
Abstract
Examinations of two-component mixtures, namely: triphenylamine + centralite I (TPA + CI) and triphenylamine + akardite II (TPA + AkaII) were carried out using differential scanning calorimetry (DSC), which served to determine phase diagrams. Experimental data were described with NRTL model and eutectic points for both systems were determined. For TPA + CI system, they were equal to xEu,TPA = 0.2899, TEu = 62.9 °C, whereas for TPA + AkaII system they amounted to xEu,TPA = 0.7868, TEu = 117.5 °C. Granules contain mixtures of eutectic composition were obtained. The physicochemical and thermal properties of resultant single base granules were studied. The helium density of both granules was approx. 1.47 g cm−3, the average dynamic force amounted to 0.55–0.60 bar−1 s−1, and the calorific value ranged from 3060 to 3095 J g−1. Both granules should be chemically stable for 10 years of storage at 25 °C; they meet the requirements of STANAG 4582 standard. DSC analysis of decomposition processes was used to determine kinetic parameters and to adjust the chemical reaction model of nth order with autocatalysis (CnB). Reaction order ranged from 2.6 to 3.0, while the activation energy was similar (197–198 kJ mol−1). Based on examination of thermal properties, it was observed that both eutectic mixtures of stabilizers prevent the decomposition reaction more efficiently than the use of individual compounds as stabilizers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cellulose nitrate(V), commonly named as nitrocellulose (NC), has been utilized on a wide scale. The cellulose obtained from wood pulp or cotton linters constitutes the raw material for the production of NC. Cellulose is a polymer of natural origin, which means that the structure of cellulose fiber depends on the time and place of vegetation of the starting material. The greatest number of nitrate groups (–ONO2), that can be introduced into the glucopyranose ring, is 3. The level of nitrogen in the cellulose trinitrate (V) thus obtained, is equal to 14.15%. When treating the cellulose with different mixtures of various composition, the product with various nitrogen content can be obtained. Nitrocellulose with low nitrogen content (11.5–12.2%) is also used in the civil manufacturing of adherent materials, cover layers, celluloid or other products.
NC with a nitrogen content above 12.5% allows for the production of nitrocellulose powders [1]. Nitrocellulose powders are divided into single-, double- and multi-base powders [2]. Single-base powders are produced by gelatinization of nitrocellulose with the ethyl alcohol and diethyl ether mixture. Single-base powders consist of NC of defined nitrogen content. Double-base powders, i.e., gelatinized mixture of nitrocellulose constitute another type of nitrocellulose powders. These are the powders, which, in addition to NC, contain liquid nitrate esters, such as nitroglycerin, dinitrodiethylene glycol or dinitrotriethylene glycol.
Single and double-base powders belong to the type of homogeneous powders. Heterogeneous powders which have nitrocellulose as the ingredient, are called triple-base powders. They consist of NC as well as nitroguanidine and liquid nitrate esters. Due to the low stability of nitrocellulose, the substances called stabilizers are added during the production of nitrocellulose powders. The lack of stabilizers may lead to a number of degradations during the lifetime of the product, which may result in self-heating, autocatalytic reaction (decomposition) and cook-off safety hazards [3,4,5].
During the aging process, the conventional stabilizers produce N-nitrosamines, which are carcinogenic. For this reason, the extensive research has been conducted in recent years on novel, environmentally friendly stabilizers for nitrocellulose. The proposed alternative sources of nitrocellulose stabilizers include, among others, triphenylamine, various types of fullerene derivatives, ionone, tocopherol, clinoptilolite or natural compounds, such as lignin, curcumin and guaiacol [6,7,8,9,10,11,12,13,14,15,16]. Efficient stabilizers should be characterized by high-performance reactivity with nitrogen oxides and acids, fine adsorptive properties of nitrogen oxides as well as compatibility with other ingredients used in nitrocellulose powders [8, 17, 18]. A method, which prevents the formation of toxic N-nitrosamines involves the use of the eutectic mixture of stabilizers, i.e., a conventional stabilizer and a novel one, which is environmentally friendly. The mixture of eutectic composition was characterized by two relevant parameters in the aspects of production of nitrocellulose propellants: the lowest temperature of melting and the highest solubility. In case of novel stabilizers involving high costs of production, the use of the mixture of stabilizers reduces the potential costs of the final new, nitrocellulose-based product. Furthermore, during technological process, such a mixture of stabilizers is characterized by a higher solubility, thus facilitating the introduction into the nitrocellulose structure. When determining the composition of the mixture, the mixture of too low melting temperature (i.e., the one below the storage temperature for nitrocellulose-based product) should be avoided, to prevent the migration or evaporation of stabilizers [8]. Differential scanning calorimetry (DSC) technique is applicated to determine the eutectic composition of two-component mixtures [6, 19, 20]. Numerous literature sources report on the determination of eutectic compositions of various mixtures of stabilizers [20,21,22,23,24], however little information is available on the influence of stabilizers mixture on different properties of nitrocellulose and nitrocellulose powders.
The purpose of these investigations was to determine the influence of stabilizers mixture containing triphenylamine (TPA) and conventional stabilizer on the studied parameters of single-base NC granules. Centralite I (CI) and akardite II (AkaII) were used as conventional stabilizers. The following properties were determined for the resultant granules: density and content of closed pores using helium, heat of combustion, parameters of thermal decomposition such as temperature, heat and activation energy.
Materials and methods
Materials
The products used in the granulation process are presented in Table 1. The nitrogen content of nitrocellulose (NC) was 12.18 ± 0.18% and solubility in ethanol was max 12%. As stabilizers were used eutectic mixture, the first one was 73%mol centralite I (CI) + triphenylamine (TPA) and the second—21%mol akardite II (AkaII) + TPA.
Preparation of eutectic mixture of stabilizers
In order to determine the eutectic composition of TPA + AkaII and TPA + CI mixtures, 9 mixtures which differed by 10%mass in composition were prepared. Each prepared mixture was ground in the agate mortar to homogenize ingredients. Subsequently, the thermal analysis of stabilizers’ mixture was performed by differential scanning calorimeter (DSC)—Q2000, TA Instruments. 10 mg samples was placed in the air-tight aluminum pans. The measurements were performed in the range 40–140 °C for mixtures of TPA and AkaII and 40–90 °C for mixtures of TPA and CI (heating rate was 2 °C min−1, nitrogen flow 50 mL min−1). The measurements were carried out twice, and the second measurement was analyzed. After each measurement, samples were cooled to −30 °C for 5 min in order to crystallization of substances. The apparatus was calibrated by indium standard. DSC curves served to determine onset temperature, maximum temperature and the melting enthalpy using TA Universal Analysis 2000 software.
The manufacture of nitrocellulose granules
The process of nitrocellulose granulation was conducted in laboratory scale. Two types of NC granules were obtained for two eutectic mixtures of stabilizers. Symbols of each product are following: G(TPA + AkaII)1 contain eutectic mixture of TPA and AkaII and G(TPA + CI)1 contain eutectic mixture of TPA and CI.
Granulation of nitrocellulose is a known and commonly used method [25,26,27,28]. Nitrocellulose granules were carried out in a 1.5 l reactor in which a four-blade propeller stiller was placed. The procedure was as follows:
-
1.
Preparation of NC suspension in water: 40.0 g of dried NC and 680 mL of water.
-
2.
Heating up to 50 °C.
-
3.
Gradually adding 257 mL of ethyl acetate with dissolved eutectic mixture of stabilizer (0.6 g).
-
4.
Adding 0.8 g of potato starch in 40 mL of water after 30 min.
-
5.
Adding 28 g of sodium sulfate in 159 mL of water after another 30 min.
-
6.
Distillation of ethyl acetate (heat up to 85 °C).
As soon as it has been completed, the system was cooled down to 30 °C and the reactant poured onto sieves, where the granulate was broken into portions. The columns with sieves of mesh size, in order from bottom: 0.25, 0.63, 1.25 and 2.00 mm, were used for fractionation process. Each fraction of NC granules was dried at 60 °C, until a constant mass was obtained. The fraction of 0.25–0.63 mm was used to analyze the properties of granules.
Methods
The Micrometrics AccuPyc 1330 analyzer was used to measure the density of NC granules. The principle of operation of the analyzer is based on the use of gas (helium) to precisely determine the density of prepared granules. The temperature of the measurements was in the range from 22.6 to 23.6 °C. The volume of samples was about 0.6 cm3. The mean value and standard deviation were determined from ten measurements for individual samples.
The adiabatic bomb calorimeter IKA C2000 Basic was used to determine heat of combustion (Q). Burning of the sample (mass of 2.00 g) was performed for reduced pressure (3–4 mbar). The calorimetric constant was determined for the standard propellant with heat of combustion Q = 4914 J g−1. The mean value and standard deviation were determined from two measurements for individual samples.
The thermal analysis of NC granules decomposition was performed by differential scanning calorimeter (DSC)—NETZSCH STA 449F1. Aluminum pans (Concavus®) were used in the analysis. Mass of samples was 0.8 mg. Samples placed in pans were heated in the range of 30–300 °C with four different heating rates, such as 1, 2, 5 and 8 °C min−1. The nitrogen flow was 70 mL·min−1. In order to calculate kinetic parameters according to the guidelines [29], the measurements were repeated 3 times for extreme heating rates. The obtained diagrams were described, and the calculation of kinetic parameters was performed by NETZSCH software: Thermokinetics 3.1 and Proteus – Thermal Analysis version 6.1. The apparatus was calibrated by indium standard.
The stability of sample was measured according to NATO/STANAG 4582 [30] in TAM III calorimeter (TA Instruments). It was used 2.0 g of sample in 4.3 mL calorimeter vessel. In this method, prepared materials were thermostated at the temperature of 90 °C for 3.43 days. This duration corresponds to isothermal storage of materials at the temperature of 25 °C for 10 years. Analysis of heat flow calorimetry (HFC) was started after 45 min (manufacturer recommendation).
The pyrostatic analysis of the granules was conducted in BT-25/500 manometric bomb of 25.15 cm3 volume. 4 g of tested material was weighed with the accuracy of 0.0005 g. Subsequently, the material was burnt and the change in pressure over time was analyzed and interpreted. The igniter consisted of 200 mg black powder started with the electric pulse.
Theory and calculation
Thermodynamics of Solid–Liquid Equilibrium (SLE)
In this work, the solid–liquid equilibrium (SLE) data of both investigated systems, {TPA (1) + CI (2)} and {TPA (1) + AkaII (2)} are a simple binary eutectic mixture. Both components are completely miscible in the liquid phase and immiscible in the solid one. Below the solubility curves, a locus of equilibrium states between pure solid of component 1 (or 2) and saturated liquid solution of 1 (or 2, respectively) in a solvent 2 (or 1, respectively) have occurred. Both phases are in equilibrium state if the chemical potential of pure solid component and dissolved component in liquid phase are equal at given temperature T. The thermodynamic relationship between temperature and composition in the equilibrium state is described by [31]:
where the ΔfusH1 stands for enthalpy of fusion, R for the ideal gas constant, Tfus,1 for normal temperature of fusion and \({\gamma }_{1}\) for the activity coefficient of solute, component 1 in the liquid phase. In the case of eutectic systems, compound 2 can be considered as a solid as well. In the simple eutectic systems, compound 2 is also treated as a solid phase, therefore the subscript “1” in Eq. (1) should be replaced by “2”. Equation (1) takes the form of a ideal solubility equation when the values of the activity coefficient of each component is equal to unity (γ1 = γ2 = 1) irrespective of composition and temperature.
The activity coefficient depends on x1, T, and some parameters Δg12, Δg21 provided by a theoretical model, NRTL. By fixing the composition x1 and parameters Δg12, Δg21 in Eq. (1), one can calculate equilibrium temperature T.
By minimalization of the following objective function
the model parameters can be obtained.
The root-mean-square deviation (RMSD) of temperature, σT, has been calculated using Eq. (3):
where n represent the number of experimental points (including the melting point), and 2 is the number of adjustable parameters.
In this research, the experimental activity coefficients of solute, γ1 were successfully correlated using the NRTL Equation as shown in Fig. 1.

Calculated and experimental SLE phase diagrams for binary systems {a TPA (1) + CI (2); b TPA (1) + AkaII (2)}. ●, fusion temperature, ○, eutectic temperature. Solid line designated by the NRTL model. Dotted line represents the equation of ideal solubility
The activity coefficient is given by:
where
Kinetic parameters of decomposition process – calculation
The kinetic characterization of thermal decomposition for NC granules is used in quite generic terms. During decomposition came up many consequent and parallel reactions. The following assumptions were made: the primary model [32, 33] and catalyzing properties on decomposition of generated products.
The heat generation rate was defined based on the dependence of cumulative heat in the HFC measurements [34] as follows:
where Qcumulative—cumulative heat, t—time, kQ—heat generation rate, c—integration constant.
The kinetic parameters were computed using Ozawa-Flynn-Wall (OFW) equation which is isoconversional method [35,36,37,38]. Due to the many overlapping chemical reactions during decomposition process, the name of apparent activation energy was introduced. The OFW method belongs to a integral method group. This method supposes that reaction rate is only a function of temperature at specific degree of conversion. From the slope of the line of natural logarithm of heating rate against reversing temperature was determined the apparent activation energy. The used equation is:
where: aEa—apparent activation energy, β—heating rate, T—temperature, R—gas constant, C—constant.
Calculation of dynamic vivacity
During the combustion of nitrocellulose powder, a large amount of gases is released. They are characterized by a high temperature and, when burned in the vessel, produce high pressure. As the result of measurement in a manometric bomb, the relationship between pressure (p) vs. time (t) is obtained.
The character of the increase in pressure vs. time is determined by the rate of gas formation.
(dΨ/dt), which is obtained from the experiment directly. The value of dΨ/dt depends on pressure, which results from the geometric model of powder combustion. [39]. For comparison, in the individual periods of combustion as regards the increase and decrease in gas formation at the constant pressure, the resulting dΨ/dt values are reduced to a constant pressure:
where: Γ—intensity of gas production. Ideally, at the constant pressure, Γ value changes proportionally to the powder surface.
Results and discussion
Solid–liquid equilibrium phase diagram of stabilizers’ mixtures
Firstly, the substances used for double-base systems, namely TPA, AkaII and CI were characterized. For all three substances, a single endothermic peak referring to melting of the substance was obtained. Resulting parameters (ΔHfus—melting enthalpy and Tfus—melting temperature, the difference in heat capacity in solid and liquid state ∆Cp,f) are presented in Table 2. Obtained stabilizers’ parameters are consistent with literature data [40,41,42].
Two-component mixtures were prepared for two systems, namely TPA + AkaII and TPA + CI. The resulting DSC curves for both mixtures are presented in Supplementary materials (Figs. S1 and S2). The curves demonstrate two melting conversions. The first sharp peak, which is located at lower temperature, represents melting of eutectic mixture, whereas the other one represents melting of the component, being in excess in relation to the eutectic composition. The second peak is widened and shifts toward higher temperature, the greater the excess in relation to the eutectic composition. The resulting DSC curves served to determine melting points, required to calculate phase diagrams for both two-component systems. Obtained phase diagrams contain the results of calculations for NRTL model are presented in Fig. 1.
In this work, NRTL equation with three adjustable parameters (Δg12 = g12-g22, Δg21 = g21-g11 and α12) was proposed. The values of the NRTL parameters as well as the RMSD of temperature are collected in Table 3.
The calculations for NRTL model were used to determine the eutectic point, which was as follows: eutectic molar fraction xEu,TPA = 0.2899, eutectic temperature TEu = 62.9 °C for TPA + CI, and xEu,TPA = 0.7868, eutectic temperature TEu = 117.5 °C for TPA + AkaII. Importantly, the melting temperature of the eutectic should be low, as it ensures the most efficient solubility of components, which in turn facilitates the penetration of stabilizers’ mixture into the nitrocellulose structure. On the other hand, the melting point of the eutectic mixture cannot be too low, as during the storage of such products, the migration of stabilizers may take place, thus affecting the thermal stability as well as lowering of chemical, mechanical or ballistic properties during the product storage. The melting points of TPA + CI and TPA + AkaII are sufficiently high, as the maximum storage temperature of nitrocellulose-based powders is equal to 52 °C [43].
Properties of nitrocellulose granules containing stabilizers’ mixtures
Table 4 presents the determined parameters, such as density, porosity and heat of combustion. The obtained granules, which contain the eutectic mixture of stabilizers, have a comparable density, similar to G(TPA)1 granule [44]. The porosity (Pc) of resulting granules was determined based on helium density. The porosity was calculated by following equation:
where ρmaxNC—nitrocellulose maximum density, which was 1.67 g cm−3 [40], ρHe—granule density.
Higher porosity values were obtained for G(TPA + AkaII)1 and G(TPA + CI)1 granules, when compared to the granule containing CI only and comparable to the granule with TPA only. The more gelled the nitrocellulose structure is, the lower the level of porosity. It is therefore apparent that the used eutectic mixtures are characterized by lower gelling properties than the commonly used Cl. As expected, no influence of the type of stabilizer on the combustion heat was observed.
The heat flow and cumulative heat vs. time curves are presented in Fig. 2. Local minimum values can be observed in the heat flow curves. For G(TPA + CI) it occurs at 2.22 day, and for G(TPA + AkaII) – at 4.03 day. According to STANAG 4582 standard, the powders are characterized by a sufficient stability for 10 years of storage at 25 °C, if the heat flow value does not exceed 350 µWg−1, during 3.43 day.

a Obtained curves from HFC method and b cumulative heat vs. time for tested granules
The parameter P1 (Table 4) was introduced, which denotes the value of heat flow for the time of 3.43 day. For examined granules, the P1 parameter did not exceed the value of 60 µWg−1, meaning that the proposed eutectic mixtures fulfill their role as stabilizers. Granules signed as G(TPA + AkaII)1 has the lowest heat generation constant (kQ), as presented in Table 4 G(TPA + CI)1 granule is characterized by the heat generation constant contained between granules contain only one stabilizer – TPA and CI.
It has been verified whether the eutectic mixtures used have the effect on the intensity of gas formation. Figure 3 presents the relationship between the dynamic vivacity and the pressure to maximum pressure ratio (p/pmax) for resulting granules. According to the geometric rule of combustion, the intensity of gas formation depends on the shape of powder. The examination involved the same granulate fraction. During the combustion, the spherical powder reduces its combustion surface (degressive combustion), thus the dynamic vivacity decreases with the increasing p/pmax parameter. For the examined granules, a repeatable dependence of the intensity of gas formation was obtained. The average dynamic vivacity (Γav) was calculated, which constitutes the arithmetic mean of the values obtained from p/pmax parameter in the range from 0.3 to 0.7, as described in STANAG 4115 standard [45]. The average dynamic vivacity was equal to 0.60 ± 0.05 bar−1 s−1 for G(TPA + AkaII)1 and 0.55 ± 0.06 bar−1 s−1 for G(TPA + CI)1. Obtained Γav values are consistent with each other within the error limit.

Comparison of dynamic vivacity values for G(TPA + AkaII)1 and G(TPA + CI)1 (loading density of 160 kg m−3)
Thermal properties of granules and determination of decomposition kinetic parameters
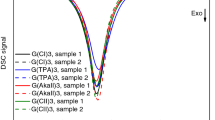
The analysis of thermal properties was conducted by DSC method. Figure 4 presents DSC curves obtained for G(TPA + AkaII)1 and G(TPA + CI)1. DSC curves demonstrate a visible single exothermic conversion, which shifts toward higher temperatures as the heating rate increases (onset temperature varies from 173 °C for 1 °C min-1 to 198 °C for 8 °C min-1).

Obtained curves from DSC method for G(TPA + AkaII)1 (a) and G(TPA + CI)1 (b)
Resulting DSC curves were applicated to calculate the kinetic parameters (such as apparent activation energy, logarithm of pre-exponential factor) of decomposition of both granules. The above-mentioned values have been showed in Supplementary Tables S1-S2 for G(TPA-AkaII)1 and G(TPA-CI)1 granules, respectively. Figure 5 shows the correlation of the apparent activation energy on the degree of conversion. Additionally, the calculated values were compared to the kinetic parameters of the process of decomposition obtained for granules containing single stabilizers (TPA and CI) [44]. For all granules, the correlation of the apparent activation energy on the degree of conversion is consistent. Resulting values correspond with each other within the error limit. The greatest discrepancy can be observed for G(TPA + AkaII)1 granule, which exceeds the conversion degree, i.e., 0.70; aEa values are considerably lower than in other three granules. It was observed the nonlinear dependence for all obtained granules. Such relation is caused by many parallel reactions in the phase of solid during process of high-energetic materials decomposition. The calculated kinetic parameters include all reactions occur for the duration of the granules decomposition [46].

The relationship of apparent activation energy on the degree of conversion for granules containing eutectic mixture of stabilizers
Many kinetic models were examined, for each obtained materials dedicated software is used. The correlations were checked for 22 different reaction types (by Thermokinetics software) for each sample. The obtained kinetic model with the best correlation (above 0.99) of both nitrocellulose granules is nth order with autocatalysis (CnB). The CnB kinetic model can be described by a general equation [47]:
where Kcat—the balance constant for autocatalysis reaction and n—reaction order.
Table 5 presents the above values from Eq. (11). Granules signed as G(TPA + AkaII)1 were characterized by the highest n value—this reaction order was about 0.5 higher than remaining granules. Granules contain eutectic mixture of stabilizers were characterized by about 6 kJ mol−1 higher the activation energy than granules contain only one type of stabilizer [44]. Nitrocellulose without stabilizer characterized by the activation energy from 72 to 157 kJ mol−1—this value depends on the calculation method, used model and the nitrogen content [23, 32, 48,49,50]. As expected, granules G(TPA + AkaII)1 and G(TPA + CI)1 are more stable than pure nitrocellulose, because obtained granules have higher energy activation than nitrocellulose without stabilizer. A higher activation energy implies a greater energetic barrier to overcome in order to facilitate decomposition reaction. This leads to the conclusion that the eutectic mixture of stabilizers prevents the decomposition reaction more efficiently than the use of single compounds as stabilizers. A similar effect was observed in the model, where the mixture of eutectic composition contain N-(2-methoxyethyl)-p-nitroaniline and diphenylamine was introduced to NC; a greater stability and higher activation energy of NC + (DPA + MENA) system were observed when compared to NC alone and NC mixtures with single stabilizers [23].
Conclusions
The study conducted on the physicochemical and thermal properties of nitrocellulose granules increases the important information on influence of eutectic mixtures of stabilizers. Phase diagrams for two two-component systems, i.e., TPA + CI and TPA + AkaII were calculated. Experimental data were described by NRTL model, which served to determine eutectic points. Eutectic points were, as follows: xEu,TPA = 0.2899, TEu = 62.9 °C for TPA + CI and xEu,TPA = 0.7868, TEu = 117.5 °C for TPA + AkaII. Both melting points of eutectic mixtures are suitable for use in nitrocellulose-based powders.
The granulation processes were performed by water method, which led to obtain granules containing eutectic mixtures of stabilizers (TPA + CI and TPA + AkaII). The helium density for both granules was comparable and amounted to approx. 1.47 g cm−3. No significant influence of the kind of stabilizers was noticed in relation to the value of combustion heat which ranged 3060–3095 J g−1. Measurements by manometric bomb were taken and used to determine the dependence of the dynamic vivacity on the pressure to maximum pressure ratio. The relationships Γ = f(p/pmax) for both granules were similar. Both granules should be chemically stable when materials are 10 years of storage at 25 °C—they meet the requirements of STANAG 4582 standard.
Thermal properties of decomposition process were analyzed using the DSC method. The resulting data were applicated to compute kinetic parameters of the process of decomposition for obtained granules and to adjust chemical reaction model—the best model was CnB, nth order with autocatalysis. Reaction order ranged from 2.6 to 3.0, while the activation energy was similar (197–198 kJ mol−1). It was observed that the activation energy determined for granules containing eutectic mixture of stabilizer was higher in relation to nitrocellulose alone and the granules containing single stabilizers only. This implies that eutectic mixture of stabilizers prevents the decomposition reaction more efficiently than the use of individual compounds as stabilizers.
References
Liu J. Nitrate esters chemistry and technology. Singapore: Springer; 2019.
Fernandez de la Ossa MA, Torre M, García-Ruiz C (2012) Nitrocellulose in propellants: Characteristics and thermal properties. W: Wythers MC, redaktor. Advances in Materials Science Research, vol. 7, Nova Science Publishers; , s. 201–20.
De Klerk WPC. Assessment of stability of propellants and safe lifetimes. Propellants Explos Pyrotech. 2015;40:388–93.
Trache D, Khimeche K. Study on the influence of ageing on thermal decomposition of double-base propellants and prediction of their in-use time. Fire Mater. 2013;37:328–36.
Trache D, Khimeche K. Study on the influence of ageing on chemical and mechanical properties of N, N′-dimethyl-N, N′-diphenylcarbamide stabilized propellants. J Therm Anal Calorim. 2013;111:305–12.
Wang Y, Liu X, Zhao X, Chen Z, Yang L, Zhu L. Experimental determination and thermodynamic modeling of solid–liquid-phase equilibrium for the 3-nitrotoluene and 4-nitrotoluene binary system. J Therm Anal Calorim. 2019;138:1251–7.
Li G, Jin B, Chai Z, Ding L, Chu S, Peng R. Synthesis and crystal characterization of novel fulleropyrrolidines and their potential application as nitrocellulose-based propellants stabilizer. Polym Degrad Stab. 2020;172:109061.
Trache D, Tarchoun AF. Stabilizers for nitrate ester-based energetic materials and their mechanism of action: a state-of-the-art review. J Mater Sci. 2018;53:100–23.
Dejeaifve A, Dobson R (2018) Ionone stabilisers for nitrocellulose-based propellants. US20180029951A1.
Dejeaifve A, Dobson R (2018) Tocopherol stabilisers for nitrocellulose-based propellants. US20180029952A1.
Dejeaifve A, Fantin A, Monseur L, Dobson R. Making progress towards «Green» propellants. Propellants Explos Pyrotech. 2018;43:831–7.
Zayed MA, El-Begawy SEM, Hassan HES. Mechanism study of stabilization of double-base propellants by using zeolite stabilizers (nano- and micro-clinoptilolite). Arab J Chem. 2017;10:573–81.
Rodrigues RLB, Lemos MF, França TCC, Filho LGM. Development of nitrocellulose-based propellants with natural stabilizers. J Aerosp Technol Manag. 2019;11:3–6.
Dejeaifve A, Sarbach A, Roduit B, Folly P, Dobson R. Making progress towards »Green« propellants – Part II. Propellants Expl Pyrotech. 2020;45:1185–93.
Fodil Cherif M, Trache D, Benaliouche F, Tarchoun AF, Chelouche S, Mezroua A. Organosolv lignins as new stabilizers for cellulose nitrate: Thermal behavior and stability assessment. Int J Biol Macromol. 2020;164:794–807.
Wilker S, Heeb G, Vogelsanger B, Petržílek J, Skládal J. Triphenylamine – a ‘New’ stabilizer for nitrocellulose based propellants – Part I: chemical stability studies. Propellants Explos Pyrotech. 2007;32:135–48.
Fryš O, Bajerová P, Eisner A, Skládal J, Ventura K. Utilization of new non-toxic substances as stabilizers for nitrocellulose-based propellants. Propellants Explos Pyrotech. 2011;36:347–55.
Curtis NJ, Kempson RM, Turner AR, White A (1990) Alternative stabilisers: reactivity and analysis. DSTO External Publications.
Bessa LCBA, Robustillo MD, de Meirelles AJA, de Pessôa Filho PA. (Solid + liquid) equilibrium of binary mixtures containing ethyl esters and p-xylene by differential scanning calorimetry. J Therm Anal Calorim. 2019;137:2017–28.
Wang Y, Wang J, Zhao X, Zhu L, Yang L, Sha Z. Determination and thermodynamic modeling of solid–liquid phase equilibrium for the 2,4,6-trimethylphenol and 2,5-dimethylphenol binary system. J Therm Anal Calorim. 2018;132:1923–31.
Trache D, Khimeche K, Benziane M, Dahmani A. Solid-liquid phase equilibria for binary mixtures of propellant’s stabilizers. J Therm Anal Calorim. 2013;112:215–22.
Mekki A, Khimeche K, Dahmani A. Measurement and prediction of (solid+liquid) equilibria of gun powder’s and propellant’s stabilizers mixtures. J Chem Thermodyn. 2010;42:1050–5.
Chelouche S, Trache D, Tarchoun AF, Abdelaziz A, Khimeche K, Mezroua A. Organic eutectic mixture as efficient stabilizer for nitrocellulose: kinetic modeling and stability assessment. Thermochim Acta. 2019;673:78–91.
Chelouche S, Trache D, Pinho SP, Khimeche K. Experimental and modeling studies of binary organic eutectic systems to be used as stabilizers for nitrate esters-based energetic materials. Fluid Phase Equilib. 2019;498:104–15.
Wu Y, Yi Z, Luo Y, Ge Z, Du F, Chen S, Sun J. Fabrication and properties of glycidyl azide polymer-modified nitrocellulose spherical powders. J Therm Anal Calorim. 2017;129:1555–62.
Wu Y, Luo Y, Ge Z. Properties and application of a novel type of glycidyl azide polymer (GAP)-modified nitrocellulose powders. Propellants Explos Pyrotech. 2015;40:67–73.
Thomas KA (1987) Continuous production of low density base grain with a salt-free liquor. US4694753A.
Andrew EA, Halverson HJ (1972) Manufacture of globular powder. US3679782A.
Vyazovkin S, Chrissafis K, Di Lorenzo ML, Koga N, Pijolat M, Roduit B, Sbirrazzuoli N, Suñol JJ. ICTAC Kinetics Committee recommendations for collecting experimental thermal analysis data for kinetic computations. Thermochim Acta. 2014;590:1–23.
Maj J (2007) Explosives, nitrocellulose based propellants, stability test procedure and requirements using heat flow calorimetry. STANAG 4582.
Prausnitz JM, Lichtenthaler RM, Gomez de Azevedo E. Molecular thermodynamics of fluid-phase equilibria. 3rd ed. Upper Saddle River, NJ: Prentice Hall; 1999.
Pourmortazavi SM, Hosseini SG, Rahimi-Nasrabadi M, Hajimirsadeghi SS, Momenian H. Effect of nitrate content on thermal decomposition of nitrocellulose. J Hazard Mater. 2009;162:1141–4.
Sovizi MR, Hajimirsadeghi SS, Naderizadeh B. Effect of particle size on thermal decomposition of nitrocellulose. J Hazard Mater. 2009;168:1134–9.
Tomaszewski W, Cieślak K, Zygmunt A. Influence of processing solvents on decomposition of nitrocellulose in smokeless powders studied by heat flow calorimetry. Polym Degrad Stab. 2015;111:169.
Vyazovkin S, Burnham AK, Criado JM, Pérez-Maqueda LA, Popescu C, Sbirrazzuoli N. ICTAC Kinetics Committee recommendations for performing kinetic computations on thermal analysis data. Thermochim Acta. 2011;520:1–19.
Gołofit T. Thermal behaviour and safety of 1,3,7,9-tetranitrodibenzo-1,3a,4,6a-tetraazapentalen (z-TACOT). Thermochim Acta. 2018;667:59–64.
Yao F, Wu Q, Lei Y, Guo W, Xu Y. Thermal decomposition kinetics of natural fibers: activation energy with dynamic thermogravimetric analysis. Polym Degrad Stab. 2008;93:90–8.
Rosu L, Mustata F, Varganici C, Rosu D, Rusu T, Rosca I. Thermal behaviour and fungi resistance of composites based on wood and natural and synthetic epoxy resins cured with maleopimaric acid. Polym Degrad Stab. 2019;160:148–61.
Serebriakov ME, Oppokov GV. Interior Ballistics (in Polish). Warsaw: Publishing House of the Ministry of National Defense; 1955.
Meyer R, Köhler J, Homburg A. Explosives. 6th ed. KGaA: WILEY VCH Verlag GmbH & Co; 2007.
Lide DR. CRC Handbook of chemistry and physics. Boca Raton: CRC Press; 2009.
Trache D, Khimeche K, Benelmir R, Dahmani A. DSC measurement and prediction of phase diagrams for binary mixtures of energetic materials’ stabilizers. Thermochim Acta. 2013;565:8–16.
Military Standard Environmental Test Methods for Aerospace and Ground Equipment. MIL-STD-810. (1962).
Cieślak K, Gańczyk-Specjalska K, Drożdżewska-Szymańska K, Uszyński M. Effect of stabilizers and nitrogen content on thermal properties of nitrocellulose granules. J Therm Anal Calorim. 2020;143:3459.
Definition and Determination of Ballistic Properties of Gun Propellants. STANAG 4115. (2004).
Gołofit T, Zyśk K. Thermal decomposition properties and compatibility of CL-20 with binders HTPB, PBAN, GAP and polyNIMMO. J Therm Anal Calorim. 2015;119:1931–9.
Wang H, Zhang H, Hu R, Yao E, Guo P. Estimation of the critical rate of temperature rise for thermal explosion of nitrocellulose using non-isothermal DSC. J Therm Anal Calorim. 2014;115:1099–110.
Luo L, Jin B, Xiao Y, Zhang Q, Chai Z, Huang Q, Chu S, Peng R. Study on the isothermal decomposition kinetics and mechanism of nitrocellulose. Polym Testing. 2019;75:337–43.
Chai H, Duan Q, Jiang L, Gong L, Chen H, Sun J. Theoretical and experimental study on the effect of nitrogen content on the thermal characteristics of nitrocellulose under low heating rates. Cellulose. 2019;26:763–76.
Wei R, He Y, Zhang Z, He J, Yuen R, Wang J. Effect of different humectants on the thermal stability and fire hazard of nitrocellulose. J Therm Anal Calorim. 2018;133:1291–307.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Cieślak, K., Gańczyk-Specjalska, K., Drożdżewska-Szymańska, K. et al. Physicochemical properties and thermal behavior of nitrocellulose granules with eutectic mixtures of stabilizers. J Therm Anal Calorim 147, 7421–7430 (2022). https://doi.org/10.1007/s10973-021-11042-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-021-11042-4