
Abstract
We selected the thirteen most effective nucleating agents for Poly(lactic acid) (PLA) from the literature, and synthesized and compounded them with two different PLA grades: 3001D (1.4% D-lactide content) and 3100HP (0.5% D-lactide content, considered PLLA). We determined the crystallinity and crystallization of PLA with different nucleating agents in identical conditions (same nucleating agent content, same cooling rate) with the help of differential scanning calorimetry. We compared the efficiency of each nucleating agent and found that for both PLA grades, Zinc PhenylPhosphonate was the most effective. However, even when nucleated PLA was injection molded into a cold mold (25 °C), it still could not fully crystallize during cooling and the heat deflection temperature did not increase significantly. The maximum achieved crystallinity, in this case, was between 32.4 and 35.7%. On the contrary, when a 90 °C “hot mold” and in-mold crystallization together were applied, the specimens achieved full crystallization during the injection molding cycle (crystallinity was between 44.5 and 50.0%), and the heat deflection temperature increased to an average of 88.8 °C. We also examined the mechanical properties of the nucleated PLA and found that the usage of nucleating agents together with a hot mold improved tensile strength, tensile modulus, and Charpy impact strength but decreased elongation at break.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The role of plastics in the modern world could hardly be overestimated. Since the 1950s, the production volume of plastics has been increasing exponentially, and today it exceeds that of metals [1,2,3,4,5,6,7]. Moreover, experts predict that the annual production of plastics will ramp up from 380 Mt today to 1200 Mt in the next 30 years [8]. Nowadays, the majority of plastics are still produced from petroleum and, with rare exceptions, they are not biodegradable. Generally, there is an increasing demand for plastics, but growing amounts of plastic mean growing amounts of plastic pollution. At the same time, there is a need to decrease the consumption of crude oil. All these facts propel the interest of the scientific and industrial community for bioplastics, also known as biopolymers.
The term “bioplastic” refers to either the bio-based origin of plastic or its biodegradable character [9]. According to the European standard EN 16,575, “bio-based” plastics are defined as “fully or partially derived from biomass”. “Biodegradable” materials are those that can be broken down by microorganisms into water, carbon dioxide, methane, and biomass. For sustainable development, it is highly desirable to develop polymers that are both bio-based and biodegradable at the same time. According to European Bioplastics [10], the yearly production of bioplastics exceeded 2.1 Mt in 2019. Out of this volume, biodegradable plastics amounted to approximately 1.2 Mt (Fig. 1).

Global production capacities of bio-based and bio-degradable plastics in 2019 (based on [10])
Among all bio-based and inherently biodegradable plastics, one of the most attractive is Poly(lactic acid) (PLA). Its yearly production reached almost 300 000 tons in 2019, which is 25% of all bio-based and biodegradable plastics produced. PLA is a linear, thermoplastic, and aliphatic polyester. Its monomer, lactic acid (C3H6O3), is synthesized from agricultural plants through fermentation. Two lactic acid compounds create the dimer of lactic acid, which is a cyclic compound named lactide. According to the variety of lactic acid, three types of lactide can be distinguished, namely L-lactide, D-lactide, and D, L-lactide (or meso-lactide). PLA can be considered the copolymer of L- and D-lactic acid. When PLA is made entirely from L- or D-lactic acid, it is called PLLA and PDLA, respectively, while a monomer mixture of 50% L-lactic and 50% D-lactic acid polymerizes into PDLLA. Most properties of PLA, including its crystallization, mechanical, thermal, thermomechanical and degradation properties change with varying contents of L- and D-lactic acid. For instance, PLLA and PDLA are semi-crystalline due to their regular isotactic structure, while PDLLA is amorphous due to its irregular structure [11, 12].
The leading role of PLA is ensured by its superior mechanical properties, good processability, more eco-friendly profile compared to other biopolymers, and excellent biocompatibility [13]. PLA exhibits almost three times higher tensile strength and considerably higher tensile modulus than those of Poly(Butylene Adipate Therephtalate) (PBAT) and Poly(Butylene Succinate) (PBS) (Table 1). Moreover, the tensile properties of PLA are also superior to those of some petroleum-based plastics, such as Acrylonitrile Butadiene Styrene (ABS) and Polypropylene (PP). Another significant merit of PLA is its better thermal processability compared to other biopolymers. PLA is suitable for processing by injection molding, film extrusion, blow molding, thermoforming, fiber spinning, and 3D printing (fused deposition modeling) [14, 15].
PLA is also a more eco-friendly alternative to other types of plastics considering its carbon footprint. Thus, based on the eco-profiles of different plastics provided by the European Plastics Industry and the study of Zheng and Suh [21], the average amount of the carbon footprint of PLA is 3.5 kg CO2 per kg of plastic produced, which is lower than for most petroleum-based plastics.
Despite all its advantages, PLA has drawbacks that hinder its widespread application. The main weak point of PLA is its brittleness (or low impact resistance) and relatively low heat deflection temperature (HDT) [22] (Table 1). However, poor impact resistance and low HDT can be improved by increasing crystallinity, specifically with an increasing crystallization rate and a crystalline ratio. The crystallinity of PLA is highly dependent on its molecular mass and its D-lactide content. As the molecular mass of PLA increases, its final crystallinity [12] and its crystallization rate [23] decreases since it is more difficult for longer molecular chains to form crystalline regions. When the D-lactide content of PLA exceeds 8%, it cannot crystallize. Moreover, the lower the D-Lactide content, the higher the crystallization rate of PLA.
Although PLA with a D-lactide content lower than 8% is a semi-crystalline polymer, its crystallization rate is still very low compared to other semi-crystalline polymers like PP [24]. For a conventional PLA with a D-lactide content around 4–8%, half-crystallization time (t1/2) is within the order of 5–10 min, while the lowest value of half-crystallization time of neat PLLA is around 3 min, which is still unacceptably long for rapid processing technologies such as injection molding [25]. Therefore, to make PLA feasible for mass production, it is necessary to improve its crystallization rate.
There are two ways to improve the crystallinity of PLA processed by injection molding: post-production crystallization (PPC) or annealing [26,27,28], and in-mold crystallization (IMC) [29]. The PPC method involves the placement of an injection molded PLA part into a heated chamber for crystallization. The disadvantage of this method is that the part can significantly deform due to its rubbery state. Moreover, this deformed shape will be fixed during annealing as a crystalline structure develops. A better alternative to PPC is IMC, where a crystalline structure develops during the injection molding cycle. However, IMC is feasible only when a highly efficient nucleating agent is used, and a mold temperature controller is able to heat a mold to between 90 and 130 °C.
The effectiveness of nucleating agents can be compared by Differential Scanning Calorimetry (DSC). The higher the crystallization temperature (Tc), and the higher and narrower the peak related to the exothermic crystallization reaction, the more effective the nucleating agent is. To understand the evolution of crystallinity during isothermal crystallization, we used the Avrami model to analyze isothermal crystallization kinetics:
where n is the Avrami exponent. The value of n depends on the mechanism of nucleation and the form of crystal growth, while k is a rate constant dedicated to nucleation and growth. n consists of two terms, one from nucleation (0 or 1) and one from crystallization (rod–1, or disk–2, or sphere–3).
The second very important parameter of crystallization kinetic is crystallization half-time, which is defined as the time at which the extent of crystallization is 50%. It can be read conveniently from the relative crystallinity–time curves. Crystallization half-time can be calculated from the Avrami exponents:
Usually, t1/2 is employed to characterize the rate of crystallization. The lower the value of t1/2 is, the higher the rate of crystallization is.
With nucleating agents, crystallization half-time can be decreased dramatically, to a minute or even below [30], which is essential for keeping an injection molding cycle economical. There are a large number of papers in the literature on the nucleation of PLA. The authors performed a comprehensive literature analysis and selected the most effective nucleating agents from the literature by picking the ones with the highest crystallization temperature and the lowest crystallization time (Table 2). According to these criteria, the most effective synthesized nucleating agents are OMBH, Zinc Citrate (ZnCC), Uracil, TMC-328, Zinc PhenylPhosphonate (PPZn), and orotic acid. At the same time, the most effective commercially available nucleating agents are talc and Ecopromote.
However, it is difficult to compare the results presented in Table 2 because various PLA grades (different D-lactide contents and molecular mass), various amounts of nucleating agents, and various test conditions (isothermal, non-isothermal, cooling rate, crystallization temperature) were used. Therefore, to find the best nucleating agents that will simultaneously increase the impact resistance and HDT of PLA and improve its crystallization kinetic, it is essential to test several of them in identical laboratory conditions (calorimetry) and real injection molding processing conditions. This study aims to find and compare the most effective nucleating agents which will provide maximum crystallinity for PLA with the minimum possible injection molding cycle time with IMC.
Materials and equipment
Materials
The nucleating agents we investigated were either synthesized or purchased if they were commercially available:
-
Zinc Citrate (ZnCC): It was synthesized based on the study of Liang et al. [32]. At the same time, we changed the recipe in that we dissolved citric acid in ethanol and added it to the zinc acetate solution. In this way, the citric acid was partially esterified.
-
TMC-328: It was synthesized based on the study of Schmidt et al. [42].
-
Zinc PhenylPhosphonate (PPZn): It was synthesized based on the recipe given by Wu and Wang [43]. At the same time, we modified the formulation by adding most of the required NaOH as a 30% solution (95% of the calculated amount) and then using 0.1 M NaOH to adjust the pH. In the end, the solid was washed with acetone.
-
OMBH (with 8(CH2) groups): It was entirely synthesized based on the study of Tobita et al. [43].
-
DMBH (decamethylenedicarboxylic dibenzoylhydrazide; same as OMBH, but with 10(CH2) groups): It was entirely synthesized based on the study of Tobita et al. [44].
-
Uracil: Purchased from Alfa Aesar Chemicals Ltd. (Kandel, Germany).
-
4-tert-butylcalix (TBC8): Purchased from Alfa Aesar Chemicals Ltd. (Kandel, Germany).
-
Orotic Acid: Purchased from TCI Chemicals (Tokyo Chemical Industry Ltd.) (Tokyo, Japan)
-
LAK-301 (commercially available): Purchased from Takemoto Oil and Fat Co. Ltd. (Aichi, Japan).
-
Ecopromote and Ecopromote HD (commercially available): Purchased from Nissan Chemical Industries Ltd. (Tokyo, Japan)
-
Ca-phenylmalonate (instead of Cd-phenylmalonate): It was synthesized based on the study of Schmidt et al. [42], at the same time, due to the carcinogenic effect of cadmium, it was replaced with calcium.
-
Talc: Grade HTP05 with an average particle size of 1.4 μm was purchased from IMIFabi Ltd. (Postalesio, Italy)
We used 3001D and 3100HP grade PLA from NatureWorks (Minnetonka, MN, USA), with a D-lactide content of 1.4–0.5%, respectively. Both PLA grades have a density of 1.24 g cm−3, a Tg range of 55–60 °C, a melting temperature range of 170–190 °C, and a melt flow index in the range of 22–24 g 10 min−1 (at 210 °C, with a 2.16 kg load). Before compounding, we dried the PLA pellets at 80 °C for 6 h to remove residual moisture and thus to avoid or minimize hydrolytic degradation.
Equipment for the production of specimens
A LabTech LTE 26–44 Scientific twin-screw extruder (Labtech Engineering Co., Ltd., Samutpreken, Thailand) with a screw diameter of 26 mm, and L/D = 40 was used for compounding with a temperature profile of 175–180-185–190 °C (from the hopper to the die) and a screw rotational speed of 10 rpm. The amount of each nucleating agent added to PLA was 2 mass%. The extrudate was cooled with ventilated air and pelletized for 3 mm length. Another drying sequence was used at 80 °C for 6 h to crystallize the pellets before injection molding.
Standard specimens (ISO 527–2/1A) with a cross-section of 4 × 10 mm were injection molded with an Arburg Allrounder 370S 700–290 injection molding machine (Arburg GmbH., Lossburg, Germany) equipped with a screw with a diameter of 30 mm, and L/D = 25. We used the following injection molding parameters to produce the specimens: An injection rate of 50 cm3 s−1, a holding pressure of 600 bars, a holding time of 20 s, a residual cooling time of 40 s, melt and mold temperatures of 190 °C (a hot mold), and 25 °C (a cold mold). In the case of in-mold crystallization (IMC), we used a mold temperature of 90 °C and a residual cooling time of 60 s. Practically, residual cooling time was the time of crystallization.
Equipment for the testing of specimens
We used Differential Scanning Calorimetry to determine the crystallinity and crystallization of PLA with different nucleating agents. For these tests, we used a TA Instruments Q2000 calorimeter (TA Instruments, New Castle, USA). For the DSC test, we cut 2–4 mg samples from the middle of the cross-section of the injection-molded specimens. We examined the DSC samples in non-isothermal mode (heat/cool/heat) from 0 to 200 °C at a heating and cooling rate of 5 °C min−1 to determine the glass transition temperature (Tg), cold crystallization temperature (Tcc), enthalpy of cold-crystallization (ΔHcc), melting temperature (Tm), and enthalpy of fusion (ΔHm). We calculated crystallinity from the first heating scan of the injection-molded specimens with the following equation:
where X is the calculated crystallinity, %; ΔHm and ΔHcc is the enthalpy of fusion and the enthalpy of cold-crystallization respectively, J g−1; ΔHf is the enthalpy of fusion for 100% crystalline PLA (93.0 J g−1) [45] and α is the mass fraction of the nucleating agent (0.02).
We identified the mechanical properties of the nucleated PLA specimens with the tensile and Charpy tests. For the tensile tests (ISO 527), we used a Zwick Z020 universal testing machine (Zwick, Ulm, Germany) equipped with a Zwick BZ 020/TN2S force-measuring cell with a force limit of 20 kN. The crosshead speed during the tensile tests was 5 mm min−1. For the Charpy impact tests (ISO 179), we used unnotched samples and a Ceast Resil Impactor (Ceast, Torino, Italy) impact testing machine equipped with a 15 J impact energy hammer and a DAS8000 data collector unit. All of the tests were performed at room temperature (between 20 and 25 °C) at a relative humidity of 50 ± 10%. We tested six specimens in each test and calculated the average value of the mechanical properties.
We measured the storage modulus of the injection-molded specimens of PLA nucleated with different nucleating agents using a Dynamic Mechanical Analyser (DMA) Q800 (TA Instruments, New Castle, USA). We investigated a storage modulus in the 0–170 °C temperature range at a heating rate of 2 °C min−1. For the DMA, we cut 60 mm long samples from the middle of the injection-molded specimens (60 × 10 × 4 mm). We used the dual cantilever mode with a frequency of 1 Hz and a 20-micron amplitude. We tested two specimens from each nucleated PLA compound to determine their thermomechanical properties.
Finally, we measured the heat deflection temperature of the samples with a Ceast HV3 HDT (Ceast, Torino, Italy) measuring equipment according to the ISO 75 standard. The HDT B type tests were carried out in a flatwise mode with a loading stress of 0.45 MPa, a heating rate of 2 °C min−1 (120 °C hour−1), and a span length of 64 mm. The test stopped when deflection reached 0.34 mm. We tested three specimens to get an average value of the HDT properties.
Results and discussion
Effect of a single nucleating agent on the crystallization of 3001D grade PLA
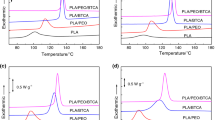
First, the effect of single nucleating agents was investigated on the crystallization of 3001D PLA grade. This PLA grade contains around 1.4% of D-lactide and therefore exhibits slower crystallization than a PLLA, which allows us to distinguish the effect of nucleating agents easier. We evaluated the effectiveness of thirteen different nucleating agents with the use of the result of the DSC cooling scans. To rank the efficacy of different nucleating agents, we used the crystallization temperature (Tc) as a metric. The higher it is, the better. At the same time, the narrower the crystallization peak is, the better it is, representing faster crystallization. During the DSC test, we used two cooling rates −5 and 50 °C min−1. The latter was used to obtain conditions that are closer to the real injection molding processing (cooling) conditions. The effect of 2 mass% various nucleating agents on the cooling curve of 3001D PLA at 5 °C min−1 and 50 °C min−1 can be seen in Fig. 2a, b and Fig. 2c, d, respectively.

DSC cooling scans of PLA grade 3001D nucleated with 2 mass% various nucleating agents at the cooling rate of 5 °C min−1 a and b and 50 °C min−1 c and d
At a cooling rate of 5 °C min−1, pure PLA 3001D did not crystallize, and consequently, we did not observe a crystallization peak during cooling. Nonetheless, some minor crystallinity developed. All of the tested nucleating agents highly promoted the crystallization of PLA, which is represented by a full crystallization peak during cooling and the absence of cold crystallization in the second heating curve (data not presented here). Amongst the nucleating agents, Ecopromote, Ecopromote HD, ZnCC, TMC-328, OMHB, DMBH, Ca-phenylmalonate, and PPZn were the most effective ones since they increased the crystallization temperature of the investigated PLA grade at a 5 °C min−1 cooling rate, the most (above 130 °C). Please note that TMC-328 is a self-assembly nucleator, and accordingly, its effectiveness depends on the melting temperature. At the same time, using a rather high amount of TMC-328 (above 0.5 mass% as we also did) this dependency significantly decreases [46]. At the cooling rate of 50 °C min−1, OMBH, DMBH, Ecopromote, Ecopromote HD, Ca-phenylmalonate, TMC-328, and PPZn were effective enough to fully crystallize PLA during the cooling scan.
From these nucleating agents, OMBH, DMBH, and PPZn were the most effective with a crystallization peak temperature of 114.1 °C, 118.3 °C, and 116.6 °C, respectively. Additionally, we investigated not only 2 mass%, but also 0.5 mass% and 1 mass% nucleating agent content (Table 3).
In most cases, the crystallization peak upon cooling increased with increasing nucleating agent contents. The average increase in crystallization peak temperature was 1.2 °C when nucleating agent content changed from 0.5 to 1 mass%, while it was 2.7 °C when nucleating agent content changed from 0.5 to 2 mass%.
The cumulative effect of a single nucleating agent and talc on the crystallization of 3001D PLA
We continued by investigating how much the nucleating ability of single nucleating agents can be further improved with the simultaneous use of one of the nucleating agents and talc. Talc was chosen as a second additive since its function is usually not only to nucleate PLA but also to enhance its impact strength and modulus. Accordingly, the effect of the most effective nucleating agents selected in Subsection 3.1 was examined in the DSC cooling scans of 3001D grade PLA with an additional 10 mass% talc (Fig. 3).

DSC cooling scans of PLA grade 3001D nucleated with 2 mass% various nucleating agents and 10 mass% talc at the cooling rates of 5 °C min−1 a and 50 °C min−1 b
Our results indicated that 10 mass% talc content further increased the crystallization temperature of nucleated PLA by an average of 1.3 °C at the cooling rate of 5 °C min−1 while at 50 °C min−1, talc increased the crystallization temperature of the nucleated PLA by 1.6 °C on average (Table 4).
The best results of a cumulative effect of 10 mass% talc and 2 mass% nucleating agent were achieved with Ca-phenylmalonate, PPZn, TMC-328, and ZnCC in the case of a slow cooling rate. In the case of the fast cooling rate, the best result was achieved with talc and PPZn, which demonstrated an increase in crystallization temperature to 120.2 °C. Unfortunately, in the case of OMBH and DMBH, talc decreased the overall crystallization temperature at both 5 °C min−1 and at 50 °C min−1. Our results prove that in most cases, it is feasible to use talc along with other nucleating agents, not because talc is a very effective nucleating agent but because it can further enhance the effect of other nucleating agents, especially at higher cooling rates. Moreover, as talc can also enhance the impact strength and modulus of PLA, it is considered to be a suitable component in a crystallization, heat deflection temperature, and impact strength-enhancing additive system for PLA.
The effect of a single nucleating agent on the crystallization of 3100HP grade PLA
After we selected the most effective nucleating agents, we investigated their effectiveness for 3100HP grade PLA, which contains the lowest amount of D-lactide (even considered PLLA), meaning that this one has the fastest crystallization kinetics. Accordingly, the combination of this PLA and a nucleating agent represents the best crystallization properties that can be achieved with a single heterogeneous nucleating agent. We investigated the influence of 2 mass% PPZn, OMBH, DMBH, Ecopromote, and Ecopromote HD on the crystallization of 3100HP grade PLA at 5 °C min−1 and at 50 °C min−1 (Fig. 4).

The DSC cooling scans of PLA grade 3100HP nucleated with 2 mass% various nucleating agents at cooling rates of 5 °C min−1 a and 50 °C min−1 b
All nucleating agents were very effective. They produced high crystallization peak temperatures, as well as narrow crystallization curves. Compared to nucleated 3001D PLA, nucleated 3100HP had a higher crystallization peak temperature with the use of PPZn (+ 4.8 °C), OMBH (+ 7.5 °C), DMBH (+ 7.3 °C), Ecopromote (+ 7.0 °C), and Ecopromote HD (+ 5.1 °C) at the cooling rate of 5 °C min−1. At the cooling rate of 50 °C min−1, the application of the above-mentioned nucleating agents resulted in a crystallization peak temperature of 4.5 °C, 1.6 °C, 1.9 °C, 19.8 °C, and 14.1 °C, respectively, when the PLA grade was changed from 3001D to 3100HP. The overall effectiveness of the above-mentioned nucleating agents was similar. A slight difference is that for OMBH and DMBH, the crystallization peak temperature was a few degrees higher compared to PPZn, Ecopromote, and Ecopromote HD. At the same time, the crystallization curve was slightly wider. Since the synthesis costs of PPZn were the lowest, this nucleating agent was further tested in real injection-molded products. We also tested Ecopromote and Ecopromote HD further as commercially available nucleating agents, and finally, also investigated talc as a reference crystallization enhancer additive.
Injection molding analysis of nucleated compounds
As a next step, we compounded the most effective nucleating agents with the fastest crystallizing PLA grade currently available, and investigated the crystallization of the compound in real injection molding conditions, and also examined the properties of the injection-molded specimens. Based on our results, we used 3100HP PLLA compounded with 2 mass% PPZn, Ecopromote, Ecopromote HD, and 5 mass% talc as a reference. The ISO standard 527–2/1A tensile specimens were injection molded with mold temperatures of 25 °C and 90 °C. The former is generally used in injection molding PLA as this temperature is below the Tg of PLA, and it is referred to as a “cold mold”. The latter is used to fully crystalize PLA during processing since the temperature of a mold is above Tg. The injection molded part must be crystallized to avoid significant deformation, and thus during production, “cooling time” is referred to as “crystallization time”. This method is referred to as in-mold crystallization (IMC) or “hot mold” injection molding. For the 25 °C cold mold, we used a cooling time of 60 s, while for the 90 °C hot mold, a of crystallization (“cooling”) time of 180 s. This cycle time can be decreased, but this was beyond the scope of the current research, and we aimed only to ensure full crystallization during processing. Also, note that it was not possible to injection mold pure, unnucleated PLA into a 90 °C mold due to the quality of the specimens (significant sink marks and deformation upon demolding), which made their properties unmeasurable, and therefore this data is not presented in Table 5. Firstly, the crystallinity of the injection-molded specimens was determined (Table 5).
We found that even pure PLA, without any additives, reached a crystallinity of 29.2%, which can be further increased with the addition of nucleating agents. PPZn was found to be the most effective. At the same time, a cold mold retards crystallization and reduces the effect of nucleating agents. Therefore compared to the crystallinity of pure PLA (29.2%), the addition of PPZn only increased overall crystallinity by 6.5% (to 35.7%). PLA filled with Ecopromote, and Ecopromote HD reached the crystallinity of 31–32%. It became evident that even when the most effective nucleating agents were compounded with the fastest crystallizing PLA, it was still not enough to fully crystallize the PLA during injection molding with a cold mold. Moreover, this crystallinity is most probably still too low for the HDT to increase [47]. On the other hand, when a 90 °C hot mold and in-mold crystallization were applied, the specimens were fully crystallized during the injection molding cycle, which was supported by the first DSC scan and the absence of cold crystallization. Overall crystallinity was 49.3%, 50.0%, and 44.5% when PPZn, Ecopromote, and Ecopromote HD were used along with in-mold crystallization. To investigate the effect of crystallinity, we determined the storage modulus of the specimens over a broad temperature range (Fig. 5).

The storage modulus of the injection-molded specimens of 3100HP PLA nucleated with talc, PPZn, Ecopromote, and Ecopromote HD injection molded into a 25 °C and a 90 °C temperature mold
The significant drop in storage modulus above Tg is visible for pure PLA and all nucleated PLA compounds injection molded into a 25 °C cold mold, which demonstrates the effect of low crystallinity. In this case, the crystalline structure and the low crystallinity cannot prevent micro-Brownian movement, and the amorphous regions entered a rubbery state, thus causing the significant loss in modulus. This loss also predicts that this amount of crystallinity is not enough to improve HDT. Therefore, the technical applicability of the material is evidently below Tg. Additionally, we found a good correlation between the lowest storage modulus values and crystallinity, meaning that modulus was higher in the rubbery state with increasing crystallinity. Compared to pure PLA, the lowest modulus in the rubbery state increased from 7.9 MPa to 20.6 MPa when we used PPZn. On the other hand, when a hot mold was used, this huge drop in modulus above the glass transition temperature was avoidable, which suggests a significant increase in HDT. The storage modulus curve of PLA nucleated with PPZn, Ecopromote, and Ecopromote HD was similar. 5 mass% talc was not enough for in-mold crystallization within 180 s of crystallization time. Therefore that compound was rejected. We measured HDT to verify the assumed increase of the HDT temperature at higher mold temperature (Fig. 6).

Heat deflection temperature of the injection-molded specimens of 3100HP PLA nucleated with talc, PPZn, Ecopromote, and Ecopromote HD, and injection molded into a 25 °C and a 90 °C temperature mold
As we predicted, pure PLA and nucleated PLA compounds had practically the same HDT of around 55 °C when we used a 25 °C cold mold for injection molding. So, no improvement was achieved this way. On the contrary, the HDT of nucleated PLA compounds increased from 55 °C in the case of a cold mold to an average of 88.8 °C in the case of a 90 °C hot mold as the effect of the crystalline structure. Finally, we investigated the quasi-static and dynamic mechanical properties of the specimens, including tensile strength, tensile modulus, elongation at break, and impact strength (Fig. 7).

The mechanical properties of the injection-molded specimens of 3100HP PLA nucleated with talc, PPZn, Ecopromote, and Ecopromote HD injection molded into a 25 °C and a 90 °C temperature mold: a tensile strength; b tensile modulus; c elongation at break; d impact strength
We found that all the compounds (and pure PLA) had practically the same tensile strength when we used a 25 °C cold mold. At the same time, we found that with a 90 °C hot mold, strength slightly increased due to the higher crystallinity. We also observed that tensile modulus was more sensitive to the effect of crystallinity. Compared to pure PLA (3.26 GPa), the nucleated PLA compounds demonstrated an average increase of 0.12 GPa in modulus even when a cold mold was used. In the case of a 90 °C hot mold, when the specimens were fully crystalized, the modulus further increased to an average of 3.76 GPa. Talc also had a significant effect on the modulus increase due to its nucleating effect on PLA and its reinforcing effect since it has thin flake-shape particles with a high area to volume ratio. 5 mass% talc was enough to increase the tensile modulus of PLA specimens to 4.02 GPa. Elongation was practically the same for all the investigated compounds (except those filled with talc) and pure PLA when injection molded into a cold mold. At the same time, the crystalline structure which developed during processing in a hot mold reduced elongation from an average of 3.3% to 2.3%. Talc decreased elongation independently of the crystalline structure but due to its reinforcing effect. 5 mass% talc decreased the elongation of pure PLA from 3.4 to 3.0%. Finally, Charpy impact strength increased with increasing crystallinity. At the same time, for PLA compounds nucleated with PPZn and Ecopromote, we observed no relevant difference between the impact strength of the specimens produced in a 25 °C cold and a 90 °C hot mold. On the contrary, in the case of nucleation with Ecopromote HD, impact strength increased from 30.1 to 38.9 kJ m−2 due to the 90 °C hot mold, which ensures full crystallization, unlike the 25 °C cold mold. Talc again had a reinforcing effect, and 5 mass% talc increased the impact strength of PLA from 24.0 to 43.9 kJ m−2.
Conclusions
During our literature review, we found that the nucleating effect of nucleating agents on PLA is difficult to compare since in the literature various PLA grades (different D-lactide contents and molecular weights), various amounts of nucleating agents, and various measurement conditions (isothermal, non-isothermal, cooling rate, crystallization temperature) were used. In this study, we investigated and compared the effectiveness of thirteen different nucleating agents for two different grades of PLA (3001D grade with 1.4% and 3100HP grade with 0.5% D-lactide content) using identical conditions. These nucleating agents were preselected from the literature (presumed to be highly efficient) and synthesized based on the given research papers. Our main goal was to find the most effective nucleating agents available for PLA and investigate their effect on the crystallization, and the thermomechanical and mechanical properties of PLA.
We found that all of the tested nucleating agents highly promoted the crystallization of 3001D grade PLA. Ecopromote, Ecopromote HD, ZnCC, TMC-328, OMHB, DMBH, Ca-phenylmalonate, and PPZn were considered the most effective ones since they increased the crystallization temperature of PLA the most. We also analyzed how much the nucleating ability of single nucleating agents can be further enhanced with the addition of talc. We found that in most cases, the presence of talc can further enhance the effect of nucleating agents and the impact strength and modulus of PLA. We also examined the effectiveness of different nucleating agents for PLLA. We found that the combination of PLLA and a single heterogeneous nucleating agent produced the best crystallization properties. The nucleated 3100HP PLLA grade PLA had a 4.8–7.5 °C higher crystallization peak temperature (at a cooling rate of 5 °C min−1) compared to the higher D-Lactide content 3001D grade PLA nucleated with the same nucleating agents.
Finally, we investigated the properties of injection-molded specimens produced from compounds of the most effective nucleating agents (PPZn, Ecopromote, Ecopromote HD) and the fastest crystallizing PLA grade available (3100HP). Two mold temperatures, 25 °C (a generally used cold mold) and 90 °C were used later to in-mold crystallize (IMC) the nucleated PLA. We found that the use of a 25 °C cold mold retarded crystallization and reduced the effect of nucleating agents. Crystallinity only increased when we added 2.4–6.5% effective nucleating agent. We demonstrated that even when the PLA grade that crystallized fastest was combined with the most effective nucleated agents, PLA was still not fully crystallized during injection molding in a cold mold. The maximum crystallinity achieved in this case was between 32.4 and 35.7%. Moreover, this crystallinity was not enough to significantly improve HDT. On the contrary, when PLA was injection molded into a 90 °C hot mold, the specimens fully crystallized during the injection molding cycle (crystallinity was between 44.5 and 50.0%), and the HDT of these specimens also increased to an average of 88.8 °C.
References
Plastics – the Facts 2018. Plastics Europe. 2018; 60.
The world's plastic problem in numbers. 2018. https://theconversation.com/the-world-of-plastics-in-numbers-100291. Accessed 15 Apr 2021.
World Steel Association Statistics. https://www.worldsteel.org/steel-by-topic/statistics.html. Accessed 16 Apr 2021.
Food and Agriculture Organization of the United Nations. http://www.fao.org/home/en/. Accessed 16 Apr 2021.
Global copper mine production to grow 3.5% annually — report. 2019. https://www.mining.com/global-copper-mine-production-to-grow-3-5-annually-report/. Accessed 20 Apr 2021.
Global zinc market to grow at 3.8% in 2022. 2019. https://www.mining-technology.com/comment/zinc-outlook-2019/. Accessed 20 Apr 2021.
World production of lead from 2006 to 2018. 2019. https://www.statista.com/statistics/264872/world-production-of-lead-metal/. Accessed 20 Apr 2021.
Geyer R, Jambeck JR, Law KL. Production, use, and fate of all plastics ever made. Sci Adv. 2017;3: e1700782. https://doi.org/10.1126/sciadv.1700782.
van den Oever MJA, Molenveld K, van der Zee M, Bos H. Bio-based and biodegradable plastics – Facts and figures. Focus on food packaging in the Netherlands. Wageningen, NL: Wageningen Food & Biobased Research; 2017. Doi: https://doi.org/10.18174/408350
N/a. Bioplastics market development update 2019. EUBP Conf. 2019; 2.
Lim L-T, Auras R, Rubino M. Processing technologies for poly(lactic acid). Prog Polym Sci. 2008;33:820–52. https://doi.org/10.1016/j.progpolymsci.2008.05.004.
Auras R, Lim L-T, Selke SEM, Tsuji H. Poly(Lactic Acid): synthesis, structures, properties, processing, and applications. New Jersey: Wiley; 2010.
Sikhosana ST, Gumede TP, Malebo NJ, Ogundeji AO. Poly(lactic acid) and its composites as functional materials for 3-D scaffolds in biomedical applications: a mini-review of recent trends. Express Polym Lett. 2021;15:568–80. https://doi.org/10.3144/expresspolymlett.2021.48.
Gupta B, Revagade N, Hilborn J. Poly (lactic acid) fiber: an overview. Prog Polyp Sic. 2007;32:455–82. https://doi.org/10.1016/j.progpolymsci.2007.01.005.
Jeantet L, Regazzi A, Taguet A, Pucci MF, Caro A-S, Quantin J-C. Biopolymer blends for mechanical property gradient sD printed parts. Express Pol Lett. 2021;2:137–52. https://doi.org/10.3144/expresspolymlett.2021.13.
Peelman N, Ragaert P, Ragaert K, De Meulenaer B, Devlieghere F, Cardon L. Heat resistance of new biobased polymeric materials, focusing on starch, cellulose, PLA, and PHA. J Appl Pol Sci Special Issue Manuf Adv Biodeg Pol Comp. 2015. https://doi.org/10.1002/app.42305.
Jian J, Xiangbin Z, Xianbo H. An overview on synthesis, properties and applications of poly(butylene-adipate-co-terephthalate) – PBAT. Adv Ind Eng Pol Res. 2020;3:19–26. https://doi.org/10.1016/j.aiepr.2020.01.001.
Pinheiro IF, Ferreira FV, Souza DHS, Gouveia RF, Lona LMF, Morales AR, Mei LHI. Mechanical, rheological and degradation properties of PBAT nanocomposites reinforced by functionalized cellulose nanocrystals. Eur Pol J. 2017;97:356–65. https://doi.org/10.1016/j.eurpolymj.2017.10.026.
de Matos Costa AR, Crocitti A, de Carvalho LH, Carrocio SC, Carruti P, Santagata G. Properties of biodegradable films based on poly(butylene Succinate) (PBS) and Poly(butylene Adipate-co-Terephthalate) (PBAT) Blends. Polymers. 2020;12:2317. https://doi.org/10.3390/polym12102317.
Karger-Kocsis J, Barany T, editors. Polypropylene Handbook. Morphology: Blends and Composites. Springer International Publishing; 2019.
Zheng J, Suh S. Strategies to reduce the global carbon footprint of plastics. Nat Clim Change. 2019;9:374–8. https://doi.org/10.1038/s41558-019-0459-z.
Hamad K, Kaseem M, Ayyoob M, Joo J, Deri F. Polylactic acid blends: the future of green, light and tough. J Prog Polym Sci. 2018;85:83–127. https://doi.org/10.1016/j.progpolymsci.2018.07.001.
Mano JF, Wang Y, Viana JC, Denchev Z, Oliveira MJ. Cold crystallization of PLLA studied by simultaneous SAXS and WAXS. Macromol Mater Eng. 2004;289:910–5. https://doi.org/10.1002/mame.200400097.
Cho K, Li F, Choi J. Crystallization and melting behavior of polypropylene and maleated polypropylene blends. Polymer. 1999;40:1719–29. https://doi.org/10.1016/S0032-3861(98)00404-2.
Saeidlou S, Huneault MA, Li H, Park CB. Poly(lactic acid) crystallization. Prog Polym Sci. 2012;37:1657–77. https://doi.org/10.1016/j.progpolymsci.2012.07.005.
Simmons H, Tiwary P, Colwell JE, Kontopoulou M. Improvements in the crystallinity and mechanical properties of PLA by nucleation and annealing. Pol Degrad Stab. 2019;166:248–57. https://doi.org/10.1016/j.polymdegradstab.2019.06.001.
Pan P, Zhu B, Kai W, Dong T, Inoue Y. Polymorphic transition in disordered poly(l-lactide) crystals induced by annealing at elevated temperatures. Macromolecules. 2008;41:4296–304. https://doi.org/10.1021/ma800343g.
Srithep Y, Nealey P, Turng L-S. Effects of annealing time and temperature on the crystallinity and heat resistance behavior of injection-molded poly(lactic acid). Polym Eng Sci. 2012;53:580–8. https://doi.org/10.1002/pen.23304.
Liu Z, Chen Y, Ding W, Zhang C. Filling behavior, morphology evolution and crystallization behavior of microinjection molded poly(lactic acid)/hydroxyapatite nanocomposites. Compos Pt A Appl Sci Manuf. 2015;72:85–95. https://doi.org/10.1016/j.compositesa.2015.02.002.
Petchwattana N, Naknaen P, Narupai B. Combination effects of reinforcing filler and impact modifier on the crystallization and toughening performances of poly(lactic acid). Express Polym Lett. 2020;14:848–59. https://doi.org/10.3144/expresspolymlett.2020.70.
Pan P, Liang Z, Cao A, Inoue Y. Layered metal phosphonate reinforced poly(L-lactide) composites with a highly enhanced crystallization rate. ACS Appl Mater Interfaces. 2009;1:402–11. https://doi.org/10.1021/am800106f.
Song P, Chen G, Wei Z, Chang Y, Zhang W, Liang J. Rapid crystallization of poly(l-lactic acid) induced by a nanoscaled zinc citrate complex as nucleating agent. Polymer. 2012;53:4300–9. https://doi.org/10.1016/j.polymer.2012.07.032.
Pan P, Yang J, Shan G, Bao Y, Weng Z, Inoue Y. Nucleation effects of nucleobases on the crystallization kinetics of poly(L-lactide). Macromol Mater Eng. 2012;297:670–9. https://doi.org/10.1002/mame.201100266.
Harris AM, Lee EC. Improving mechanical performance of injection molded PLA by controlling crystallinity. J Appl Polym Sci. 2008;107:2246–55. https://doi.org/10.1002/app.27261.
Kawamoto N, Sakai A, Horikoshi T, Urushihara T, Tobita E. Physical and mechanical properties of poly(L-lactic acid) nucleated by dibenzoylhydrazide compound. J Appl Polym Sci. 2006;103:244–50. https://doi.org/10.1002/app.25185.
Song P, Wei Z, Liang J, Chen G, Zhang W. Crystallization behavior and nucleation analysis of poly(l-lactic acid) with a multiamide nucleating agent. Polym Eng Sci. 2012;52:1058–68. https://doi.org/10.1002/pen.22172.
Wei Z, Song P, Linag J, Chen G, Zhang W. Enhanced crystallization of polylactide by adding a multiamide compound. SPE Plast Res Online. 2011; 1–3; Doi: https://doi.org/10.1002/pen.22172
Saeidlou S, Huneault MA, Li H, Park CB. Effect of nucleation and plasticization on the stereocomplex formation between enantiomeric poly(lactic acid)s. Polymer. 2013;54:5762–70. https://doi.org/10.1016/j.polymer.2013.08.031.
Qiu Z, Li Z. Effect of orotic acid on the crystallization kinetics and morphology of biodegradable poly(l-lactide) as an efficient nucleating agent. Ind Eng Chem Res. 2011;50:12299–303. https://doi.org/10.1021/ie2019596.
Li C, Dou Q, Bai Z, Lu Q. Non-isothermal crystallization behaviors and spherulitic morphology of poly(lactic acid) nucleated by a novel nucleating agent. J Therm Anal Calorim. 2015;122:407–17. https://doi.org/10.1007/s10973-015-4677-y.
Wen L, Xin Z, Hu D. A new route of manipulation of poly(L-lactic acid) crystallization by self-assembly of p-tert-butylcalix[8]arene and toluene. J Polym Sci Prt B Polym Phys. 2010;48:1235–43. https://doi.org/10.1002/polb.22014.
Abraham F, Ganzleben S, Hanft D, Smith P, Schmidt H-W. Synthesis and structure – efficiency relations of 1,3,5-benzenetrisamides as nucleating agents and clarifiers for isotactic poly(propylene). Macromol Chem Phys. 2012;19:171–81. https://doi.org/10.1002/macp.200900409.
Wu N, Wang H. Effect of zinc phenylphosphonate on the crystallization behavior of poly(l-lactide). J Appl Pol Sci. 2013;15:2744–52. https://doi.org/10.1002/app.39471.
Kawamoto N, Sakai A, Horikoshi T, Urushihara T, Tobita E. Nucleating agent for poly(L-lactic acid) – An optimization of chemical structure of hydrazide compound for advanced nucleation ability. J Appl Pol Sci. 2006;103:198–203. https://doi.org/10.1002/app.25109.
Battegazzore D, Bocchini S, Frache A. Crystallisation kinetics of poly(lactic acid)-talc composites. Expreess Polym Lett. 2011;5:849–58. https://doi.org/10.3144/expresspolymlett.2011.84.
Kong W, Zhu B, Su F, Wang Z, Shao C, Wang Y, Liu C, Shen C. Melting temperature, concentration and cooling rate-dependent nucleating ability of a self-assembly aryl amide nucleator on poly(lactic acid) crystallization. Polymer. 2019;168:77–85. https://doi.org/10.1016/j.polymer.2019.02.019.
Tábi T, Wacha AF, Hajba S. Effect of D-Lactide content of annealed poly(lactic acid) on its thermal, mechanical, heat deflection temperature, and creep properties. J Appl Pol Sci. 2019;136:47103. https://doi.org/10.1002/app.47103.
Acknowledgments
This work was supported by the National Research, Development, and Innovation Office, Hungary (2019-1.1.1-PIACI-KFI-2019-00205, 2019-1.1.1-PIACI-KFI-2019-00335, 2017-2.3.7-TÉT-IN-2017-00049, OTKA FK134336). The research reported in this paper and carried out at BME has been supported by the NRDI Fund (TKP2020 NC, Grant No. BME-NCS) based on the charter of bolster issued by the NRDI Office under the auspices of the Ministry for Innovation and Technology. This paper was supported by the János Bolyai Research Scholarship of the Hungarian Academy of Sciences. The research was supported by the ÚNKP-20-5 New National Excellence Program of the Ministry for Innovation and Technology from the source of the National Research, Development, and Innovation Fund. This publication was supported by the Italian-Hungarian bilateral agreement (grant number NKM 73/2019) of the Hungarian Academy of Sciences
Funding
Open access funding provided by Budapest University of Technology and Economics. This work was supported by the National Research, Development, and Innovation Office, Hungary (2019–1.1.1-PIACI-KFI-2019–00205, 2019-1.1.1-PIACI-KFI-2019-00335, 2017–2.3.7-TÉT-IN-2017–00049, OTKA FK134336). The research reported in this paper and carried out at BME has been supported by the NRDI Fund (TKP2020 NC, Grant No. BME-NCS) based on the charter of bolster issued by the NRDI Office under the auspices of the Ministry for Innovation and Technology. This paper was supported by the János Bolyai Research Scholarship of the Hungarian Academy of Sciences. The research was supported by the ÚNKP-20–5 New National Excellence Program of the Ministry for Innovation and Technology from the source of the National Research, Development, and Innovation Fund.
Author information
Authors and Affiliations
Contributions
TA contributed to conceptualization, writing–original draft; writing–review & editing; visualization. JGK contributed to conceptualization, methodology, project administration; funding acquisition. TT contributed to conceptualization, supervision, writing–original draft; writing–review & editing; visualization; funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Consent to participate
All the authors confirm that they consent to their participation in this research.
Consent for publication
All the authors confirm that they consent to this publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ageyeva, T., Kovács, J.G. & Tábi, T. Comparison of the efficiency of the most effective heterogeneous nucleating agents for Poly(lactic acid). J Therm Anal Calorim 147, 8199–8211 (2022). https://doi.org/10.1007/s10973-021-11145-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-021-11145-y