the indirect fire exposure phase are reached [18]. After the thermal treatment, the REESS is observed for at least 3 h to confirm that the temperature decreases and no dangerous processes resulting in an explosion have been initiated during the fire exposure [18]. However, test facilities observe that the REESS tested can reignite by itself even after a much longer time.
The pan used for the gasoline pool fire shell exceeds the horizontal projection of the tested REESS by 200–500 mm [18]. Based on the assumption that gasoline with a density of 0.74 kg L−1 [19] and a mass loss rate during burning of 0.055 kg m−2 s−1 [19] is used to produce a 300 s burning pool fire, about 134 L gasoline is needed for the UNECE-R100-8E test of an, e.g. 2830 mm × 1772 mm Tesla Model S Mk1 85 kWh Battery Pack [20] using a 3 m × 2 m pan.
Due to the difficulty of controlling the behaviour of a gasoline pool fire, a UNECE-R100-8E component-based test can alternatively be performed by exposing the REESS to LPG burners at 800–1100 °C for 2 min [18]. According to UNECE-R100-8E, the LPG burner setup with a LPG mass flow of 200 kg h−1 achieves an almost constant heat flux of 30–40 kW m−2 and temperatures of 850–950 °C [18]. A more detailed analysis of these tests can be found in the literature [21,22,23].
Unlike in the case of fuel-powered vehicles, it is not only the REESS inside that requires protection from an external damage event like a fire: the EV must also be protected from a damaging event caused by the REESS itself, e.g. due to a thermal runaway of the battery cells inside the REESS. The flame, fire and explosion protection properties of the housing and housing materials of the REESS are also important here. The national standard of the People’s Republic of China GB 38031-2020 “electric vehicles traction battery safety requirements” [24] already includes a “thermal propagation” test to evaluate the behaviour of a REESS in the event of an internal thermal runaway as well as an “external fire test”, which is the UNECE-R100-8E test with a gasoline pool fire. In early 2022, Underwriters Laboratories Inc. released a “test method for thermal and mechanical performance of battery enclosure materials” UL 2596 in which three test specimens of a REESS housing material are each exposed to the thermal runaway of 25 lithium-ion 18,650 cells [25]. UL 2596 does not describe how to interpret the obtained test results.
However, these tests are not applicable for the hundreds of material test samples usually screened in the material and process development stage for REESS housing, due to the high demands placed on materials for the REESS, the demands of the test itself and the high production costs of the REESS. Additionally, the release of a high amount of soot from the gasoline pool fire as well as the release of high amounts of toxic gases and carcinogenic heavy metal particles [4], for example if the REESS fails the test, limits the applicability of these tests.
In order to implement a fast and cost-efficient evaluation method of housing materials for REESS systems prior to a vehicle- or component-based fire resistance test according to the UNECE-R100-8E standard, a first approach using a bench-scale fuel fire test was developed and evaluated in this paper.
The paper includes both a description of the practical execution of the test itself and a discussion on the interpretation of the test results using several test criteria. Additionally, the presentation and interpretation of the test results are demonstrated using two case studies: fibre-reinforced thermoset plates and thermoplastic sandwich structures.
Experimental
Materials
To evaluate the applicability of the newly developed bench-scale fuel fire test, the two materials—fibre-reinforced thermoset plates and thermoplastic sandwich structures based on polypropylene (PP)—were analysed.
Fibre-reinforced thermoset plates
Fibre-reinforced unsaturated polyester polyurethane hybrid (UPPH) resin plates from a previous project [26] were used. The UPPH resin systems Daron 41/42 from AOC AG was used in two variants to produce sheet moulding compound (SMC) with Johns Manville MultiStar 272 glass fibres (GF) and Zoltek PX 35 continuous tow carbon fibres (CF), respectively. Daron 42 with lower initial viscosity than Daron 41 was used for the preparation of the CF-formulation. Aluminium trihydrate (ATH) of the type Apyral 22 with a mean particle size of 12 µm from Nabaltec was used as flame retardant (FR). The components of the UPPH resin formulation are listed in Tables 1 and 2.
The SMC was produced on an HMT 800 SMC line from Schmidt & Heinzmann. The line speed was set to 4 m min−1. The target fibre content was set to 40 mass% for GF-SMC and 50 mass% for CF-SMC. The resin paste was prepared using a dissolver of type Dispermat LC 400 from VMA Getzmann. The ATH (21 mass% ATH for GF-SMC; 20 mass% ATH for CF-SMC) was added to the resin just before resin thickening was initiated by adding isocyanate. The mixture was filled manually into the doctor boxes. Fibre length was set to 25.4 mm. Production failures were analysed visually. The finished material was stored at 20 °C for at least 3 days for maturation.
After maturation, compression moulding of sample plates was performed using a DYL630/500 hydraulic press with parallel motion control from Dieffenbacher and a flat plate mould of 457 × 457 mm2. The mould temperature was 145 °C, and the target moulding pressure was 100 bar for 110 s. The SMC was cut and stacked manually. For each material, two different sizes of 250 × 250 mm2 and 350 × 350 mm2 were used, which corresponded to a mould coverage of 30% and 60%, respectively. The target thickness of the sample plates was 3 mm.
Thermoplastic PP sandwich structure
Sandwich structures with 1 mm PP-GF tape laminated face-sheets containing the FR magnesium hydroxide (MDH) ANKERMAG®-H2 from Magnifin and 10 mm expanded PP bead foam (EPP) core were produced as already reported [27] by three process steps—production of the face sheets, production of the EPP foam core and fusion bonding of foam core and face sheets. To produce the face sheets, a tape production process step is applied followed by UD-tape laying and consolidation. The fusion bonding process for the sandwich panels is a newly developed vacuum moulding technique based on the radiation-induced vacuum consolidation process.
PP-GF tape laminate production
The MDH-modified unidirectional continuous fibre-reinforced PP tapes are produced by melt impregnation. The reinforcing glass fibre roving’s GF TUFROV 4599 from NEG are pulled from their spool inside the pay-off creel and guided into a static spreading unit. After passing the spreading unit, the fibre belt is pulled through the impregnation die where the thermoplastic melt of PP BJ100HP from Borealis is brought into contact with the fibres and the infiltration with the molten resin takes place. The impregnated fibres pass a chill role system and are finally wound on a cardboard core for further processing steps. UD-tapes containing 60 mass% GF and 20 mass% MDH were produced. The tapes show no sign of a non-homogeneous distribution or aggregations of the MDH.
To produce the tape laminates (TL) from self-made MDH containing UD-tapes and from FR-free PP tapes Celstran® CFR-TP PP GF70-13 from Celanese, a Fiberforge automated tape laying process (ATL) from Dieffenbacher was used. Four layers of UD-tape with an orientation of 0/90/0/90 were stacked and spot-welded to get the predefined lay-ups. UD-tapes were cut in length and placed adjacent to each other. Subsequently, the lay-ups were consolidated using a radiation-induced vacuum consolidation process (RIVC). This process uses infrared radiation to heat the lay-ups above the melting temperature of the polymer, while at the same time vacuum with an absolute pressure of 1000 Pa is applied. For this purpose, the lay-ups are placed between two IR-transparent tool walls. For thickness calibration, spacers with a cavity size of 500 × 500 mm2 and a thickness of 1 mm were used. The consolidation temperature was 175 °C. Solidification was achieved using contact cooling. TLs with of 400 × 400 mm2 and a thickness of 1 mm were produced.
EPP production
200 kg m−3 EPP are produced by sintering ARPRO 5195 from JSP using an Erlenbach—EHV 670/570 steam chest moulding unit with a 500 × 500 × 10 mm3 tool. The EPP is dried at 80 °C for 4 h before further processing by hot wire cutting into 400 × 400 × 10 mm3 plates.
Sandwich production
Sandwich (SW) structures were produced by a modified RIVC process at a vacuum pressure of 80 kPa and a joining temperature of 150 °C for 30 s. 400 × 400 × 1 mm3 tapes were placed on top and bottom of an EPP core of 400 × 400 × 10 mm3. The fibre orientations of the tapes were mirrored to the sandwich core. SWs with 12 mm thickness, an overall density of 440 kg m−3 and an areal mass of 5340 g m−2 were produced.
Bench-scale fuel fire test FFEP 20-001.01
To evaluate the fire protection performance and fire behaviour prior to the standard fire resistance test UNECE-R100-8E, housing materials can be examined cost-efficiently on a small scale using a bench-scale fuel fire test.
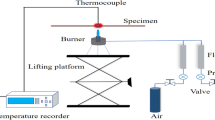
A laboratory fire test stand for evaluating coatings, developed by Rütgers Organic GmbH (see Fig. 1), was modified. Instead of using a Teclu gas burner, gasoline (60 mL, Super 95 E5, DIN EN 228, ROZ 95) in a steel pan (170 × 170 mm2) was used to create a fuel fire with a burning time of about 130 s. The real burning time of the fuel is influenced by test specimen tested and therefore, varies between 100 and 130 s. The distance between steel pan and surface of the test specimen is about 300 mm. Test specimens of 190 × 190 mm2 were fixed in a steel test specimen holder, which has a flame-exposed area of 180 × 180 mm2. The temperature of the back surface of the test specimen was measured (surface thermo sensor form B & B Thermo-Technik, K type, − 50 °C to 650 °C) and recorded in increments of 1 s. Figure 1 shows the bench-scale fuel fire test.

Bench-scale fuel fire test; (1) drawing of the test bench, the test specimen is placed at the blue area; (2) picture of the test bench; (3) test bench with test specimen (sandwich structure with additional internal thermocouples) fixed in the test specimen holder
Bench-scale fuel fire test characterisation by heat flux measurement
For the determination of the energy transfer from the fire into the test specimen by radiation and convection, the heat flow was measured. The water-cooled sensor HFS01 from Hukseflux with a black absorber has a range from 0 to 800 kW m−2 and can be used for heat flux measurements of fire and flames in unfriendly environments and at high temperatures. The sensor settings were set to a max heat flux of 400 kW m−2. Comparative measurements were carried out with the water-cooled Hukseflux heat flux sensor SBG01. With its smaller measuring range of 0–100 kW m−2, more precise measured values can be determined. The data were collected by the handheld read-out unit LI19 with integrated datalogger. The sensor was fixed in a vermiculite plate and attached at the level of the sample surface exposed to the pool fire of the test.
Results and discussion
Heat flux of the bench-scale fuel fire test
The heat flux of the bench-scale fuel fire test burning 60 mL gasoline was measured with heat flux sensors (Figs. 2 and 3). Three main stages of different heat flux densities are detected. The first stage takes about 30 s. During this stage, an increase in the heat flux to 40 kW m−2 is observed. In the second stage, the pool fire is fully developed with a heat flux of 40–52 kW m−2. This stage lasts about 60 s. In the third stage, the heat decreases continuously until the fire goes out after 60–70 s.

Heat flux of the bench-scale fuel fire test measured with a heat flux sensor of 400 kW m−2 (left) and of 100 kW m−2 (right). Both sensors show the same result. The measured values of the sensor with the smaller measuring range fluctuate more strongly due to the higher sensitivity

Test setup with 400 kW m−2 heat flux sensor (left) and burning fuel fire during the heat flux measurements
Test criteria of the bench-scale fuel fire test
The bench-scale fuel fire test is not yet validated to the UNECE-R100-8E test but allows to study several important burning characteristics.
Temperature of the reverse side of the specimen
The inside temperature of an REESS is of particular importance. If the battery cells become too hot, a thermal-runaway can be triggered. It is assumed that a temperature above 80 °C leads to an irreversible damage of the battery cells, e.g. by the decomposition of the electrolyte. Above 120 °C, the thermal-runaway is most likely initiated. The REESS housing should protect the inside from high temperatures during an accident. In the bench-scale fuel fire test, the temperature of the reverse side of the specimen is an important test criterion. The test specimen reverse side temperature should not rise above 120 °C (test criteria class B) or even better not rise above 80 °C (test criteria class A).
Ignition of the reverse side of the specimen
The protection of the critical components, systems, and sensors inside a REESS from open fire is a main feature of the REESS housing. Therefore, housing materials should not show any breakthrough of the flame. In the bench-scale fuel fire test, the test setup does not allow an easily ignition of pyrolysis gases released from the specimen reverse side. Ignition of the reverse side of the specimen indicates that the flame has penetrated the specimen from the pool fire side. Ignition of the reverse side of the specimen should be classified as a failure criterion.
Self-extinction
A burn-through of the housing and flame propagation within the vehicle must be avoided after the fire treatment of the REESS. Therefore, materials for the REESS housing with low after-flame time and self-extinction properties are preferable. The test specimen should show self-extinction property and not continue to burn after the 120–130 s fuel fire treatment.
Structural integrity
During and after an external fire, the REESS housing should not show a loss of load bearing capacity as well as no disintegration, e.g. by the formation of holes and falling down of reinforcing fibre layers. However, the current test setup of the bench-scale fuel fire test only allows a visual observation of the specimens during the test and an organoleptic evaluation of the specimens after the fire treatment. The application of additional mechanical stress, e.g. simulating the mass of the REESS inside components is under development.
Mass loss
The mass loss of the test samples helps to understand the flame retardant behaviour of the housing material. It indicates how much material is lost by both the decomposition of material and dripping of, e.g. molten parts and detachment of, e.g. loose char layers or GF, as well as the formation of protective layers, e.g. caused by a flame retardant. The mass loss is determined by weighing the samples before and after the fire test.
A demonstration on the presentation and interpretation of the bench-scale fuel fire test is given in chapter 3.3. It is suggested to use the format of Tables 3 and 4 for the presentation of the test criteria results.
First results on test samples
Due to their very high mass-specific mechanical properties such as strength and stiffness, composite materials are becoming increasingly valued in the transport industry. These materials are starting to replace more traditional materials such as aluminium and steel. For EVs, mass-specific battery capacity as well as overall vehicle mass is gaining importance. Composites from thermosets as well as from thermoplastics offer a possible advantage over the current mainly metal-based housings of REESS for EVs [26, 27].
In this paper, 3 mm thermoset plates and thermoplastic sandwich structures with 1 mm tape laminates and 10 mm foam core were tested. The thermosets show high temperatures at the test specimen reverse side of 150–250 °C, while the thermoplastic sandwich structures show reverse side temperatures of about 80 °C. However, the thermosets do not lose their structural integrity, while the thermoplastic sandwich structures show strong damage of the fire-treated TL and of the foam core. The test results of the different materials showed that material specifics have to be considered in the overall analysis. The results are presented in detail below.
Fibre-reinforced UPPH thermoset plates
Fire tests were performed with two UPPH resin plates containing 40 mass% GF and 21 mass% ATH as well as two plates containing 50 mass% CF and 20 mass% ATH. The test results are shown in Table 3, Figs. 4 and 5.

Surface of the UPPH-GF-ATH and UPPH-CF-ATH plates before and after fire test

Temperature profile of the back surface during the fire test of UPPH-GF-ATH and UPPH-CF-ATH plates
Due to the higher thermal conductivity of the carbon fibres, UPPH-CF-ATH reaches Tmax, reverse side of 230–250 °C, while the glass fibre containing UPPH-GF-ATH reaches Tmax, reverse side of 150–170 °C. However, both materials show a Tmax, reverse side higher than 120 °C. Therefore, further improvement of the thermal conductivity of the materials, especially for the carbon fibre containing material, seems to be necessary. Beside the temperature of the reverse side of the specimen criterion, UPPH resin plates show promising properties for an application as REESS housing material. No ignition of the reverse side of the specimen, self-extinction and structural integrity as well as a very low mass loss is observed. The mass loss of about 1–2% indicates that only the surface of the specimen is pyrolyzed during the test.
For thick thermosets, the temperature of the reverse side of the specimen seems to be the criterion of highest importance.
Thermoplastic PP sandwich structure
Three PP-GF-EPP sandwich structures containing FR-free TLs as well as three sandwich structures containing the FR MDH were tested with bench-scale fuel fire test. The test results are shown in Table 4, Figs. 6 and 7.

Temperature profile of the back surface during the fire test of PP-GF-EPP and PP-GF-MDH-EPP sandwich structures. (1) Delay of the reverse side temperature rise when using FR MDH

Sandwich specimens after fire test; left: PP-GF-EPP, right: PP-GF-MDH-EPP
Both sandwich structures show a low Tmax, reverse side of about 80 °C during the test and no ignition of the reverse side of the specimen. Tmax, reverse side is reached 2–3 min after the pool fire is out. Self-extinction of both materials occurs, and an after-burn time up to 40 s is observed for the FR free specimen and a significantly reduced after-burn time for the FR containing specimen. However, the fire treated TL and the EPP core are strongly damaged. The PP polymer matrix of TL is pyrolyzed completely and a major area of the EPP foam melted, due to its thermoplastic nature. The incorporation of 20 mass% MDH in the PP-GF TL leads to delay of the reverse side temperature rise. Compared to the MDH-free sandwich structure, PP-GF-MDH-EPP shows an about 50 s delayed and about 5 °C lower Tmax, reverse side. The endothermic decomposition of MDH seems to be mainly responsible for this observation as well as the increased formation of thermal stable char on the specimen surface which is stabilized by the remaining glass fibres. However, the thermal protection effect of this thin GF reinforced char layer is assumed to be low.
Based on the Tmax, reverse side results, PP-GF-EPP and especially PP-GF-MDH-EPP are very promising for REESS housing application. The influence of the loss of structural integrity cannot be assessed with the current test results.
For thermoplastic sandwich structures, the structural integrity is the criterion of highest importance due to the low melting points of the polymeric materials. Further improvements of the test by, e.g. the application of additional mechanical stress seem to be necessary and are currently under development.
Conclusions
The bench-scale fuel fire test is a cost-efficient pre-evaluation method for developing materials and manufacturing processes for REESS housings prior to a standard fire test according to UNECE-R100-8E. The fire behaviour of the materials and their changes due to the pool fire allow an assessment of the usability. Changes in the mechanical properties of the components can also be determined after the fire test. The reverse side temperatures provide information about the insulation behaviour of the materials and thus, an initial assessment of the internal temperatures to be expected in a REESS housing. This makes it possible to estimate the thermal loads on the batteries contained and, if one knows the properties of the battery system, to predict its possible behaviour or damage. First tests on thermoplastic and thermoset samples showed the different behaviour in the bench-scale pool fire test. A more detailed analysis of investigations into the flame retardancy of PP-GF-EPP sandwich structures as housing materials for REESS of EVs is available [28]. However, the verification of conformity with the standard UNECE-R100-8E gasoline pool fire test as well as further improvements to the test arrangement is in progress.
References
Bravo Diaz L, He X, Hu Z, Restuccia F, Marinescu M, Barreras JV, et al. Review—meta-review of fire safety of lithium-ion batteries: industry challenges and research contributions. J Electrochem Soc. 2020;167:90559–75. https://doi.org/10.1149/1945-7111/aba8b9.
Ruiz V, Pfrang A, Kriston A, Omar N, van den Bossche P, Boon-Brett L. A review of international abuse testing standards and regulations for lithium ion batteries in electric and hybrid electric vehicles. Renew Sustain Energy Rev. 2018;81:1427–52. https://doi.org/10.1016/j.rser.2017.05.195.
Victor Chombo P, Laoonual Y, Wongwises S. Lessons from the electric vehicle crashworthiness leading to battery fire. Energies. 2021;14:4802–23. https://doi.org/10.3390/en14164802.
Garche J. Li-battery safety: electrochemical power sources: fundamentals, systems, and applications. San Diego: Elsevier; 2018.
Chen Y, Kang Y, Zhao Y, Wang L, Liu J, Li Y, et al. A review of lithium-ion battery safety concerns: the issues, strategies, and testing standards. J Energy Chem. 2021;59:83–99. https://doi.org/10.1016/j.jechem.2020.10.017.
Srinivasan R, Demirev PA, Carkhuff BG, Santhanagopalan S, Jeevarajan JA, Barrera TP. Review—thermal safety management in li-ion batteries: current issues and perspectives. J Electrochem Soc. 2020;167:140516–24. https://doi.org/10.1149/1945-7111/abc0a5.
Qiu Y, Jiang F. A review on passive and active strategies of enhancing the safety of lithium-ion batteries. Int J Heat Mass Transf. 2022;184: 122288. https://doi.org/10.1016/j.ijheatmasstransfer.2021.122288.
Sun J, Mao B, Wang Q. Progress on the research of fire behavior and fire protection of lithium ion battery. Fire Saf J. 2021;120: 103119. https://doi.org/10.1016/j.firesaf.2020.103119.
Kutschenreuter M, Klüh S, Fast L, Lakkonen M, Rothe R, Leismann F. Fire safety of lithium-ion traction batteries. FIVE 2020 conference paper. 2020. p. 1–10.
Dorsz A, Lewandowski M. Analysis of fire hazards associated with the operation of electric vehicles in enclosed structures. Energies. 2022;15:11–34. https://doi.org/10.3390/en15010011.
Gao F. A review on materials for flame retarding and improving the thermal stability of lithium ion batteries. Int J Electrochem Sci. 2020;2020:1391–411. https://doi.org/10.20964/2020.02.24.
Doughty DH. Vehicle battery safety roadmap guidance; 2012.
Pesaran A, Santhanagopalan S, Kim GH. Addressing the impact of temperature extremes on large format li-ion batteries for vehicle applications. Lauderdale, FL, USA; 2013.
Song L, Zheng Y, Xiao Z, Wang C, Long T. Review on thermal runaway of lithium-ion batteries for electric vehicles. J Electron Mater. 2022;51:30–46. https://doi.org/10.1007/s11664-021-09281-0.
Ma S, Jiang M, Tao P, Song C, Wu J, Wang J, et al. Temperature effect and thermal impact in lithium-ion batteries: a review. Prog Nat Sci: Mater Int. 2018;28:653–66. https://doi.org/10.1016/j.pnsc.2018.11.002.
Stephens D, Shawcross P, Stout G, Sullivan E, Saunders J, Risser S, Sayre J. Lithium-ion battery safety issues for electric and plug-in hybrid vehicles. Washington, DC; October 2017.
United Nations Economic Commission for Europe (United Nations Economic and Social Council). Regulation No 100 of the Economic Commission for Europe of the United Nations (UNECE): uniform provisions concerning the approval of vehicles with regard to specific requirements for the electric power train; 2015.
United Nations. UN/ECE/TRANS/180/Add20: global technical regulation on the electric vehicle safety, GTR No. 20. Geneva, Switzerland; 2018.
Babrauskas V. Estimating large pool fire burning rates. Fire Technol. 1983;19:251–61. https://doi.org/10.1007/BF02380810.
Harper G, Sommerville R, Kendrick E, Driscoll L, Slater P, Stolkin R, et al. Recycling lithium-ion batteries from electric vehicles. Nature. 2019;575:75–86. https://doi.org/10.1038/s41586-019-1682-5.
Jung H, Kim K, Lee K, Kwon H, editors. A study on fire resistance test procedure for traction battery. In: Seoul, Korea, South: 23rd international technical conference on the enhanced safety of vehicles (ESV); 2013.
Jung H, Moon B, Lee S, Bae J, editors. Study on thermal energy at fire resistance test for REESS. In: Detroit Michigan, United States: 25th international technical conference on the enhanced safety of vehicles (ESV); 2017.
Jung H, Moon B, Lee GG. Development of experimental apparatus for fire resistance test of rechargeable energy storage system in xEV. Energies. 2020;13:465–79. https://doi.org/10.3390/en13020465.
State Administration for Market Regulation, Standardization Administration of the People’s Republic. GB 38031-2020: electric vehicles traction battery safety requirements; 2020.
Underwriters Laboratories Inc. UL 2596: test method for thermal and mechanical performance of battery enclosure materials; 27 Jan 2022.
Griesbaum P, Höhne C-C, Wallat L, Henning F, Huber T, Yu W. Investigation of SMC flame retardants for application in battery Electric vehicles. In: SAMPE Europe 2020 conference, proceedings. 2020. p. 258–65.
Kilian S, Höhne C-C, Menrath A, Tillner B. Manufacturing and flame retardancy modification of mono-matrix sandwich components. In: SAMPE Europe 2021 conference. 2021. p. 1–8.
Höhne C-C, Gettwert V, Kilian S, Tillner B, Jahn I, Menrath A. PP-GF-EPP sandwich structures as housing materials for rechargeable energy storage system of electric vehicles: investigations into flame retardancy. SPE Polym. 2022;3:105–17. https://doi.org/10.1002/pls2.10068.
Acknowledgements
The authors would like to thank their colleagues from the Fraunhofer ICT research group for Flame, Fire and Explosion Protection for fruitful discussions.
Funding
Open Access funding enabled and organized by Projekt DEAL. This study was funded by Fraunhofer-Gesellschaft within the project Light Materials 4 Mobility.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Test setup and material testing were performed by CCH, VG and AM. FF contributed to test setup evaluation. SK provided test specimens. The first draft of the manuscript was written by CCH, and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Höhne, CC., Gettwert, V., Frank, F. et al. Bench-scale fuel fire test for materials of rechargeable energy storage system housings. J Therm Anal Calorim 148, 305–313 (2023). https://doi.org/10.1007/s10973-022-11725-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-022-11725-6